
Abstract
A theoretical model for determining the optimum soft reduction zone of continuous casting steel was developed. According to the theoretical analysis of the solute segregation behaviour in the mushy zone with the soft reduction by one pair of pinch rolls, there is an optimum soft reduction position for each element of steel, and all optimum soft reduction positions of different solute elements should be included in order to eliminate the centreline segregation effectively. The theoretical analysis shows that the carbon content has a great effect on the optimum soft reduction zone, and the cooling rate could affect both the optimum soft reduction positions of the segregation prone elements (P, S) and the optimum soft reduction zone of continuous casting steel. Plant trials of steel SWRH82B with soft reduction were carried out to validate the theoretical model, and the results show that the solute element segregation in the centreline of the strand has been improved with the optimum soft reduction zone.
Introduction
It is well known that owing to the solubility difference of solute in between liquid and solid steel, most of solutes in the steel are rejected during solidification and enriched in the mushy zone. In the continuous casting process, this solute enriched liquid is sucked into the crater by the solidification shrinkage in the region of the final solidification. The final solidification of the solute enriched liquid results in the formation of centreline segregation, which has a great effect on the mechanical property of the final product. 1,2 In order to minimise centreline segregation and improve the microstructural homogeneity of the strand in subsequent rolling and other thermomechanical process, technologies such as electromagnetic stirring, 3,4 thermal soft reduction, 5–8 mechanical soft reduction 1,2,9–17 and mechanical forging 18 have been applied in the continuous casting of steel. At the present time, mechanical soft reduction is considered the most flexible and effective way to minimise centreline segregation of high carbon continuously cast steel.
Mechanical soft reduction is a method whereby a small amount of reduction is applied in the caster segments before the point of final solidification to suppress centreline segregation and porosity. In order to apply such a technology successfully, knowledge of the solute segregation behaviour of mushy zone is required. However, the solute segregation behaviour of the mushy zone at the final stage of solidification is very complicated and affected significantly by the dendritic growth, solute redistribution, fluid flow and strand shell deformation induced by the soft reduction. Therefore, the theoretical research related to the soft reduction process is relatively rare, and the determination of parameters for the soft reduction mainly relies on plant trials and experience.
The zone of application, amount, rate and efficiency of soft reduction are the main parameters that determine the successful application of soft reduction technology. Since the total amount of soft reduction can be determined by multiplying the soft reduction rate with soft reduction zone, this research work is focused on the determination of the three parameters, i.e. efficiency, rate and zone, of soft reduction.
The efficiency of soft reduction is very important, as it allows the evaluation of the actual amount of reduction for compensating for solidification shrinkage of strand. Ito et al. 19 analysed the influence of the reduction roll diameter, cast shape and liquid core thickness on the internal reduction efficiency by hot model experiment and three-dimensional finite element method and, finally, derived a regressive equation to estimate internal reduction efficiency. Recently, Lin and Zhu 20 developed a more comprehensive equation for reduction efficiency, which was defined by the ratio of reduction area of the mushy zone to reduction area of the strand surface. This appears to be more suitable for predicting the actual compensation amount of the mushy zone when soft reduction is applied to the continuous casting of beam blank or bloom.
The soft reduction rate has been investigated by a number of workers. Miyazawa et al. 21,22 theoretically analysed the fluid flow in the mushy zone of continuous casting slab and proposed an optimum reduction rate for preventing liquid flow due to solidification shrinkage. Ogibayashi and Mukai 23 proposed a theoretical equation for the optimum reduction rate based on the assumption that the soft reduction rate should be equal to the solidification shrinkage rate. Saeki et al. 24,25 thought that the flow velocity of the liquid in the mushy zone should be zero in order to eliminate centreline segregation and derived a theoretical equation for the optimum reduction rate. Lin and Zhu 26 also developed a theoretical equation for the optimum reduction rate, assuming the mass flux of liquid in mushy zone of strand to be zero as the soft reduction was performed. However, in order to drive the solute enriched liquid back into the upstream liquid region and prevent the solute enriched liquid from solidifying in the crater, an extra reduction amount is required.
The soft reduction zone, as a key parameter of soft reduction technology, is also very important. According to the fluidity of interdendritic liquid, Takahashi and Hagiwara 27 classified the mushy zone into three regions, namely, low solid fraction region, middle solid fraction region and high solid fraction region. In the low solid fraction region, the primary crystals and liquid can flow freely and the interdendritic solute can mix completely. In the middle solid fraction region, the interdendritic solute enriched liquid is restricted in the dendrite network and can only flow among the dendrites. In the high solid fraction region, the fluidity of the interdendritic liquid drops to zero. Therefore, the soft reduction zone is usually applied in the middle solid fraction region to break dendrites and drive the interdendritic solute enriched liquid back into the upstream liquid region. However, this theoretical method lacks the criterion for determining the critical fluidity of interdendritic liquid, and the solute redistribution in mushy zone is neglected. Consequently, the determination of soft reduction zone by this method is arbitrary, and the reported soft reduction zones are relatively divergent. 9–13
Recently, Wu et al. 28 proposed a two-phase columnar solidification model, taking the bulk/interdendritic melt and the columnar dendrite trunk of the strand into consideration to study the effect of the soft reduction parameters on the reduction in centreline segregation in slab casting. The authors 29–31 also investigated the dendritic growth and solute segregation of continuous casting steel using the numerical method, and the strand deformation during soft reduction process was also analysed.
