
Abstract
The hot ductility of low carbon resulphurised free cutting steel with different bismuth contents was studied using a Gleeble-1500 thermal–mechanical simulator, and the hot brittleness mechanism was analysed with a combination of SEM and energy dispersive X-ray spectroscopy. The results showed that the steels with bismuth contents of 0·12 and 0·17 wt-% both had a good hot ductility (R A, >70%) at 1100–1200°C, which illustrated that the steels might be suitable for the rolling provided the finish rolling temperature does not go <1100°C. However, the hot ductility of the steels deteriorated with the increase in bismuth content at 950–1100°C because of the presence of the low melting point liquid bismuth films at austenite grain boundaries and the delay of the dynamic recrystallisation by Bi additions. At 850–900°C, the steels all had very poor hot ductility, which was mainly attributed to the presence of the ferrite film and the unrecrystallised austenite as well as the presence of the low melting point phases pure Bi and Fe rich (Fe,Mn)S.
Introduction
Pb–S based free cutting steels with good machinability have been widely used, but the need for the replacement of these steels has been strongly suggested because a considerable amount of lead in the steel will generate lead fumes during the machining and recycling processes, which is harmful to humans. 1,2 Since the use of Pb–S based free cutting steels has toxic consequences, an eco-friendly low carbon resulphurised free cutting steel with bismuth (Bi–S based) has been developed, in which lead is replaced by bismuth. 3–5 The steels with bismuth have a similar excellent machinability compared to the Pb–S based steels since bismuth and lead have similar physical properties. 4
Unfortunately, the eco-friendly low carbon resulphurised free cutting steels with bismuth are not yet widely used for commercial purposes because hot rolling is more difficult than that of the Pb–S based free cutting steels. 6 These steels easily crack during hot rolling and have a poor hot ductility. 6–9 However, recent investigations on these steels were mainly focused on their machinability rather than their hot ductility. 3–7 In this article, the hot ductility of eco-friendly low carbon resulphurised free cutting steels with different bismuth contents in the temperature range of 850–1200°C is reported, and the manner in which a bismuth addition affects the hot ductility has also been investigated in relation to the microstructural changes.
Experimental
The bismuth containing steels were melted in a vacuum induction furnace at a temperature of 1600°C and were cast to 6·5 kg ingots. The chemical compositions are shown in Table 1. These ingots were first reheated at 1200°C for 2 h in a heating furnace, and then, an air forging hammer was used to forge them into wire rods with a diameter of 15 mm. During the forging process, the temperature was always >1050°C, and finally, the wire rods were air cooled to room temperature.
Chemical compositions of tested steels/wt-%
Metallographic specimens were prepared from the wire rods and sectioned along their central axis. The inclusions in the steels, especially the Bi inclusions, were observed using scanning electron microscopy (SEM) in the backscattered electron (BSE) mode. Image analysis with 40 fields for each specimen at ×300 magnification was performed to determine the area fraction of all Bi phases and the proportion by numbers of each type of inclusion (MnS, MnS+Bi, and Bi inclusion) by means of a dedicated software tool, the Image-Pro Plus.
Specimens with dimensions of 10 mm diameter and 120 mm length were prepared from the wire rods for hot tensile testing in the temperature range of 850–1200°C. The hot tensile test was performed with a constant strain rate of 10−2 s−1 using a Gleeble-1500 thermal–mechanical simulator under argon protection atmosphere. The specimens were first heated with a heating rate of 10°C s−1 to 1350°C and held there for 5 min, and then cooled with a cooling rate of 3°C s−1 to each testing temperatures with an interval of 50°C, at which they were maintained for 1 min before tensile testing. After rupture, the samples were immediately quenched by water spraying to maintain the microstructure at the testing temperature, and the reduction in area R A was measured to evaluate their hot ductility.
The fracture surfaces of the tensile specimens were examined using SEM. The longitudinal sections close to the point of fracture were prepared and etched with a picral solution, and then, the microstructures and the inclusions were detected by a combination of the SEM in BSE and secondary electron modes, and the energy dispersive X-ray spectroscopy (EDS).
Results
Hot ductility of steels with different bismuth contents
The R A of all tested steels with different bismuth contents in the temperature range of 850–1200°C is shown in Fig. 1. It can be seen that the bismuth content has a detrimental influence on the hot ductility. The R A of the steels with bismuth was lower than that of the steel without bismuth over the whole testing temperature range, especially the steel with 0·17 wt-%Bi at temperatures <1100°C.
