
Abstract
The carbothermic reduction in magnetite was investigated from a kinetic viewpoint in the temperature range of 900–1200°C employing thermogravimetric analysis and quadruple mass spectrometry. The critical temperature for the activation of carbon gasification was found to be 1055°C by non-isothermal reduction experiments. The carbon gasification reaction was activated after all the Fe3O4 was reduced to wüstite, i.e. at 25% reduction, and that the Fe catalysed nature of wüstite reduction to Fe was not identified before 25% reduction. The activation energy for the reduction in Fe3O4 to wüstite was evaluated to be 85·5 kJ mol−1, and the reduction stage is believed to be limited by mixed control of Fe3O4 reduction and carbon gasification. From 40·7 kJ mol−1 of the activation energy for the reduction in wüstite to Fe, the second half reduction stage might be limited by mixed control of wüstite reduction by CO and the gaseous diffusion. It is believed that the wüstite reduced from Fe3O4 has lower reactivity for the reduction to Fe compared with that originated from Fe2O3. In the present study, it was considered that the changeover in reaction mechanism might be carried out from mixed control of the reduction in Fe3O4 to wüstite and carbon gasification to the reduction in wüstite to Fe with increasing reduction.
Introduction
Owing to the shortage of high quality hematite ores, it is required to utilise magnetite ores in conventional blast furnace ironmaking or direct reduction iron (DRI) production. 1 The proportion of DRI usage in electric arc furnace (EAF) operation has been increasing because high quality and low residual scrap, which had traditionally been used in EAFs to produce high quality steel, is in shortage. 2 About 90% DRI is produced by the gas based direct reduction (DR) processes, such as MIDREX or HYL III, in those limited regions where natural gases can be supplied at relatively low cost. 1 In comparison with gas based DR process, the coal based DR processes employing rotary kiln or rotary hearth furnace are receiving worldwide attention owing to the effective usage of magnetite ores and non-coking coals in the form of coal composite iron ore agglomerates. 1 However, extensive understanding of DRI production technology using magnetite ore is limited.
The fundamental investigations on the mechanism and kinetics of carbothermic reduction in iron oxide were extensively carried out for the carbon composite iron ore agglomerates. Rao 3 found that the availability of CO governs the reduction process in hematite and carbon powder mixtures and that the carbon gasification reaction constitutes the rate limiting step for the overall process. Srinivasan and Lahiri 4 performed experiments in a nitrogen atmosphere to study the reduction in hematite pellets by graphite in the temperature range of 925–1060°C. They showed a continuous decrease in CO2/CO ratio during reduction, the values being far away from FeO/Fe equilibrium for wüstite reduction by CO. In addition, the activation energy of the reduction process has been found to decrease with progress in reduction, indicating a possible changeover in reaction mechanism. Fruehan 5 confirmed that the reduction in Fe2O3 to FeO takes place by means of the gaseous intermediates CO and CO2, and that the overall rate is controlled by the carbon oxidation by CO2. Fruehan 5 also pointed out that the reduction in Fe2O3 to FeO is faster than that in FeO to Fe because its CO2/CO equilibrium ratio is higher and hence the oxidation rate of carbon is faster. Szendrei and Berge 6 studied the reduction in hematite and graphite composite using thermogravimetric analysis (TGA) equipped with differential thermal analysis (DTA), simultaneously conducting direct in situ analysis of reaction product gases during reduction. Coetsee et al. 7 reported that heat transfer was found not to be limiting for the reduction reaction. In addition, for average rate constants, the chemical reactions are under mixed control by the reduction in iron oxide and carbon gasification. Chellan et al. 8 studied the DR in mixed magnetite and coal pellets using induction heating. Yang et al. 9 reported that the DR at the initial stage dominates carbothermic reduction in hematite–graphite composite and that it is determined by the indirect reduction together with the carbon gasification reaction. Recently, Zhu et al. 10 studied the DR behaviours of composite binder magnetite pellets in coal based grate rotary kiln processes. They found that preheated pellets possess a self-curing function, which results in depressing degradation and preventing accretion in rotary kiln. However, most of the previous researches about carbothermic reduction have been carried out using TGA with some samples characterised by X-ray diffraction (XRD) without direct in situ monitoring of reaction product gases in the progress of reduction.