In the present work, a model for the theoretical determination of the optimum soft reduction zone was developed in view of the solute segregation behaviour in the mushy zone with soft reduction. Moreover, the effect of casting steel grade and operational process parameters on the optimum soft reduction zone was analysed theoretically. The application of this model was tested during an industrial trial.
Theoretical model
Model description
During the continuous casting process, solute is rejected during dendritic growth and enriched in mushy zone. The application of a small amount of soft reduction drives the solute enriched liquid back into the upstream liquid. Figure 1 shows a schematic of the process.
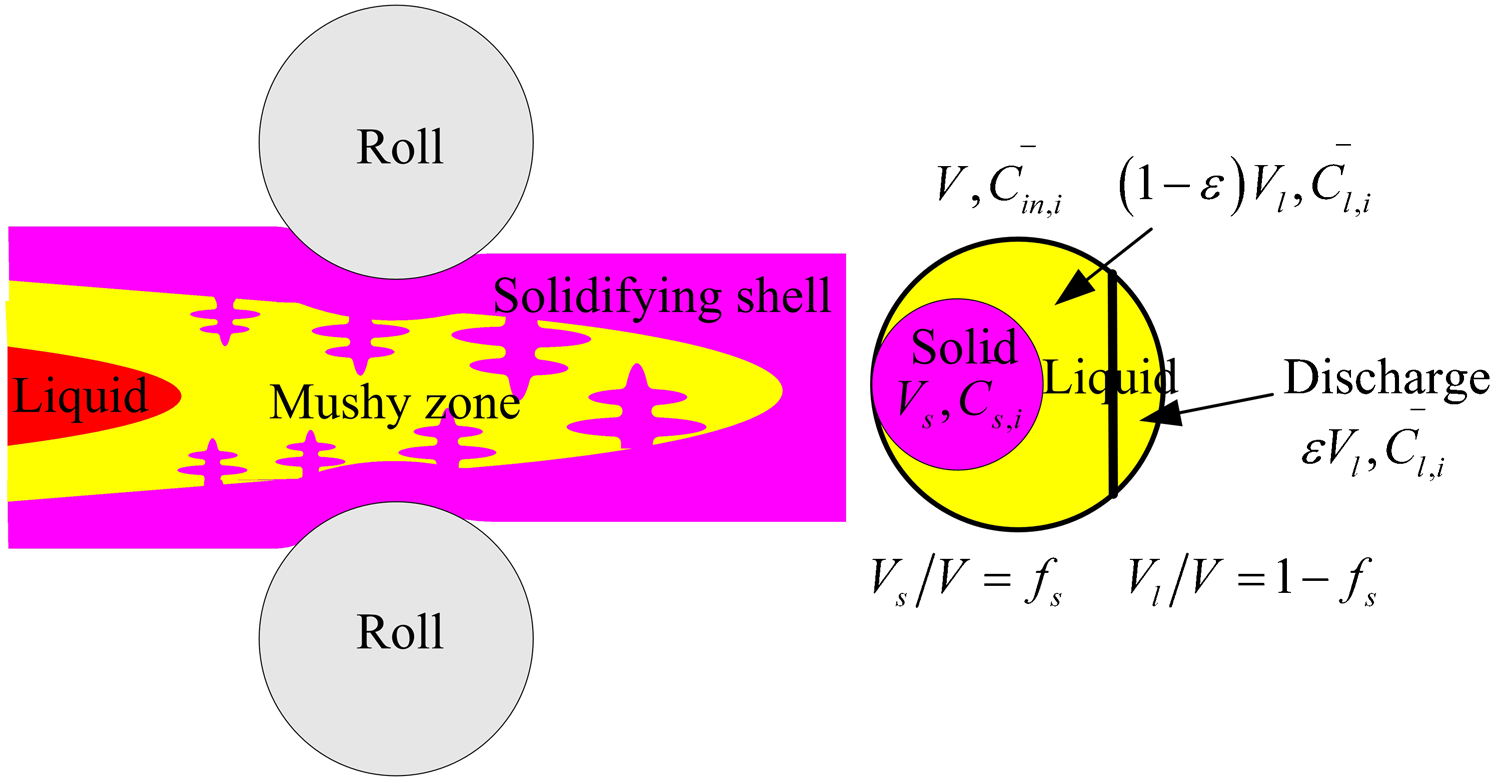
Schematic diagram of soft reduction by one pair of pinch rolls
Before soft reduction, the mass balance of solute in a volume V
m of mushy zone at the soft reduction point can be described as follows
After soft reduction, the volume of the mushy zone decreases by the deformation of the shell, and correspondent volume of solute enriched liquid is discharged. The mass balance of solute in the mushy zone at the soft reduction point can be described the following equation
By rearranging equations (1) and (2), the average solute concentration in the mushy zone before and after soft reduction can be expressed in terms of solid fraction (f
s = V
s/V
m) and discharge ratio (ϵ = V
d/V
l) as follows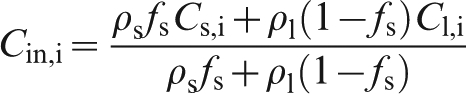


Theoretical determination of optimum soft reduction zone
In order to explain the theoretical determination of the optimum soft reduction zone, the characteristics of solute enrichment in the mushy zone of a strand was investigated for the casting of prestressed wire steel SWRH82B (0·82C–0·23Si–0·80Mn–0·0075P–0·008S–0·28Cr–0·03V). By changing the soft reduction point of the one pair pinch rolls, the degree of solute enrichment K i of different elements in the mushy zone was also studied. Finally, the optimum soft reduction point for different elements and the optimum soft reduction zone were determined. The main specifications of bloom caster are listed in Table 1.
