
Abstract
Al2O3 and high Al2O3 content composite oxides are the main types of inclusions in aluminium killed bearing steel, and these also have the most significant impact on rolling contact fatigue (RCF) life. The calculation results in the phase diagram by using the FactSage showed that the activity of Al2O3 reached the minimum with the slag composition in a low melting point area at a MgO content less than 5%; a basicity of 5 to 8 and a ratio of CaO/Al2O3 of 1·5 to 2·0 in slag. This slag was most effective in improving the absorption ability of slag for inclusions in bearing steel. By using the experimental slag, the total oxygen could be reduced to 7–10 ppm at Hangzhou Iron and Steel Group Company (HIRGC).
Introduction
Bearings are used to support the axis of rotation in machinery and it is now clearly established that fatigue resistance correlates strongly with steel cleanness. 1 Non-metallic inclusions play an essential role in rolling contact fatigue (RCF) life, as fatigue cracks start growing from sub-surface inclusions where the shear stress reaches its maximum. 2–5 At present, 3 to 6 ppm oxygen content is typically the lowest obtained industrially. By reducing the amount of large inclusions and lowering the oxygen content, bearing life has been extended by almost 30 times in comparison with steels having an oxygen content of ∼20 ppm. 6
Aluminium is main deoxidiser and Al2O3 is the main deoxidation product in bearing steels. Hashimoto et al. 2 have studied the relationship between RCF and various oxide inclusions and found Al2O3 inclusions have the greatest impact on RCF, therefore good slag absorption ability is required. According to Yoon et al., 7 this is affected by slag composition, but there is a lack of theoretical description why the absorption ability of slag for Al2O3 was improved by controlling slag composition.
Hangzhou Iron and Steel Group Company (HIRGC) uses a 100 t UHP EAF to produce high carbon bearing steel (0·99C, 1·45Cr, 0·3Mn), but it is difficult to control T. [O] (the total oxygen) to <10 ppm. To investigate this, the main types of inclusions and the oxygen content from tapping to blooms were analyzed. The absorption ability of slag for inclusion was improved by adjusting the slag composition, which is discussed thermodynamically in this paper.
Production process and experimental method
This process adopted to produce high carbon bearing steel at HIRGC is as follows: 100 t UHP EAF→LF refining furnace→VD→continuous casting (150×150 mm or 200×200 mm). During tapping Al and Si and Mn and C are used to deoxidise and alloy. Al and Si–C are used for deoxidation in the LF process, and Al wire is used for final deoxidation in the LF. During VD it is ensured that the vacuum time is not less than 12 min and the soft blowing time is not less than 15 min.
Two kinds of steel specimens were taken from the steels produced using conventional slag and experimental slag, and two kinds of slag specimens were taken at the end of VD. The steel specimens were machined into cylinders (φ5×50 mm). The oxygen content of cylinders was measured by the infrared absorption method, and the slag compositions were measured by an X-ray fluorescence analysis. The metallographic samples (10×10×20 mm) were taken from billets which were produced using conventional slag, and the inclusions in metallographic samples were observed and analyzed by a scanning electron microscope (SEM) and an energy dispersive X-ray spectrometer (EDS) attached to SEM.