In the current study, the carbothermic reduction in magnetite in an Ar atmosphere has been investigated employing thermogravimetry and quadruple mass spectrometry (QMS) gas analysis with the intention of understanding in detail the reduction progress of carbon composite iron ore agglomerates in the rotary kilns. The kinetics and mechanisms of carbothermic reduction in Fe3O4 would greatly be improved through sophisticated analyses of the compositional change of the reaction gases using the precisely calibrated QMS, which can facilitate the clear interpretation of the chemical reactions taking place in the carbon composite Fe3O4 pellets.
Experimental
Materials
Reagent grade of Fe3O4 (1 μm and 99·8% purity) and graphite powder (5 μm and 98·0% purity) with a molar ratio of 1∶4 were homogeneously mixed using a ball mill. The pellets were formed to cylindrical shape (10 mm diameter and 7 mm height) weighing 1·5 g (±0·01 g) by a hydraulic press under the pressure of 50 MPa for 1 min with distilled water added to ensure complete compactness. The pellets were air dried in an oven at 150°C before use.
Experimental procedure
The pellet was placed into a cylindrical Al2O3 crucible (diameter 14 mm, height 20 mm). Then, the crucible was suspended and connected using a Pt wire to the balance part of a TGA apparatus (RUBOTHERM, Germany). The isothermal reduction experiments were performed rapidly by heating up the TGA furnace at 100°C min−1 to the target temperature in the range of 900–1200°C, and the reaction temperature was controlled within ±3°C. The flowrate of Ar carrier gas was preliminarily determined to be 250 mL min−1. The reduction degree of magnetite–graphite composite was calculated based on the continuous weight change of the pellet. The quantitative compositions of the product gases were continuously monitored by connecting TGA to the quadruple mass spectrometer (IPI, GAM400) preliminarily calibrated. In addition, the quantitative phase compositions of the reduced pellets or the pellets withdrawn and quenched in the progress of reduction were evaluated by applying Rietveld refinement of X-ray powder diffraction (XRD) patterns.
Calculation of reduction degree
The entire reduction can be expressed by the following reaction

Results and discussion
Non-isothermal reduction in magnetite–graphite pellets
Non-isothermal reduction in magnetite and graphite pellets was investigated to identify some chemical reactions taking place in the reduction progress by means of TGA-DSC (differential scanning calorimetry) thermal analysis. In the experiments, QMS was coupled with the TGA-DSC combination for direct in situ analyses of the reaction product gases for more thorough confirmation of some reactions. As shown in Fig. 1, ∼187·025 mg Fe3O4–graphite was placed into the sample position of the TGA-DSC apparatus (Mettler TGA/DSC1, Switzerland), and the temperature was raised to 1200°C at 10°C min−1 in an Ar atmosphere of 50 mL min−1.
