
Abstract
In order to effect enrichment of phosphorus in the converter slag, phosphorus enrichment was researched by slag modification with SiO2. The SiO2 modification process was evaluated thermodynamically, and phosphorus rich phase was separated from experimental slag by magnetic separation. The results show that n2CaO.SiO2–3CaO.P2O5 (nC2S–C3P) solid solution is generated by the reaction of Ca3(PO4)2 phase in the slag with precipitated Ca2SiO4 phase at 1623 K, and Ca2SiO4 in the solid solution is reduced with increasing SiO2; hence, the phosphorus content in the solid solution is increased. If the addition of SiO2 is excessive, the amount of Ca2SiO4 precipitation in the slag is decreased remarkably (and even disappeared), CaSiO3 phase is generated and the generation of nC2S–C3P solid solution is reduced, which is not favourable to phosphorus enrichment. Through magnetic separation, the non-magnetic fraction was increased by 10–74·68% compared with the original slag. The distribution ratio of P2O5 was increased from 2·71 to 5·48. As 84·57% of the phosphorus in the slag is in the collected non-magnetic substances, the work demonstrates that most of the phosphorus is able to be effectively recycled.
Introduction
Increased dephosphorisation in steelmaking processes and the use of high phosphorus content iron ore in recent years have resulted in higher phosphorus content in the slag, which, if recycled to iron- and steelmaking processes, leads to phosphorus enrichment in hot metal; hence, the reuse of the slag is limited. Alternatively, if it is used directly as a raw material for phosphoric fertiliser, it is too low in P for effective use.1 Therefore, if P2O5 in the slag can be enriched and separated, the separated P2O5 phase may be used as phosphoric fertiliser additives, and the remainder may be recycled to iron- and steelmaking processes.
The form of phosphorus in steel slag has been researched2 – 4 and found to be nC2S–C3P solid solution. However, because the amount of precipitation of 2CaO.SiO2 in high basicity slag is large, the phosphorus content is too low in the solid solution, and so, it is necessary to somehow enrich the phosphorus content of the slag.5 – 11 Some researchers12 – 14 used a melting–cooling method to study vanadium enrichment in V bearing steelmaking slag; however, the research on phosphorus enrichment behaviour in steel slag is limited.
This paper describes the work on the influence of melting modification on phosphorus enrichment in steel slag and the generation of a thermodynamic base of nC2S–C3P solid solution during modification, and phosphorus rich phase in the slag was separated by magnetic separation; resource utilisation of phosphorus steel slag provided the necessary basis of study.
Experimental
Reagent grade SiO2 and P2O5 were added to the original slag to change the slag basicity, and the P2O5 contents were all adjusted to 10% (see Table 1).
Chemical compositions of original and modified slags/mass-%
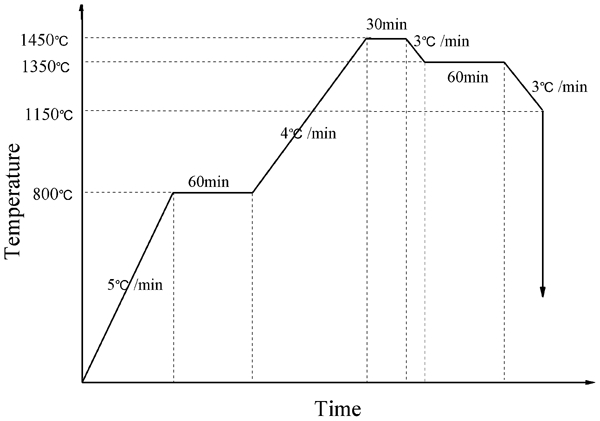
The mixed slag (200 g) was placed in an alumina crucible 60 mm diameter×100 mm, placed inside a graphite crucible and heated in an MOSi2 electric resistance furnace up to 1723 K; the temperature was maintained for 30 min to ensure the full melting of slag. The slag was then cooled to 1623 K at a cooling rate of 3 K min−1 and this temperature was kept for 1 h in order to fully promote the precipitation of 3CaO.P2O5; it was then cooled to 1423 K at a cooling rate of 3 K min−1. The furnace was then closed, and the slag sample was cooled within it (see Fig 1). Samples were taken from incubation at 1723 K for 15 min, incubation at 1723 K for 30 min, before incubation at 1623 K, incubation at 1623 K for 30 min, incubation at 1623 K for 60 min, and every 20 min of cooling from 1623 to 1423 K and quenched.