Results
Inclusion type
Two hundred inclusions were observed from metallographic samples, and their size was evaluated by the statistics of extreme value in accordance with the in-house standard, 8 see Table 1, and Fig. 1 shows the shapes and compositions of the typical inclusions. Three kinds of inclusions were detected: Al2O inclusions accounted for 42%, MgO–Al2O3 inclusions with high Al2O3 content accounted for 24% and TiN inclusions, accounted for 11%. The size of some Al2O3 and MgO–Al2O3 inclusions exceeded 10 μm. Narai showed that the larger inclusions had the greater the impact on RCF. 9
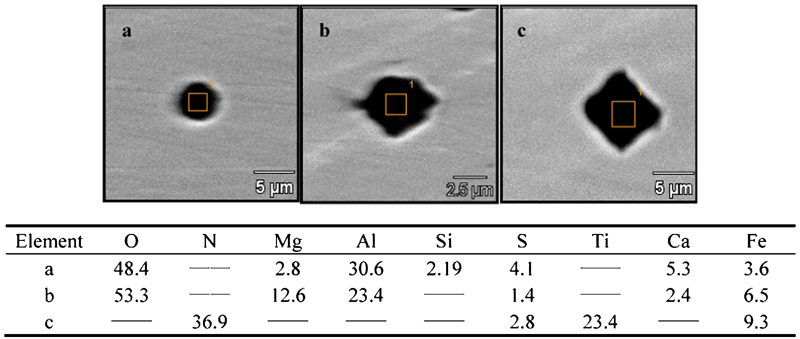
Shape and composition (wt-%) of typical inclusion detected in steel samples
Statistical result of types of inclusions
Liu showed that TiN formation takes place only in the two-phase region or in the solid region, and the amount and size of TiN particle are related to the content of Ti and N in the melt and the cooling rate. 10
This conclusion was obtained that Al2O3 and MgO–Al2O3 were major inclusions in high carbon bearing steel. Consequently, the slag of bearing steel with the better absorption ability for Al2O3 inclusions was required.
Comparison of T.[O] between conventional and experimental slag
The compositions of the conventional and experimental slags are shown in Table 2. There are four noticeable changes between conventional and experimental slag: basicity, Al2O3, MgO and MnO+FeO.
Composition of conventional and experimental slags
Figure 2 shows the change of T.[O] of billets with the slag basicity. Using conventional slag, the slag basicity ranged from 3 to 4·5 and the T.[O] of billets ranged from 12 to 17 ppm. Using experimental slags, the slag basicity ranged from 5 to 8 and the T.[O] of billets ranged from 7 to 10 ppm. The effect of the T.[O] on basicity is not obvious when the basicity is >5 because of the higher viscosity of the slag. Jonsson et al. 11 reported that the viscosities of LF slags significantly affect ladle refining operations.
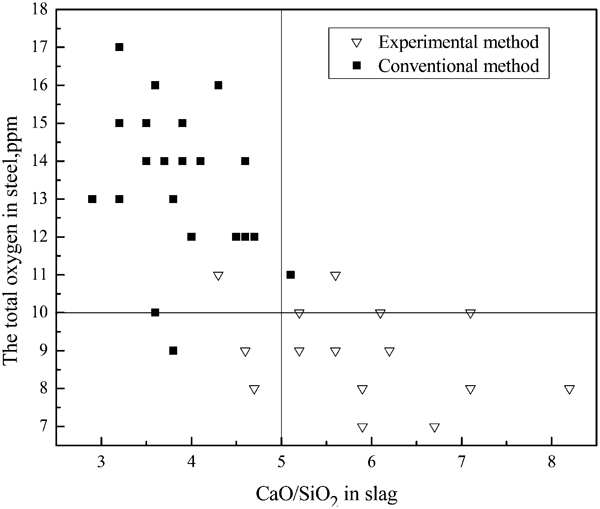
Influence of slag basicity on T.[O] of billets
Figure 3 shows the influence of the ratio of CaO/Al2O3 (C/A) of slag on T.[O] of billets. The C/A of the experimental slags was controlled at 1·3–2·5; the C/A of the conventional slag was controlled at 2–4. It was clear that the T.[O] of billets decreased by using the experimental slags. The results agreed well with Yoon et al. 7
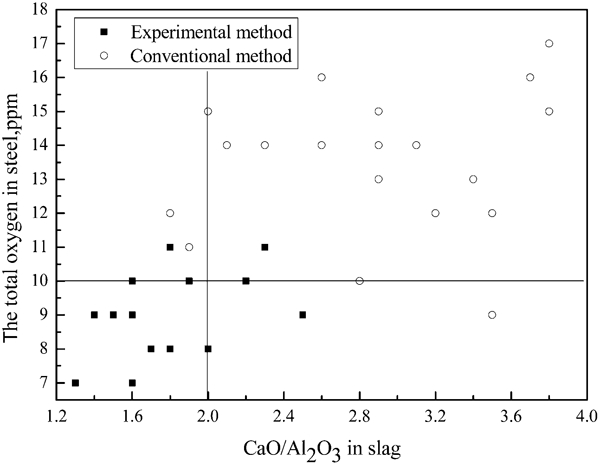
Influence of CaO/Al2O3 in slag on T.[O] of billets
Discussion
Analysis on formation mechanism of Al2O3 inclusions in bearing steel
In order to study the formation mechanism of Al2O3 inclusions in bearing steel, the phase stability diagram of Al2O3, MgO.Al2O3 and MgO in steel, as shown in Fig. 4, was obtained at 1873 K by using the FactSage Software. This diagram is consistent with Min et al.’s 12 thermodynamic calculation results. The chemical composition of steels in the steelmaking process is given in Table 3.
