
Abstract
In this study, synthetic sinters with different basicity (CaO/SiO2 = 0, 0·5 and 2·0) were prepared at 1300°C and prereduced at 900°C using low potential reducing gas (LPRG; 20%CO, 20%CO2, 5%H2 and 55%N2). The prereduced sinters were subsequently reduced to metallic iron at 950–1100°C using relatively high potential reducing gas (HPRG; 30%CO, 5%CO2, 10%H2 and 55%N2). Both LPRG and HPRG were selected to simulate the gas composition in the blast furnace upper and lower shaft respectively. High pressure mercury porosimeter, X-ray phase analysis, optical and scanning electron microscope were used for the analysis of the prepared and reduced sinters. In the original basic sinter, calcium ferrite (CaFe2O4) and dicalcium silicate (Ca2SiO4) phases were identified as well as the main Fe2O3 phase, whereas wollastonite [Ca2·87Fe0·13(SiO3)3] and silica (SiO2) were formed in the acidic sinter. The prereduction in sinters with LPRG at 900°C resulted in the formation of wüstite (Fe0·902O) phase. The subsequent reduction in wüstite sinters to metallic iron using HPRG at 950–1100°C was found to be the highest for basic sinter and the least for acidic sinter. The higher reduction rate of basic sinter was attributed to the enhancement of wüstite reducibility through the formation of calcium ferrites. The lower reduction rate of wüstite in acidic sinter was attributed to the formation of hard reducible fayalite (Fe2SiO4) and ferrobustamite [(Ca0·5Fe0·5)SiO3] phases. The rate controlling mechanism during the reduction process was estimated by the correlation between apparent activation energy calculation and microstructure investigations.
Introduction
Efficient blast furnace operation expresses the state of low energy consumption and CO2 emissions, and the decrease in energy consumption and CO2 emissions in the blast furnace is related directly to the enhancement of sinter reducibility. In hard reducible sinter, a large amount of wüstite is reduced in the high temperature zone (direct reduction ≧1100°C), leading to increasing coke consumption and coke degradation. 1 On the other hand, the utilisation of good reducible sinter improves the reduction in wüstite at temperatures <1100°C and consequently decreases the degree of direct reduction. The reduction in hematite and magnetite to wüstite takes place in the upper part of the blast furnace shaft at 600–850°C with low potential reducing gas (LPRG), and then the reduction in wüstite to metallic iron takes place afterward in the lower part of the shaft at ≧900°C with higher potential reducing gas. 2
The reduction in basic sinter and acidic pellets under simulated blast furnace condition has been studied, 3–5 with acidic sinter showing a higher reduction rate than basic sinter in the initial stages due to its higher porosity. As the reduction proceeded, the formation of fayalite phase was adversely affected on the reduction in pellets. The influence of CaO and/or MgO on the reduction behaviour of Fe2O3 and Fe3O4 has been intensively studied. 6–8 The results showed that both CaO and MgO promoted the reduction in Fe2O3, while MgO retarded the reduction in Fe3O4 at ≤1273 K due to the entrapment of wüstite in iron relic, which hindered the gaseous diffusion. The investigation carried out on the reduction in fluxed pellets indicated that the increasing CaO percentage decreased the solubility of FexO in the slag phase and inhibited fayalite formation. 9 The effect of reducing gas on the reduction in wüstite micropellets at 900–1100°C 10 indicated that the reduction rate of wüstite was the highest in pure H2, while an abrupt decrease was found in the case of pure CO. Moreover, a small addition of H2 to CO led to a sharp increase in the reduction rate of wüstite. The effect of H2 content in the gas mixture indicated that the reduction rate of wüstite with H2 was three times faster than that in CO. 11 The reduction behaviour of pure wüstite and wüstite doped with CaO/SiO2 (basicity ratios, 0·2, 0·5 and 0·8) has been investigated. 12 The reduction rate of wüstite was found to increase with temperature and decrease with higher CaO/SiO2 ratio. In the reduction in dense wüstite with H2 at 670–930°C, 13 it was reported that the small addition of SiO2 (0·2%) promoted the reducibility of FexO at >800°C, while it decreased the reduction at <730°C.
The previous survey indicates that the interaction of CaO, MgO, SiO2 with FexOy has great influence on sinter reducibility, but only a few studies have been carried out on the effect of basicity on the reduction in wüstite under simulated blast furnace conditions, which is of prime importance in the ironmaking process. In this study, the prereduction in sinter to wüstite and its subsequent reduction to metallic iron have been carried out under simulated blast furnace conditions. The reduction kinetics and the rate controlling mechanism at different stages of reduction were intensively studied to elucidate the effect of basicity on the wüstite reducibility.
Experimental
Applied materials and sinter preparation
Chemically analytical grade (purity, 99·5%, ≤5 μm) Fe2O3, CaO and SiO2 were used to prepare pure Fe2O3, basic and acidic synthetic sinter, thus aiming to avoid the effect of other impurities that often contaminate the iron ores and cause irregularities during the reduction process. Precalculated amounts of CaO and SiO2 were mixed with pure Fe2O3 to prepare mixtures with different basicity. The basic mixture with basicity (B = CaO/SiO2) equal to 2·0 consisted of 85%Fe2O3, 10%CaO and 5%SiO2. Acidic mixture with basicity equal to 0·5 was composed of 85%Fe2O3, 5%CaO and 10%SiO2. Pure Fe2O3 powder was used for the preparation of pure iron oxide sinter. Equal weights of ∼2·0 g of each mixture were pressed in a cylindrical mould of ∼1·0 cm inner diameter at 10 kN using a hydraulic press. Under these conditions, equal size compacts (diameter = 0·99 cm and height = 1·0 cm) have been prepared. The compacts were dried at 100°C for 24 h and then fired in a muffle furnace up to 1300°C with a heating rate 10 K min−1 and kept at this temperature for 1 h to ensure the complete reaction between different oxides (Fe2O3, CaO and SiO2). The prepared sinters (pure, basic and acidic) were fast cooled down in air to room temperature and then kept in a desiccators for subsequent reduction experiments.
Porosity measurement
The total porosity and pore size distribution of applied samples were measured by Poresizer (Micromeritics 9320). A typical mercury intrusion test involved the placing of the sinter sample in a special vessel called ‘penetrometer’ as shown in Fig. 1. The penetrometer's weight was reordered before and after placing the sample. The penetrometer containing the sample was inserted in the low pressure vacuum unit, evacuated and the mercury filled the sample cup. The penetrometer containing the sample and mercury was reweighted and then inserted in the high vacuum pressure unit in which the pressure was raised to 30 000 lb in−2. As the pressure increased, the high pressure oil enforced the mercury in the capillary tube to move to the sample cup and consequently into the sample pores. The volume of mercury that is introduced into the sample is equal to the volume of pores in the sample. The intrusion and extrusion of the mercury from the pores give information about the pore network and pore size distribution in the sample.
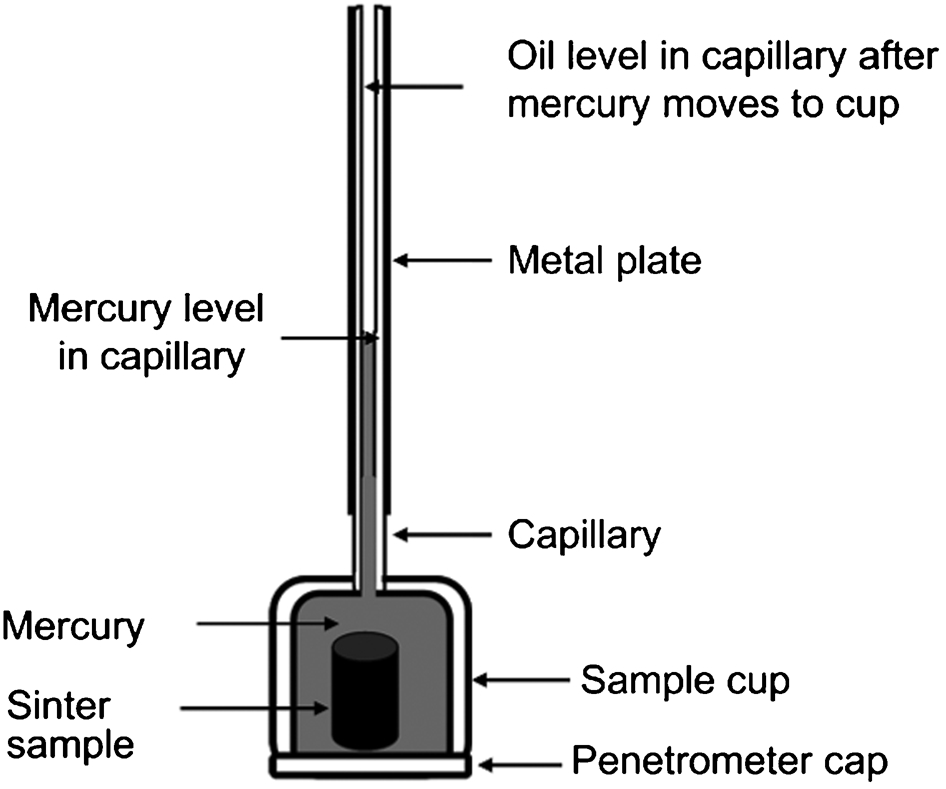
Schematic diagram of penetrometer used for porosity measurement of applied sinter
Reduction system
A schematic of the system used during the reduction experiments is shown in Fig. 2 and consisted of an automatic sensitive balance (B) equipped with a vertical tube furnace (F). An alumina reaction tube (A) was fitted inside the furnace. The output of the balance (O) was connected to the recording system (R) for continuous measurement of weight loss during reduction as a function of time until the sinter weight became constant. The flowrate of different gases (CO, CO2, H2 and N2) was precisely adjusted through digital flowmeters (D) to simulate either of the upper or lower shaft gas in the blast furnace. The actual temperatures of the furnace (T1) and sample (T2) were measured with controller (K). Purified N2 at constant flowrate of 1·0 L min−1 was introduced in the reaction tube during the heating up of the furnace to the predetermined temperature. At the applied temperature, the sintered compact (S) was placed in a platinum basket (P) and suspended from the balance arm by a platinum wire (W). The sinter sample was positioned in the reaction tube in the middle of hot zone. After soaking the sample at 900°C for 10 min, LPRG (20%CO, 20%CO2, 5%H2 and 55%N2) was applied for the reduction in the sinters. After reaching a constant weight, the temperature was increased to 950, 1000, 1050 or 1100°C in the presence of pure N2. The reduction was started again with relatively higher potential reducing gas (HPRG; 30%CO, 5·0%CO2, 10%H2 and 55%N2). The flowrate of gas mixture was always constant at 1·0 L min−1. The reduction with LPRG and HPRG will be referred hereafter as LPRG and HPRG respectively.