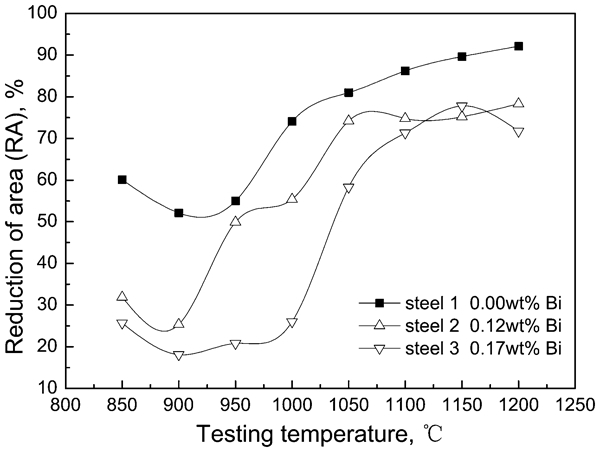
Hot ductility curves of all tested steels
The steels with bismuth contents of 0·12 and 0·17 wt-% both had a good hot ductility in the temperature range 1100–1200°C, and the R A was >70%, which illustrated that the steels with bismuth were suitable for rolling provided the finish rolling temperature did not fall <1100°C. In the temperature range of 950–1100°C, the hot ductility deteriorated with bismuth content. In the temperature range 850–900°C, the steels with bismuth all had very poor hot ductility, this being particularly so at 900°C.
Fracture morphology of steels with bismuth
The fracture surfaces of the tensile tested specimens are shown in the SEM photos (Fig. 2). The fractures of steel 2 and steel 3 at 900°C both exhibited intergranular brittle failure (Fig. 2a and b ), which agrees with the low ductility values given in Fig. 1. Some iron rich precipitated sulphides (Fe,Mn)S detected by EDS were also found on the fracture surfaces, especially in the higher bismuth steel 3.
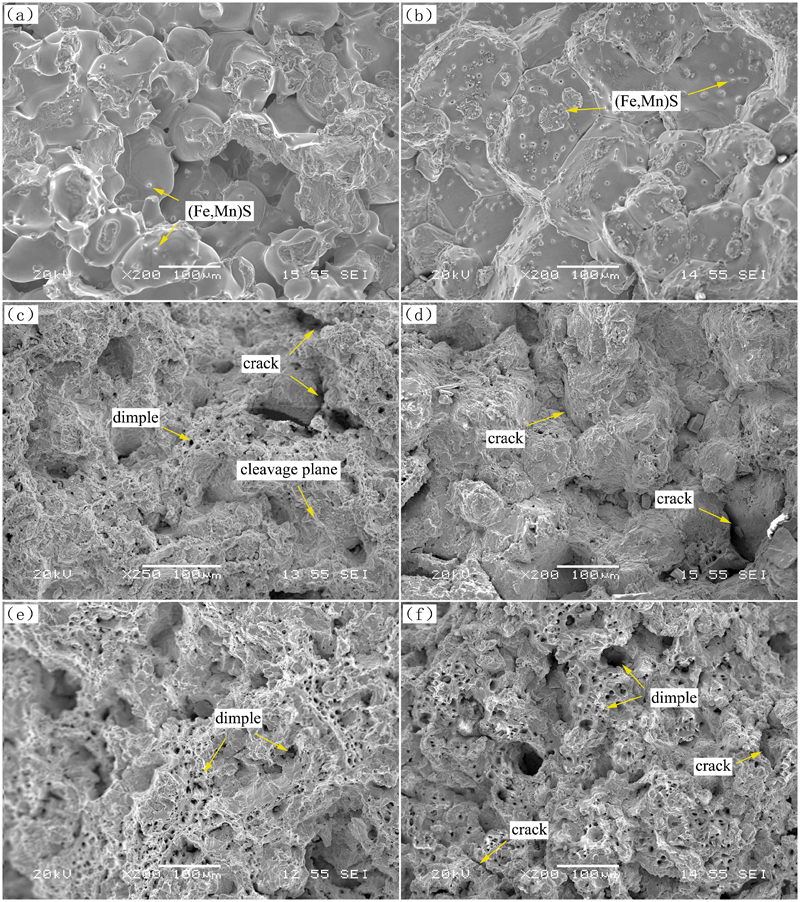
Fracture morphology of tensile tested samples with bismuth
Steel 2 with lower bismuth at 1000°C showed a mixture of intergranular and ductile failure (Fig. 2c ). However, the fracture of the higher bismuth steel 3 was mainly intergranular (Fig. 2d ). This result could indicate that the grain boundary strength of steel 3 with higher bismuth content was lower than that of the steel 2. Steel 2 and steel 3 tested at 1150°C (Fig. 2e and f ) both exhibited ductile dimple fractures.