Experimental conditions for precipitation of C2S–C3P solid solution
The phase morphology of the prepared slag samples was observed by an S-360 scanning electron microscope, and each phase composition was analysed by a Tracor Northern spectrometer. After each experiment, the slag was ground [<300 mesh (48 μm)]; mineralogical phases were determined by X-ray diffraction analysis. Diffraction patterns were measured in a 2θ range of 10–90° using Cu Kα radiation of 40 kV and 30 mA, and the scan’s speed was 5° min−1.
Magnetic separation experiments of the P bearing slag were performed with a DTCXG-ZN50 magnetic separator tube 50 mm in diameter. The swing frequency was 70 times per minute, the travelling stroke was 40 mm and the air gap between the magnetic poles was 52 mm. A 10 g slag sample was put into the solution mixed with alcohol and water. The magnetic field intensity of the separator tube was adjusted to a predetermined intensity of 350 mT. Sample solution was poured into the magnetic separator tube and magnetic substances attached to the tube wall, and non-magnetic substances flowed into the prepared container outside the tube with the aid of mechanical vibration. The magnetic and non-magnetic substances were dried at 105°C for 12 h, weighed and analysed.
Results and discussion
Influence of SiO2 modification on phosphorus enrichment behaviour
Figure 2 is an SEM back scattered electron image corresponding to the Table 1 sample with furnace cooling. Table 2 shows the energy dispersive spectroscopy results corresponding to Fig. 2 sample compositions. Figure 3 are the corresponding slag X-ray diffraction results.
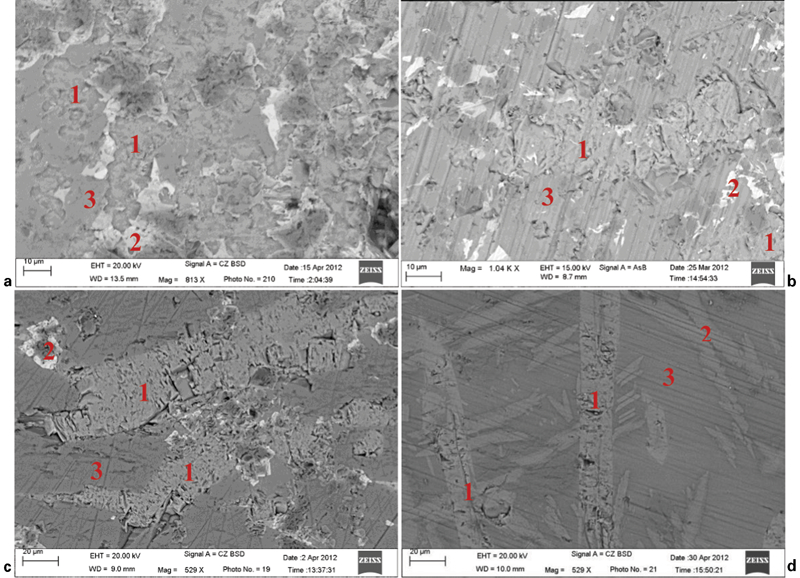
Scanning electron microscopy back scattered electron image of experimental samples: 1 – P rich phase; 2 – RO phase; 3 – base phase
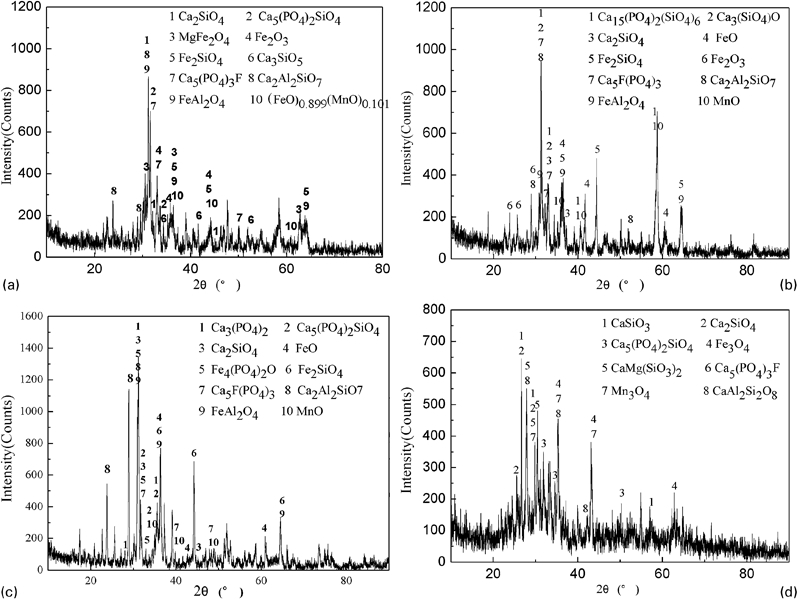
X-ray diffraction patterns of four steel slags
Chemical compositions of each phase from sample in Fig. 2 by energy dispersive spectroscopy
