
Abstract
As part of ongoing effort to develop a novel flash ironmaking process using reduction of iron ore concentrate by natural gas or hydrogen, equilibrium phosphorus distribution between MgO saturated slag and iron was determined in the temperature range of 1550–1650°C under three different gas atmospheres: H2/H2O, H2/H2O/CO/CO2 and CO/CO2. The distribution ratios of phosphorus L P were 8, 17 and 20 respectively under these atmospheres. In the flash process, over ∼25 wt-%P volatilises during ore concentrate downward flight in the reactor shaft in addition to avoiding the use of coke. Therefore, it is expected that the proposed method would produce iron with less phosphorus content than that of the blast furnace.
Introduction
Given the issues related to high carbon dioxide emissions and energy consumption in the existing ironmaking technologies, a novel flash ironmaking technology was conceived by Sohn 1–3 at the University of Utah. This technology is the first ironmaking process that will convert iron ore concentrate directly to metallic iron in-flight. This process will produce iron directly from the concentrate without requiring pelletisation or sintering and avoid the need for coke. In addition, this process concept takes full advantage of the fine particle size of concentrate with a large surface area, which permits rapid reduction by a gas. In this novel ironmaking process, potential reductants and fuels are H2, natural gas and coal gas. Therefore, an iron slag bath is expected to be at equilibrium with gas atmospheres of mainly H2/H2O or CO/CO2/H2/H2O respectively, corresponding to the use of H2 or natural gas/coal gas. Since the effects of an H2O containing atmosphere on slag properties have not been studied before, it is critical for the development of the novel flash process to determine these effects. In H2–H2O–CO–CO2 gas mixtures under ironmaking conditions, H2O was found to have the most pronounced effect on the slag chemistry. 4,XPATH ERROR: unknown variable "nextb". In addition, it was found in this laboratory that water in the gas atmosphere affected the distribution of Mn and S between slag and molten iron. 6,7 For phosphorus, previous research focused on Ar, 8 Ar–CO mixture, 9 CO, 10 CO/CO2 (Ref. 11) or N2/CO. 12 Therefore, it was necessary to investigate the effect of water vapour content in H2–H2O–CO–CO2 mixtures on the equilibrium distribution of phosphorus between CaO–MgOsat–SiO2–Al2O3–FeO–MnO (0.2–0.8 wt-%)–P2O5 (0.1–0.9 wt-%) slag and molten iron as part of the development of the novel flash ironmaking technology.
Experimental
The experimental apparatus, the materials and other detailed procedures have been described elsewhere. 6,13–15 A brief summary of salient details is presented here.
Dry powders of SiO2, Al2O3 and MgO were premelted at 1600°C for homogeneity. The premelted slag was ground to <40 μm particle size and mixed for 36 h in a tumbler mixer (Bioengineering Inc., Cambridge, MA, USA). Then, the synthetic slag was stored in a desiccator to be used in the experiments. A horizontal electrical resistance furnace heated by MoSi2 heating elements with an alumina reaction tube (8 cm o.d., 7 cm i.d., 120 cm length) was used in the experimental set-up, which was equipped with a water vapour generator system. Temperature was controlled and monitored inside the tube by two B-type thermocouples (Pt6%Rh/Pt30%Rh). One was connected to a 708P temperature controller (MTI Corporation, Richmond, CA, USA) with an advanced proportional-integral-derivativecontroller (PID) adjustment to control the power supplied to the heating elements in the furnace with an accuracy of ±1°C over an isothermal zone of ∼10 cm. The other thermocouple monitored the experimental temperature near the samples, indicating a constant temperature within 0.2–0.5°C. The gas flowrates were controlled by mass flow controllers (AALBORG, Orangeburg, NY, USA) with an accuracy of ±0.1, ±2, ±1.5 and ±1.5 mL min−1 respectively, for SO2, H2, CO and CO2 gases. Water was injected as a liquid using a MASTERFLEX digital peristaltic pump drive (Cole-Parmer Instrument, Vernon Hills, IL, USA), which provided flowrates from 0.001 to 3400 mL min−1 (using a set of 10 different diameter tubings) with the same brand pump head with an accuracy of ±0.1% of the flowrate.