Main specifications of continuous caster
The calculated degree of variation of solute enrichment of each element in the mushy zone is shown in Fig. 2. It is interesting to note that the degree of solute enrichment K
i of each element (C, Si, Mn, P, S and Cr) in the mushy zone decreases initially and then increases with the increase in centre solid fraction f
s. Consequently, there is a minimum degree of solute enrichment for each element K
i,min, and for convenient description in the present work, the correspondent solid fraction is defined as 
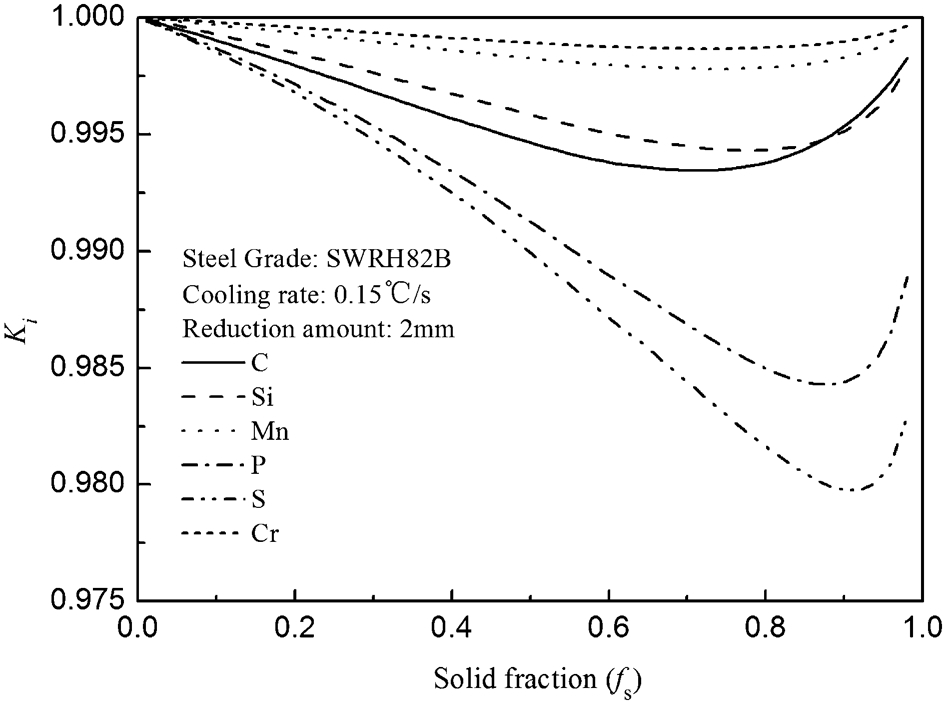
Solute enrichment degree in mushy zone with one-piece rolls reduction (reduction amount: 2 mm)
When the soft reduction point is in the low solid fraction region, the solute enriched liquid discharged by the dendritic growth can be effectively squeezed into the upstream liquid, and the dendrite with low solute concentration is left in mushy zone. Therefore, the degree of solute enrichment in the mushy zone where the soft reduction is performed decreases with the increase in solid fraction, as shown in Fig. 2. Consequently, the centreline segregation of the bloom is effectively suppressed, as the soft reduction is carried out in this region. If the soft reduction is carried out in high solid fraction region, where the solute enriched liquid starts to solidify and the fluidity of the liquid decreases, it becomes difficult to squeeze out the interdendritic liquid. Hence, it is obvious from Fig. 2 that the degree of solute enrichment in the mushy zone increases with the increase in solid fraction, even if soft reduction is carried out in the high solid fraction region.