From Fig. 1 and Table 2, the phosphorus rich phase in the original slag is mainly in the nC3S–C3P solid solution, including a small amount of fluorine apartite phase [Ca5(PO4)2F]. The base phase is the liquid phase, mainly composed of calcium aluminium melilite (Ca2Al2SiO7), some iron and phosphorus. The white RO phase is mainly iron oxides, Fe–Mn oxides or FeAl2O4. The iron in the slag mainly exists in this phase.
When the basicity of no. 1 slag was lowered to 3·0, the C3S phase and the phosphorus rich phase were mainly nC2S–C3P solid solution, including a small amount of fluorine apatite phase [Ca5(PO4)2F]. The P2O5 content in the phosphorus rich phase is obviously increased. The liquid phase is mainly composed of calcium aluminium melilite (Ca2Al2SiO7), and the white RO phase is mainly iron oxides, manganese oxides or FeAl2O4.
Compared with no. 1 slag, the main phase type in no. 2 slag is unchanged, but the SiO2 content in the phosphorus rich phase is reduced, the P2O5 content is slightly increased and the particle size of phosphorus rich phase is increased.
The SiO2 content in no. 3 slag is further increased, Ca2SiO4 content in phosphorus rich phase is decreased and a new phase (CaSiO3) is generated. Meanwhile, calcium aluminium melilite (Ca2Al2SiO7) has disappeared in liquid phase, and a new phase, anorthite (CaAl2Si2O8), is generated. In addition to iron oxides in the RO phase, diopside [CaMg(SiO3)2] phase is also generated.
From the above analysis results, when the basicity of original slag (R = 4) is high, a large amount of 3CaO.SiO2 is precipitated during cooling, as the solid solution that generated by 3CaO.SiO2 phase and 3CaO.P2O5 phase cannot infinitely be dissolved in each other. The viscosity of the melted slag is high, which is not beneficial to phosphorus transfer. The P2O5 content in the phosphorus rich phase is 19–25% and is 4–5% in the base phase; the distribution of phosphorus rich phase is more dispersed, and particle size is small, usually 10–30 μm.