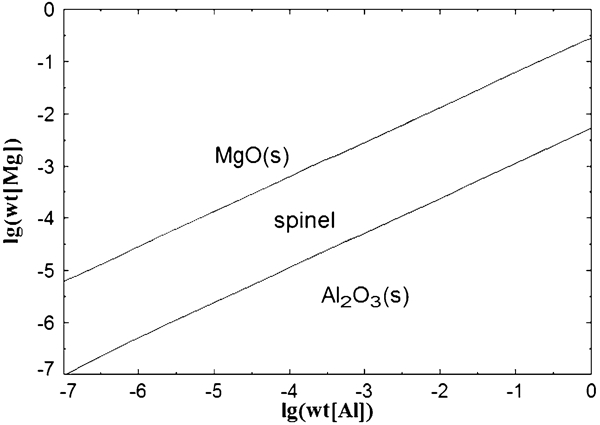
Phase stability diagram of Al2O3, MgO.Al2O3 and MgO
Chemical composition of steels in steelmaking process (mass%)
It is apparent that the Al and Mg contents in the molten steel mainly existed in the Al2O3 formation zone, which is the primary reason for Al2O3 inclusion formation in bearing steel. This result is consistent with the statistical results of the inclusion types as shown in Table 1.
It can be concluded that Al2O3 inclusions were formed as the primary deoxidation products, and stably existed in the steelmaking process. Therefore, to improve the absorption ability of slag for Al2O3 inclusions is necessary.
Effect of MgO on melting region of slag
In the past, some studies have indicated the melting region in the CaO–Al2O3–SiO2 ternary system for satisfying bearing steel. 7 According to Bruggmann et al. 13 and Takahashi et al. 14 the efficiency of secondary refining can be improved by reducing the MgO content in the slag.
Figure 5 (generated by the FactSage Version 6.2) shows the melting regions at 1873, 1773 and 1673 K in the CaO–Al2O3–SiO2–MgO quasi-ternary system. The melting regions gradually expanded with a decrease of the MgO content from 10 to 4%. In addition, there are two 1673 K melting regions, A and B, at the MgO content of no more than 6%. The slag in region B met the basicity requirement for bearing steel and the slag melting temperature was no more than 1673 K.
