
Abstract
This study aims to provide a theoretical and technical basis for utilisation of biomass (bamboo char, charcoal and straw fibre) in the rotary hearth furnace process to produce direct reduced iron. Each biomass material has strengths and weaknesses. The bamboo char pellets possess high fixed carbon content, but the lower strength and the expansion rate of pellets make it difficult to reach production requirements. Although the charcoal based pellets are similar to coal based pellets, their strength is the lowest of these reducing agents. The straw fibre based pellets possess high strength and large volume shrinkage, but the low fixed carbon content results in low productivity. Using biomass in a combination of these alternatives can enable coal to be replaced and produce pellets with a higher metallization than with coal.
Introduction
With the development of the iron and steel industry, the technologies of ironmaking and steelmaking continue to develop to be more compact, efficient, continuous, clean and environment friendly. 1 The rotary hearth furnace (RHF) direct reduction process has some advantages over the blast furnace in the utilisation of low grade iron ore and metallurgical dust and sludge, such as easy process, high degree of automation, extensive raw material sources, high productivity, high recovery and low investment, 2 and so, it may be beneficial to the better utilisation of resources and energy saving.
The RHF commonly uses pulverised coal and coke as reducing agents, but use of biomass is receiving more attention because it is a renewable and potentially more environment friendly resource. 3 Theoretically, the biomass carbon cycle is carbon neutral. 4 Biomass resources are widely distributed in China, and it is considered that coconut crust, rice crust and bamboo can be utilised as the raw materials for biomass char as a new reductant source for the RHF, 5,6, and the amount of biomass is large enough to maintain large scale production.