In slag no. 1 with a basicity of 3, the 3CaO.SiO2 phase disappeared; the main precipitation is 2CaO.SiO2, and the solid solution that is generated by 2CaO.SiO2 and 3CaO.P2O5 can infinitely be dissolved in each other. Thus, the phosphorus rich phase content in the modified slag is higher than that in the original slag. The P2O5 content in the phosphorus rich phase is 31–32%, the phosphorus rich phase is claviform and the particle size is increased significantly to 20–100 μm.
The phosphorus rich phase content in no. 2 slag is 32–33%, slightly higher than that in the no. 1 slag, and the particle size is further increased to 30–150 μm. This is because 2CaO.SiO2 precipitation is reduced in the low basicity slag, the phosphorus is enriched into the small precipitated 2CaO.SiO2 phase, which improves the P2O5 content; the SiO2 content of the phosphorus rich phase in the modified slag, which is lower than that in the original slag, also shows that. As the basicity of no. 1 slag is high, precipitation of 2CaO.SiO2 phase needs a lower temperature; hence, the viscosity of the melted slag is increased, which is not favourable to phosphorus diffusion in slag and phosphorus rich phase growth. This is the reason that the particle size of the phosphorus rich phase in no. 1 slag is smaller than that in no. 2.
The phosphorus rich phase in no. 3 slag is claviform, but the size is finer than the phosphorus rich phase in no. 2 slag, and the P2O5 content in phosphorus rich phase is 34–37%. However, the basicity is too small, so slag composition deviated from the elementary 2CaO.SiO2 phase, the amount of precipitation of 2CaO.SiO2 is reduced and precipitation of 2CaO.SiO2 phase needs a lower temperature, resulting in higher viscosity slag, which is not favourable to phosphorus diffusion. In addition, the CaSiO3 that is generated in the slag is not beneficial to phosphorus enrichment and growth of the phosphorus rich phase.
Therefore, when slag basicity is too low, the P2O5 content is higher in the other phase, and P2O5 content in phosphorus rich phase is also increased, but the particle size of phosphorus rich phase is smaller and the amount of precipitation is limited so it is difficult to achieve effective phosphorus enrichment in the slag. Thus, a proper amount of SiO2 modifying agent is added to the slag, which is advantageous to phosphorus enrichment of high concentration in the nC2S–C3P solid solution. The P2O5 content of phosphorus rich phase in the modified slag is >31%, and such a high phosphorus content can meet the requirement of P2O5 content in the phosphoric fertiliser industry. Phosphorus rich phase in slag can be separated to meet the requirement of phosphoric fertiliser production.
Thermodynamic analysis of SiO2 modification
The generation reaction of nC2S–C3P solid solution in P bearing slag is as follows







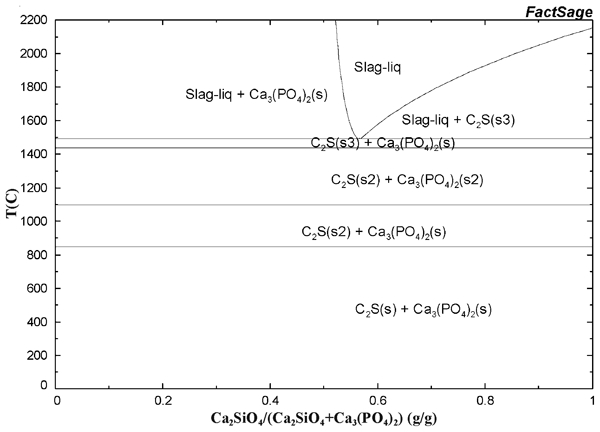
Figures 4 and 5 show phase diagrams of the Ca2SiO4–Ca3(PO4)2 and CaO–SiO2 systems calculated by FactSage 6·2. The Fact and FToxid database was used in the calculation process. When slag basicity is higher than 3, Ca, Si and O are mainly and first precipitated as Ca3SiO5 phase in the slag, which can be seen from the phase diagram. When the modified slag basicity is between 2 and 3, Ca, Si and O are mainly and first precipitated as Ca2SiO4 phase in the slag. When the slag basicity is <1·5, the Ca2SiO4 phase disappears, and Ca, Si and O are mainly precipitated as CaSiO3 and Ca3Si2O7.