The samples were made up of 1.0 g slag and 1.0 g iron powder, which were mixed well to reduce the time to reach equilibrium in magnesia crucibles (1.8 cm o.d., 4 cm height, 0.25 cm wall thickness) supplied by Ozark Technical Ceramics, Inc. (Webb City, MO, USA). Dense sintered magnesia crucibles were selected after careful consideration of the properties of different crucible materials, such as mechanical strength, high temperature stability and resistance to thermal shock and on the basis of the trials conducted with different materials. Thus, the slags tested became saturated with MgO. The furnace was heated to the target temperature under a flow of N2, and a four-sample alumina holder was placed in the even temperature zone of the furnace. Then, N2 was switched to the experimental gas mixture. From preliminary experiments, 14,15 it was confirmed that equilibrium was attained within 10 h. To assure three-phase (gas–slag–metal) equilibria, 15 h was chosen in this work. After equilibrium, the system was purged with ultrahigh purity N2 for 5 min. The holder was then quickly pulled out of the furnace, and the samples were quenched in an ice bath or cold water. The crucible itself together with the sample was crushed, and iron was separated from the slag. Then, the slag was finely ground.
The composition of the slag and iron were analysed by inductively coupled plasma optical emission spectrometry. Before analysis, the samples were digested in closed Savillex microwavable vessels. Reproducibility of the experiments was confirmed by the consistency of the results of repeated experiments under the same conditions, as well as the reproducibility of the analysis method. 14,15 The experimental accuracy was within ±10%.
Results
The chemical analysis and the experimental conditions are presented in Table 1. The equilibrium gas compositions are listed in Tables 2– Table 3 4. The effect of temperature, slag