In this study, the use of biomass in the RHF process for direct reduced iron (DRI) production was investigated and its potential industrial use demonstrated.
Experiments
Materials
The main materials included are iron ore and reducing agents (see Tables 1 and 2). The binder was bentonite.
Main chemical composition of iron ore/wt-%
Main chemical composition of reducing agents/wt-%
Reduction mechanism of carbon containing pellets
The reduction in hematite by carbon is classified as direct reduction and indirect reduction (see Fig. 1). When iron oxide particles make contact with carbon particles, the direct reduction reaction occurs
7




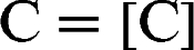




Reaction of carbon containing pellets
The reduction in hematite by carbon is dominated by direct reduction in the initial stages and later by indirect reduction together with the carbon solution loss reaction. Direct reduction is greatly promoted in the contact area between the iron ore and carbon. 8 Indirect reduction together with the carbon solution loss reaction is markedly increased at higher temperature. 9,10
When the H2 is present, the reactions


Experimental
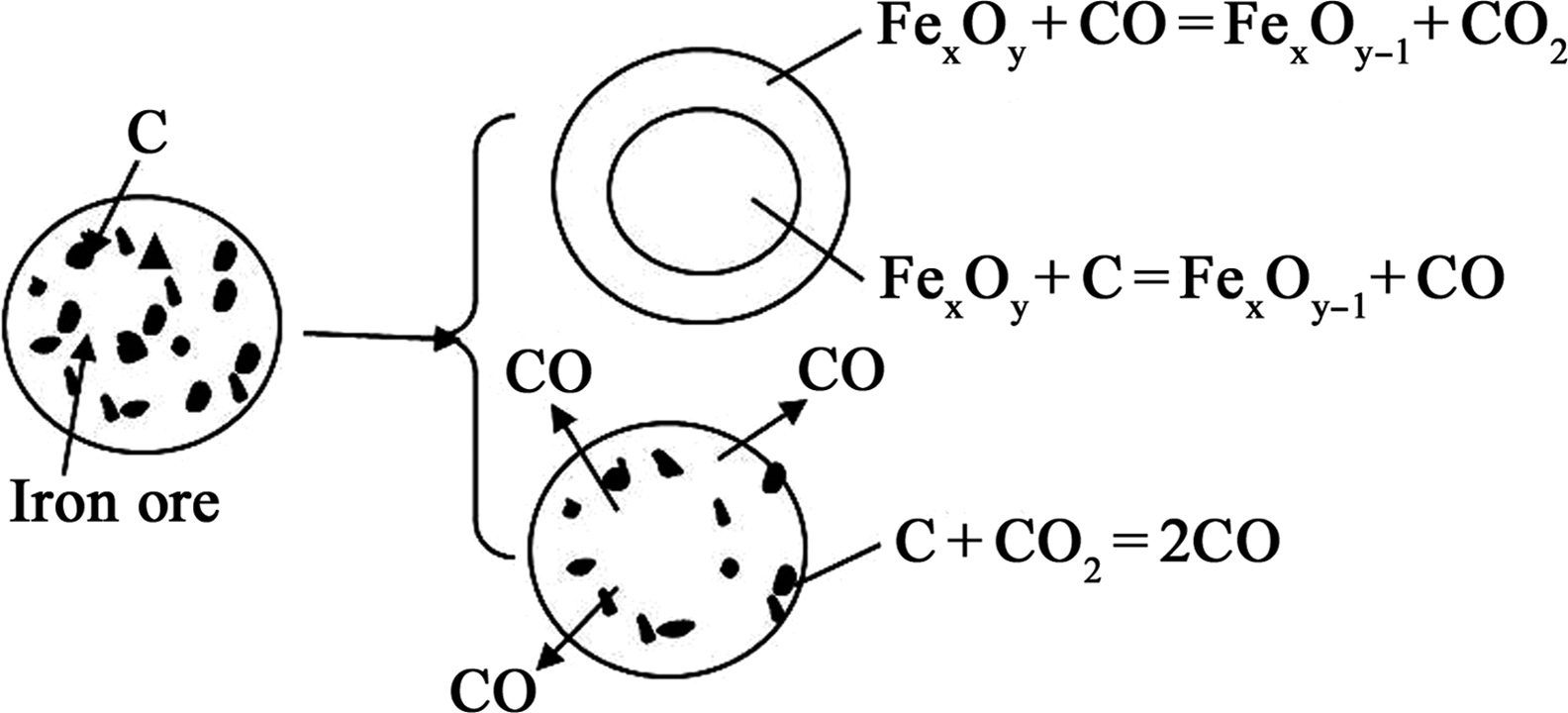
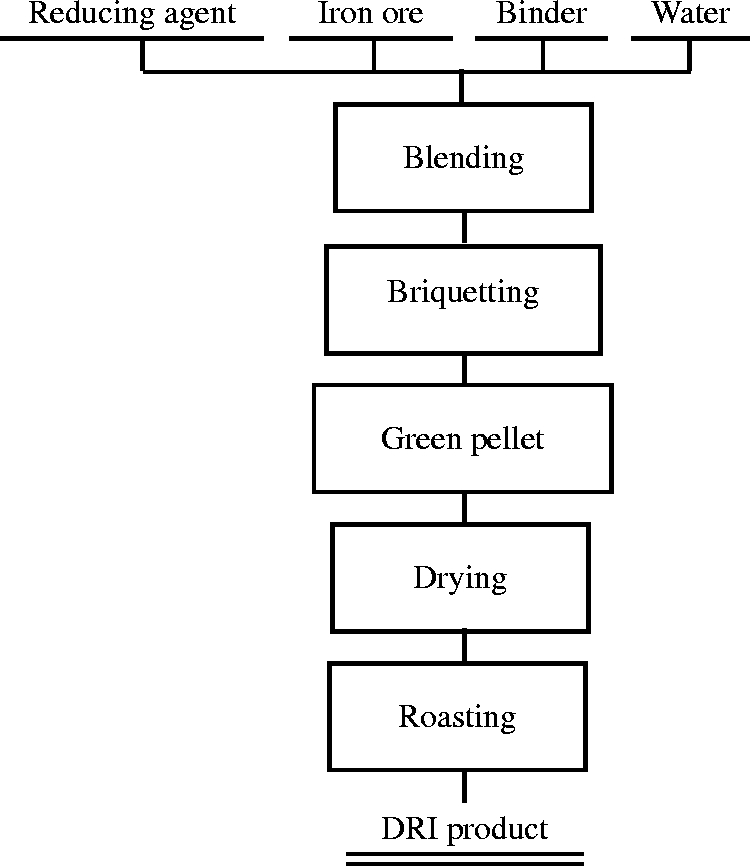
The experimental process is shown in Fig. 2. The experiments were conducted in a high temperature electric resistance furnace shown in Fig. 3. The iron ore and reducing agent were ground separately to < 100 mesh, put into an electric drying oven and dried for 12 h at 105°C. Reducing agent and iron ore were then mixed with water and binder in the required proportions (C/O) and subsequently extruded into a cylindrical cake with ¢30 × 15 mm. Then, the extruded samples were dried in an oven at 200°C for 60 min, and then placed in a high temperature furnace and heated to the designated temperature in a pure nitrogen atmosphere and held at temperature for the required time. The samples were then cooled to room temperature in the furnace and then divided into two