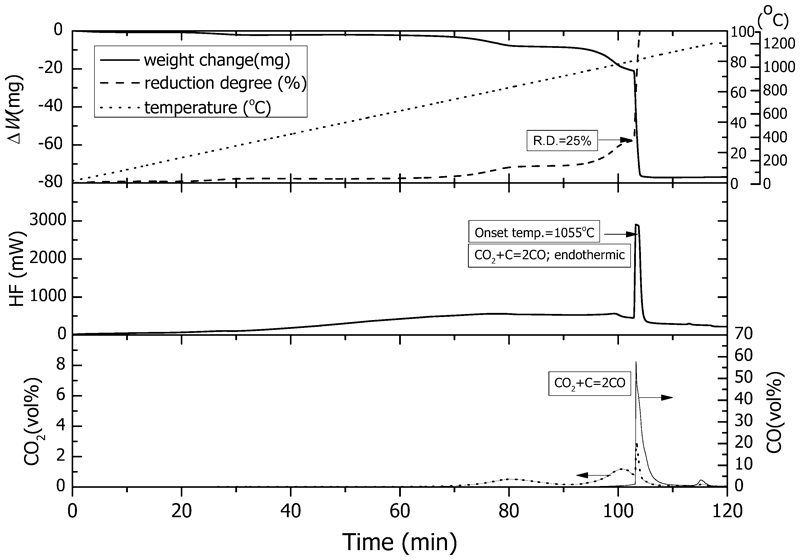
Thermal analysis results by TGA-DSC coupled with QMS for reduction in magnetite with graphite [sample: 187·025 mg (Fe3O4+4C pellet)]
The weight of Fe3O4+graphite pellet started to decrease at ∼700°C with increasing temperature. As was shown in the gas composition data by QMS in Fig. 1, reduction in Fe3O4–graphite pellet continued to proceed until all the Fe3O4 was reduced to wüstite, which corresponds to exactly 25% reduction. In particular, the QMS data indicate that the first CO2 gas was generated in the temperature range of 700–900°C. In addition, with increasing temperature, the second generation of CO2 gas was detected at 900–1050°C.

As shown in Fig. 1, the reduction in Fe3O4–graphite pellet rapidly proceeded right after 25% of reduction degree by the fast increase in reduction degree. This can be explained by the QMS data, indicating that the partial pressure of CO abruptly increased, which is due to the carbon gasification. The carbon gasification reaction confirmed by the abrupt increase in partial pressure of CO was supported by DSC curve in Fig. 1. That is, as the temperature reached ∼1055°C, in the non-isothermal reduction, some dramatic endothermic reaction was detected by DSC curve, which must be the carbon gasification reaction. The onset temperature of carbon gasification reaction was reported to be ∼1070°C by Szendrei and Berge
6
for the non-isothermal reduction in hematite–graphite pellet. It is quite interesting that the carbon gasification was activated right after the completion of Fe3O4 reduction to wüstite. This indicates that carbon gasification was activated by solid Fe reduced from wüstite right after all the Fe3O4 was reduced to FeO. The catalytic effect of metallic Fe was also reported by previous investigations.
3,6
That is, the nucleation and growth of iron phase formed by wüstite reduction worked as a catalyst for the acceleration of the carbon gasification reaction. Another noticeable observation was that small amount of CO gas was generated at ∼1150°C according to the QMS data. It is believed that this is ascribed to the reduction in remaining wüstite to iron by the dissolved carbon in iron, taking the eutectic point (4·3 wt-%C, 1147°C) of Fe–C phase diagram into account:
11

Effect of temperature on isothermal reduction
The reduction experiments were performed at six different temperatures in the range of 900–1200°C as shown in Fig. 2. The change of reduction degree at temperatures higher than 1000°C shows similar patterns to those previously reported, 9,12 that is, the reduction process can be classified into three zones. The reduction reaction at the initial stage proceeded quite slowly up to ∼25% reduction. However, the reduction rate in the second stage became extremely fast and the final reduction reached higher than ∼90%. The reduction at the third stage became slow again.