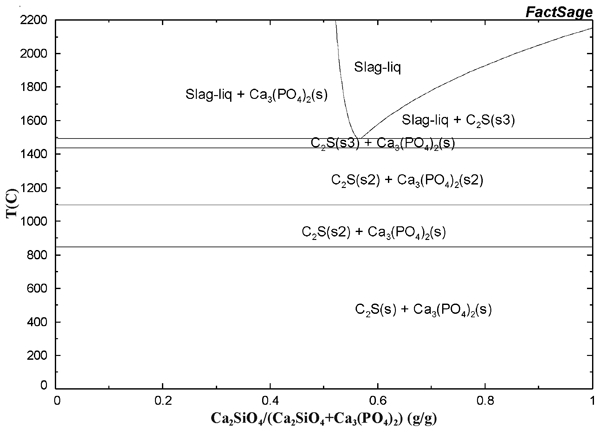
Phase diagram of Ca2SiO4–Ca3(PO4)2 system
Phase diagram of CaO–SiO2 system
During slag cooling, Ca, Si and O are first precipitated as nCaO.SiO, Ca2SiO4 and Ca3(PO4)2 phase can be dissolved with each other in any proportion. The enrichment effect depends on the generation of nC2S–C3P solid solution. From a thermodynamic point of view, when the temperature is reduced to ∼1623 K, the generation trend and amount of nC2S–C3P solid solution are decided by oxide activities in reactions (1) and (3). The effect of SiO2 modified agent on generation of nC2S–C3P solid solution is mainly the effect on 
Figure 6 is the curve of the logarithm oxide activity change with basicity (CaO/SiO2) on 1623 K as calculated by FactSage6·2. Figure 6 shows that the value of 

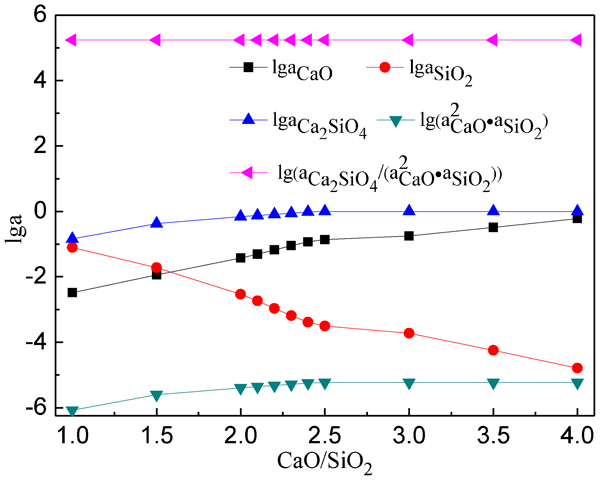
Curve of logarithm of part oxides activity versus basicity (CaO/SiO2) at 1623 K
With decreasing slag basicity, 



Slag basicity is decreased with the addition of SiO2; the value of 


According to the description above, when slag basicity is >3, slag contains 3CaO.SiO2, which is not advantageous to P2O5 enrichment, and 3CaO.SiO2 in modified slag disappears with the addition of SiO2. 2CaO.SiO2 is first precipitated during cooling, and the increasing SiO2 has no influence on the thermodynamic trend of 2CaO.SiO2 precipitation. However, when the SiO2 content is increased, causing a slag basicity of 2·5, the amount of precipitation of 2CaO.SiO2 in slag is reduced.