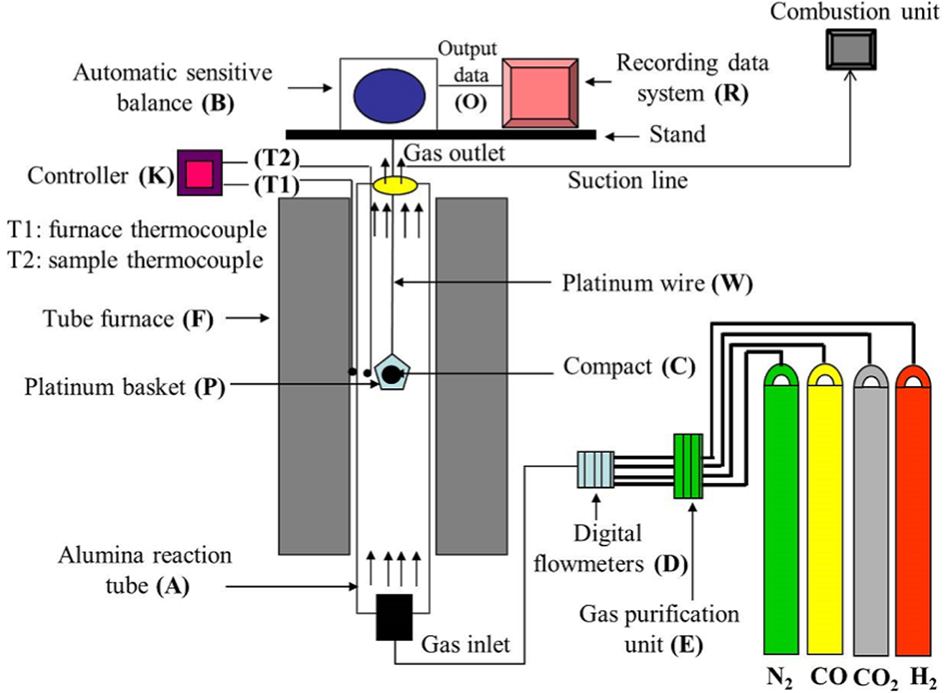
Schematic diagram of reduction system
At the end of each experiment, the reduced sinter was pulled up to the cooled zone of the reaction tube in the presence of purified N2 and dropped out, by releasing the suspension wire from the balance, into a conical flask containing acetone to prevent reoxidation. For partially reduced sinter, the reaction was stopped when the weight loss reached a predetermined value of oxygen removal.
The microstructures of sintered compact before and after reduction were examined by reflected light microscope (RLM, Olympus with digital camera) and scanning electron microscope (SEM, JEOL, JSM-5410). The different phases were identified by X-ray diffraction technique (XRD, PW 1730 with Ni filtered Cu Kα ).
Results and discussion
Characterisation of fired sinters
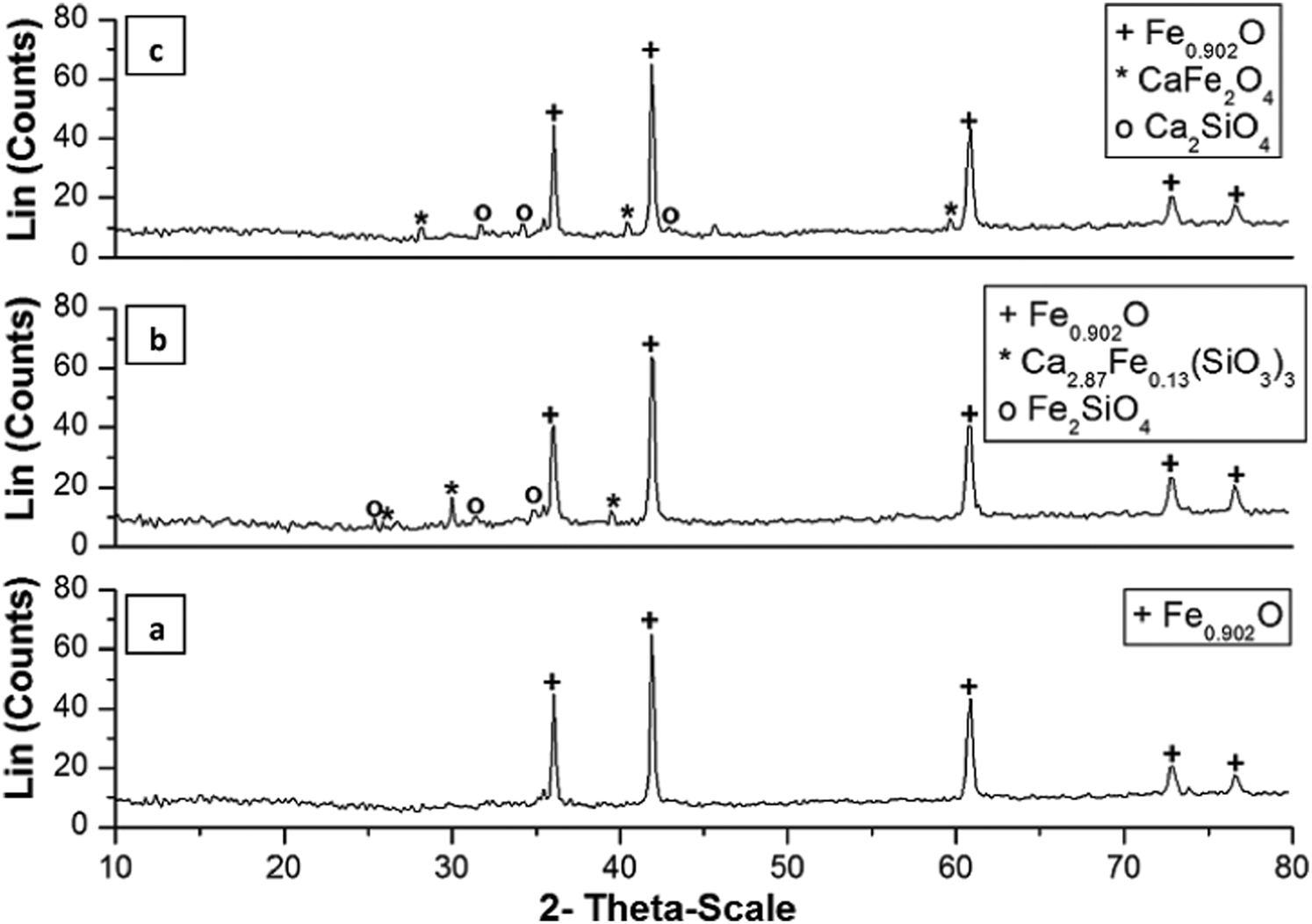
The fired compacts at 1300°C were classified into pure Fe2O3, basic and acidic sinters. The different developed phases in the sinters were identified by XRD as shown in Fig. 3. The pure iron oxide sinter consisted of only Fe2O3, while the main phases developed in the basic sinter were iron oxide (Fe2O3), calcium silicate (Ca2SiO4) and calcium ferrites (CaFe2O4). The acidic sinter consisted of hematite, silica (SiO2) and wollastonite [Ca2·87Fe0·13(SiO3)3].
