
Abstract
When CaO–Al2O3 based mould fluxes for casting high aluminium transformation induced plasticity steel are used, some problems such as thick slag rims and low slag consumption resulted in the failure of sequence casting. The main reason for those problems is the strong crystallisation tendency of mould fluxes. In this paper, an HF-200 mould slag film simulator, hot thermocouple technique, scanning electron microscope and X-ray diffraction were applied to investigate the crystallisation tendency of mould fluxes at different CaO/Al2O3 ratios. The results showed that the thickness of slag film varied with CaO/Al2O3 ratio, being a minimum at 1·5 where the crystallisation tendency was weakest. With the increase in CaO/Al2O3 ratio, the precipitated crystal changed from CaF2 and LiAlO2 to Ca3Al2O6 and CaO. In order to reduce the yield of thick slag rim and improve consumption, the optimum CaO/Al2O3 ratio of mould fluxes is 0·9–2·0.
Introduction
High aluminium transformation induced plasticity (TRIP) steel is a new generation of advanced high strength, high ductility steel with wide application in automobiles. 1 However, owing to its high aluminium content, from 0·5 to 2%, which is about 10–40 times higher than the aluminium level in regular aluminium killed steels, 2 Al easily reacts with oxides such as SiO2 in the mould slag (e.g. 4[Al]+3(SiO2) = 2(Al2O3)+3[Si]), which results in reduced SiO2 and increased basicity and Al2O3. These changes have adverse impact on the physical properties of the slag, which can affect continuous casting and slab quality.
In order to prevent slag–metal interaction from worsening the physical properties of slag, CaO–SiO2 based mould fluxes with low basicity, low viscosity and high SiO2 content have been proposed so that its properties after reaction will meet the demands of continuous casting; 3 however, as slag–metal interaction is inevitable, some quality problems such as cracks, depressions and deep oscillation marks on the slab surface still occur. 4,5 An alternative approach using ‘non-reactive’ CaO–Al2O3 based mould fluxes with low SiO2 content was suggested by Street et al., 6 expecting to reduce the free energy of reaction which can consequently inhibit slag–metal interaction by reducing its reactive component such as SiO2 content and increasing its Al2O3 content. 7 Although this method is effective in improving the quality of the slab surface, some problems such as thick slag rims, inadequate slag consumption existed, which consequently prevent sequence casting. 8,9
According to the analysis of the slag rim, it was found that mould fluxes with strong crystallisation tendency can accelerate the growth of the slag rim, worsen the lubrication and reduce flux consumption. 9 Some researchers such as Yu et al. 10,11 and Wang et al. 12,13 have reported the effects of different fluxing agents on crystallisation tendency of CaO–Al2O3 based mould fluxes at a CaO/Al2O3 ratio of 0·97. Blazek et al. 9 studied the crystallisation behaviour of slag rims at a CaO/Al2O3 ratio of 1·0 and 3·3 respectively. However, the regulation of crystallisation behaviour of CaO–Al2O3 based mould fluxes over a range of ratios has not been studied systematically. Therefore, it is of great significance, for inhibiting the production of thick slag rim and consumption improvement, to study the regulation of crystallisation behaviour of mould fluxes (such as microstructure of slag film, types of crystal, crystallisation tendency) with the change of CaO/Al2O3 ratio and find out a suitable CaO/Al2O3 ratio to control the crystallisation behaviour of CaO–Al2O3 based mould fluxes.
Experimental
Sample preparation