portions. One portion was crushed and milled to < 200 mesh for chemical analyses, and the other portion was used for volume measurement, compressive strength measurement and microstructure analysis. The chemical analyses were conducted by the China University of Geosciences (Beijing) analysis laboratory, and the microstructures of the samples were observed through scanning electron microscopy and X-ray diffraction.
Flow diagram of experiments
Schematic diagram of high temperature electric resistance furnace
In addition, the C/O, % metallisation and volume shrinkage rate were defined as follows
All the experiments were conducted at least twice, and the results were averaged.
Results and discussion
Characterisation of biomass
The contents of fixed carbon, volatile, ash, sulphur and K2O are obviously different between the different biomass agents. The fixed carbon content of bamboo char (87.5%) is higher than the fixed carbon of pulverised coal (82.37%), or charcoal (68.45%). Straw fibre is a type of waste obtained by jet milling after the extraction of valuable substances from corn straw through a steam explosion–washing–mechanical carding process, and so the fixed carbon content of straw fibre is only 20.89%. The ash contents of bamboo char and straw fibre are low, but are relatively high in charcoal, even more than pulverised coal. The sulphur content of several of the biomass reducing agents is lower than pulverised coal, which brings the advantages of environmental protection and improvement of roasted pellet quality. In addition, compared with the traditional reducing agents, biomass contains a certain amount of K2O, which is beneficial to the reduction in carbon containing pellets, but an excess of K2O may also result in swelling.
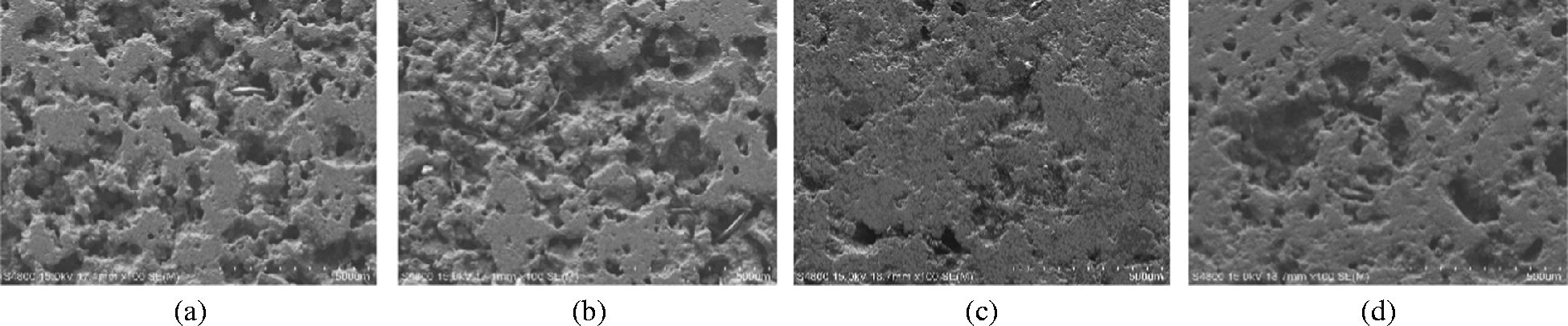
Meanwhile, according to the microstructure shown in Fig. 4, the fibrous structure of straw fibre is helpful for the pelletising, while the grainy, sharp edged structure of bamboo char and charcoal is not.