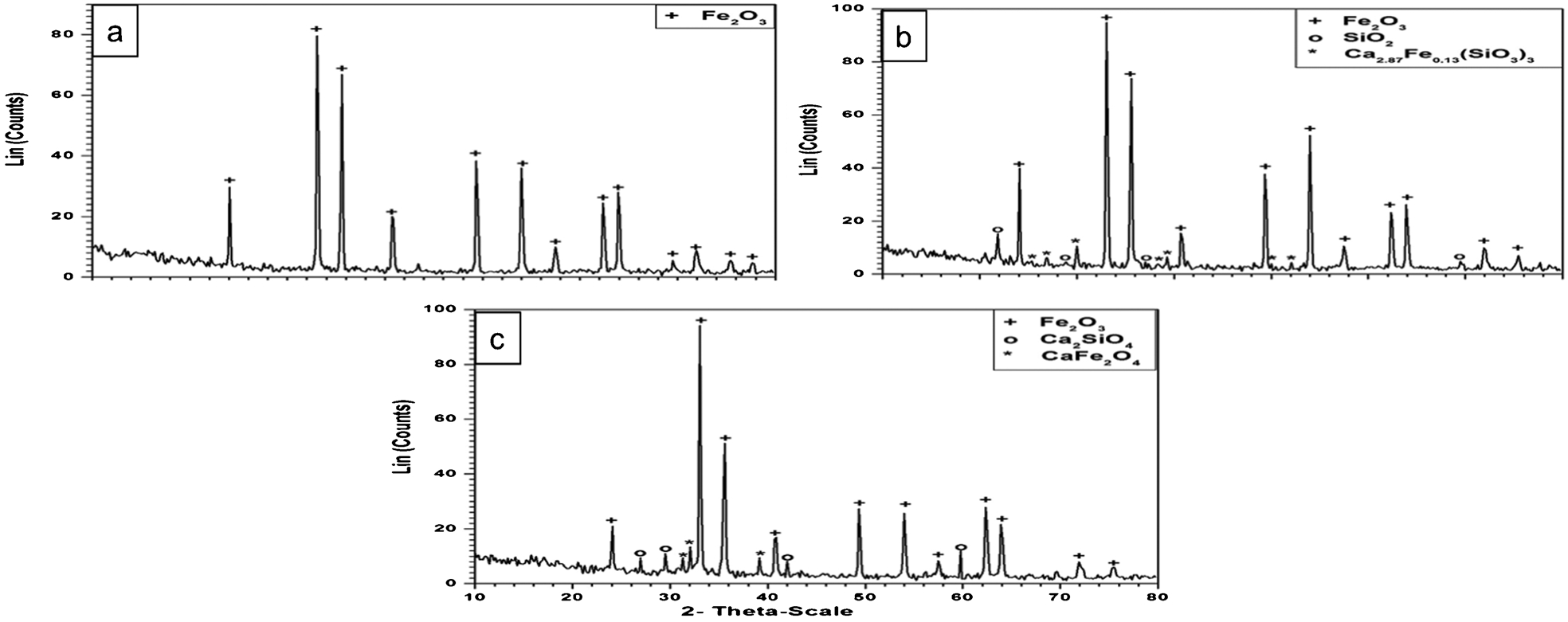
X-ray analysis of a pure iron oxide sinter, b acidic sinter and c basic sinter
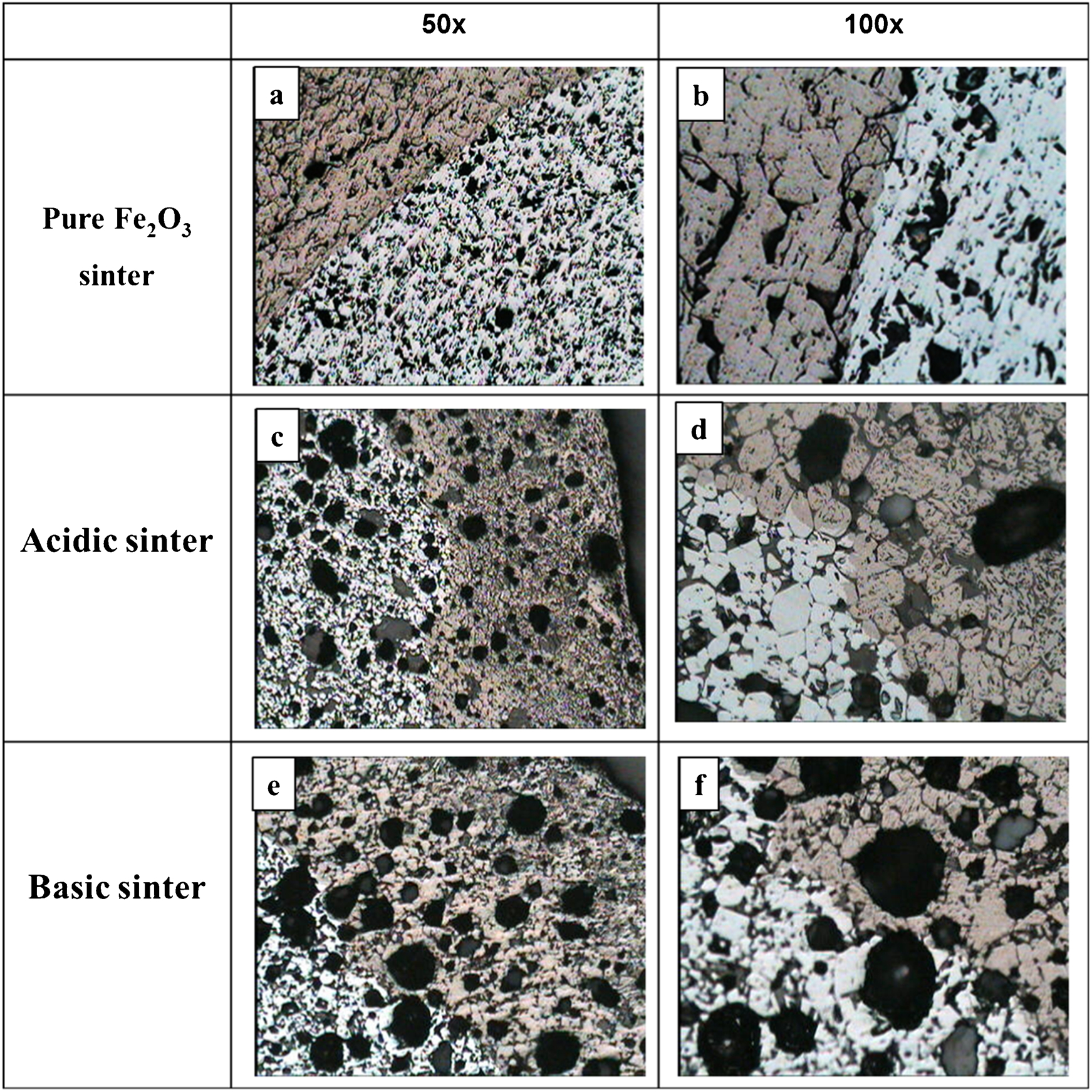
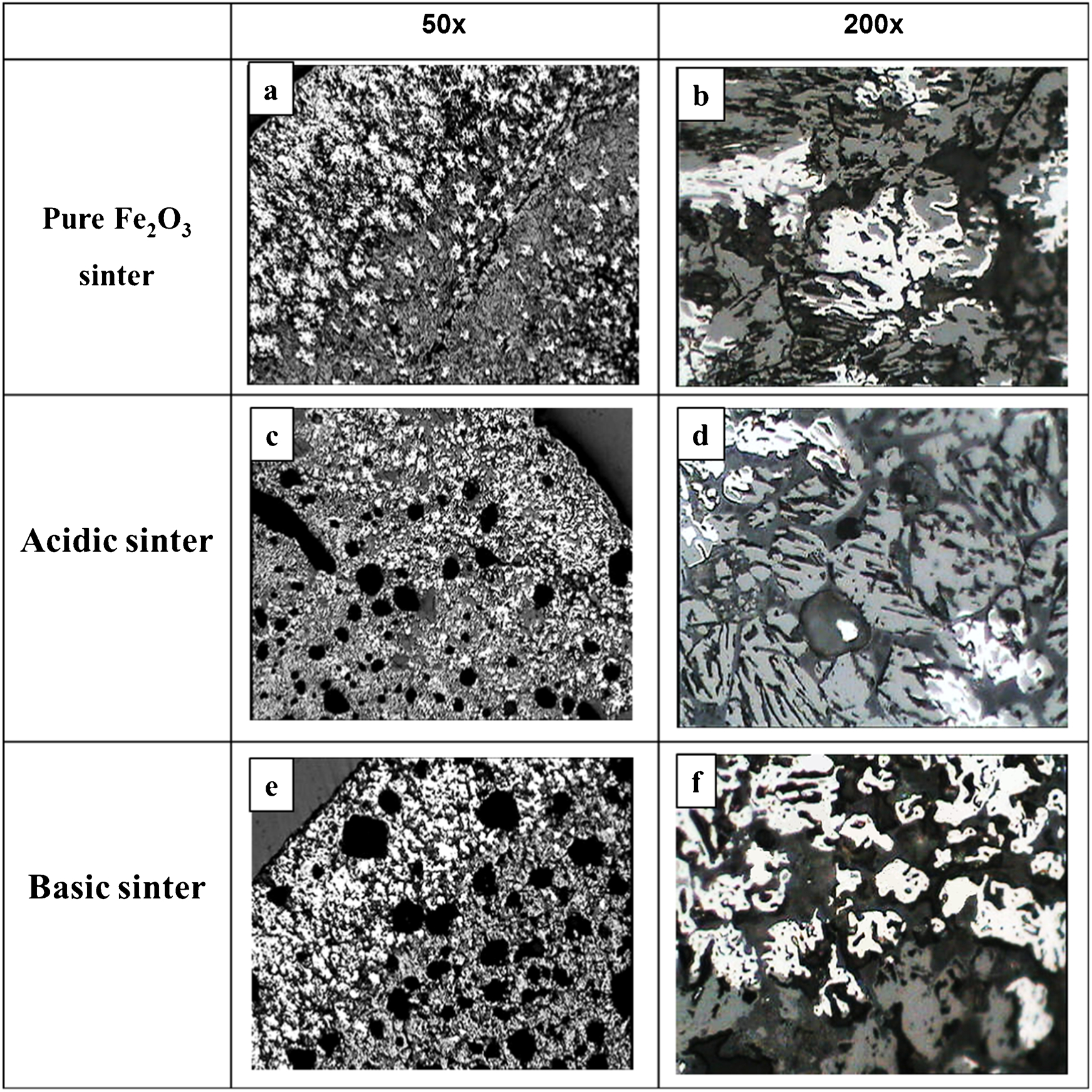
The microstructures of pure, acidic and basic sinter were examined by RLM as shown in Fig. 4. The microstructure of pure sinter (Fig. 4a and b ) showed a relatively dense matrix structure and the disappearance of large pores. The microstructure of acidic sinter (Fig. 4c and d ) showed a relatively porous structure compared to that of pure sinter. Basic sinter (Fig. 4e and f ) showed the formation of large pores with different sizes across the matrix structure.