Analysis and discussion
Inclusions and form of bismuth in steel
The BSE images of the typical inclusions in the steels with bismuth are shown in Fig. 3. It can be seen that the inclusions were mainly three types as follows: isolated MnS inclusions, isolated Bi inclusions and MnS surrounded by Bi inclusions (MnS+Bi).
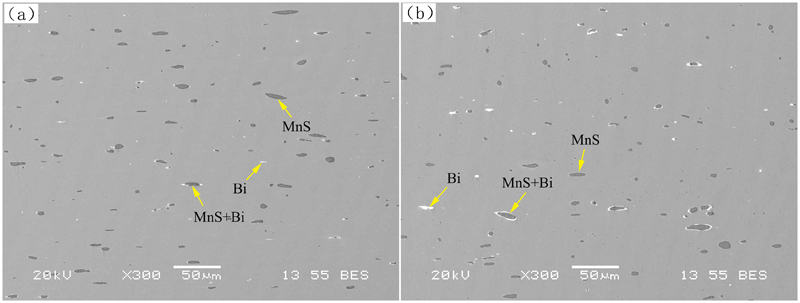
Three typical inclusions in steels with different bismuth contents (BSE images)
The area fraction of all Bi phases (Bi inclusions and the Bi that was attached to the MnS inclusions) and the proportion of each type of inclusion by number are shown in Fig. 4. The area fraction of all Bi phases of steel 3 is higher than that of steel 2, and the proportion by numbers of the isolated Bi inclusions and the MnS+Bi inclusions of steel 3 were also higher than that of steel 2. That is to say, due to the negligible solid solubility of bismuth in solid steel, 10 the greater the bismuth content of the steel, the more Bi single substance phase in form of Bi inclusions and MnS+Bi inclusions will be precipitated in the steel.
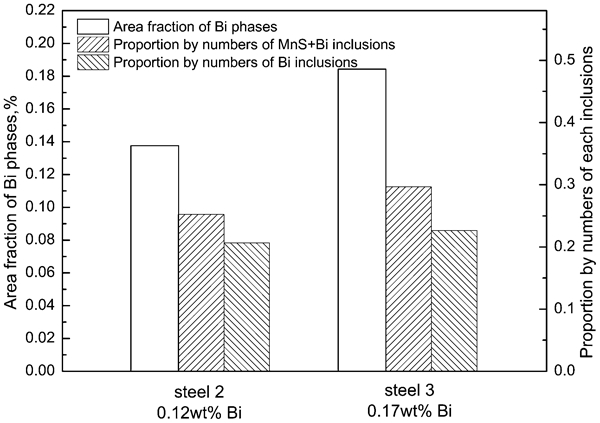
Area fraction of Bi phases and number proportion of each type inclusions
Pure Bi has a melting point of 271·3°C and so will exist in liquid form at the tensile testing temperatures and cause liquid metal embrittlement. 4,9,11 If a crack forms on deformation at the testing temperature, the liquid bismuth in the steel would flow into the crack tip so reducing the binding energy, making it easier to nucleate and propagate cracks, particularly at the austenite grain boundaries. 9 Although at 900 and 1050°C there is little difference in the fracture appearance, at 1000°C, steel 3 shows more brittle fracture and less ductile voiding than steel 2 in accord with its worse ductility.
Embrittlement mechanism of steels with bismuth at 950–1100°C
The higher the bismuth content, the poorer the hot ductility of the steels in the temperature range of 950–1100°C. From the observation and analysis of the longitudinal microstructures of all quenched fractures in this testing temperature range using the SEM in secondary electron and BSE modes, steel 2 at 950°C and steel 3 at 950, 1000 and 1050°C showed cracks along austenite grain boundaries accompanied by the presence of bismuth films at the boundaries which would have been liquid at the test temperature (Figs. 5 and 6). The higher bismuth content led to the presence of more liquid bismuth films. The typical longitudinal microstructures of the quenched fracture are shown in Fig. 5, and the EDS spectra and linescan of the liquid bismuth films are shown in Fig. 6. The bismuth films present at austenite grain boundary would exist as liquid forms at the testing temperatures and would significantly reduce the strength of the grain boundary and cause grain boundary embrittlement.