The compositions of CaO–Al2O3 based mould fluxes for high aluminium TRIP steel are given elsewhere. 14 In order to reduce the reactivity of the mould fluxes, the contents of SiO2 and B2O3 should be comparatively low at 6%. 14,15 For the purpose of further decreasing the melting temperature, the Li2O content was increased to 4%, while MgO reduced to 5%. Also 4% SrO was added to inhibit the crystallisation tendency 14 and provide a multicomponent effect. The range of CaO/Al2O3 ratio was determined by the CaO–Al2O3–CaF2 ternary phase diagram (Fig. 1). The ratio was gradually increased from 0·1 (A) to 2·8 (B). The designed compositions of mould fluxes are shown in Table 1. The mould fluxes samples were prepared with chemically pure substances. Li2O and Na2O were prepared from Li2CO3 and Na2CO3 respectively.
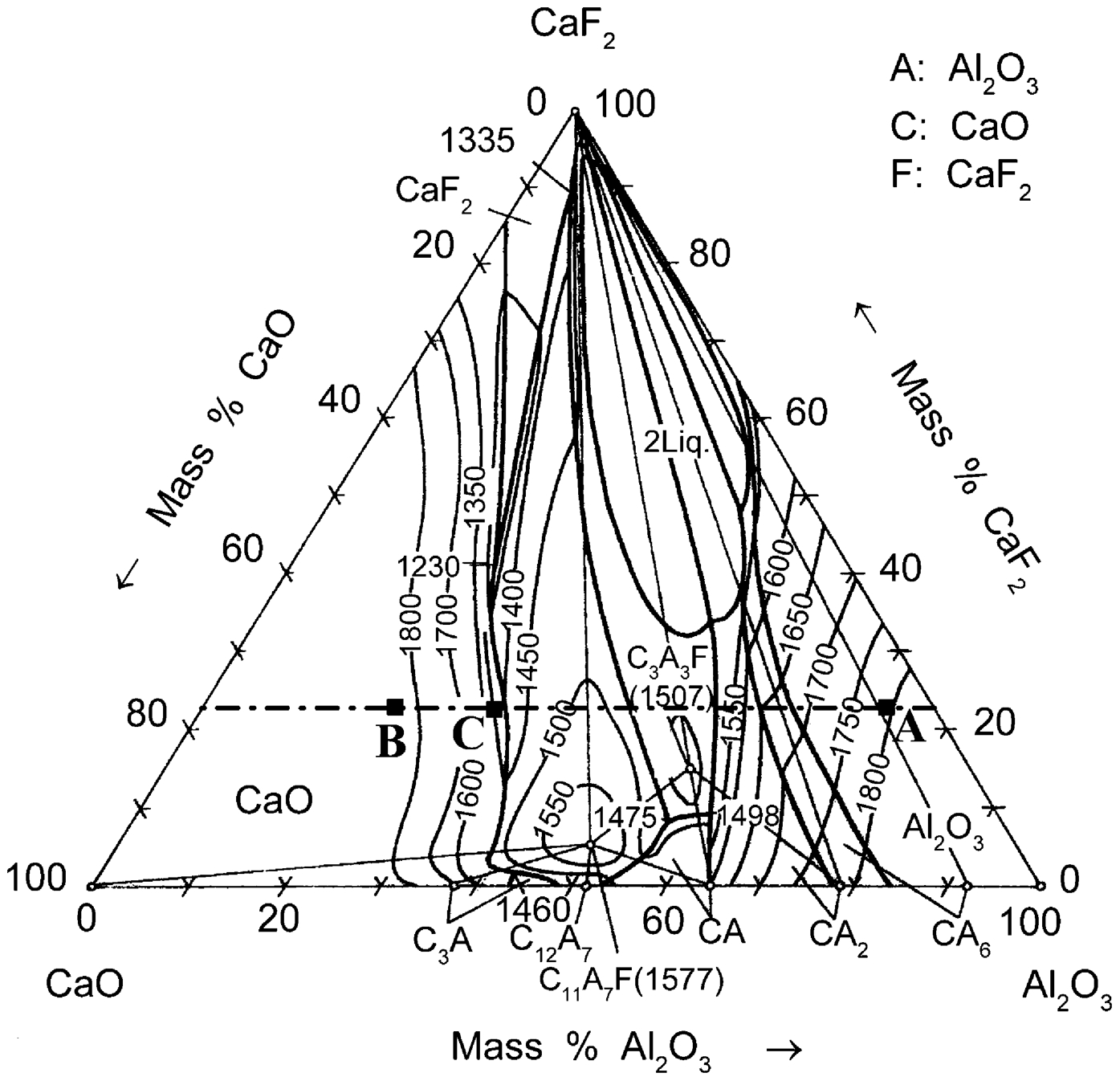
CaO–Al2O3–CaF2 ternary phase diagram
Designed compositions of CaO–Al2O3 based mould fluxes/wt-%
Experimental method
An HF-200 mould slag film simulator 16 (Fig. 2) was used to collect slag films. The 350 g sample was heated and melted in the graphite crucible in the MoSi2 furnace. The furnace temperature was kept at 1400°C for 10 min to ensure complete melting. The copper sensor, containing cooling water at 35±0·5°C with a flowrate of 200 L h−1, was dipped into the liquid slag for 45 s and the solid slag film collected as shown in Fig. 3. It has been reported that the thickness and structure of slag film collected at the 45th second was well in accordance with that obtained in the caster mould. 17 A vernier caliper was used to measure the slag thickness.
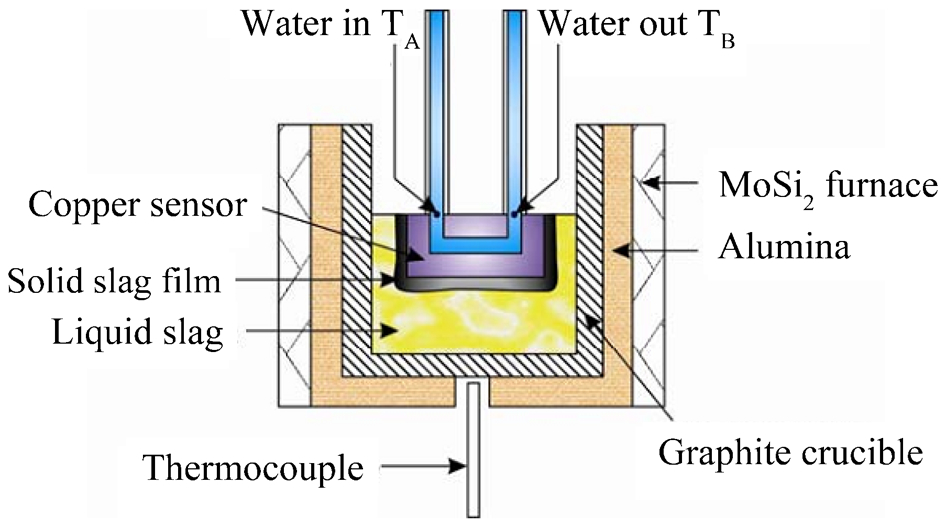
Sketch of HF-200 mould slag film simulator

Solid slag film
A scanning electron microscope (SEM; Tescan Vega LMU) was used to observe the microstructure of the slag film. In addition, after grinding to 250 mesh, the crystal phase of slag film was determined by X-ray diffraction (Rigaku Co., D/MAX-3C).
Hot thermocouple techniques which combined video observation and image analysis were used to investigate the crystallisation tendency of the mould fluxes. The single hot thermocouple technique (SHTT) was applied to investigate incubation time and critical cooling rate of the mould fluxes. 18 To investigate incubation time, a small sample was heated on the tip of the thermocouple at a rate of 15°C s−1 and was held at 1500°C for 120 s to eliminate bubbles and homogenise its composition and temperature. The sample was then cooled to different isothermal temperatures at a cooling rate of 80°C s−1. The time when the isotheral temperature was achieved was recorded as the zero time. The onset time of crystallisation at different isothermal temperatures was recorded as incubation time.
To investigate critical cooling rate, a small sample was heated at a rate of 15°C s−1, held at 1500°C for 120 s, then cooled to 900°C at different cooling rates. The cooling rate at which the crystallisation ratio of each sample was zero was called the critical cooling rate.
The double hot thermocouple technique (DHTT) was applied to simulate the slag behaviour between mould wall and solidifying shell. 19,20 The solidifying shell surface was simulated by one channel, and mould wall the other. A sample blended with alcohol was fed between the two channels. After the sample completing melting at the temperature of 1500°C, it was kept for 120 s. The temperature in channel one was cooled rapidly to 1250°C at a cooling rate of 80°C s−1, and then kept at this value. The temperature in channel two was cooled rapidly to 700°C at a cooling rate of 80°C s−1, and then kept at this value. The temperature gradient between the two channels was maintained, and the slag consumption was indicated by the thickness of solid slag film (or solidification fraction). The thermal history of the hot thermocouple technique is shown in Fig. 4. The crystallisation process of the sample is shown in Fig. 5.