As indicated above, the solid fraction 






Optimum soft reduction position for different elements of steel SWRH82B
Effect of reduction amount
Table 3 gives the optimum soft reduction position and the minimum degrees of solute enrichment for the different elements of steel SWRH82B for different amounts of reduction. It is obvious that the amount of reduction in one pair pinch rolls has a great effect on the minimum degree of solute enrichment for all solute elements. This is because the reduction volume of the mushy zone increases with the increase in amount of soft reduction, and more solute enriched liquid is squeezed out by the deformation of the shell; thus, the minimum degree of solute enrichment for each element decreases with the increase in the amount of soft reduction. However, the optimum soft reduction position for each element is not affected by the increase in amount of soft reduction. Thus, it is not necessary to consider the effect of amount of soft reduction when the optimum soft reduction zone is determined. It should be mentioned that the relative large amount of reduction of 6 mm by one single pinch roll, which was used in this study, is likely to produce intercolumnar cracking and is not recommend for industrial trials and application.
Effect of reduction amount on optimum soft reduction position for different elements of steel SWRH82B
Effect of carbon content
Figure 3 shows the effect of carbon content on the optimum reduction positions of different elements of steel. The short dash line denotes the start line of the δ/γ transition, and the short dot line denotes the end line of the δ/γ transition. It is notable that with the increase in carbon content, the optimum reduction position for each element does not change until the δ/γ transition occurs during solidification. This is because before the δ/γ transition occurs, only δ-ferrite is formed during the solidification process, and the solute elements are redistributed between liquid and δ-ferrite. Thus, both the solidification path and solute segregation behaviour are the same before the δ/γ transition occurs, regardless of the carbon content. The optimum reduction position of each element remains constant before the δ/γ transition occurs, and the optimum reduction positions of C, Si, Mn, P and S are 0·76, 0·60, 0·66, 0·77 and 0·88 respectively. In addition, the optimum reduction position of each element meets the relationship as 0·60 = 




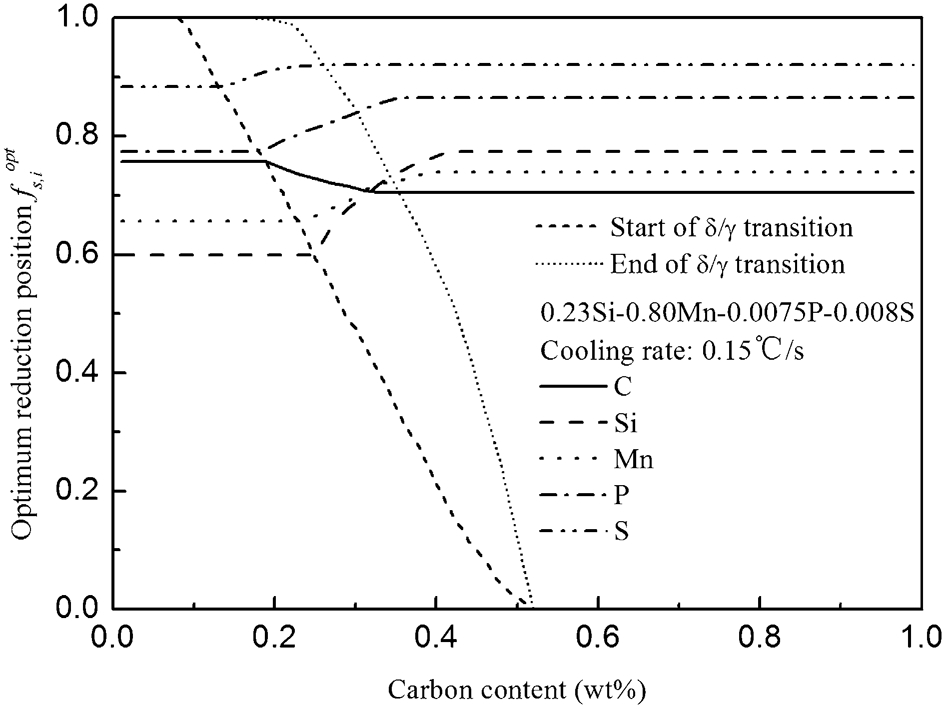
Influence of carbon content on opitmum reduction position
When the carbon content is between 0·09 and 0·53%, the peritectic reaction occurs during solidification, and the solute segregation behaviour changes with the occurrence of the peritectic reaction. Thus, the optimum reduction position of each element changes as illustrated in Fig. 3. The optimum reduction positions 


When carbon content is >0·53%, only γ-austenite is formed during solidification, and solute segregation behaviour does not change. The optimum reduction position of each element is unchanged and the optimum reduction positions of C, Si, Mn, P and S are 0·70, 0·77, 0·74, 0·87 and 0·92 respectively, as illustrated in Fig. 3. In addition, the optimum reduction position of each element meets the relationship 0·70 = 




Effect of cooling rate
Figure 4 shows the effect of the cooling rate on the optimum soft reduction position for each element. It is obvious that for cooling rates <0·25°C s−1, the optimum reduction positions for C, Si, Mn and Cr are almost unchanged, but the optimum reduction positions of P and S move towards high solid fraction region. With the increase in the cooling rate, the segregation ratio of P and S in the mushy zone increases dramatically at the end of solidification. Correspondingly, the optimum reduction positions for P and S move towards the high solid fraction region in order to squeeze the solute enriched liquid out and eliminate the segregation effectively. It can be concluded from Fig. 4 that with the increase in cooling rate from 0·045 to 0·25°C s−1, the optimum reduction positions of the P and S change from f s = 0·86 and 0·90 to f s = 0·88 and 0·92 respectively, but the optimum reduction positions of C, Si, Mn and Cr are unchanged.