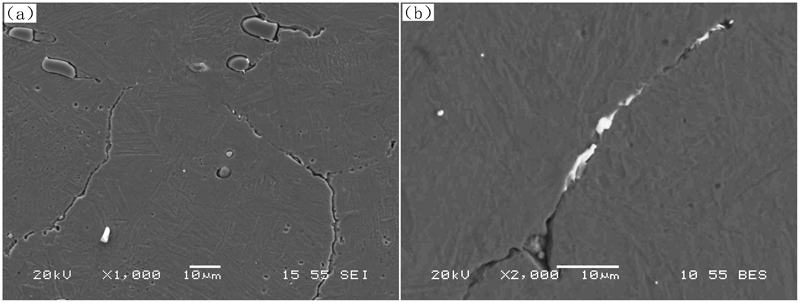
Typical longitudinal microstructures of quenched fractures at 950–1050°C
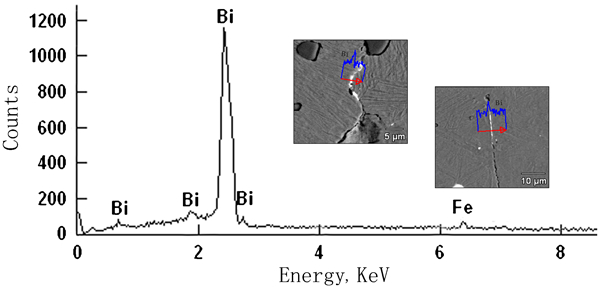
Spectra (EDS) and linescan of liquid bismuth films
The flow stress curves for steel 1–3 are shown in Fig. 7. The temperature for the onset of dynamic recrystallisation can generally be obtained from the flow stress curves by noting the first test temperature at which load fluctuations occur in the austenite. 12,13 Mintz and Mohamed have reported that dynamic recrystallisation is essential for good ductility, and ductility in high S steel improves only at higher temperatures when dynamic recrystallisation is well established. 12–15 From the examination of the flow stress curves in relation to the hot ductility curves in this work, it can be seen that the onset of dynamic recrystallisation was delayed to higher temperatures by increasing Bi content, and the dynamic recrystallisation was first observed at 1000, 1050 and 1100°C for steel 1, 2 and 3 respectively. Figure 8 was the evidence of dynamic recrystallisation in the Bi free steel at 1000°C.
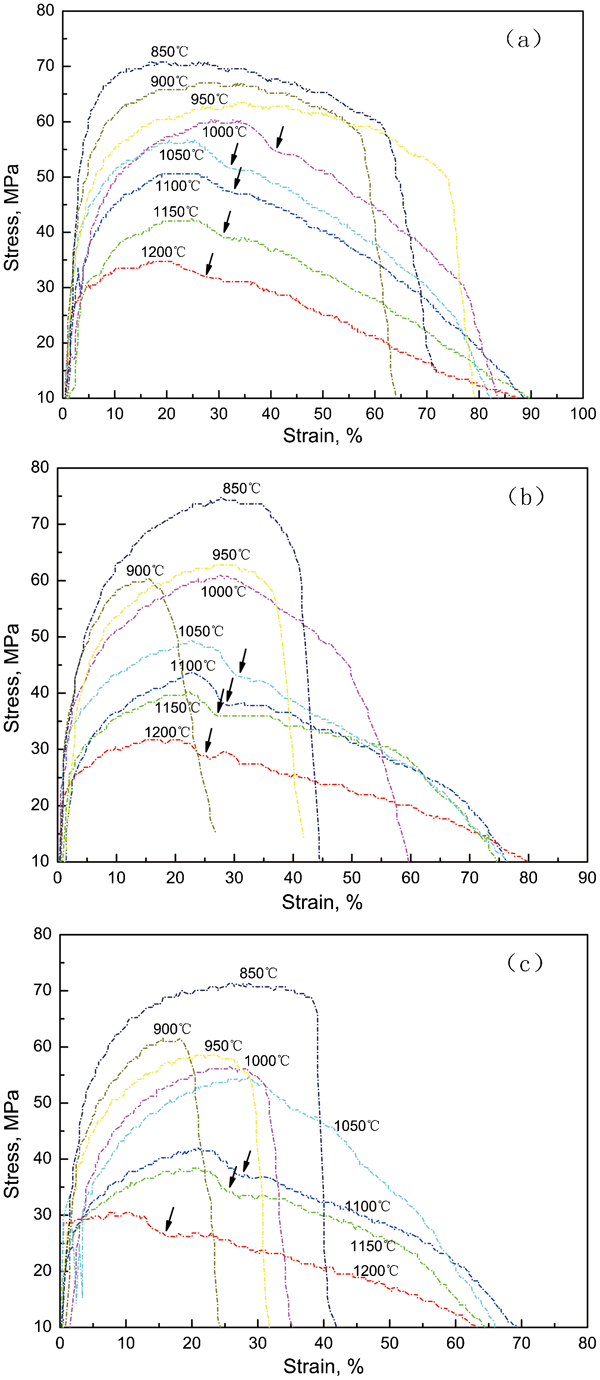
Flow stress–strain curves as function of tensile temperature for examined steels (arrows indicate dynamic recrystallisation)
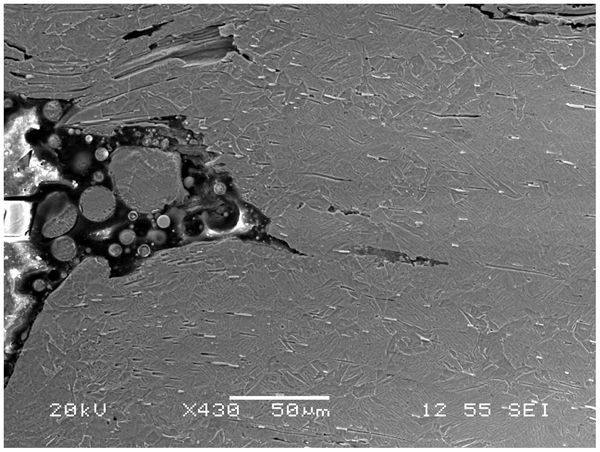
Evidence of dynamic recrystallisation in Bi free steel 1 at 1000°C (SEM image)
Therefore, the presence of the low melting point liquid bismuth films at austenite grain boundaries and the delay of dynamic recrystallisation by Bi additions were the main cause for the brittle fracture of these steels in this testing temperature range.
Embrittlement mechanism of steels with bismuth at 850–900°C
The steels with different bismuth contents in the temperature range of 850–900°C all had very poor hot ductility. The typical longitudinal microstructures of the quenched fractures were also observed using SEM and EDS (shown in Figs. 9 and 10 for Bi containing and Bi free steels respectively). It can be seen as follows.