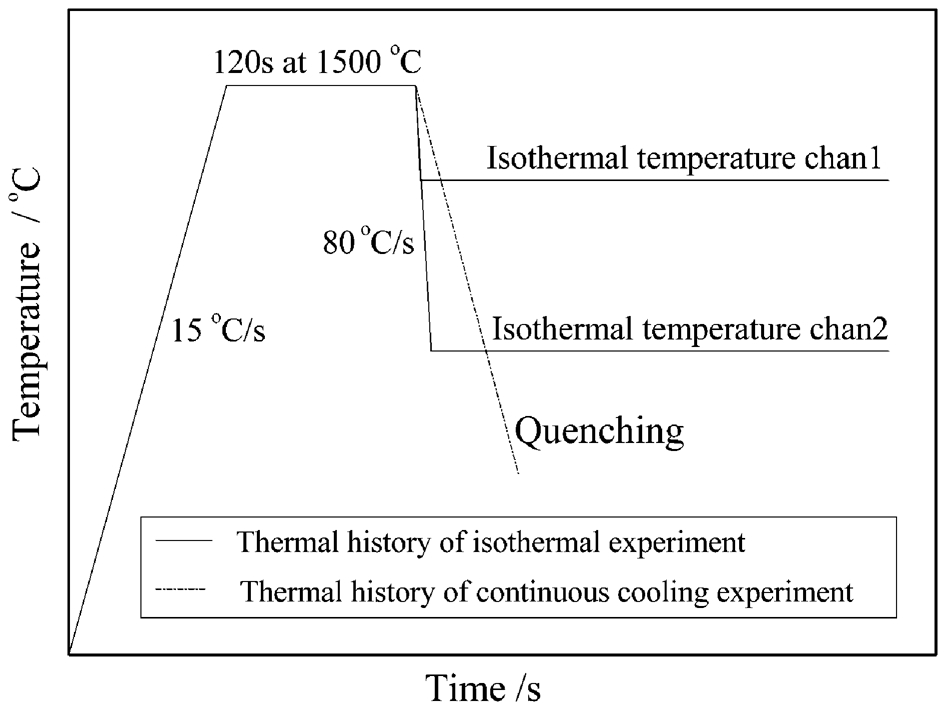
Thermal history of experiments
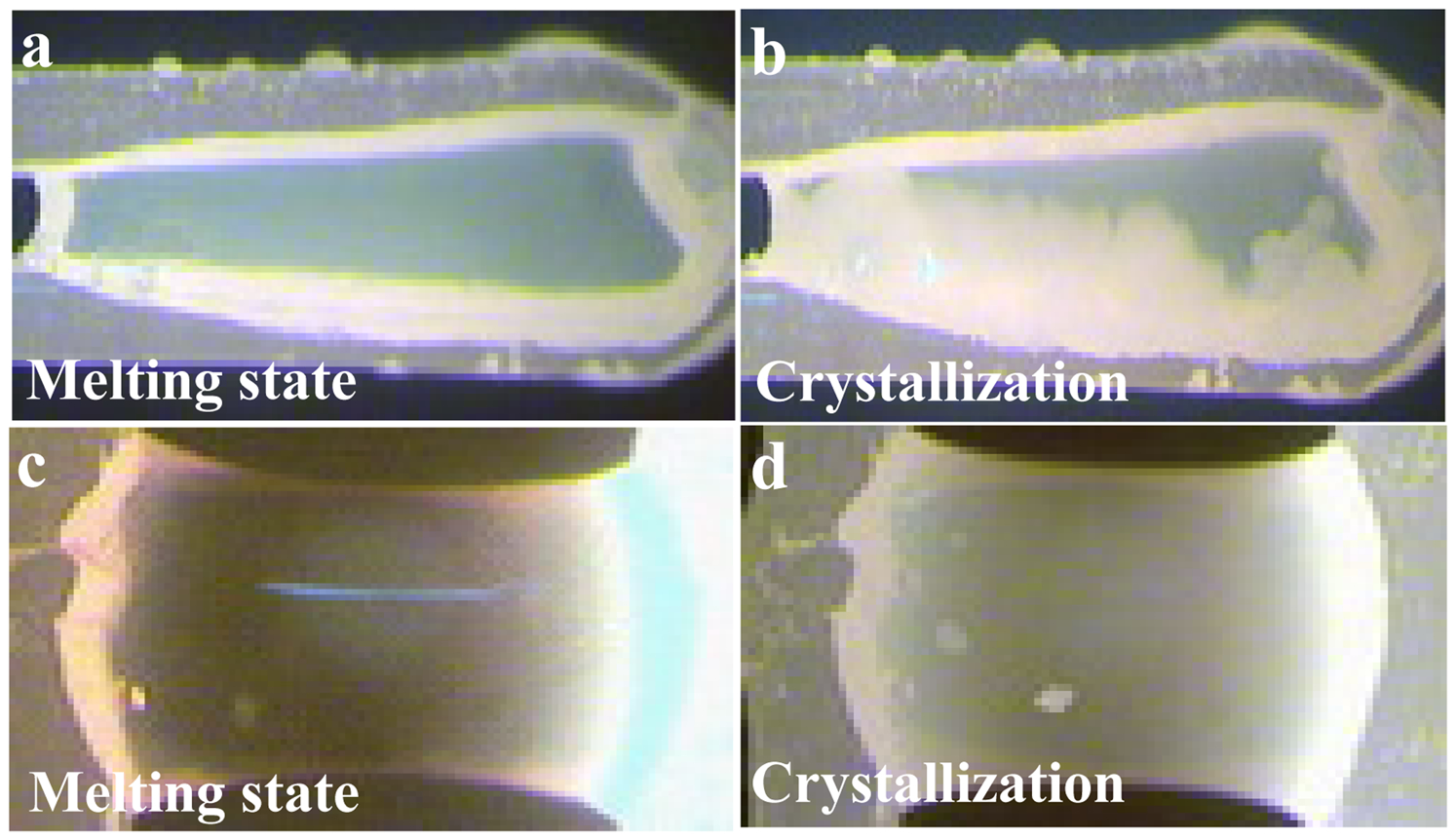
Crystallisation process by a, b single hot thermocouple technique (SHTT) and c, d double hot thermocouple technique (DHTT)
Results and discussion
Thickness of slag film
The thickness of the slag film on the wide and narrow sides at different CaO/Al2O3 ratios is shown in Fig. 6. When the ratio was in the range of 0·7–2·0, the comparatively thin slag film, 2·36–3·24 mm, was close to the thickness of slag film collected in the caster mould. 21 When the ratio was 1·5, the slag film was the thinnest, with an average thickness of 2·36 mm. When the ratio was below 0·1 or above 2·8, the slag film was more than 8 mm, and far thicker than that collected in mould.