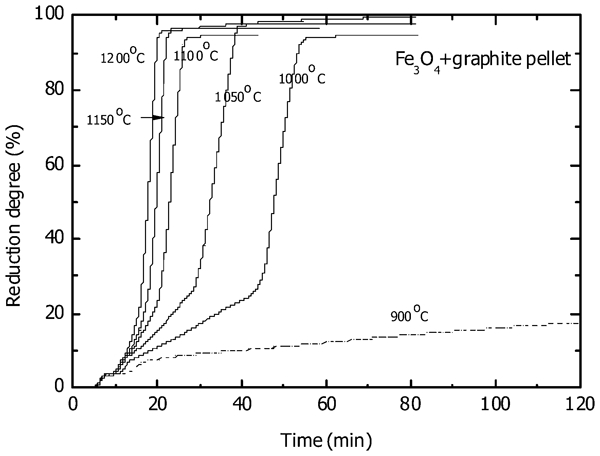
Effect of temperature on reduction degree of magnetite–graphite pellet
As indicated in Fig. 3, the reduction in Fe3O4–graphite pellet at 1000°C took ∼45 min out of the entire reduction time of 55 min to reach 25% reduction. Twenty-five per cent reduction corresponds to the state where all the magnetite reduces to wüstite with respect to the reduction completion of Fe3O4+graphite pellet by equation (1). That is, 25% reduction represents the state by equation (6) and can be evaluated by equation (7) based on equation (2)

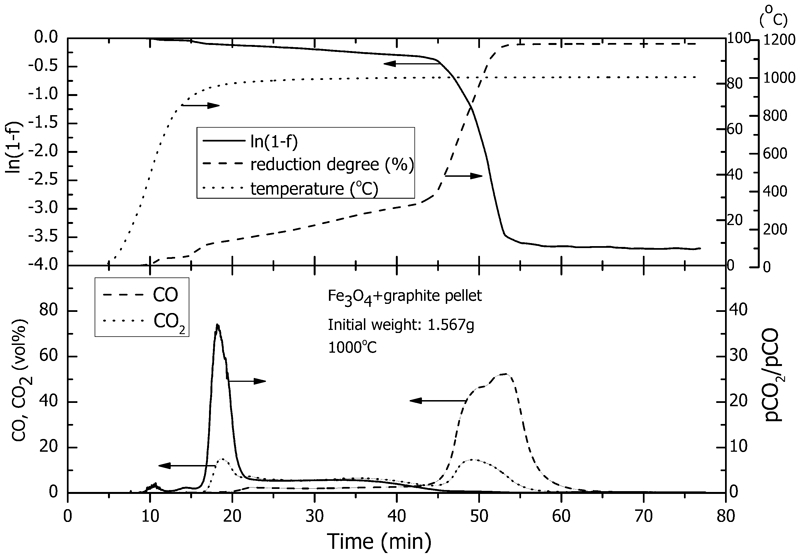
Effect of reaction time on reduction degree of magnetite–graphite pellet at 1000°C
Another interesting result in Fig. 3 is that the partial pressure ratio of CO2 and CO, 


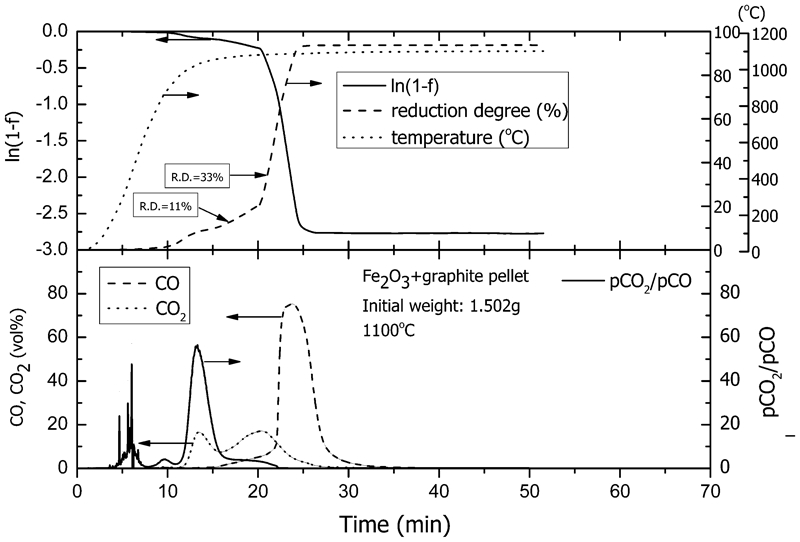
Effect of reaction time on reduction degree of magnetite–graphite pellet at 1100°C
Determination of rate controlling step by evaluation of activation energies for reduction in Fe3O4–graphite pellet
To estimate the activation energies for the reduction in magnetite to wüstite and for that of wüstite to metallic Fe, the uniform internal reduction model
5,14
was applied to the current iron ore and carbon composite system

As is clear from the results plotted in Fig. 5, the rate constants for the reduction in Fe3O4 to wüstite is one to two orders of magnitude smaller than those for the reduction in wüstite to Fe and the difference between the rate constant of each reduction stage becomes smaller with increasing temperature. The activation energy values of 85·5 kJ mol−1 evaluated in the current system can be compared with the previously reported activation energies (64–74 kJ mol−1) for the reduction in magnetite to wüstite under carbon monoxide. 15,16 In general, CO consumption rate in the reduction in iron ore is larger than CO generation rate by non-catalytic oxidation of coke. 13 That is, the reduction rate of iron oxide is faster than the rate of carbon gasification reaction in the temperature range of 900–1100°C. Considering that the current activation energy was evaluated in the temperature range of 1000–1150°C, it is believed that the reduction in Fe3O4 to wüstite is limited by mixed control of Fe3O4 reduction and carbon gasification. 7