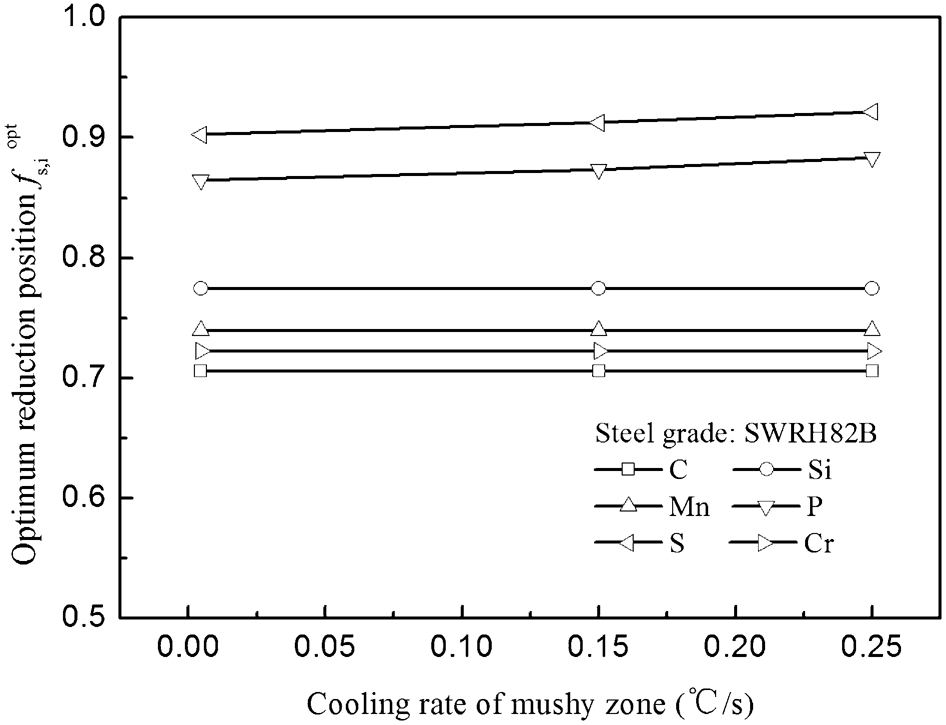
Influence of cooling rate on optimum reduction position
Model validation and application
Experimental scheme
According to the theoretical model described above, optimum soft reduction positions of C, Si, Mn, P, S and Cr in steel SWRH82B are, as listed in Table 2, 0·70, 0·77, 0·74, 0·87, 0·92 and 0·72 respectively. Owing to experimental measurement limitation, only C and S content in the bloom were measured, with these using a carbon–sulphur analyser. Four soft reduction modes were designed to study the effect of the soft reduction zone on the C and S segregation, as listed in Table 4. Both modes I and III include the optimum reduction positions of C and S, but the soft reduction zone of mode I is much larger than that of mode III. Mode II includes the optimum reduction position for C, but not S, whereas mode IV includes the optimum reduction position for S, but not C.
Experimental scheme of soft reduction


Samples were taken from the strand to investigate the influence of the soft reduction mode on the C and S segregation. The sampling method is illustrated in Fig. 5, where a 300 mm longitudinal specimen was prepared initially and a 5 mm diameter drill was used to collect samples at 10 mm intervals from the centreline of each longitudinal specimen. The prepared drill samples were analysed using the carbon–sulphur analyser, and the solute segregation ratio was calculated by taking the solute content at each location divided by the ladle composition.