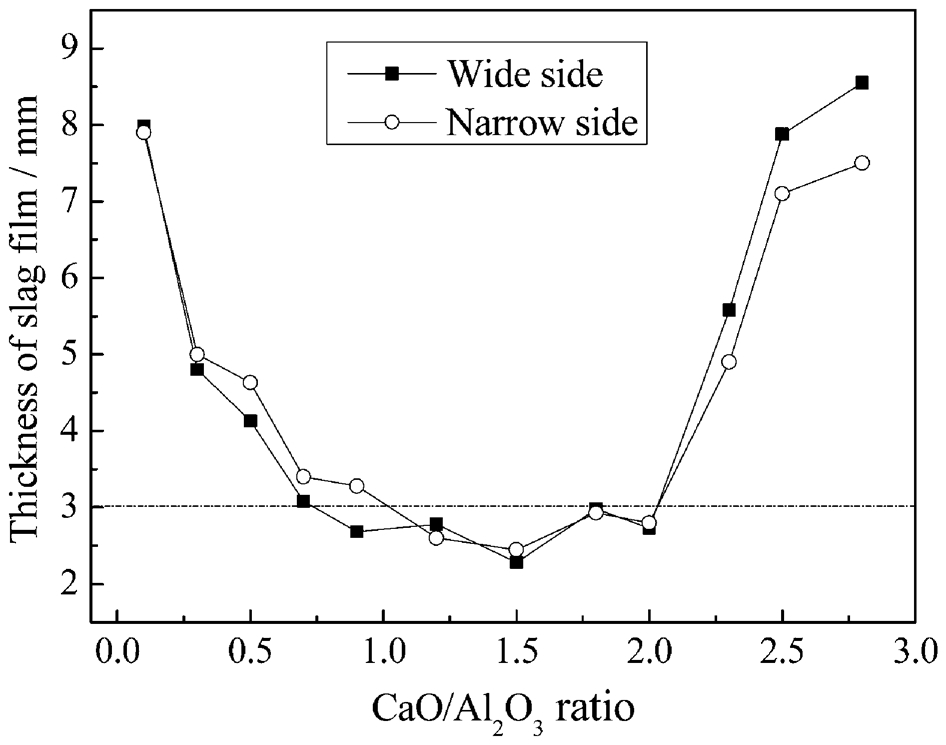
Slag film thickness at different CaO/Al2O3 ratios
In the casting process, a layer of solid slag film and a layer of liquid slag film form between mould wall and solidifying shell. The solid slag film is usually between 1 and 3 mm and the liquid slag film 0·1–0·3 mm. 21 The width of the gap between mould wall and solidifying shell caused by the shell shrinkage was steady. The increasing thickness of the solid slag film inevitably decreased the thickness of the liquid slag film, which greatly affected the slag consumption. It is indicated in Fig. 6 that when the CaO/Al2O3 ratio was less than 0·7 or the CaO/Al2O3 ratio was more than 2·0, the solid slag film thickness could not meet the requirements of continuous casting. When the CaO/Al2O3 ratio was in the range of 0·7–2·0, the solid slag film thickness was satisfactory.
The thickness of the solid slag film was influenced by the crystallisation tendency of the slag, which was greatly limited by cooling rate. In order to reach conditions of mould cooling, DHTT was adopted to simulate the solidification and crystallisation behaviour of slag between mould wall and solidifying shell. The slag consumption was reflected by solidification fraction (the ratio of solid slag film thickness to total slag film thickness). In Fig. 7, it shows the change of solidification fractions at different CaO/Al2O3 ratios over time.
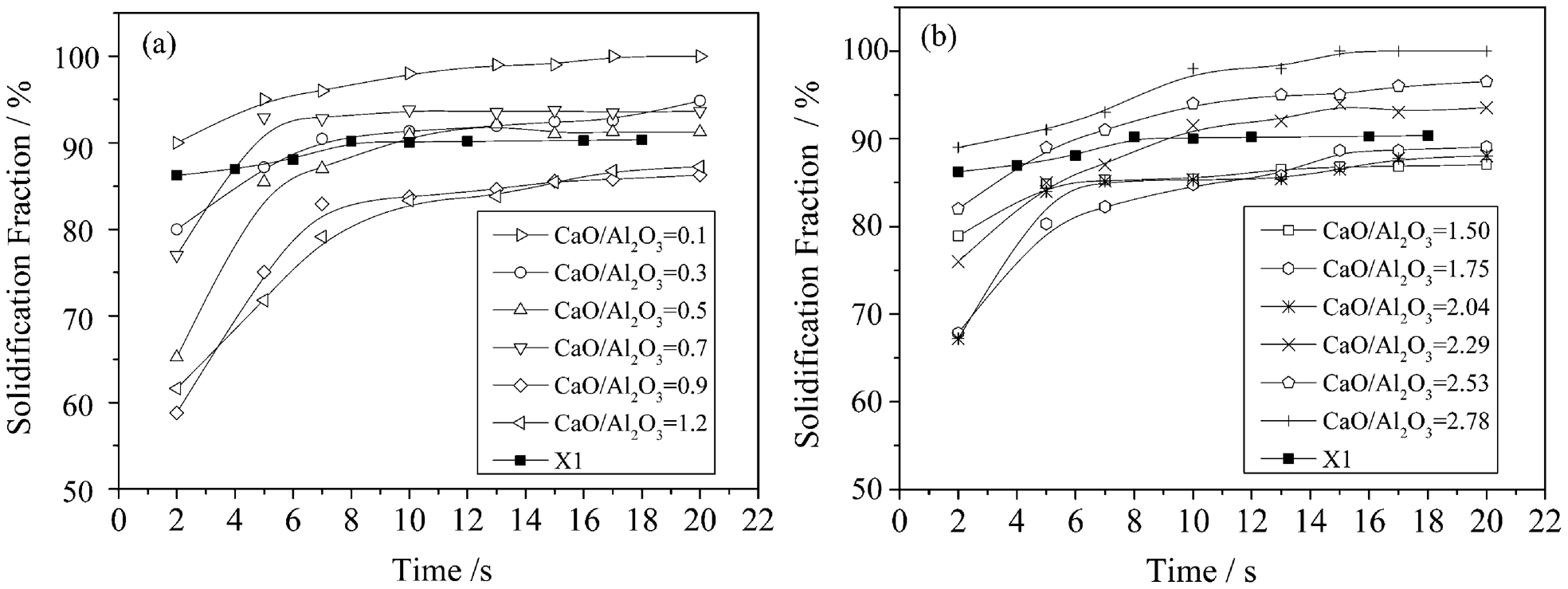
Solidification fractions at different CaO/Al2O3 ratios over time
X1 in Fig. 7 was a type of mould fluxes used for peritectic grade slabs. As the high aluminium TRIP steel has the characteristics of peritectic steel, 22 the solidification fraction of each sample was compared with that of X1. When the slag solidification fraction stabilised, the average value of solidification fraction of X1 was 90·2%. When the CaO/Al2O3 ratio was below 0·9 or above 2·0, its solidification fraction curve was above that of X1, which indicated that its crystallisation tendency was stronger than X1. Especially when ratio was 0·1 or 2·8, its solidification fraction could reach as high as 100%. When the ratio was in the range of 0·9–2·0, the slag solidification fraction was below the solidification fraction curve of X1, which indicated the weaker crystallisation tendency than mould fluxes used for peritectic grades and can reduce the production of thick slag rim to some degree. When the CaO/Al2O3 ratio was 0·9, the average value of slag solidification fraction was the lowest at 85·1%, followed by 85·3 and 86·5% when the ratio was 1·2 and 1·5 respectively. The corresponding solid slag film thickness was below 3 mm. The thickness change regulation of slag film investigated by DHTT at different ratios was similar to that obtained by an HF-200 mould slag film simulator.