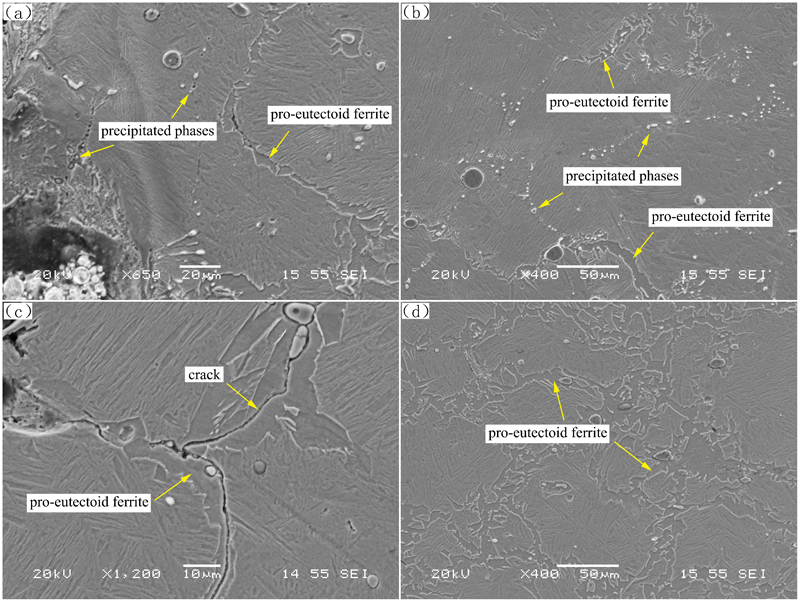
Typical longitudinal microstructures of quenched fractures for Bi containing steels
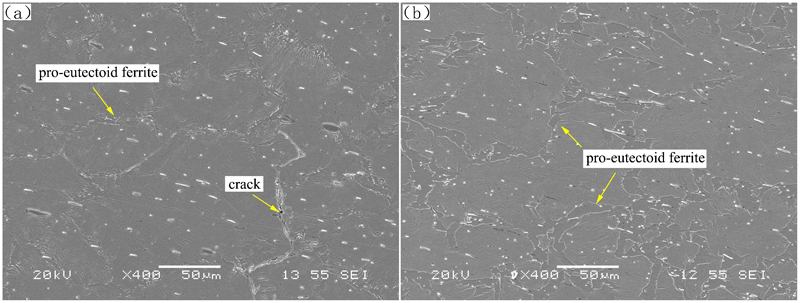
Typical longitudinal microstructures of quenched fractures for Bi free steel
The proeutectoid ferrite films were formed along the grain boundary in both Bi containing and Bi free steels at 850–900°C. The strength of these proeutectoid ferrite was lower than that of austenite, and then cracks along the ferrite film would be caused by strain concentration during the deformation process. 16,17 From Fig. 7, it can be seen that the dynamic recrystallisation in these steels also did not occur in this temperature range, which would lead to the poor ductility. 12–15 Therefore, the poor ductility of these steels at 850–900°C was mainly due to the presence of the ferrite film and the unrecrystallised austenite.
Furthermore, a lot of precipitated phases were observed along the grain boundary in the Bi containing steels (steels 2 and 3), while some bismuth films still existed at the grain boundary. Energy dispersive X-ray analysis of these other precipitated phases revealed that they were Fe rich (Fe,Mn)S phases, which have a low melting point. 18 As we know, most of the sulphide inclusions usually precipitate as MnS in the enriched interdendritic liquid at the last stage of solidification during freezing. 18–21 Steels with low Mn/S ratios as in the present instance can form the low melting point FeMnS inclusions. Although the sulphide inclusions were mainly formed as coarse MnS distributed in the interior of grain and at the grain boundaries, the Fe rich (Fe,Mn)S sulphide inclusions were also formed along the grain boundary at 900°C in the present testing condition. The data in the phase diagram of Fe–Mn–S system 22–24 show that when excess iron is present, the Fe rich (Fe,Mn)S phases would be formed under the equilibrium conditions in a peritectic mode at a temperature of 997±3°C. In addition, due to the segregation of sulphur