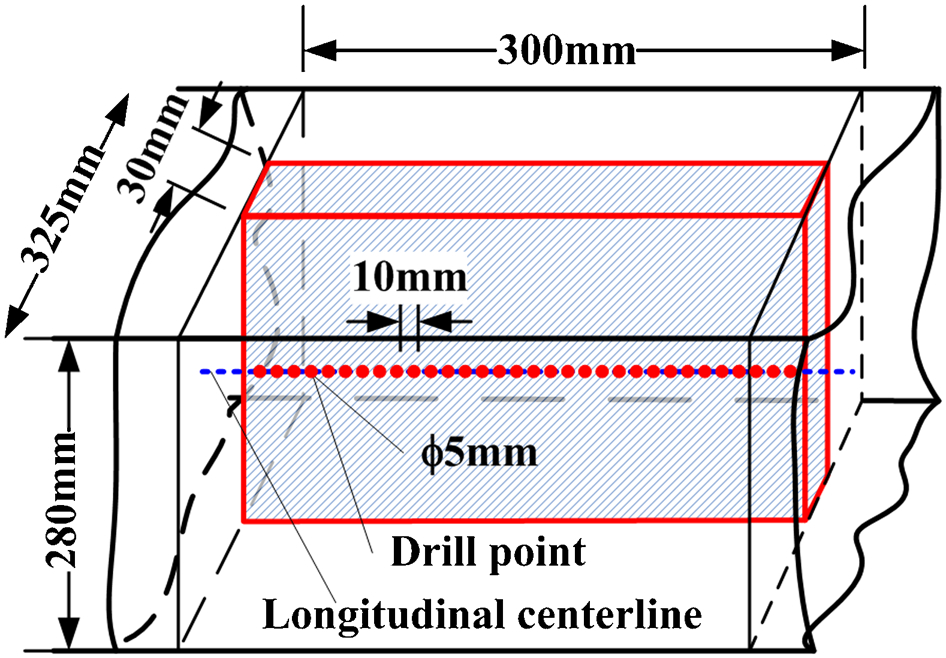
Schematic illustration of sampling method
Experimental results and discussions
Figure 6 shows the variation of carbon and sulphur segregation ratio in the centreline of the longitudinal section. It is evident from Fig. 6a
that modes II and III, which include the optimum reduction position of carbon 


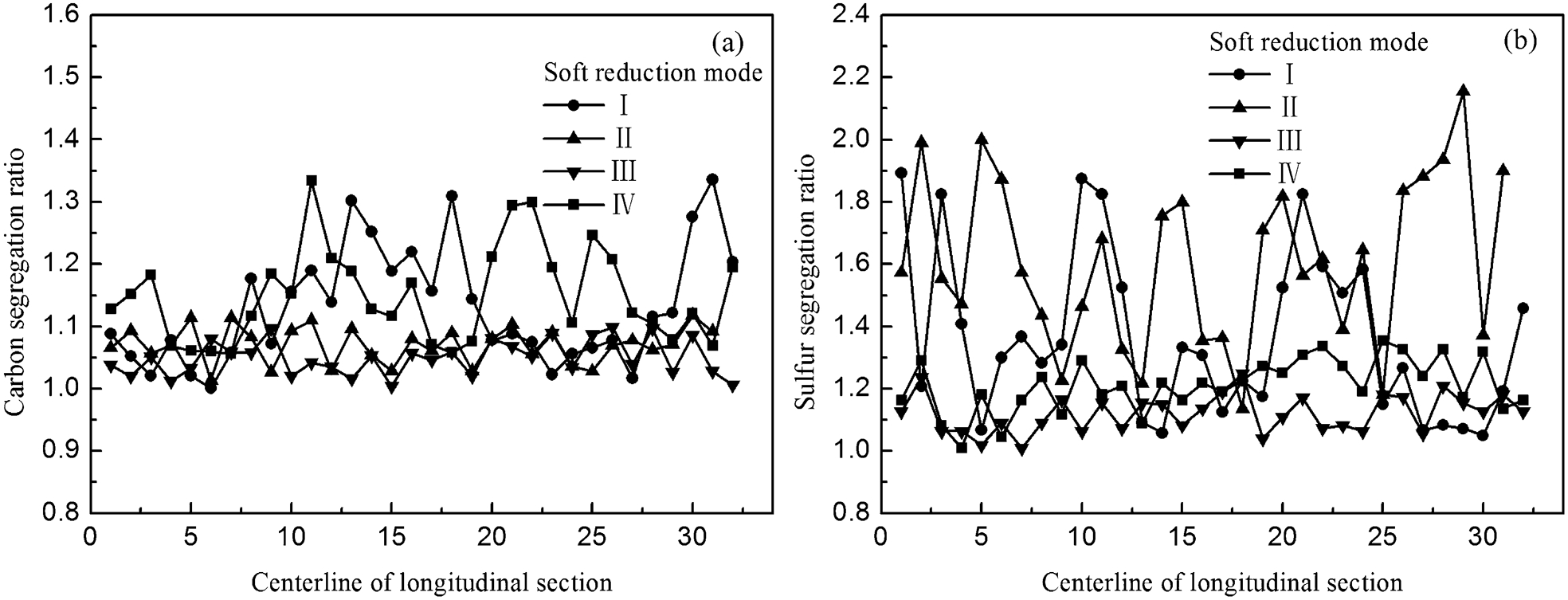
Variation of a carbon and b sulphur segregation ratio along centreline of longitudinal section
The sulphur segregation ratio in the longitudinal samples is shown in Fig. 6b
, from which it is obvious that mode III, which includes the optimum reduction position of sulphur 


According to the above analysis, the soft reduction mode III, which includes the optimum soft reduction positions of both carbon and sulphur, produces the most significant improvement on the degree of solute segregation. Therefore, the present theoretical model is suitable for determining the optimum soft reduction zone in order to improve the centreline segregation effectively using soft reduction technology.