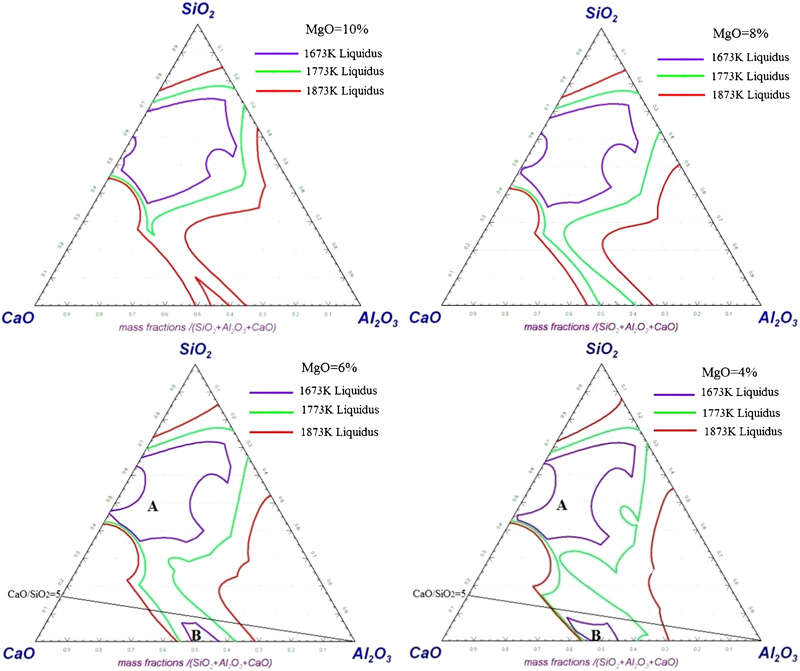
Influence of MgO content on melting region in CaO–Al2O3–SiO2–MgO quasi-ternary system
As shown in Fig. 6 (the melting temperature of the slag was obtained by the FactSage Version 6.2), the melting temperature variation was not obvious when the MgO content was below 5%, but melting temperature increased when the MgO content was above 5%. The slag compositions are given in Table 4. This is due to the fact that MgO in a certain content range can form the eutectic mixture with CaO in the slag, but the melting temperature increased when the MgO content was more than the saturation level. Considering the difficulty in controling the MgO content below 5% industrially, the relative reasonable content of MgO was 5–8%. Accordingly, controlling the MgO content is favourable for decreasing the melting temperature of slag and improving the absorption ability of slag for inclusions.
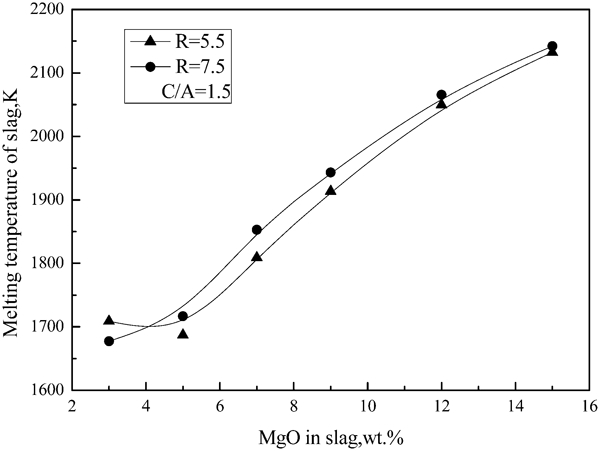
Influence of MgO content on melting temperature of slag
Slag composition used to estimate melting temperature
Influence of slag composition on activities of Al2O3
CaO and Al2O3 are the main components for high basicity slag and have a significant impact on its performance. According to Yoon et al., 7 when the basicity increased from 3·5–4·5 to 4·5–7·0, the total oxygen in steel had a slight decrease; when the C/A decreased from 2·0–4·5 to 1·2–2·0, the total oxygen in steel decreased from 12 to 8 ppm.
The isoactivity lines of Al2O3 in CaO–SiO2–Al2O3 ternary system were plotted, in addition, the liquid phase regions of 1873, 1773, 1723 and 1673 K were plotted, as shown in Fig. 7 (generated by the FactSage Version 6.2). R and C/A represented the basicity and the CaO/Al2O3 value of slag respectively.
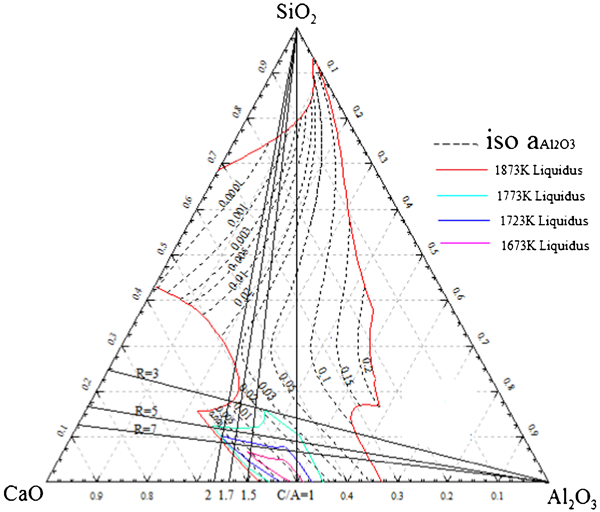
Influence of slag composition on activity of Al2O3 at 1873 K
It can be seen from the isoactivity lines of Al2O3 that, with the increase in basicity, the activity of Al2O3 and the slag melting temperature decreased. In particular, when the basicity was >5, the slag melting temperature reduced to 1723 K, which provided a better dynamic condition for removing inclusion and decreasing T.[O]. The C/A ratio ranges from 1·5 to 2 in Fig. 7, both the activity of Al2O3 and the slag melting temperature were lower, which was beneficial to the decreasing T.[O]. According to Yoon et al., 7 the total oxygen value T.[O] was minimum at C/A = 1·7.