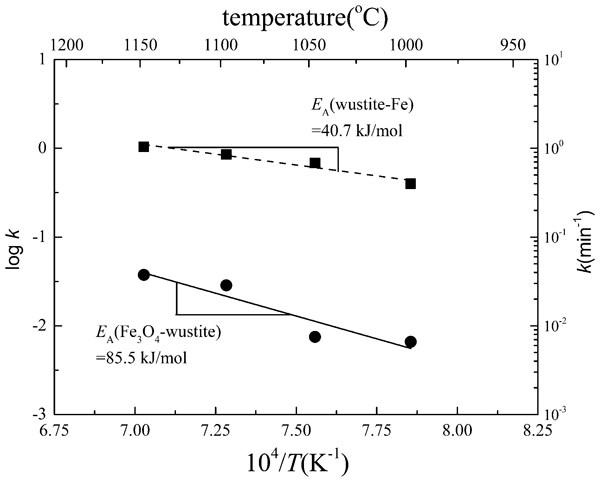
Temperature dependence of apparent rate constants for reduction in Fe3O4 by graphite
On the other hand, 40·7 kJ mol−1 of the activation energy was obtained for the reduction in wüstite to metallic Fe. This value is much smaller than those by CO gas, which ranges from 116 to 151 kJ mol−1. 15,17,18 The order of magnitude of the greatly decreased activation energy values indicates that the reduction in wüstite to metallic Fe might be limited by mixed control of wüstite reduction by CO and the gaseous diffusion through the reduced Fe layer for which 8–21 kJ mol−1 of activation energies have been reported. 11 The activation energy for the reduction in wüstite to Fe is smaller than that for the reduction in magnetite to wüstite, which is in good agreement with the previous results. 4,19 That is, lower values of activation energy at high degrees of reduction are apparent since the activation energy decreases with increasing the reduction degree of iron oxide.
Reducibility of wüstite strongly depends on its activity, which is affected by the degree of oxidation from which it is originated. That is, the reduction rate of wüstite to Fe can be determined by its originality, i.e. hematite and magnetite. To compare the reduction rates of wüstites that originated from magnetite and hematite respectively, it was undertaken to compare the activation energies of wüstite to Fe. The activation energy for the reduction in wüstite that originated from magnetite, 40·7 kJ mol−1, was larger than that for the reduction in wüstite that evolved from hematite, 25·9 kJ mol−1. 20 It is believed that the wüstite reduced from Fe3O4 has lower reactivity for the reduction to Fe than that originated from Fe2O3, which results in the larger temperature dependence of reduction rate constant of wüstite reduced from magnetite to Fe. Therefore, the current result is in good agreement with the general knowledge about the reducibility of wüstite depending on its origin.