Crystal type and morphology
As the morphology and quantity of crystals precipitating from mould fluxes will have a great effect on the formation of the slag rim, the slag film structure at different CaO/Al2O3 ratios was studied. Four different slag samples were investigated at ratios of 0·5, 0·9, 1·5 and 2·3 and the microstructures observed by SEM (see Fig. 8).
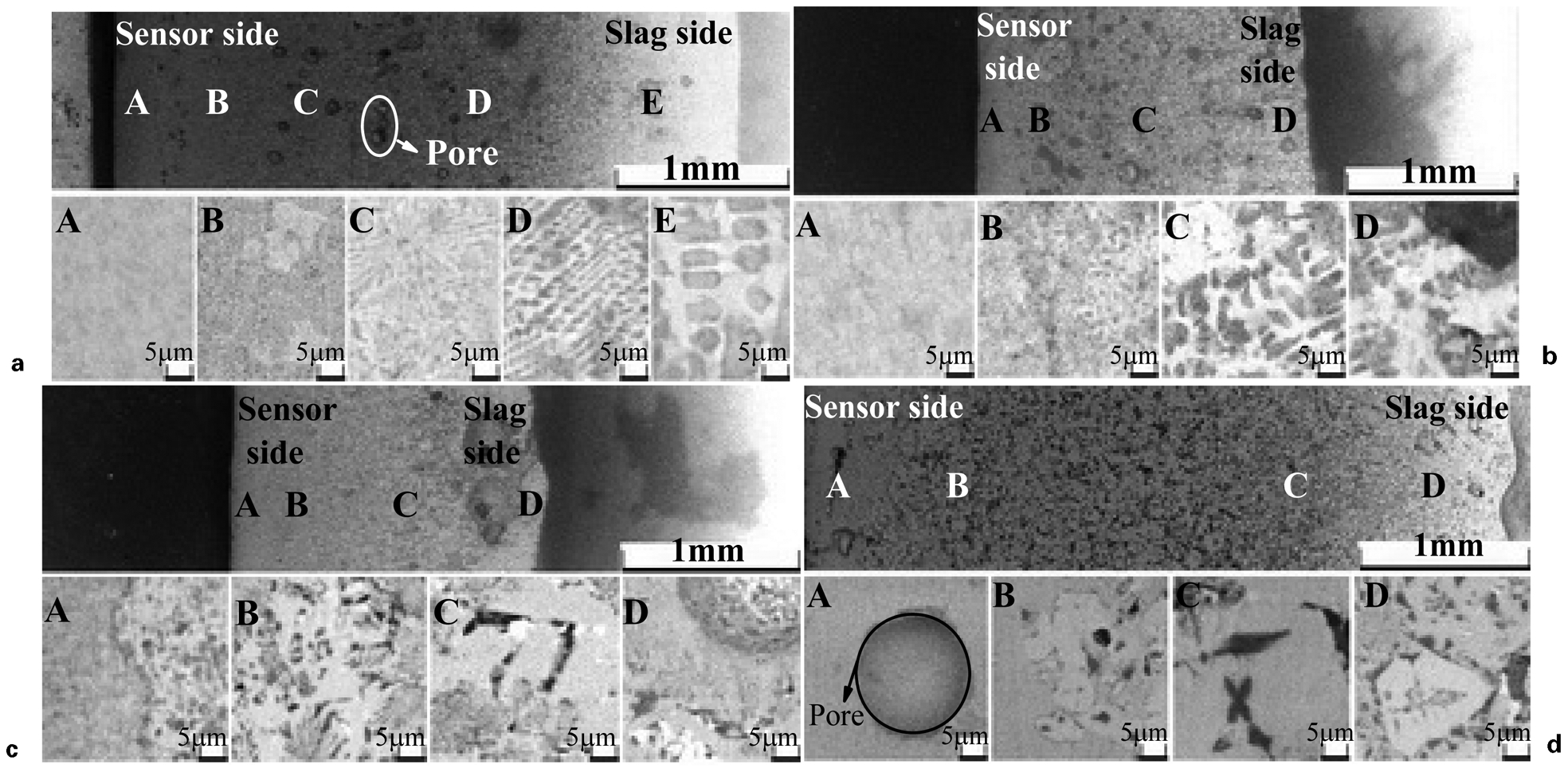
a CaO/Al2O3 = 0·5; b CaO/Al2O3 = 0·9; c CaO/Al2O3 = 1·5; d CaO/Al2O3 = 2·3
As is seen from Fig. 8, a large amount of pores were formed in all the slag films which would increase the thermal resistance, which is beneficial for controlling heat transmission. When the copper sensor of the simulator was dipped into the liquid slag, a layer of glass was formed on the sensor side owing to the fast cooling. With the increase in the distance from the surface of the sensor, the cooling rate decreased and a few crystals began precipitating. With a further increase in distance there was a decrease in supercooling of the liquid slag, resulting in the increase in nucleation rate and growth rate, which was beneficial for the growth of grains and the formation of large crystals. When the CaO/Al2O3 ratio was 0·5 or 0·9, a few scaly crystals and a large quantity of dendritic crystals precipitated from the slag film, and shown to be CaF2 by energy dispersive spectroscopy analysis. The grains near the copper sensor side were comparatively small, while those near the liquid slag side were comparatively large.
When the CaO/Al2O3 ratio was 0·5, grains began growing in area E (see Fig. 8a ). When the ratio was 0·9 large grains began growing in area C (see Fig. 8b ). The crystallisation rate, defined as the ratio of crystal thickness to slag film thickness was calculated by SEM image. It is suggested that when CaO/Al2O3 ratio was 0·5 or 0·9, the crystallisation rate was 81·13 and 83·87% respectively. When the ratio was 0·5, the slag film was quite thick with the lowest crystal ratio, and the tetrahedral structure of [AlO4]5− was probably the main melt structure and glass structure was formed in the cooling process. With the increase in ratio, the bridging oxygen structure decreased and the crystallisation rate increased. The crystallisation rate was 85·29% at a ratio of 1·50. At such a condition, the graniphyric crystals began precipitating from the slag film (B in Fig. 8c ), and crystals of large size precipitated near the liquid slag side (C in Fig. 8c ). It was found that the pores in slag film crowded on liquid slag side in large size. When the CaO/Al2O3 ratio was 2·3, the crystallisation rate was 89·90%, see Fig. 8d , and except the for thin layer of glass close to copper sensor, all the others were crystals. Large scaly crystals precipitated in area B and extended to the liquid slag side. Crystals in area C were over 200 μm and combined with each other. Two distinctive crystals of different colours began precipitating from slag film in area D, but the grains were smaller than those in area C, which was closely related to the change of temperature and crystal type.