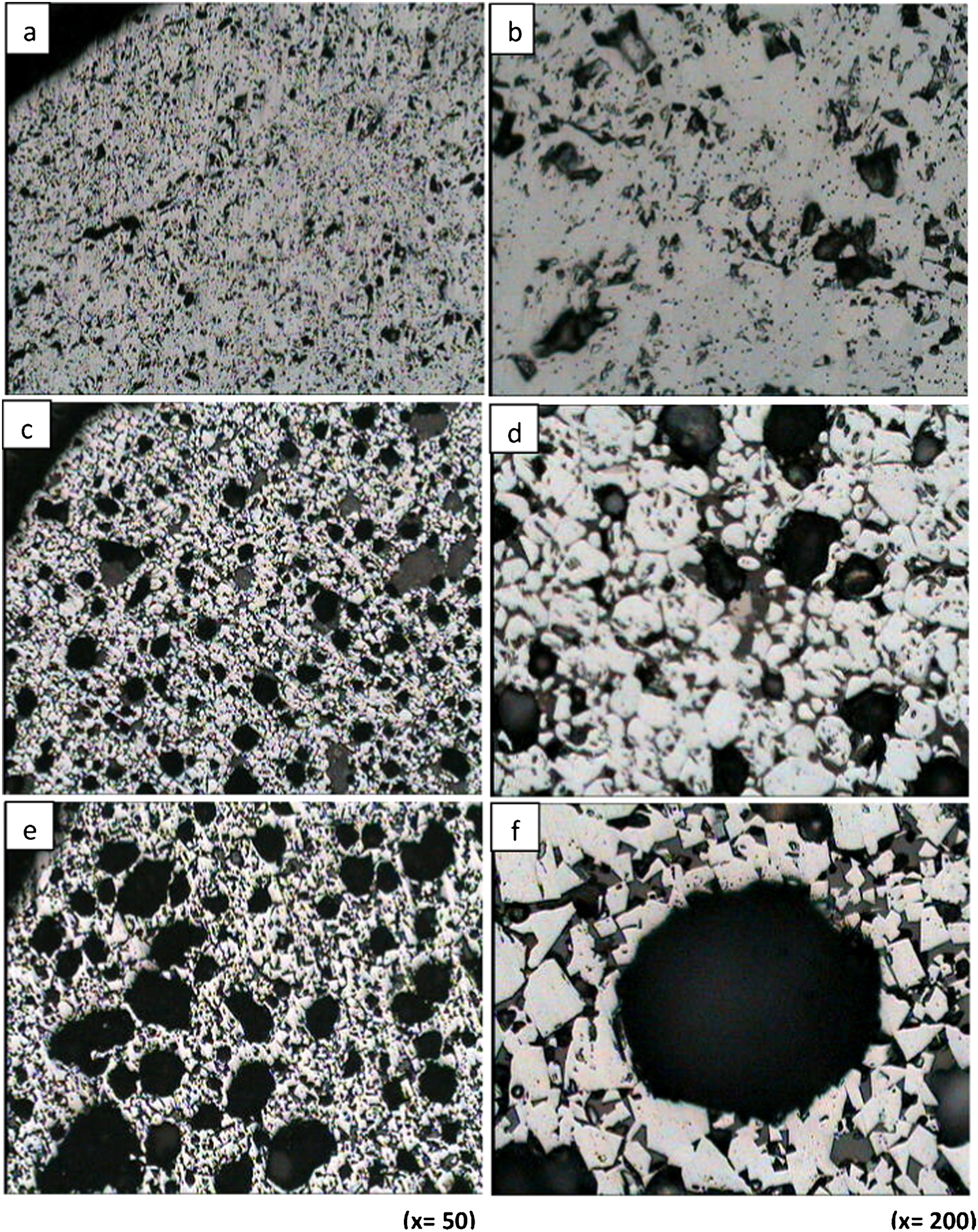
Photomicrographs (RLM) of a, b pure sinter, c, d acidic sinter and e, f basic sinter
The analysis of acidic sinter with SEM-EDX indicated the formation of wollastonite (W) phase, whereas the excess silica (S) was distributed between iron oxide grains (H) as shown in Fig. 5a . This wollastonite phase was formed as a solid solution of CaSiO3 and FeSiO3. 14 In basic sinter, the developed phase in the vicinity of large pores was mainly CaFe2O4 (CF), as shown in Fig. 5b , and was attributed to the finding of Krikendall, who proved that the formation of ferrite is accompanied by the formation of central large pores. 15
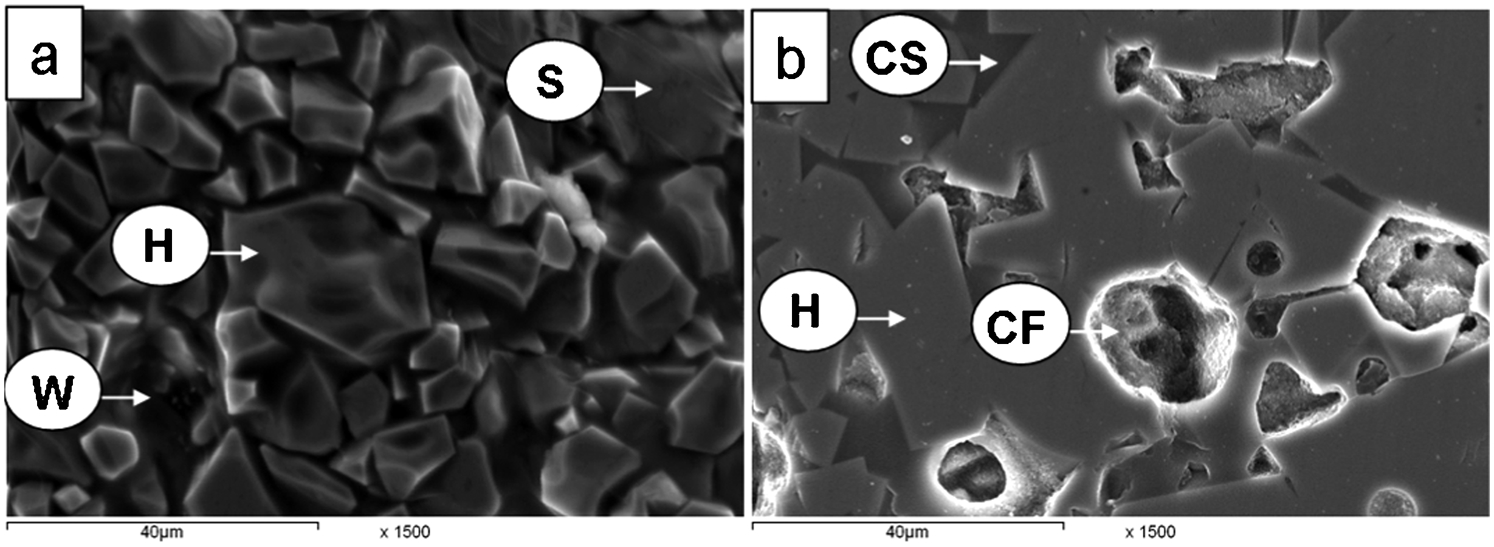
Photomicrographs (SEM-EDX) of a acidic sinter and b basic sinter
The physical properties of prepared sinters are given in Table 1. It can be seen that the highest value of total porosity was exhibited in basic sinter due to the formation of a large number and size of pores, followed by acidic sinter. The pure iron oxide sinter exhibited the lowest porosity due to the formation of dense structure.
Total porosity of prepared sinter
The pore size distribution was given by the relation between the mean pore diameter and the incremental intrusion as shown in Fig. 6. The pores are located mainly in the range of macropores (10–100 μm), and the number of pores increased in going from pure via acidic to basic sinter as indicated from the intensity of peak. The pore diameter of basic sinter at ∼80 μm was the highest, which can be attributed to the effect of ferrites formation on the development of large pores. On the other hand, the small size pores (1·0–0·01 μm) are formed in basic and acidic sinter with smaller intensity compared to that of macropores.
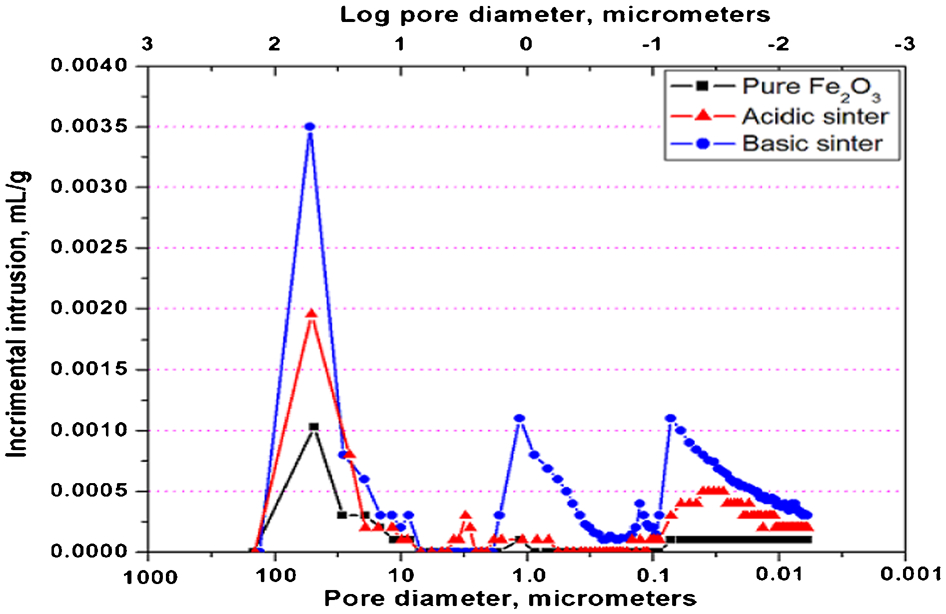
Mean pore diameter of pure, basic and acidic sinter
The relation between the pore diameter and both of cumulative intrusion and extrusion is given in Fig. 7. The cumulative intrusion showed the highest value in basic sinter and the lowest in pure sinter. The wide gap between the intrusion and extrusion indicated that the mercury had difficulty extruding from the pores, indicating that the developed pores were spherical. 16 The gap between the intrusion and extrusion curves increased in going from pure via acidic to basic sinter, which indicated the increase in spherical pores.