Compositional change of product gases in progress of reduction
The DR in iron ore with solid carbon can be carried out usually under vacuum by equation (12)


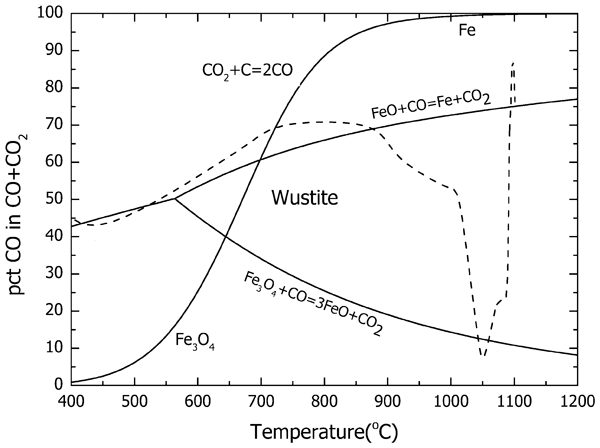
Progressive change of reaction gas generated in reduction progress of Fe3O4–graphite pellet quickly heated from room temperature to 1100°C in Fe–O–C diagram
According to the compositional change of product gas by QMS in Fig. 6 and the heating profile in Fig. 4, the reduction progress can be classified into several stages in terms of CO% in CO+CO2 gas mixture. First of all, the first stage indicates that CO% in the atmosphere gradually increases while the magnetite–graphite pellet was being heated in the temperature range of 400–750°C. This clearly indicates that CO gas was generated by the solid DR between magnetite and graphite as previously shown in Fig. 4. Compared with the result in the reduction in hematite–graphite pellet, 20 the proportion of CO in the gas mixture is higher, which indicates that the reduction rate of Fe3O4 by CO is relatively lower in the first stage. The second stage is the rapid decrease in CO due to CO2 gas generated by the reduction in Fe3O4 to wüstite, which results in reaching the local minimum amount of CO gas at ∼1050°C. The third stage represents the rapid generation of CO gas by carbon gasification reaction catalysed by metallic Fe. From this stage, the reduction rate of magnetite–graphite pellet starts to be accelerated towards the equilibrium concentration of CO determined by the gasification curve in Fig. 6, which plays the decisive role in reducing the wüstite into metallic Fe. The %CO in the gas slightly decreases due to the further reduction in wüstite into Fe and again increases by carbon gasification reaction; the reduction is then finished. In particular, in case no more carbon is available, the gas composition is determined by the wüstite/Fe equilibrium curve of Fe–O–C diagram. The indication in Fig. 6 is that the critical temperature and some accumulation of CO2 gas are required for the activation of carbon gasification, which results in improving the rapid reduction in wüstite to Fe.
Evaluation of phase changes in reduction progress by XRD patterns of pellets (Rietveld refinement)
To quantitatively confirm the phase changes in the reduction progress of magnetite – graphite pellet, the pellets obtained at several reduction degrees were analysed with XRD and the results are shown in Fig. 7. The specific reduction degrees were preliminarily chosen considering the weight change data of magnetite–graphite reduction at 1100°C as shown in Fig. 4. Considering the heating rate of 100°C min−1 from room temperature to 1100°C, the pellets were withdrawn from the TGA at the specific time and quenched to room temperature in an Ar atmosphere. The pellets were then weighed to evaluate the reduction.