It was indicated that the bridging oxygen structure in melt structure decreased gradually with the increase in CaO/Al2O3 ratio, while the non-bridging oxygen structure in it increased. The structural unit of the melt was gradually simplified which finally improved the crystallisation tendency of mould fluxes. Consequently, the crystals from slag film increased in size and began precipitating closer to copper sensor side, with an increase in crystal ratio. Meanwhile, owing to the precipitation of different types of crystals, the crystal morphology from slag film changed from dendritic crystals into graniphyric and nubby crystals, and the colours of them were also different.
In order to confirm the crystal type, the above mentioned slag films were ground to 250 mesh and analysed by X-ray diffraction as shown in Fig. 9. The crystals precipitated in slag films were listed in Table 2.
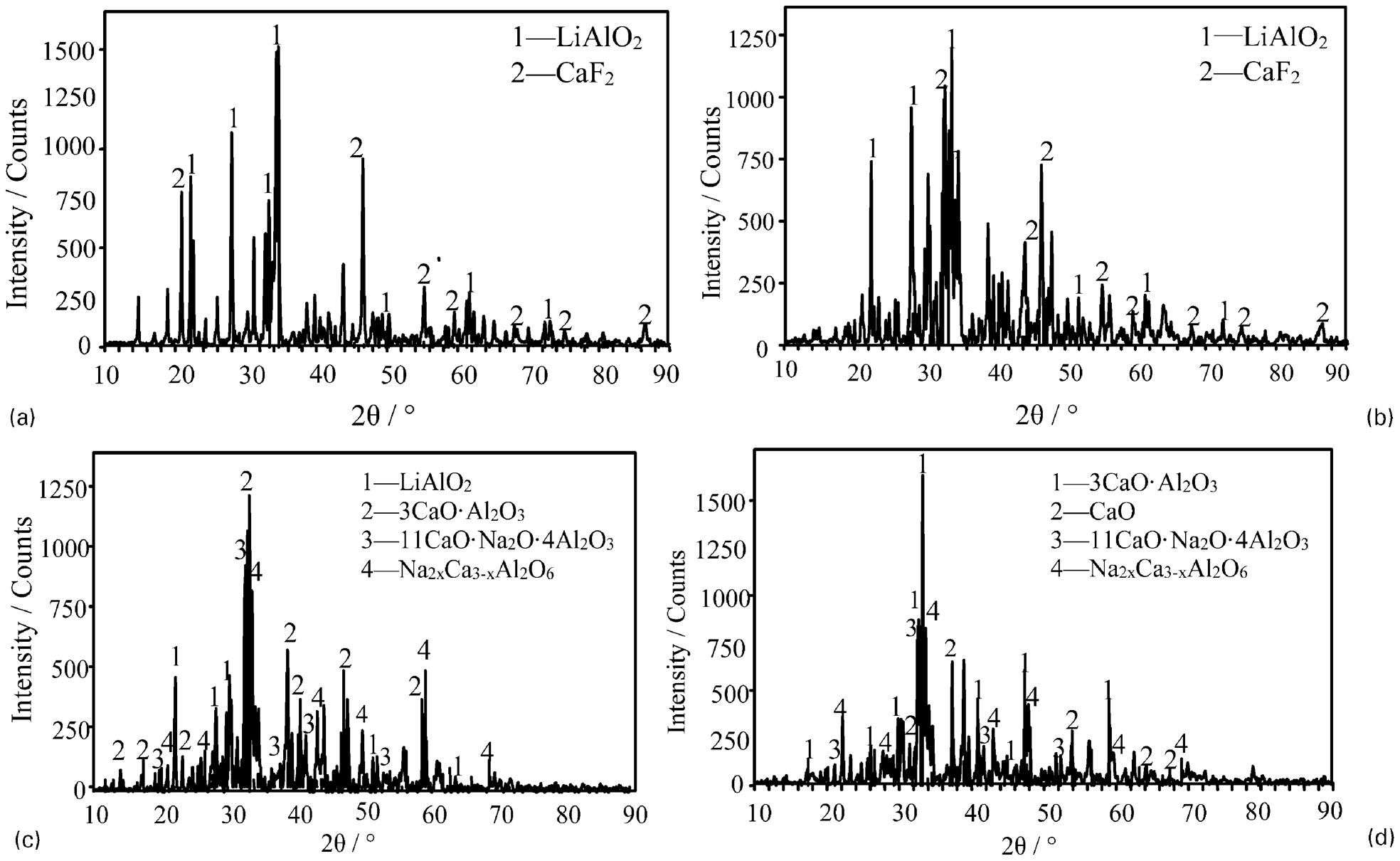
a CaO/Al2O3 = 0·5; b CaO/Al2O3 = 0·9; c CaO/Al2O3 = 1·5; d CaO/Al2O3 = 2·3
Crystals precipitated in slag films
When the CaO/Al2O3 ratio was 0·5 or 0·9, crystals such as CaF2 and LiAlO2 precipitated from the slag film. It was suggested by related research that the increase in Al2O3 content in mould fluxes will accelerate the precipitation of CaF2 from slag film. 23,24 The study carried out by Wang et al. 12 proposed that high Li2O content will help the precipitation of LiAlO2 spinel from the mould fluxes. When ratio was 1·5, no CaF2 precipitated and four other kinds of crystals such as 3CaO.Al2O3, LiAlO2, 11CaO.Na2O.4Al2O3, and Na2xCa3–xAl2O3 precipitated. When the ratio was 2·3, no LiAlO2 precipitated and four kinds of crystals precipitating were 3CaO3.Al2O3, CaO, 11CaO.Na2O.4Al2O3 and Na2xCa3–xAl2O3.
As shown in the CaO–Al2O3–CaF2 ternary phase diagram (Fig. 1), the initial phase area of mould fluxes changed with the increase in CaO/Al2O3 ratio, and the structural unit of melt changing from CaO.6Al2O3 to CaO and liquidus temperature increased. However, besides CaF2, Al2O3 and CaO, there were some other substances such as Li2O and Na2O in the mould fluxes, which led to complicated reactions. Especially, when Li2O was added, reacting with Al2O3, LiAlO2 with high melting point (1700°C) was produced.
When the CaO/Al2O3 ratio was low, Al2O3 reacted with Li2O to form high melting point LiAlO2. As CaO/Al2O3 ratio increased and the Al2O3 content reduced – with a decrease in activity and free energy – consequently the formation of LiAlO2 was reduced. When the ratio was above 1·5, no LiAlO2 precipitated. With the continuous increase in CaO/Al2O3 ratio, 3CaO.Al2O3 began precipitating and Na2xCa3–xAl2O3 precipitated. When the ratio was 2·3, the primary crystal area of CaO was reached. Supersaturated CaO precipitated from the melt and formed into crystals with the decrease in temperature. It was found that with the increase in CaO/Al2O3 ratio, the types of crystals precipitating changed from simple ones such as CaF2 and LiAlO2 to calcium aluminate crystal. On the one hand, it was related to the slag components – the initial phase changed with the increase in CaO/Al2O3 ratio. On the other hand, it was closely related to the condition in which phase formed. When CaO/Al2O3 ratio reached a certain point, the combining power between CaO and Al2O3 improved, which made Al2O3 slightly acidic. With the increase in CaO/Al2O3 ratio, the crystallisation tendency of mould fluxes improved, and the crystal types were more complicated. Finally supersaturated CaO precipitated.