Relationship between activity of Al2O3 and T.[O]
The total oxygen consists of the dissolved oxygen content and the oxygen in inclusions. Eve though the dissolved oxygen content in aluminium killed steel is very low, for bearing steel with T.[O] of no more than 10 ppm, to further reduce the dissolved oxygen content is worth considering.
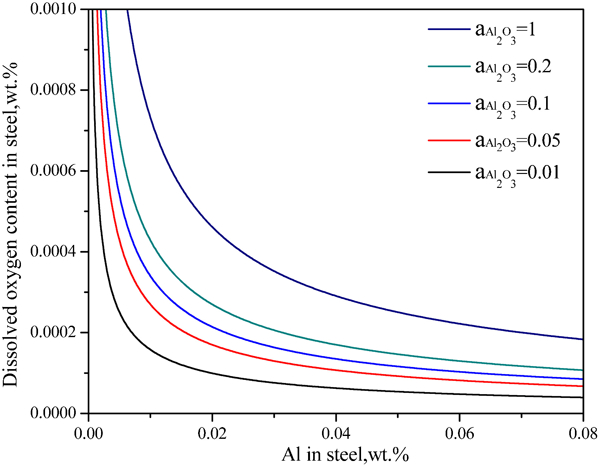
When the equilibrium establishes between slag and molten steel, aluminium is in equilibrium with the slag. It was reported that the dissolved oxygen content was determined by the activity of Al2O3 in slag, the Al content in steel and the molten steel temperature. 15–17 The value of theoretical calculation of equilibrium Al–O at 1873 K was given under the different activity of Al2O3 in Fig. 8.
Effect of equilibrium Al–O on activity of Al2O3 at 1873 K
It can be seen that the dissolved oxygen content decreased with decreasing activity of Al2O3 at constant Al content. Therefore, the dissolved oxygen content could be decreased by the decrease of the Al2O3 activity.
According to Fig. 7, when the C/A ratio ranged from 1·5 to 2·0 and the basicity was >5, the activity of Al2O3 was <0·01. Correspondingly, when the Al content was 0·02%, the dissolved oxygen content was at ∼1 ppm. The slag melting temperature at <1773 K was very effective to improve the absorption ability of slag for inclusions.
Conclusions
The types of inclusion and the influence of slag composition on cleanness in bearing steel were studied. Steels were produced by using conventional slag and experimental slags, and steel and slag specimens were taken and analysed. The results are summarised as follows.
Al2O3 and high Al2O3 composite oxides were the main types of inclusions in the aluminium killed bearing steels.
The calculation results by using FactSage showed that the 1673, 1773 and 1873 K melting regions were extended with a decrease of MgO content from 10 to 4%; in addition, the melting temperature of slag increased when the MgO content was more than the saturation level.
According to the relationship between activity of Al2O3 and T.[O], when the basicity was controlled at 5–8 and the ratio of CaO/Al2O3 in slag was controlled at 1·5–2, the activity of Al2O3 reached a minimum, and this slag was most effective to improve the absorption ability of slag for inclusions in bearing steel.
The industrial experiments showed that the T.[O] could be reduced to 7–10 ppm by using the experimental slags when the basicity was controlled at 5–8, the MnO+FeO content was less than 0·5%, the MgO content was less than 8% and the ratio of CaO/Al2O3 was controlled at 1·5–2·0.