to the austenite grain boundary, 25,26 the Fe rich (Fe,Mn)S would be formed along the grain boundary where there is not a sufficient amount of Mn at the grain boundary to form pure MnS inclusions. Here, the Fe rich (Fe,Mn)S were formed along the grain boundary at a lower temperature (∼900°C), which might attribute to the non-equilibrium condition of this experiment, and the segregation of bismuth on the grain boundary also may delay the precipitation of these phases. 19
These precipitated phases with lower melting point along the grain boundary would obviously reduce the strength of the grain boundary and resulted in the cracks along the grain boundary. 16 Then, the hot ductility of the Bi containing steels was significantly lower than that of the Bi free steels in this temperature range, which was mainly due to the presence of the low melting point phases pure Bi and Fe rich (Fe,Mn)S at the grain boundary.
Therefore, the very poor ductility of the steels with bismuth at 850–900°C was mainly due to the presence of the ferrite film and the unrecrystallised austenite as well as the presence of the low melting point phases pure Bi and Fe rich (Fe,Mn)S.
Conclusions
The steels with bismuth contents of 0·12 and 0·17 wt-% both had a good hot ductility (R A, >70%) at 1100–1200°C and illustrated that they might be suitable for rolling provided the finish rolling temperature does not go <1100°C.
The hot ductility of the steels deteriorated with the increase in bismuth content at 950–1100°C. The presence of low melting point liquid bismuth films at austenite grain boundaries and the delay of the dynamic recrystallisation by Bi additions were the main cause for the brittle fracture of the steels in this testing temperature range.
The steels with different bismuth contents at 900–850°C all had very poor hot ductility, which was mainly attributed to the presence of the ferrite film and the unrecrystallised austenite as well as the presence of the low melting point phases pure Bi and Fe rich (Fe,Mn)S.