Incubation time and critical cooling rate
The time–temperature transition curve of slag samples observed by SHTT is shown in Fig. 10 and the critical cooling rate at different CaO/Al2O3 ratios is shown in Fig. 11.
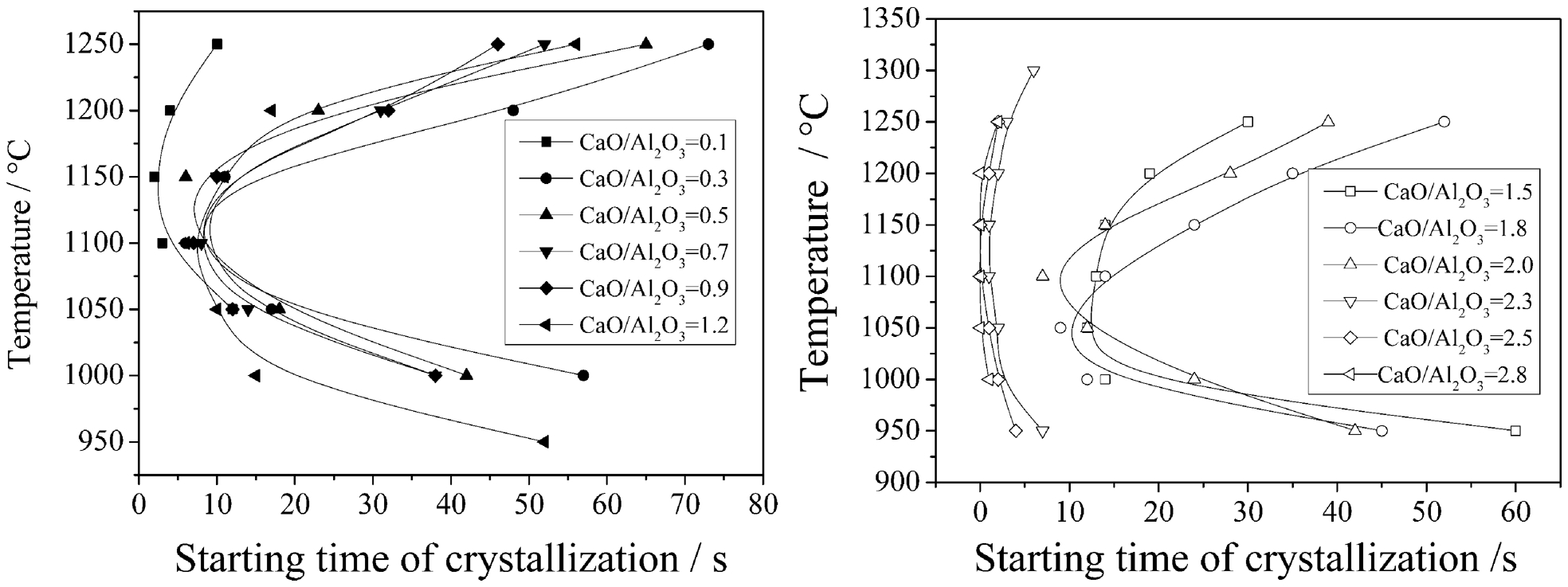
Effect of CaO/Al2O3 ratio on incubation time
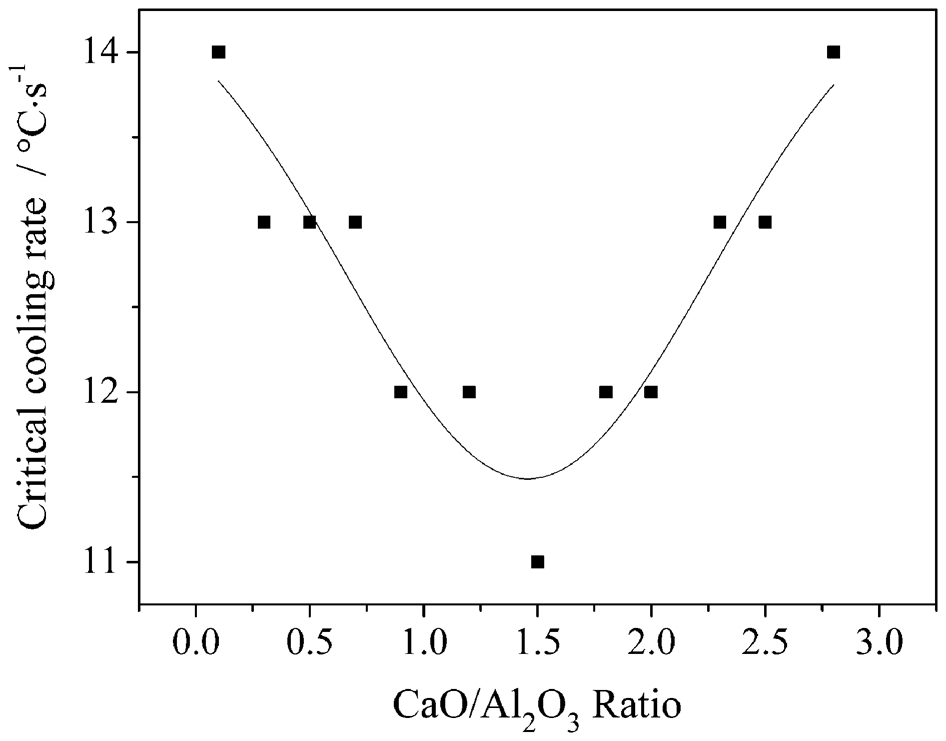
Effect of CaO/Al2O3 ratio on critical cooling rate
With the increase in CaO/Al2O3 ratio, the incubation time first increased and then decreased, while its corresponding crystallisation temperature first decreased and then increased. When the ratio was 0·3 or 0·5, the incubation time was 6 s with a crystallisation temperature of 1150°C. When the ratio was 1·5, the incubation time was 12 s (the longest) with the lowest crystallisation temperature (1050°C) and weakest crystallisation tendency. When the ratio was 2·0, the incubation time was 9 s with a crystallisation temperature of 1100°C. When the ratio was 2·5 or 2·8, the incubation time was 0 s with the strongest crystallisation tendency. Compared with the incubation time (20 s) of a certain mould fluxes used for peritectic steel, 25 the incubation time of slag samples was less than its incubation time, which indicated that the crystallisation tendency of the slag samples was stronger than that of mould fluxes used for peritectic steel.