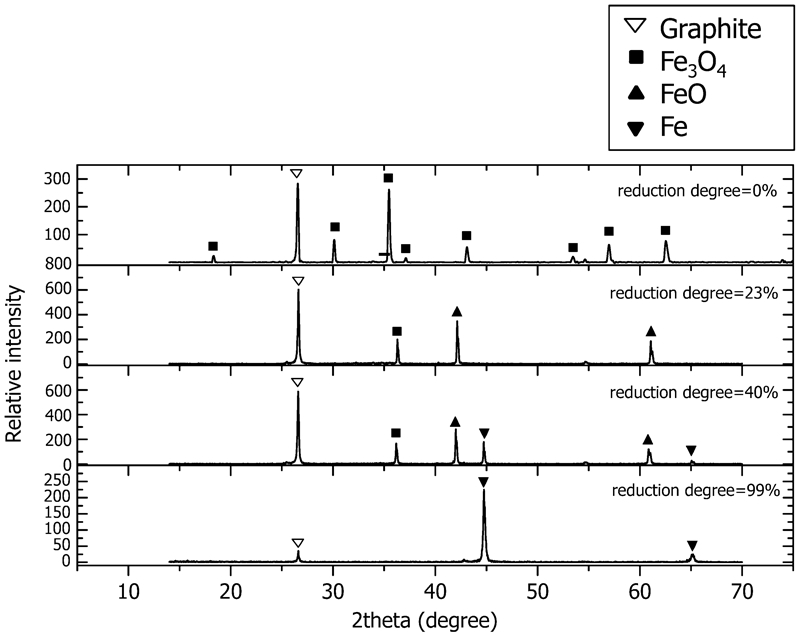
X-ray diffraction (Cu K α radiation) patterns of pellets at different reduction degrees
For the identification of the phases that evolved in the reduction progress, the positions of the major and minor peaks for graphite, magnetite, wüstite and iron are displayed in Fig. 7. The XRD patterns obtained using Cu Kα radiation in Fig. 7 indicate that the initial pellet consists of magnetite and graphite. The strongest line of magnetite appeared at the diffraction angle of 2theta = 35·47° for the crystal plane (311) and that of graphite was detected at 2θ = 26·60° for the crystal plane (006). As the reduction proceeded, it was clearly observed that the peak intensity of magnetite reduces while those of wüstite (Fe0·942O) and iron were successively confirmed.
The XRD patterns in Fig. 7 clearly show that almost all the magnetite in the pellet transformed to wüstite when the reduction reached ∼23%. As previously mentioned, 25% reduction corresponds to the fraction of oxygen to be removed from magnetite when all the magnetite is reduced to wüstite. According to the QMS data, the CO2 gas started to decrease and CO gas gradually increases after some duration of constant 



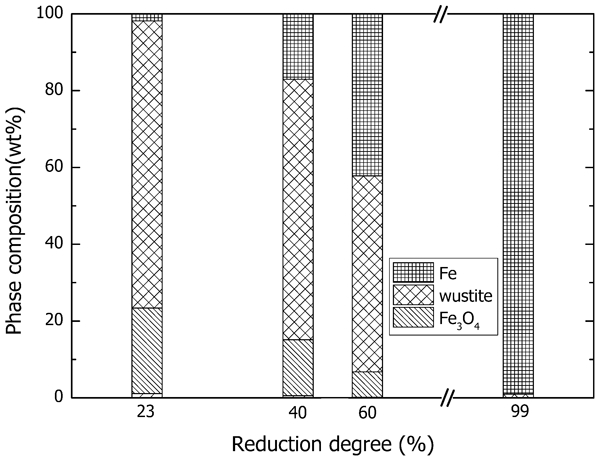
Change of phase composition in progress of reduction
Phase compositions of pellets in reduction progress, which was evaluated by Rietveld refinement
Possible changeover of reaction mechanism during reduction progress
In case some specific reaction mechanism is identified in the progress of non-isothermal reduction progresses, the slopes of the lines of temperature dependence of reduction rate in the chemical control region decrease with increasing reduction degree. 11 That is, the reduction becomes increasingly diffusion controlled since chemical reaction has higher activation energy than gaseous diffusion. This indicates that the activation energies decrease in the chemical control region with increasing reduction. 4
According to the measurements made about the non-catalytic oxidation of coke granules in CO–CO2 mixtures by Turkdogan,
13
it was shown that the reduction rate of iron oxide giving rise to CO2 is higher than that of carbon gasification and that carbon gasification becomes prominent only >1100°C. The result can be supported by the previous study carried out by Otsuka and Kunii
19
who evaluated the activation energies of carbon gasification and iron oxide reduction by CO to be 250–420 and ∼54 kJ mol−1 respectively. As previously mentioned, it was found that the reaction rate constants were varied depending on the reduction progress and that the temperature dependence of rate constants was evaluated in terms of the activation energy in the different reduction stage. Furthermore, the constant variation of 
Based on the major results, the changeover in reaction mechanism of the reduction in magnetite–graphite pellet can schematically be expressed by Fig. 9. At low reduction where carbon gasification is not activated, the carbon gasification reaction can be rate controlling. As the reduction increases, the rate of carbon gasification reaction is close to that of the reduction in Fe3O4 to wüstite and then the rate of carbon gasification becomes higher than that of wüstite reduction to metallic Fe. That is, the changeover in reaction mechanism is carried out from carbon gasification to the reduction in wüstite by CO due to the activation of carbon gasification reaction with increasing