composition and gas type on the distribution of manganese will be discussed. In the cases of COx containing atmospheres, the dissolved carbon in the molten iron is expected to be in the range of 0.1%. 16 The effect of C content on the distribution of phosphorus was therefore neglected in the following discussion.
Chemical analysis of slags and experimental conditions of present work
Calculated gas partial pressures at experimental temperatures and P T = 0.85 atm for CO/CO2/H2O/H2 gas mixtures (1 atm = 101.3 kPa; Rxx, sample designation)
Atmospheric pressure at Salt Lake City.
Flowrates are calculated at 25°C and 0.85 atm (atmospheric pressure at Salt Lake City).
Calculated gas partial pressures at experimental temperatures and P T = 0.85 atm for CO/CO2 gas mixtures (Rxx, sample designation)
Atmospheric pressure at Salt Lake City.
Flowrates are calculated at 25°C and 0.85 atm (atmospheric pressure at Salt Lake City).
Calculated gas partial pressures at experimental temperatures and P T = 0.85 atm for CO/CO2 gas mixtures (Rxx, sample designation)
Atmospheric pressure at Salt Lake City.
Flowrates are calculated at 25°C and 0.85 atm (atmospheric pressure at Salt Lake City).
The phosphorus distribution ratio L
P between slag and metal is defined as
It can be seen from Figs. 1–
Figure 2
3 that L
P decreases when CO2 is replaced by H2O. In other words, the CO/CO2 slag ranks first with the highest L
P, CO/CO2/H2/H2O comes next and the H2/H2O has the lowest L
P. The redox reaction that dominates the equilibrium of P between molten iron and slag phase can be written as
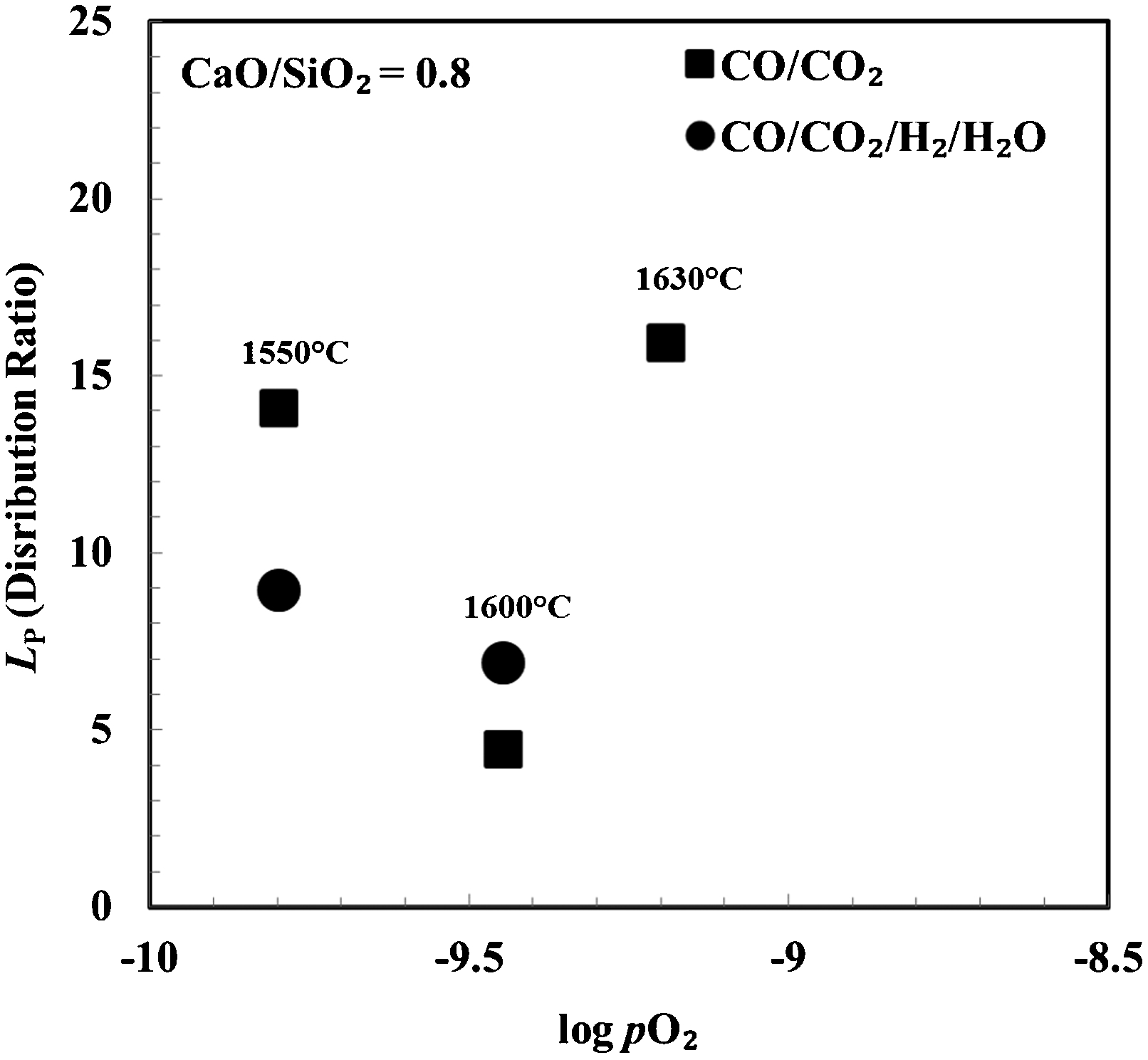
Effect of different gas atmospheres on L P at various pO2 and temperature values for slags with CaO/SiO2 of 0.8 and pH2O of 0 and 0.1 atm in CO/CO2 and H2/H2O/CO/CO2 respectively
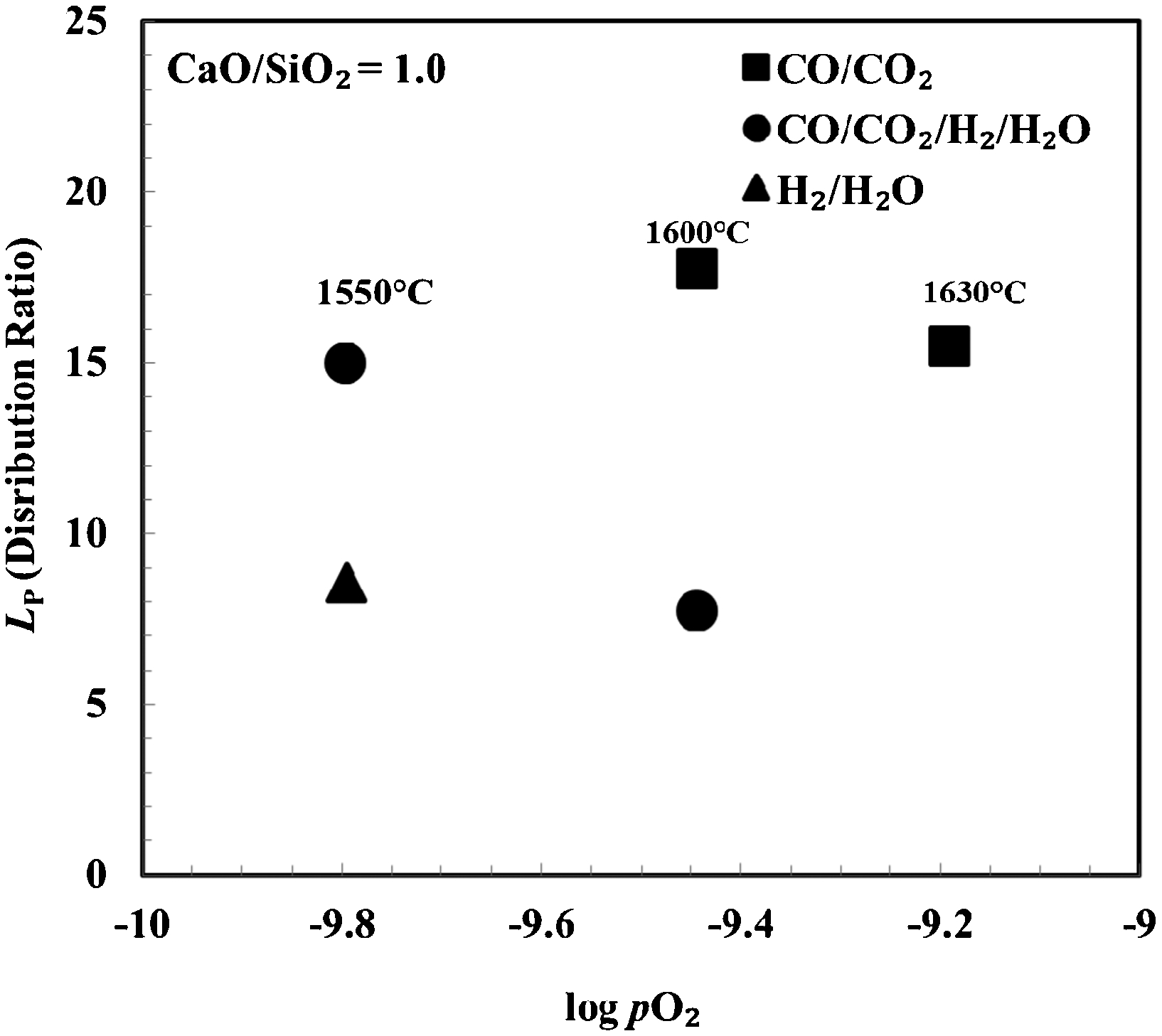