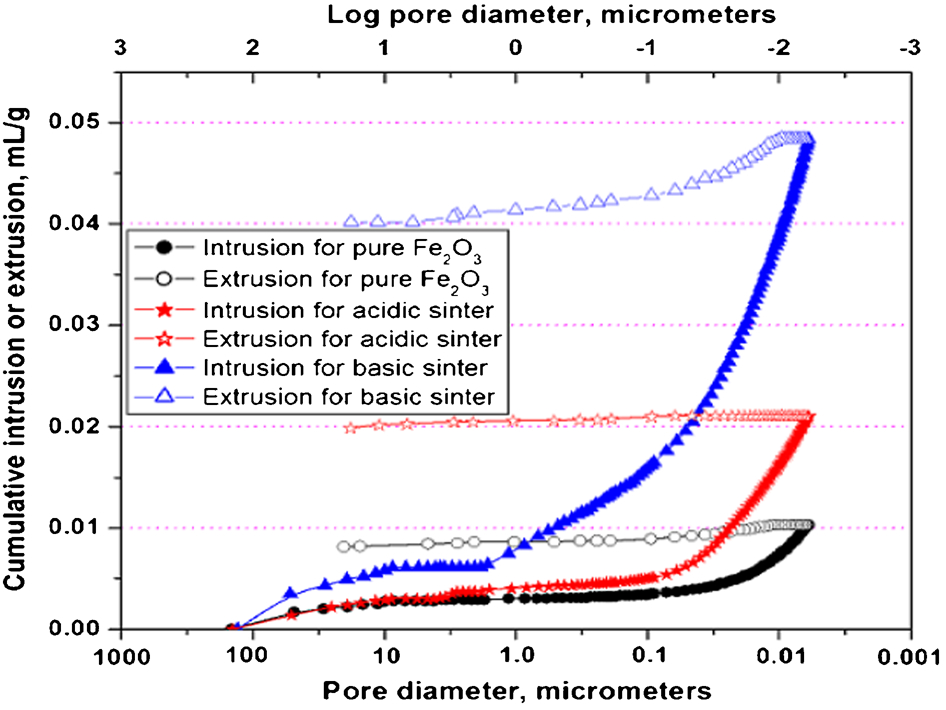
Intrusion and extrusion curves of pure, basic and acidic sinter
Prereduction in sinter to wüstite with LPRG
Pure, basic and acidic sinters were isothermally reduced at 900°C with LPRG (20%CO, 20%CO2, 5%H2 and 55%N2), which simulated the gas composition in the upper part of the blast furnace. The isothermal reduction curves of the sinters are given in Fig. 8. For a single reduction curve, the rate of reduction was highest up to ∼20% reduction (35–45 min) and decreased as the time proceeded to give a plateau after 90 min. The reduction rate of basic sinter was higher than that of acidic sinter, while the pure Fe2O3 exhibited the lowest extent.
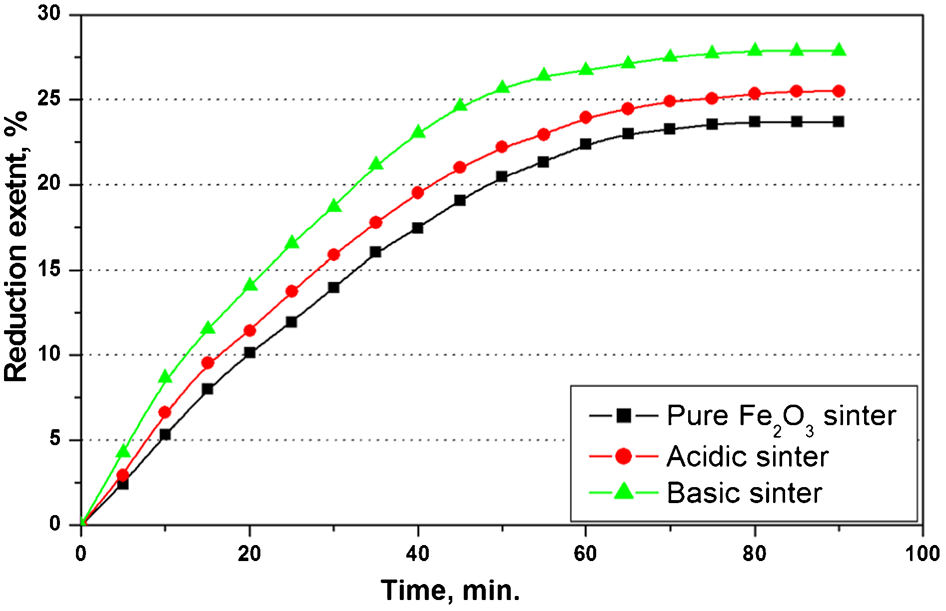
Reduction curves of pure, basic and acidic sinters with LPRG at 900°C
The microstructure of the sinters reduced up to 10% at 900°C is shown in Fig. 9. An interface between the outer layer, which consisted mainly of wüstite, and the core of sample, which consisted of Fe2O3, was found. The interface appeared sharp in the pure sinter and decreased in the case of acidic and basic sinters. This indicated that the rate controlling mechanism was mainly gaseous diffusion in pure sinter, while it decreased in acidic and basic sinters due to the participation of chemical reaction mechanism.
a,b pure Fe2O3 sinter; c,d acidic sinter; e,f basic sinter
The microstructure of sinters reduced at 900°C up to 20% is shown in Fig. 10. Figure 10a shows the presence of more or less three distinctive layers. A diffused interface can be seen between the outer (wüstite) and the middle (magnetite) layers, while a sharp interface was found between the middle magnetite layer and Fe2O3 core sinter as shown in Fig. 10b . In acidic and basic sinters, the boundaries between outer, middle and core layers were not significant as that in pure sinter as shown in Fig. 10c–f . This indicated that the rate controlling mechanism was a combination of gaseous diffusion and interfacial chemical reaction with higher participation of gaseous diffusion in pure sinter and interfacial chemical reaction in acidic and basic sinters.
a,b pure Fe2O3 sinter; c,d acidic sinter; e,f basic sinter
The phases developed in different sinters after reduction with LPRG at 900°C are given in Fig. 11. Wüstite with stoichiometric structure Fe0·902O was formed in all cases. The wollastonite and fayalite were formed in acidic sinter, while calcium ferrite and calcium silicates appeared in the basic sinter.
a pure sinter; b acidic sinter; c basic sinter
Reduction in wüstite with HPRG
Reduction behaviour
The sinters that prereduced to wüstite (Fe0·902O) with LPRG at 900°C were subsequently reduced with HPRG (30%CO, 5%CO2, 10%H2 and 55%N2) at 950–1100°C. The reduction curves of pure Fe2O3, acidic and basic sinter are given in Fig. 12a–c respectively. For each set of curves, the reduction rate was highest at the early stages of reduction and decreased with time until the end of the experiment. The decrease in reduction rate with time was remarkable for the acidic wüstite sinter, while the slowdown took place at the final stages of reduction in both pure and basic wüstite sinters.
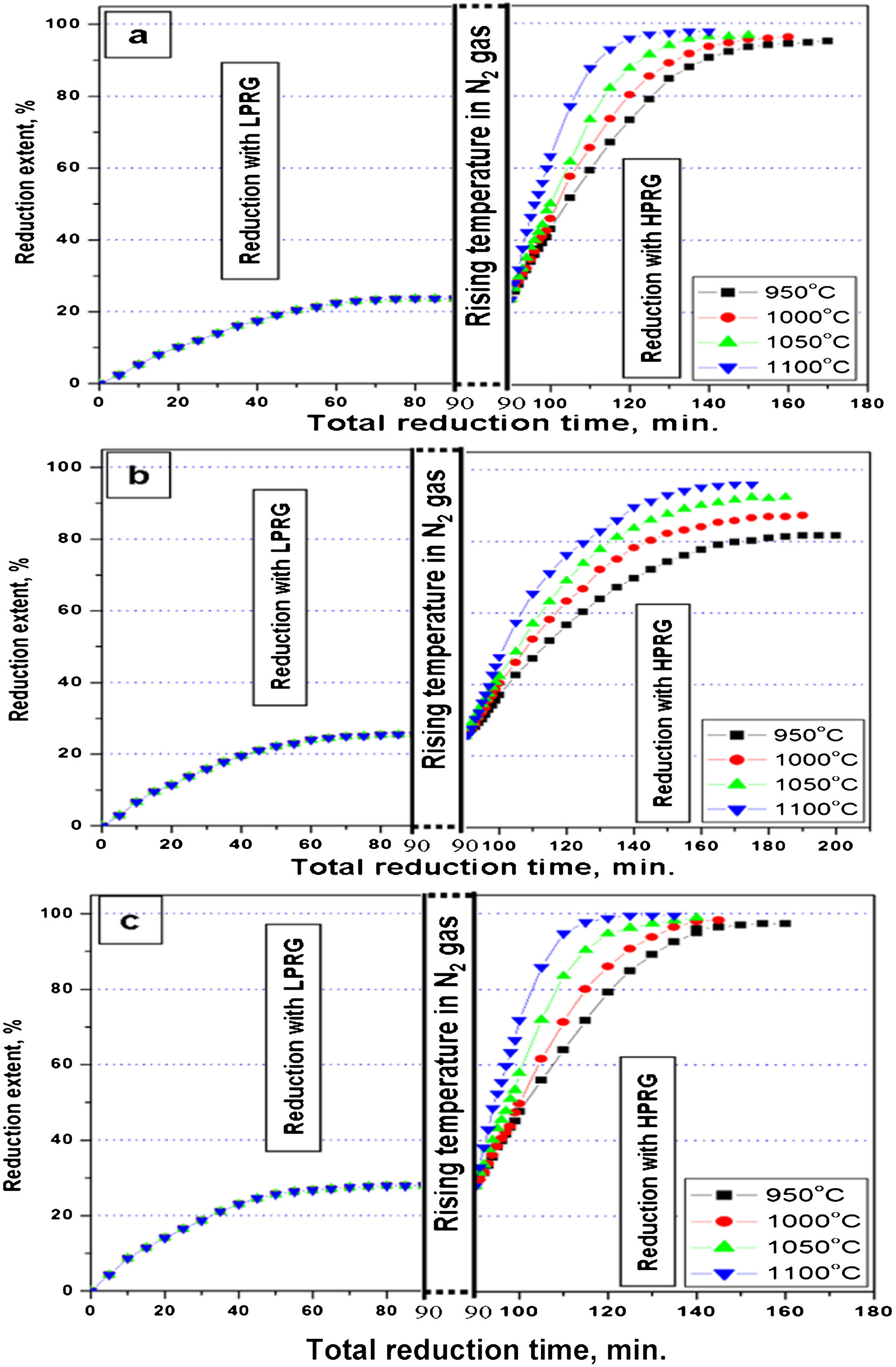
a pure sinter; b acidic sinter; c basic sinter
The comparisons between the reduction curves of pure, acidic and basic wüstite sinter at 950–1100°C are shown in Fig. 13. At all temperatures, the lowest reduction degree was exhibited by acidic sinter, while the basic sinter showed the highest reduction. A gap between the reduction curves of acidic and pure wüstite sinters is noticed, whereas the reduction curves of pure and basic wüstite sinter were close to each other. At 1000°C, acidic wüstite sinter reached the maximum reduction value (87%) after 100 min (190 min total time), while it reached ∼98% after only 60 min (150 min total time) in basic wüstite sinter.