When the temperature is reduced to 1623 K, nC2S–C3P solid solution is formed by Ca3(PO4)2 in the melted slag and precipitation of 2CaO.SiO2. The increase in SiO2 content (1·5<R<3·0) has little effect on the generation trend of nC2S–C3P solid solution, as the precipitation of 2CaO.SiO2 phase is decreased slightly and P2O5 content in solid solution is increased relatively, which is favourable to phosphorus enrichment in solid solution.
When the addition of SiO2 is very high (R<1·5), the amount of precipitation of 2CaO.SiO2 is reduced and even disappears, and low calcium phase such as CaSiO3 is generated. Although the phosphorus content in solid solution is increased, the thermodynamic condition of nC2S–C3P solid solution generation is difficult, and precipitation of CaSiO3 cannot dissolve Ca3(PO4)2 well. Thus, phosphorus transfer from base phase to phosphorus rich phase is not complete with high phosphorus content in the base phase. This is adverse for the generation of nC2S–C3P solid solution and phosphorus enrichment; hence, the suitable modification basicity of slag should be in the range of 1·5–2·0.
Magnetic separation of P bearing converter slag
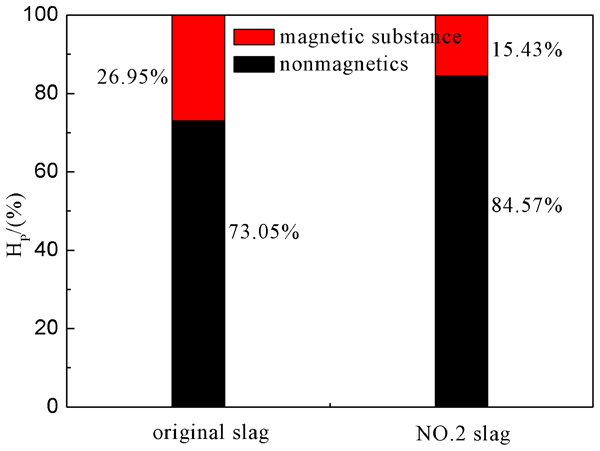
The magnetic separation of the original slag and no. 2 slag was carried out. Figure 7 shows the proportion of magnetic substances and non-magnetic substances in both slags. The results show that non-magnetic proportion in no. 2 slag increased by 10·09% compared with original slag. Figure 8 shows the mass fraction of P2O5 in the magnetic and non-magnetic fractions in the two slags. The following expressions describe the phosphorus distribution in magnetic substances and non-magnetic substances

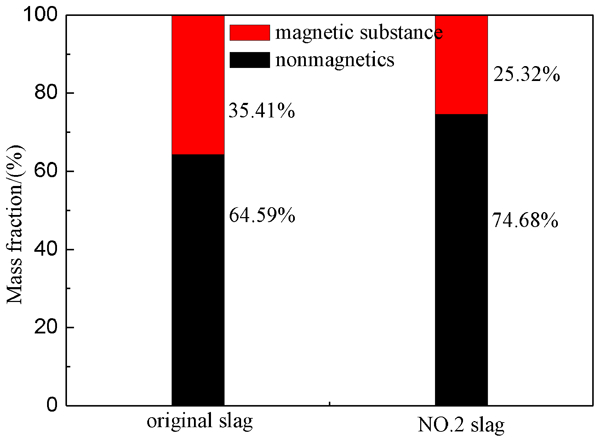
Proportion of magnetic substance and non-magnetics in original slag and no. 2 slag
Mass fraction of P2O5 enters into magnetic substance and non-magnetics in original slag and no. 2 slag
According to Fig. 8, 73·05% of P2O5 in the original slag enters into the non-magnetic substances, and 84·57% of P2O5 in modified slag enters into the non-magnetic substances. After slag modification, the phosphorus distribution ratio of non-magnetic and magnetic substances increases from 2·71 to 5·48. This is because the particle size of the phosphorus rich phase is larger and the P2O5 content is increased; the separation effect of phosphorus rich phase and other phase (especially RO phase) is better than original slag when the particle is ground to <300 mesh.