Effect of different gas atmospheres on L P at various pO2 and temperature values for slags with CaO/SiO2 of 1.0 and pH2O of 0, 0.1 and 1.0 atm in CO/CO2, H2/H2O/CO/CO2 and H2/H2O/CO respectively
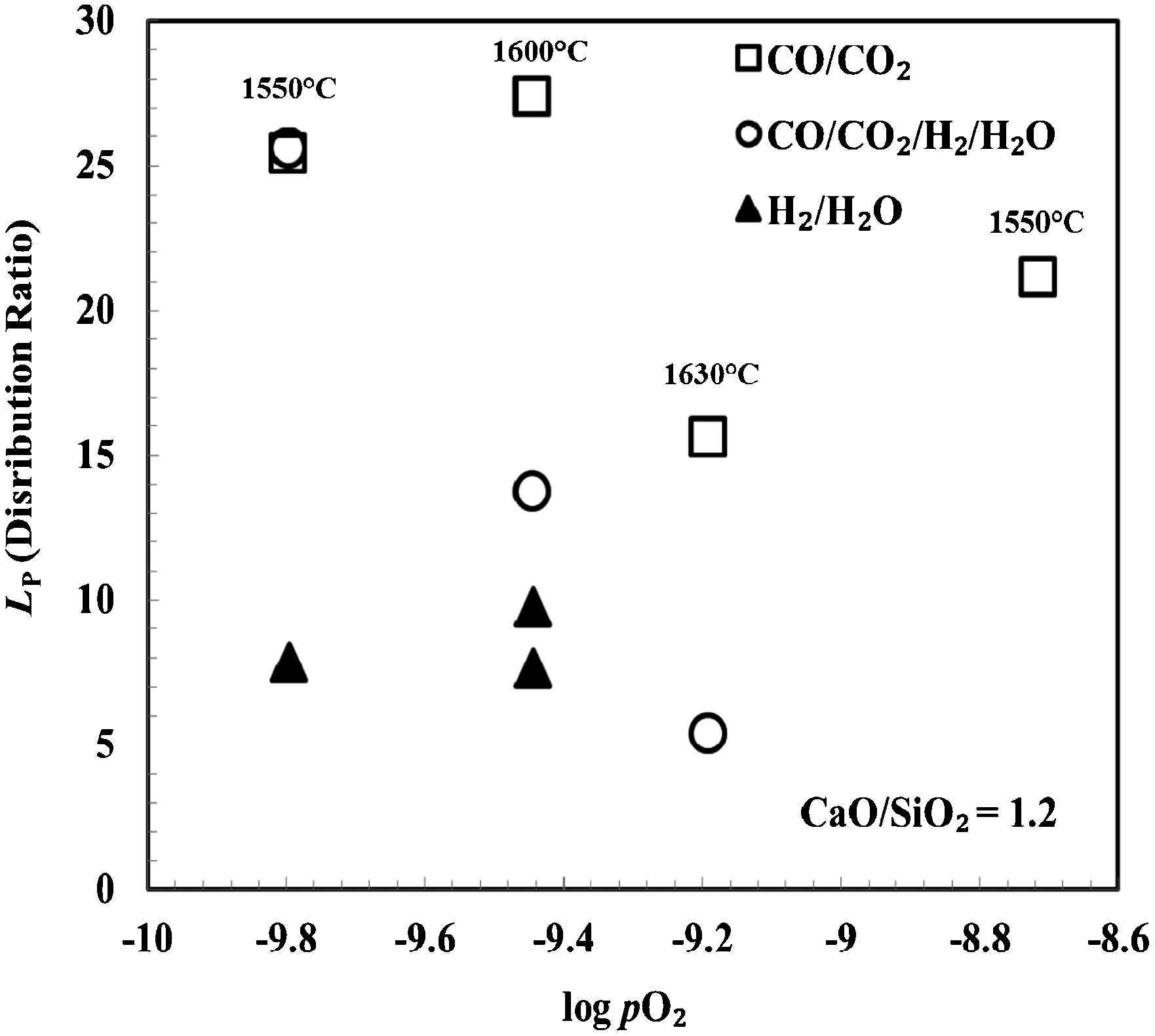
Effect of different gas atmospheres on L P at various pO2 and temperature values for slags with CaO/SiO2 of 1.2 and pH2O of 0, 0.1 and 1.0 atm in CO/CO2, H2/H2O/CO/CO2 and H2/H2O/CO respectively
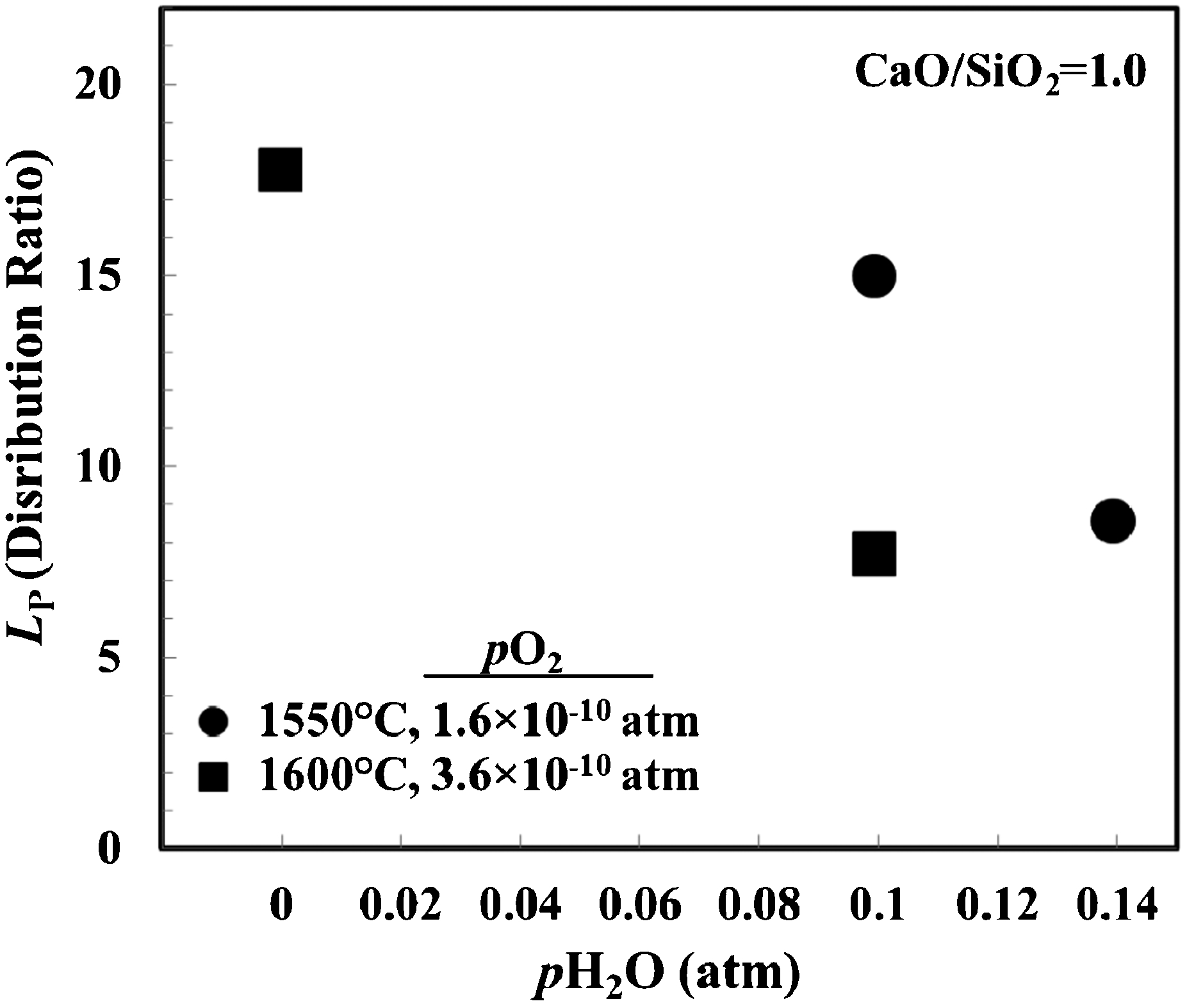
Effect of pH2O on L P for slag compositions with CaO/SiO2 of 1.0 at various temperatures and pO2
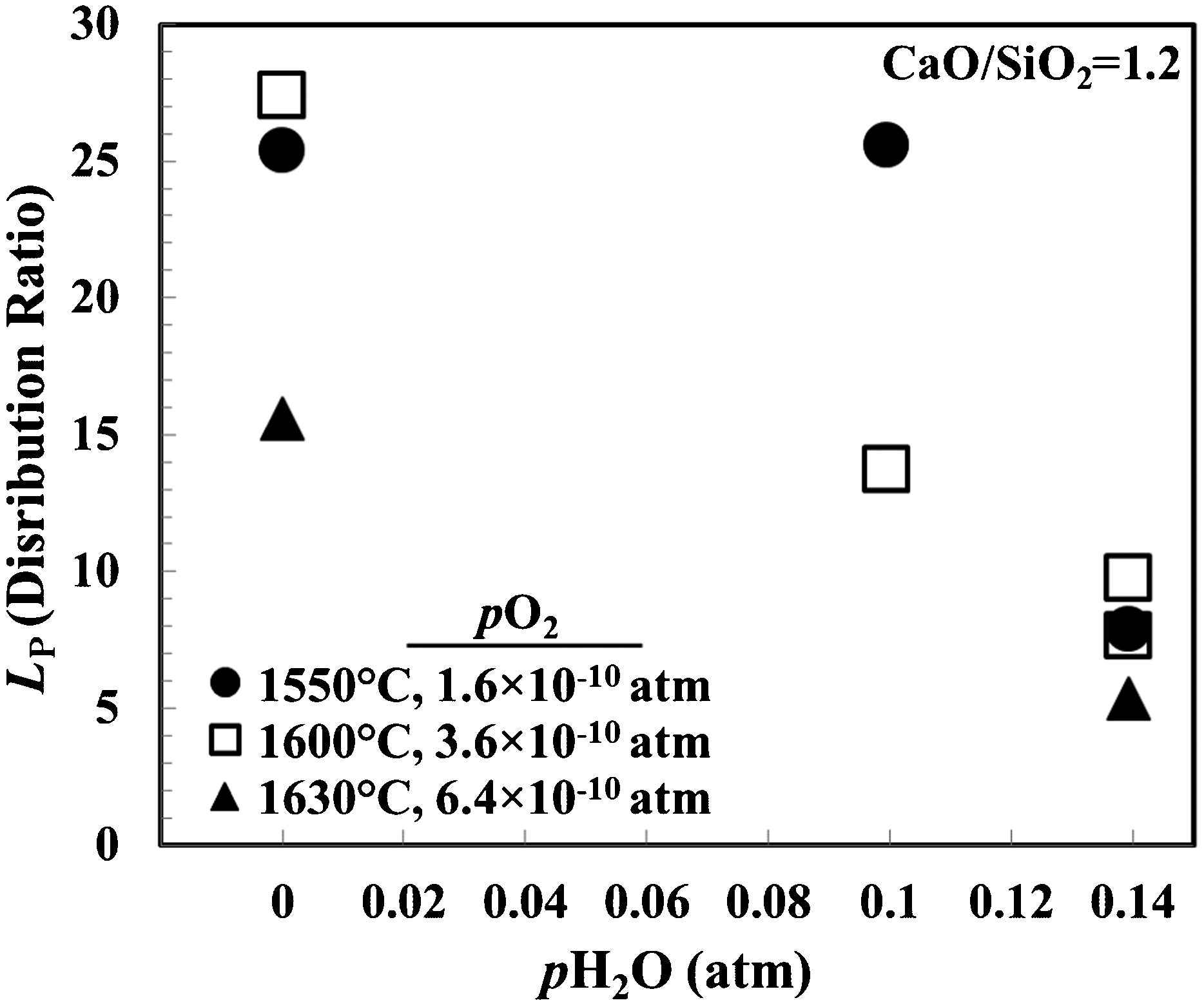
Effect of pH2O on L P for slag compositions with CaO/SiO2 of 1.2 at various temperatures and pO2
In addition to the low phosphorus input from raw materials, a significant amount of phosphorus volatilises during the downward flight of the particles in the proposed flash reactor. To obtain an approximate extent of volatilisation, a representative sample was analysed for phosphorus before and after reduction in a simulated run for the proposed process. It was found that over 25 wt-% of the phosphorus in the ore was lost during particle flight.
The wt-%P in iron is related to L
P by the following relationship obtained from materials balance
In the proposed process, L P = 9 and 17 (H2/H2O and CO/CO2/H2/H2O respectively) versus 18 in under CO/CO2 and t = 4.5 kg ton−1 iron (considering that 25 wt-% phosphorus in the ore will volatilise in the furnace shaft). Applying the same slag/metal ratio of 0.3 as in BF, the P content in the iron produced by the novel process would be ∼0.12 and 0.07 wt-% under H2/H2O (H2 conditions) and CO/CO2/H2/H2O (natural/coal gas, NG/CG, conditions), as shown in Fig. 6. In contrast, the P input to the blast furnace is 10.3 kg ton−1 iron, based on the same P content in the ore plus a typical coke/iron ratio of 0.4 and P content in coke. Thus, the P content in iron produced under CO/CO2 would be ∼0.16%. The typical hot metal produced by the BF has ∼0.2 wt-%P.