Industrial application
The soft reduction technology was applied on a 280×325 mm continuous bloom caster, with the optimum soft reduction zone of SWRH82B steel being determined by the present theoretical model. Figure 7 shows typical transverse macroetches of continuously cast SWRH82B steel before and after soft reduction. It is notable that after soft reduction, the centre cavity and centre porosity of the bloom are improved significantly, and the macrostructure of the bloom is more homogeneous. Figure 8 shows the distribution of carbon segregation ratio along the centreline of longitudinal section of bloom with and without soft reduction. The results show that the frequency of carbon segregation ratio larger than 1·05 along the centreline of the longitudinal section decreases from 78·8 to 5·0%, and the frequency of the carbon segregation ratio between 0·95 and 1·05 along the centreline of the longitudinal section increases from 21·2 to 92·9% after soft reduction. Consequently, the centreline segregation is improved significantly, and the chemical composition of continuous casting bloom is more homogeneous using the soft reduction in the optimum soft reduction zone.
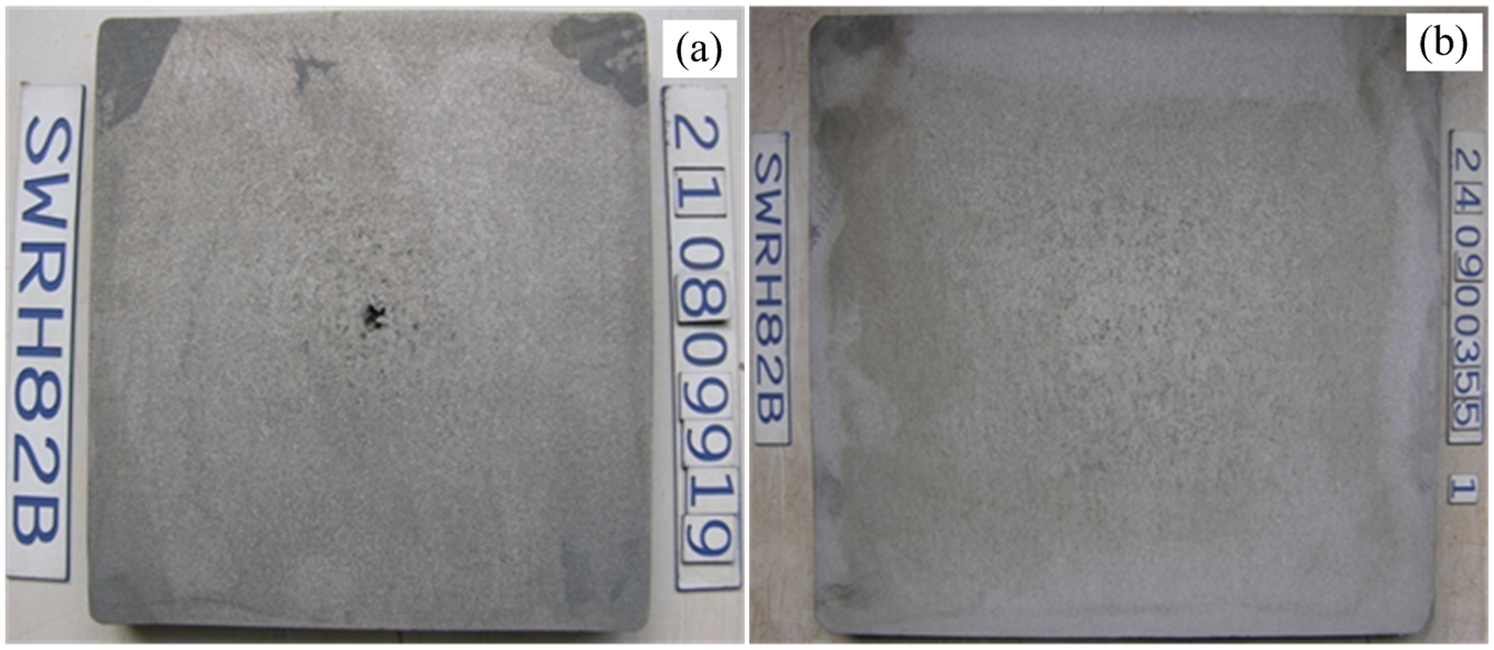
a without soft reduction; b with soft reduction
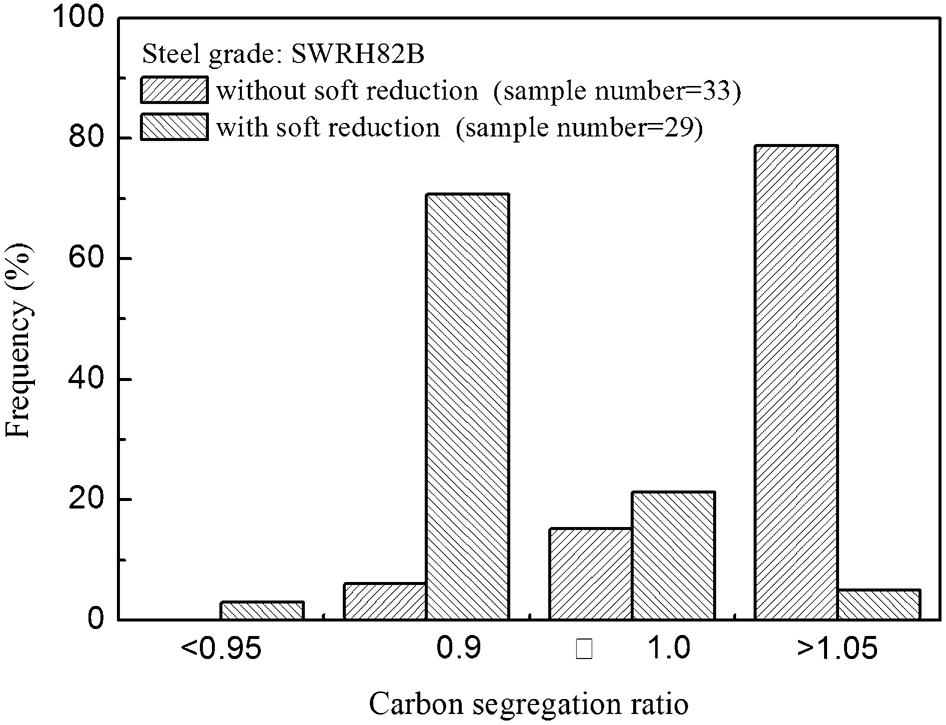
Distribution of carbon segregation ratio along centreline of longitudinal section of SWRH82B bloom with and without soft reduction
Conclusions
A theoretical model to determine the optimum soft reduction zone of continuous casting steel was developed, and model validation and application were carried out. Some of the important findings are summarised below.