It is suggested from Fig. 11 that with the increase in CaO/Al2O3 ratio, the critical cooling rate of mould fluxes first decreased and then increased, and its critical cooling rate reduced from 14 to 11°C s−1, and increased to 14°C s−1 again. When the CaO/Al2O3 ratio was 1·5, the critical cooling rate was the lowest (11°C s−1). The higher the critical cooling rate was, the easier the crystals precipitated. It can be concluded from the change regulation of critical cooling rate that the crystallisation tendency was the weakest at a CaO/Al2O3 ratio of 1·5, and the crystallisation tendency was gradually improved when CaO/Al2O3 ratio was above or below 1·5. The cooling rate between the mould wall and solidifying shell ranged from 1 to 20°C s−1. 26 The critical cooling rates of the experiment samples were within that range, changing from 11 to 14°C s−1, and similar to the critical cooling rate of a certain mould fluxes used for peritectic steel (12°C s−1). 27
The results of crystallisation incubation time and critical cooling rate both indicated that with the increase in CaO/Al2O3 ratio, the crystallisation tendency of mould fluxes firstly decreased and then increased. The crystallisation tendency was the weakest at a CaO/Al2O3 ratio of 1·5. Under the same cooling condition, the higher the melting point of the slag precipitates, the larger the undercooling degree of crystallisation, and it led to the stronger driving force for crystallisation. Consequently, the precipitation of crystal was much easier.
As shown in CaO–Al2O3–CaF2 ternary phase diagram (Fig. 1), the liquidus temperature decreased gradually with increase in CaO/Al2O3 ratio. When it reached point C, the lowest point was reached at a corresponding CaO/Al2O3 ratio of 1·5. As mentioned above, besides CaF2, Al2O3 and CaO, there were some other substances especially Li2O and Na2O, which resulted in LiAlO2, 11CaO.Na2O.4Al2O3, and Na2xCa3–xAl2O3 precipitated. LiAlO2 and CaO precipitated with high melting point had a great effect on the crystallisation tendency. As shown in Fig. 12, the solid phase content of LiAlO2 and CaO in the range of crystallisation temperature was calculated by chemical thermodynamics database Factsage 6·2. When CaO/Al2O3 ratio was below 1·50, LiAlO2 was the main substance with high melting point, but its content gradually decreased. When CaO/Al2O3 ratio was above 1·50, no LiAlO2 precipitated, and the main substance with high melting point was CaO, increasing gradually. Therefore, the crystallisation tendency of mould fluxes firstly decreased and then increased with the increase in CaO/Al2O3 ratio and when CaO/Al2O3 ratio was 1·50, the crystallisation tendency was the weakest.
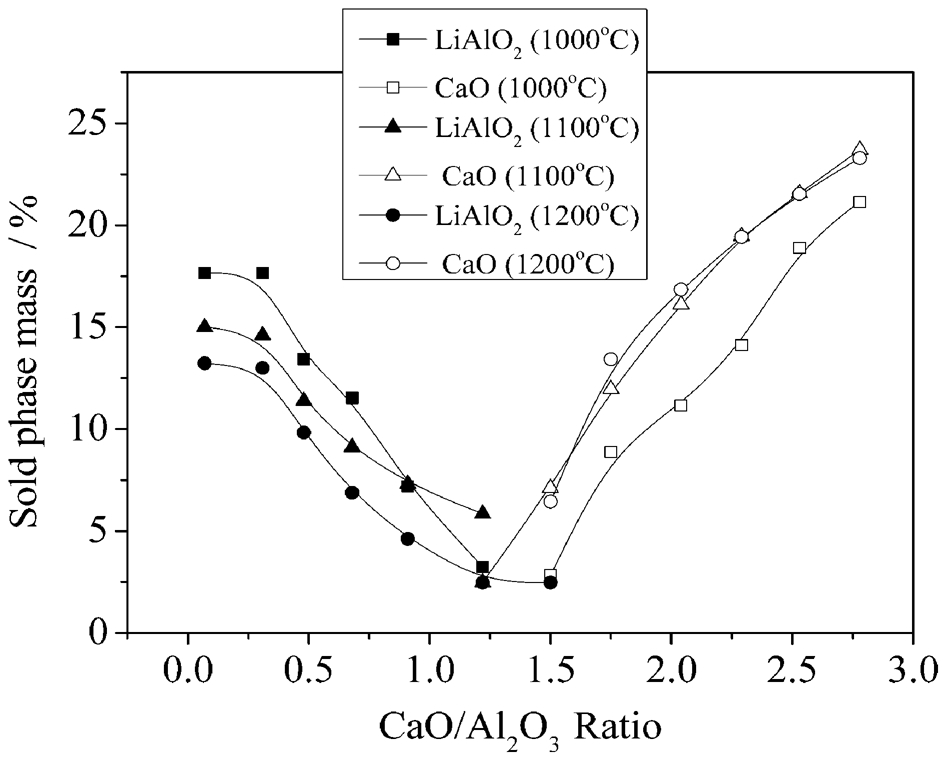
Solid phase content of LiAlO2 and CaO calculated by Factsage
Conclusions
In this work, a series of CaO–Al2O3 based mould fluxes with low SiO2 content for casting high aluminium TRIP steel were prepared and the effect of different CaO/Al2O3 ratios on crystallisation tendency discussed. The conclusions are as follows.
The thickness of slag film first decreases and then increases with increasing CaO/Al2O3 ratio. When the CaO/Al2O3 ratio is in the range of 0·7–2·0, the slag film is comparatively thin (below 3 mm), which is close to the thickness of slag film collected in the mould. When the CaO/Al2O3 ratio is below 0·7 or above 2·0, there is a rapid increase in the slag film thickness, and far beyond the thickness of slag film collected in mould.
As CaO/Al2O3 ratio increases, the types of crystals precipitating change from simple ones such as CaF2 and LiAlO2 to Ca3Al2O6 and CaO.
When the CaO/Al2O3 ratio is 1·5, the incubation time is 12 s (the longest) with the lowest cooling rate (11°C s−1), resulting in the weakest crystallisation tendency. As the CaO/Al2O3 ratio changes above or below 1·5, the incubation time gradually reduces, while the cooling rate gradually increases, leading to an increasing crystallisation tendency.
In order to reduce the thick slag rim and reduce flux consumption, the mould fluxes CaO/Al2O3 ratio should be maintained between 0·9 and 2·0.
Footnotes
Acknowledgement
The authors would like to greatly appreciate the funding from the National Natural Science Foundation of China (Grant No. 51274260).