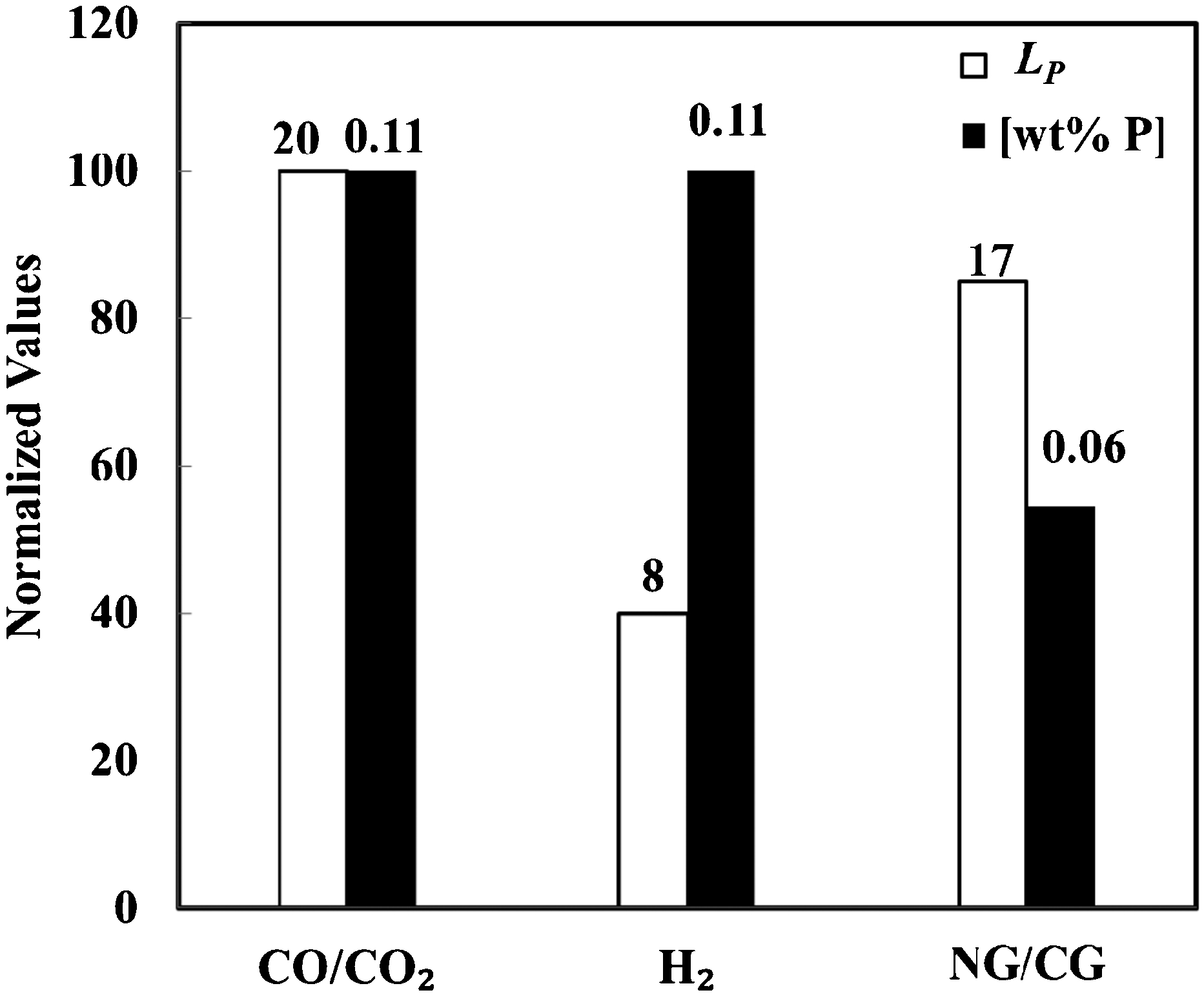
Effect of the type of reductant gas on L P; labels show values of L P and [wt-%P]
Conclusions
For the slag compositions investigated, MgO saturated CaO–FeO–Al2O3–SiO2–MnO (0.2–0.8 wt-%)–P2O5 (0.1–0.9 wt-%), in the temperature range of 1550–1600°C, L P was found to decrease with H2O content in the gas. Under H2/H2O (L P = 8) and NG/CG (L P = 17), L P was 60 and 15% less than under CO/CO2 (L P = 20) respectively. Based on material balance calculations, the iron produced under H2 ([wt-%P] = 0.12) and NG/CG ([wt-%P] = 0.07) would respectively have significantly less S and P than iron produced under CO/CO2 ([wt-%S] = 0.3; [wt-%P] = 0.16). Therefore, the novel flash ironmaking technology is expected to produce iron that requires much less dephosphorisation compared with pig iron produced by blast furnace.
Acknowledgements
The authors acknowledge the financial support from American Iron and Steel Institute (AISI) through a Research Service Agreement with the University of Utah under AISI’s CO2 Breakthrough Program. This material also contains results of work supported by the US Department of Energy under Award no. DE-EE0005751. This report was prepared as an account of work sponsored by an agency of the US Government. Neither the US Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process or service by trade name, trademark, manufacturer or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favouring by the US Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the US Government or any agency thereof.