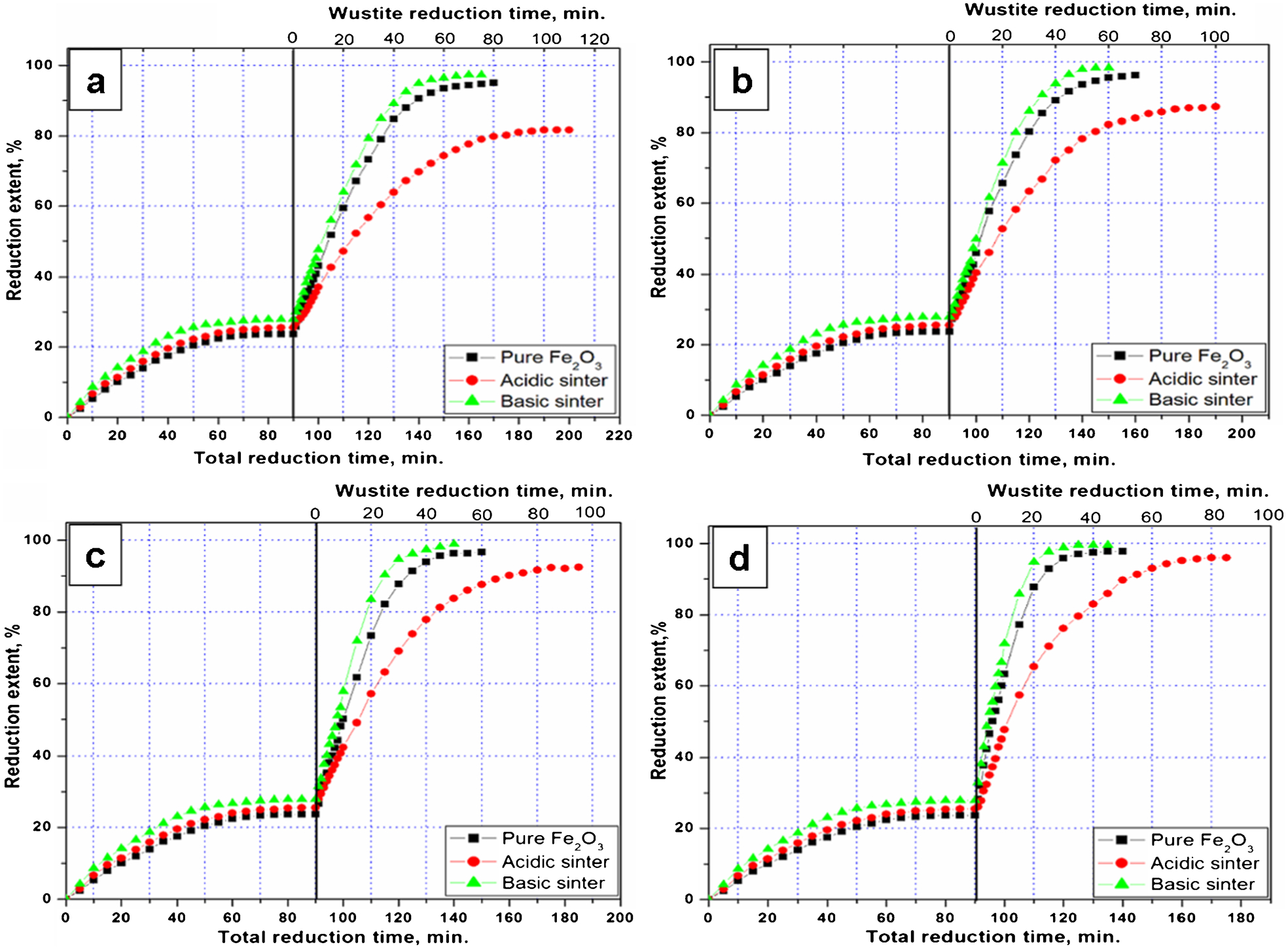
Reduction curves of pure, basic and acidic sinters reduced with LPRG at 900°C and followed by reduction with HPRG at a 950, b 1000, c 1050 and d 1100°C
The relationships between the reduction rate of different sinters against the applied temperature at 45 and 80% reduction degree are given in Fig. 14a and b respectively. In all cases, the reduction rate increased with temperature at both 45 and 80% reduction. The highest reduction rate was exhibited in basic sinter, while acidic sinter showed the lowest.
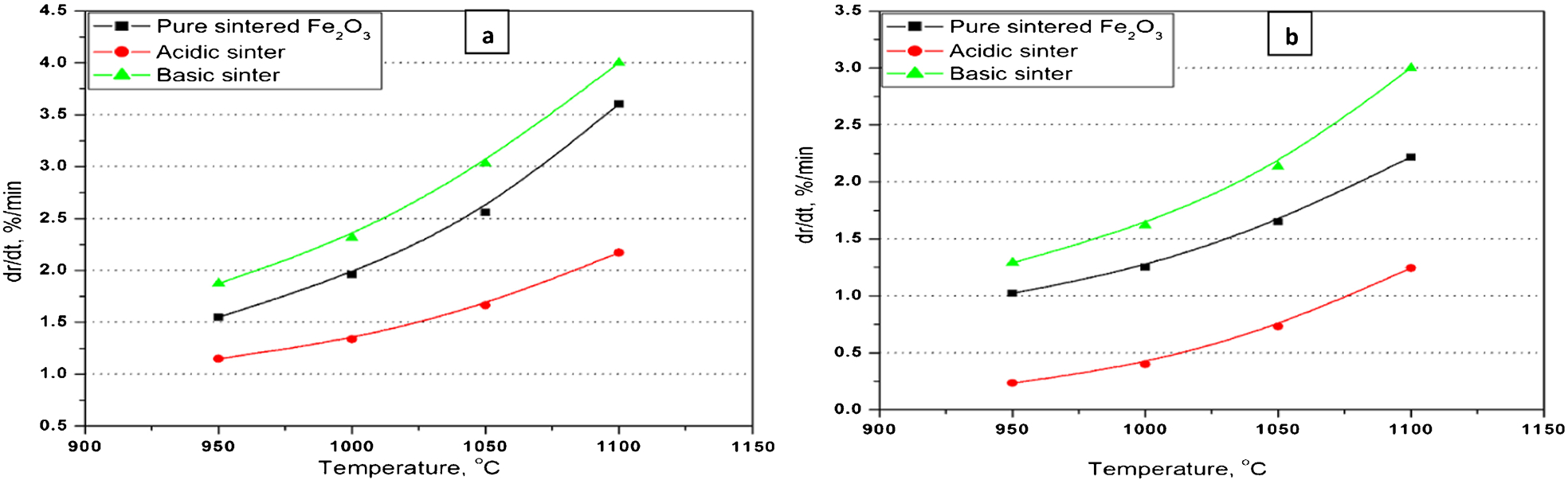
Effect of temperature on reduction rate of sinters at a 45% reduction extent and b 80% reduction extent
Kinetics and mechanism
The rate controlling mechanism at different reduction stages can be determined form the correlation between the apparent activation energy values and the microscopic examination. The values of apparent activation energy were calculated from Arrhenius equation as given in equations (1) and (2)

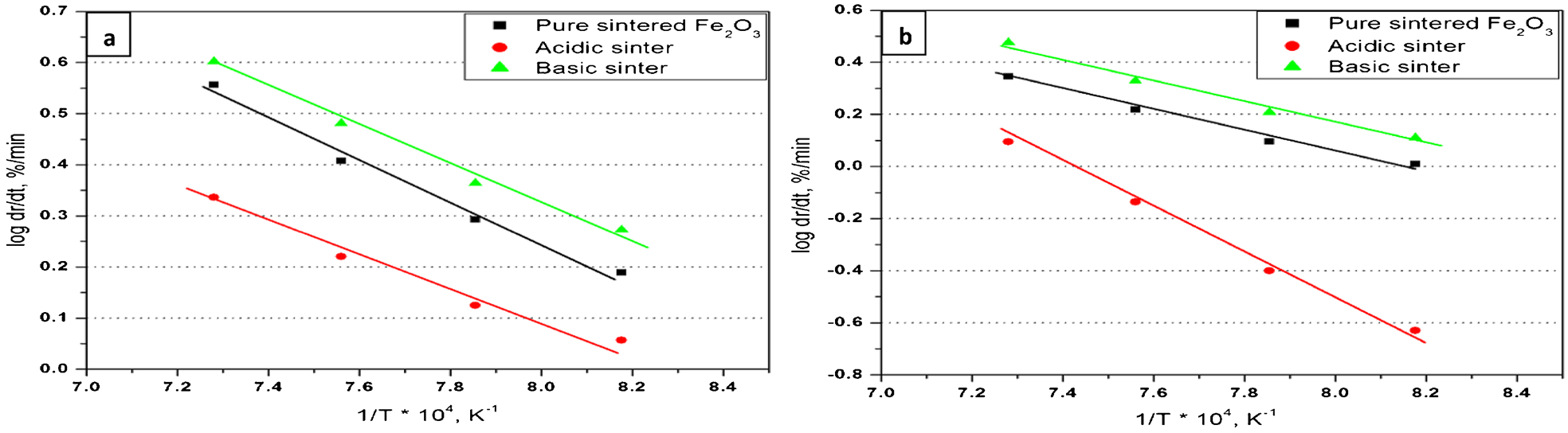
Arrhenius plots of different sinter at a 45% reduction extent and b 80% reduction extent
Apparent activation energy values of reduced sinters
Relationship between activation energy values and reduction mechanism
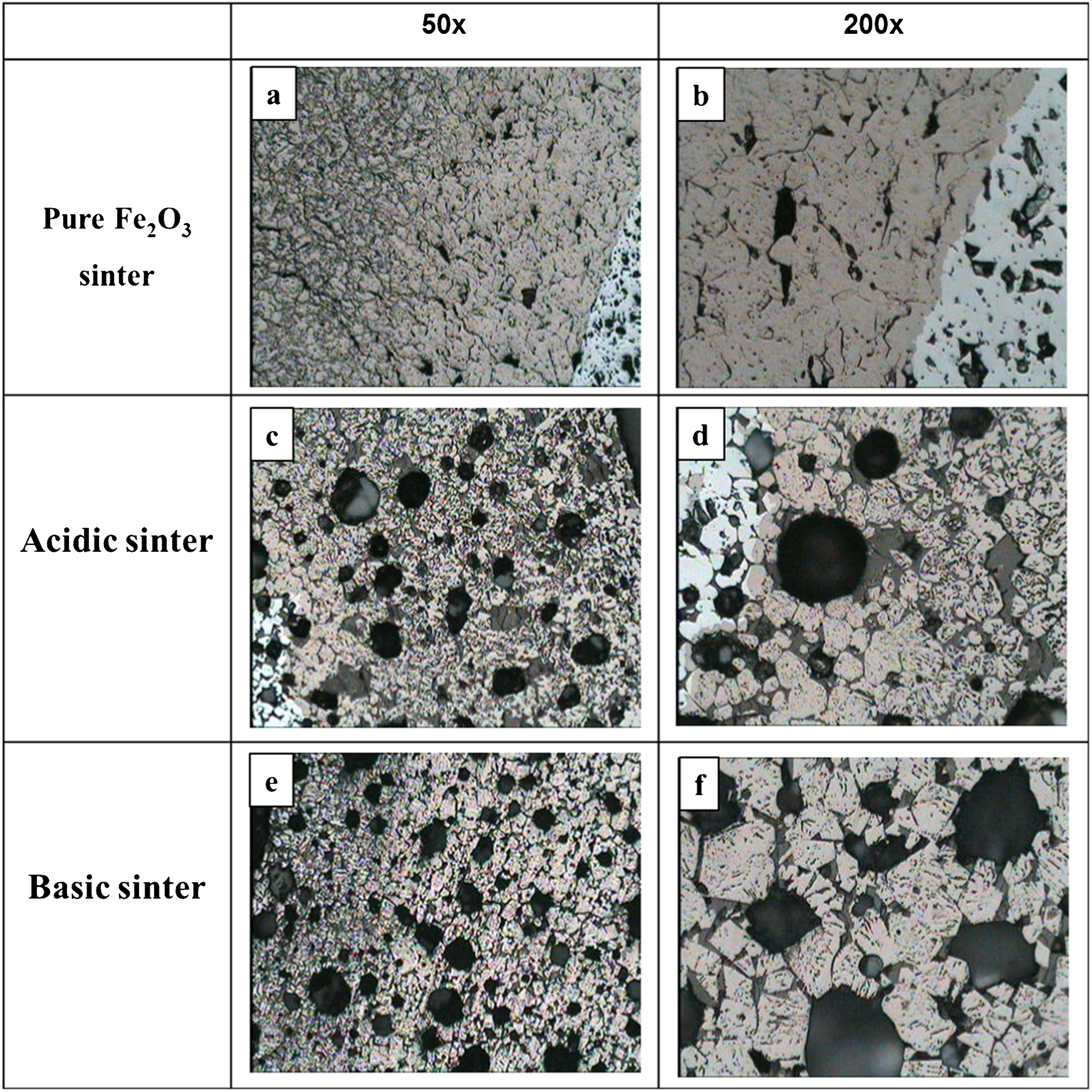
The microstructures of pure Fe2O3, acidic and basic sinter reduced up to 45% are given in Fig. 16. A dense distribution of metallic iron (white grains) in the outer layer of all sinters can be seen. The metallic iron grains are gradually decreased in going from the outer layer to the core of sinter as shown in Fig. 16a, c and e , which indicated the contribution of gaseous diffusion in the reduction mechanism. On the other hand, the disappearance of a sharp boundary between the sequential layers and the presence of both wüstite and metallic iron in the middle layers as shown in Fig. 16b, d and f indicated that the rate controlling mechanism was mainly an interfacial chemical reaction. Therefore, the rate controlling mechanism at 45% reduction was mainly chemical reaction with a contribution of gaseous diffusion.
a, b pure Fe2O3 sinter; c, d acidic sinter; e, f basic sinter
The microstructure of sinter reduced up to 80% at 1100°C is given in Fig. 17, where metallic iron grains with wüstite in an open matrix structure either in pure or basic sinter can be seen, as shown in Fig. 17a and c . This indicated that the rate controlling mechanism was chemical reaction, while the resistance of the gas diffusion of the outer layer to the core of compact resulted in the participation of gas diffusion. Figure 