In the mushy zone, there is an optimum soft reduction position 
The criterion for determining the optimum soft reduction zone is that the start reduction point should not be greater than the minimum optimum soft reduction position and that the end reduction point should not be less than the maximum optimum soft reduction position.
The optimum soft reduction positions of each solute element and the optimum soft reduction zone are affected by the carbon content. Moreover, the optimum reduction position of the segregation prone element (P, S) is more likely to be affected by the cooling rate. The theoretical analysis for the optimum reduction zone of steel SWRH82B shows that with the increase in cooling rate in mushy zone from 0·045 to 0·25°C s−1, the optimum reduction positions of P and S change from f s = 0·86 and 0·90 to f s = 0·88 and 0·92 respectively.
Plant trials for the soft reduction zone of steel SWRH82B show that the solute element segregation in the centreline of the strand can be effectively improved using the soft reduction in the optimum soft reduction zone determined by the present theoretical model.
Footnotes
Acknowledgements
The authors gratefully acknowledge the financial support of the National Outstanding Young Scientist Foundation of China (grant no. 50925415), the National Natural Science Foundation of China (grant no. 51004030), the Scientific Research Start-Up Foundation for Doctor of Liaoning Province (grant no. 20121010) and the Fundamental Research Funds for the Central University of China (grant no. 100102001). Thanks are also extended to Xingtai Iron & Steel Corporation for industrial trials, and the constructive comments from the editors and reviewers are highly appreciated.