The composition of non-magnetic and magnetic substances for no. 2 modified slag is shown in Table 3. The phosphorus recovery rate and iron recovery rate in non-magnetic substances are 84·57 and 38·68% respectively, the phosphorus content is 13·90% and 746·8 kg of non-magnetic substances can be separated from 1 t of modified no. 2 slag and used for the phosphoric fertiliser industry, so most of the elemental phosphorus can be recycled. The phosphorus and iron recovery rates in magnetic substances are 14·43 and 61·32% respectively. T.Fe and the CaO contents in magnetic substances are 24·22 and 17·74% respectively. Therefore, magnetic substances can be recycled into iron- and steelmaking processes, such as sintering, hot metal desiliconisation and hot metal dephosphorisation. The process route of P bearing steelmaking slag utilisation is shown in Fig. 9.
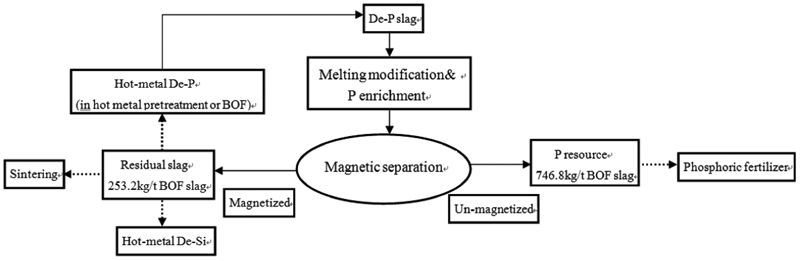
Schematic process route diagram of P bearing steelmaking slag utilisation
Composition of magnetic and non-magnetics for no. 2 modified slag after magnetic separation
Conclusions
The influence of SiO2 modification on phosphorus enrichment behaviour in steel slag was studied. The key findings are as follows.
When the slag basicity decreases to 3 with the addition of SiO2, 3CaO·SiO2 phase disappears, nC3S–C3P solid solution disappears, the phosphorus rich phase is mainly nC2S–C3P solid solution and the P2O5 content in solid solution increases, which is beneficial to phosphorus enrichment in solid solution. The increase (1·5<R<3·0) in SiO2 has little effect on the generation trend of nC2S–C3P solid solution as the precipitation of 2CaO.SiO2 phase decreases slightly, which makes the P2O5 content in solid solution increase relatively. When the addition of SiO2 is high (R<1·5), the precipitation amount of 2CaO.SiO2 phase decreases significantly and even disappears, and CaO.SiO2 phase is generated, so the generation thermodynamic condition of nC2S–C3P solid solution is difficult, which is detrimental to phosphorus enrichment in slag. Therefore, the suitable modification basicity of slag should be 1·5–2·0.
The slag contains phosphorus rich phase, base phase and RO phase. The phosphorus in slag is mainly in the form of nC2S–C3P solid solution in the phosphorus rich phase. The phosphorus content in the phosphorus rich phase increases after suitable SiO2 modification, the P2O5 content is >31% and the particle size of phosphorus rich phase increases to 30–60 μm, which can fully meet the requirement of phosphorus content of phosphatic fertiliser.
After SiO2 melting modification and magnetic separation of P bearing converter slag, the phosphorus distribution ratio of non-magnetic and magnetic substances increased from 2·71 to 5·48, 84·57% of P2O5 in slag enters into recycling of non-magnetic substances and the extracted non-magnetic substances proportion is 74·68%. Therefore, recycling of most phosphorus element can be achieved.
It is feasible to make the phosphorus enriched effectively in slag by SiO2 melting modification and separate phosphorus rich phase from modified slag by magnetic separation.
Footnotes
Acknowledgements
The authors would like to thank the Australian Hamersley Iron Ore Company for the financial support. The great help from Rio Trading (Shanghai) Company Limited is really appreciated.