17b and the larger magnification in Fig. 17d showed the presence of the grey colour phase of wüstite surrounded by a layer of metallic iron for acidic sinter. The entrapment of wüstite inside metallic iron layers indicated the effect of solid state diffusion in the rate controlling mechanism. This type of reduction is very slow compared to that of gaseous diffusion or interfacial chemical reaction.
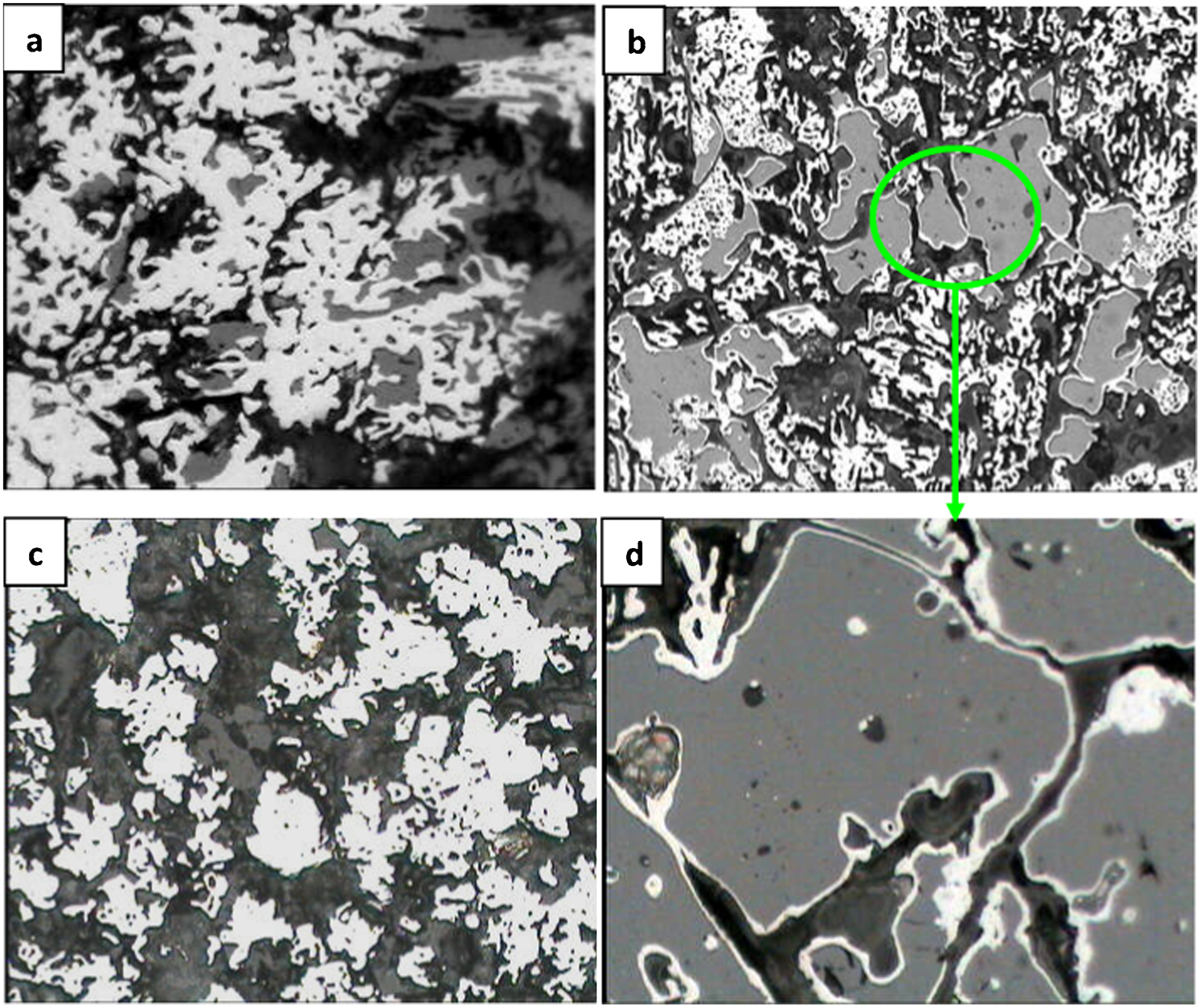
a pure Fe2O3 sinter (×200); b acidic sinter (×200); c basic sinter (×200); d acidic sinter (×500)
The decrease in the reduction rate of acidic sinter compared to that of pure or basic sinter was mainly attributed to the development of hard reducible phases such as fayalite and ferrobustamite as given in Fig. 18a . The fayalite phase resulted from the reaction of SiO2 with wüstite, while ferrobustamite was formed as a solid solution of wüstite and calcium silicate. Both of fayalite and ferrobustamite phases are hardly reducible as given in Table 4. 19 These phases resulted in reduction retardation of wüstite and increased the contribution of solid state diffusion in the rate controlling mechanism. The XRD given in Fig. 18b indicated that the fayalite phase is stable even at the later stage of reduction (∼96%) at high temperature 1100°C. The higher reduction rate of basic wüstite sinter compared to that of pure or acidic can be mainly attributed to the presence of free CaO. The mechanism can be clarified in four steps
CaO+Fe2O3→CaFe2O4 (monocalcium ferrite)
2CaFe2O4+CO (H2)→2CaO.Fe2O3 (dicalcium ferrite)+2FeO+CO2(H2O)
2CaO.Fe2O3+CO(H2)→2CaO (free lime)+2Fe+3CO2 (H2O)
2CaO+3FeO→2CaO.Fe2O3+Fe
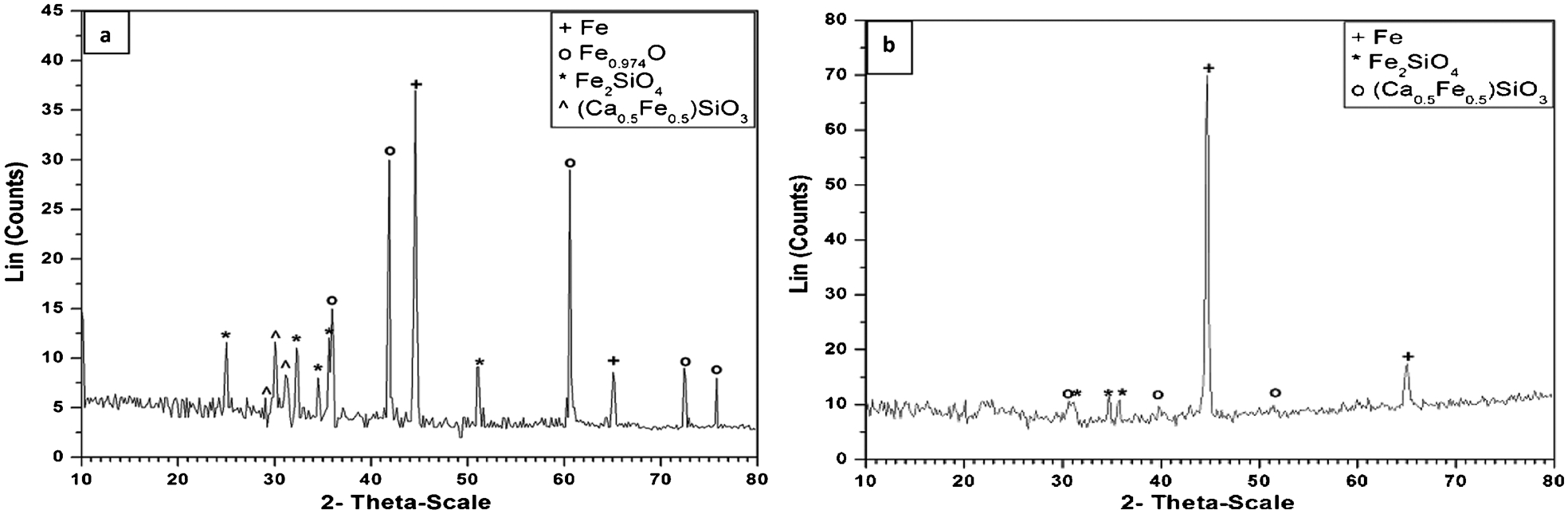
X-ray analysis of acidic wüstite sinter reduced at 1100°C up to a 45% reduction and b 96% reduction
Reducibility of synthetic minerals components of sinter
The presence of free lime (CaO) promoted the reduction in wüstite through the formation of dicalcium ferrite (2CaO.Fe2O3) as given in step 4. 20 The developed dicalcium ferrite is easily reduced compared to wüstite as shown in Table 4. The dicalcium ferrite disappeared when all wüstite reduced to metallic iron as shown in Fig. 19. Therefore, at the final reduction stage of basic sinter, the free CaO reacted with silica or dicalcium silicate to develop monocalcium silicate. Therefore, CaO promoted the reduction in wüstite in basic sinter through the formation of calcium ferrites. The presence of SiO2 retarded the reduction in wüstite through the formation of hard reducible fayalite and ferrobustamite phases. The enhancement of wüstite reducibility in the blast furnace at temperatures ≤1100°C will be very effective in decreasing the direct reduction degree and consequently the coke consumption and CO2 emissions.