reduction. However, in case the isothermal reduction in magnetite–graphite pellet is performed in the temperature range where the carbon gasification reaction is activated to some degree, carbon gasification reaction may not be rate controlling throughout the course of reduction, the final stages being probably controlled by the reduction in wüstite by CO. It is believed that the reduction rate of magnetite is under mixed control of the reduction in Fe3O4 to wüstite and carbon gasification in the reduction progress up to 25% of reduction degree, considering that the current activation energy was evaluated in the temperature range of 1000–1150°C. 7
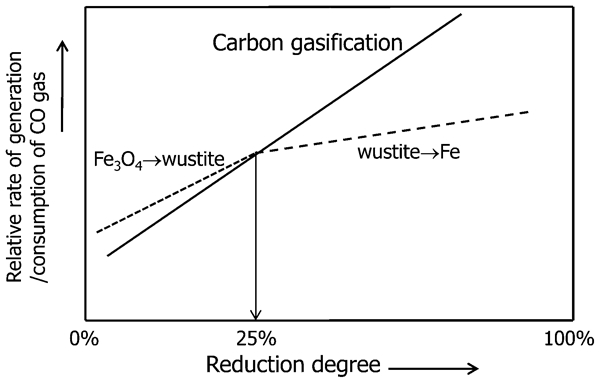
Changeover of reaction mechanism during reduction progress
Future work
The present results were obtained for the reduction in reagent grade Fe3O4 and graphite pellet by coupling TGA, QMS and/or DSC. As previously mentioned, due to the shortage of high grade iron ores and coals, new alternative ironmaking processes should be developed for the extensive utilisation of low grade ores and coals, which results in the decrease in the production cost of liquid iron. The experimental technique developed in the current study can be useful means of investigating the efficient combination of ores and coal pellet used in the DR process. Therefore, additional research should be followed about the reduction in commercial iron ore and coal pellet by employing TGA–QMS–DSC in complementary manner in order to find the optimal reduction conditions.
Conclusions
The reduction in magnetite–graphite pellet has been investigated from a kinetic viewpoint employing thermogravimetric measurement technique and QMS gas analysis in the temperature range of 900–1200°C. From the findings, the following conclusions were obtained.
According to the non-isothermal reduction experiment of Fe3O4–graphite by coupling TGA–DSC–QMS, it was found that the critical temperature was 1055°C, where the carbon gasification reaction started to be activated.
In the reduction progress of magnetite–graphite pellet, it was observed that the carbon gasification reaction was activated right after all the Fe3O4 was reduced to wüstite, i.e. at 25% of reduction degree, and that the Fe catalysed nature of wüstite reduction to Fe was not identified before 25% reduction.
Considering that the activation energy of 85·5 kJ mol−1 for the reduction in Fe3O4 to wüstite was evaluated in the temperature range of 1000–1150°C, it is believed that the reduction in Fe3O4 to wüstite can be limited by mixed control of Fe3O4 reduction and carbon gasification.
The activation energy for the reduction in wüstite to Fe was estimated to be 40·7 kJ mol−1 and the reduction stage might be limited by mixed control of wüstite reduction by CO and the gaseous diffusion through the reduced Fe layer.
It is believed that the wüstite reduced from Fe3O4 has a lower activity for the reduction to Fe compared with that originated from Fe2O3, which results in larger temperature dependence of reduction rate constant of wüstite to Fe.
According to Rietveld refinement, it was confirmed that metallic Fe was not formed in the reduction degree <25% whose point theoretically corresponds to the completion of Fe3O4 reduction to wüstite.
The experimental approach developed in the current study can be applied to the control of the reduction progress of iron ore and coal composite in DR processes by in situ analysing the reaction gas compositions.