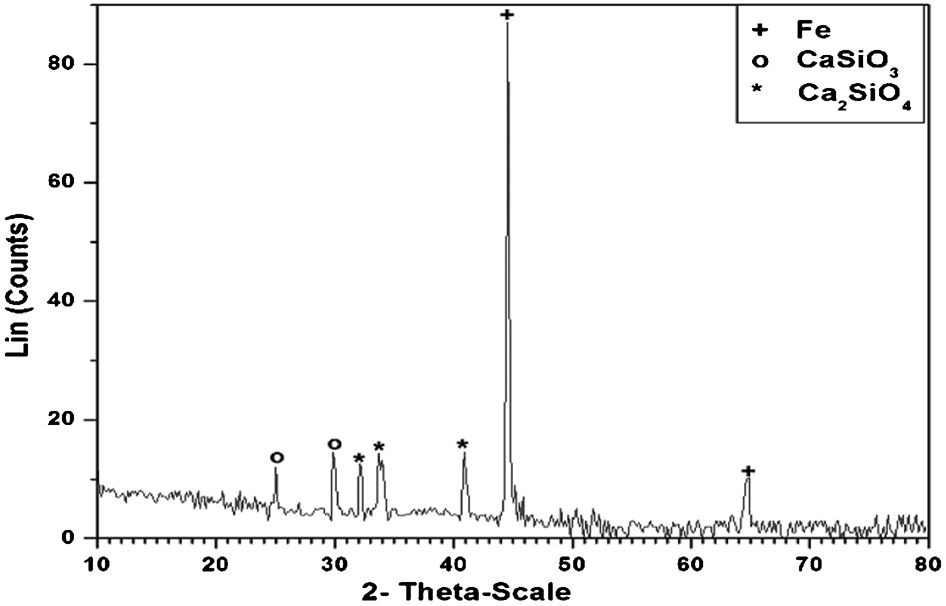
X-ray analysis of basic sinter reduced at 1100°C up to ∼99%
Conclusions
Synthetic sinters with different basicity (CaO/SiO2 = 0, 0·5 and 2·0) were prepared at 1300°C. The different sinters were prereduced to wüstite (Fe0·902O) at 900°C using LPRG (20%CO, 20%CO2, 5%H2 and 55%N2). The subsequent reduction in wüstite to metallic iron was carried out at 950–1100°C using relatively HPRG (30%CO, 5%CO2, 10%H2 and 55%N2). The gas composition and applied temperatures were selected so as to simulate the blast furnace middle and lower shaft. The main findings can be summarised as follows.
Calcium ferrite and dicalcium silicate were developed in basic sinter, while wollastonite and silica were formed in the acidic sinter as well as the main iron oxide phase. The developed phases strongly affected the porosity of sinter, which increased in the order of pure<acidic<basic sinter.
The prereduction in sinters to wüstite with LPRG at 900°C was generally slow due to the low reduction potential of the applied atmosphere. The reduction rate increased as the original porosity of applied sinter increased. The rate controlling mechanism at 20% reduction was a combined effect of gaseous diffusion and interfacial chemical reaction with higher participation of gaseous diffusion in pure sinter and higher contribution of the interfacial chemical reaction in the case of acidic and basic sinters.
In the consequent process, the reduction rate of wüstite sinter to metallic iron using HPRG was found to be the highest for basic sinter and the lowest for acidic sinter. This was attributed to the formation of highly reducible calcium ferrites on account of wüstite in basic sinter. The reduction in calcium ferrites in basic sinter generated free lime (CaO), which promoted the reduction in wüstite through the formation of dicalcium ferrite. On the other hand, the formation of hard reducible fayalite and ferrobustamite phases during the reduction in acidic sinter retarded the reduction rate.
The rate controlling mechanism during the reduction in wüstite sinter was mainly interfacial chemical reaction for pure and basic sinter, while it was solid state diffusion mechanism in acidic sinter.
Footnotes
Acknowledgements
The author would like to express deep thanks and gratitude to Professor Dr A. A. El-Geassy and Associate Professor M. Bahgat, Pyrometallurgy Department, CMRDI, for their interest and continuous discussion throughout this work.