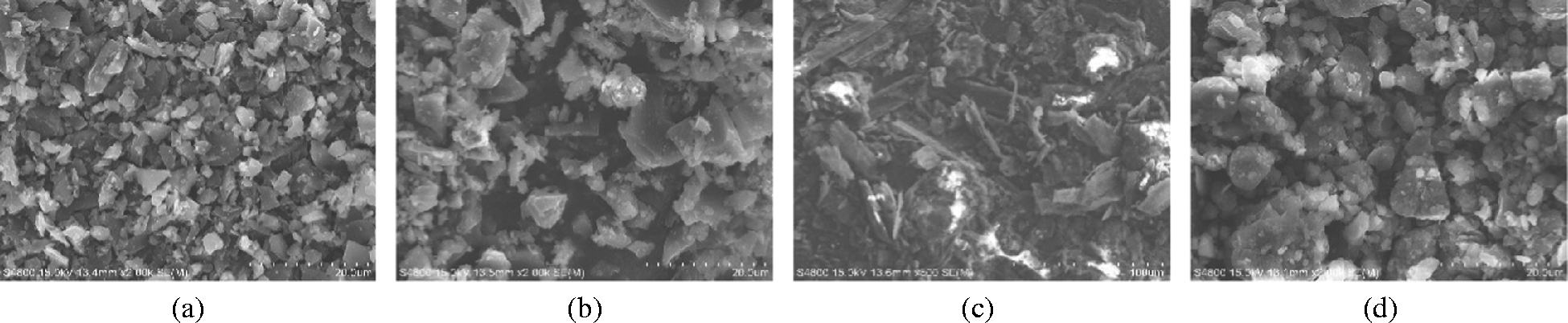
a bamboo char; b charcoal; c straw fibre; d coalMicrostructure of selected reducing agents
Strength of green and dried carbon containing pellets with biomass
The RHF direct reduction process includes pelletising, drying, burden distribution and the strength of pellets in every step affects the smoothness and efficiency of the process. In this study, the strength of green and dried pellets with different reducing agents at different additional ratios of binders was measured, and the results are shown in Table 3.
Strength of green and dried pellets with different reducing agents
The results indicate that falling strength and compressive strength of green and dried pellets increased with increasing binder content. After drying, the falling strength and the compressive strength of straw fibre pellets were respectively 3.4 times and 52 N, which meet the requirement of the RHF direct reduction process. However, the strengths of bamboo char pellets and charcoal pellets cannot reach this production requirement until the binder is 3%. The strengths of coal pellets also cannot reach this requirement if the binder is < 2%. It follows that straw fibre replacing coal will decrease the amount of binder, but bamboo char and charcoal will increase the additional amount of binder, which is related to the structure and characteristics of biomass.
Effect of biomass on DRI quality
The quality of DRI is a key index to measure the efficiency of the RHF direct reduction process and was investigated from two aspects – metallisation rate and comprehensive strength.
Metallisation rate
In order to master the change of metallisation of pellets at different temperatures (600, 800, 1000, 1200 and 1300°C) and the metallisation of DRI products (1200°C holding 20 min and 1300°C holding 20 min), the reduction experiments on bamboo char pellets (binder 3%), charcoal pellets (binder 3%), straw fibre pellets (without binder) and coal pellets (binder 2%) at different temperatures were studied under the condition of C/O = 1.0, and the experimental results are shown in Table 4. X-ray diffraction patterns of roasted pellets are shown in Fig. 5.
Metallisation % of carbon containing pellet reduction at different temperatures
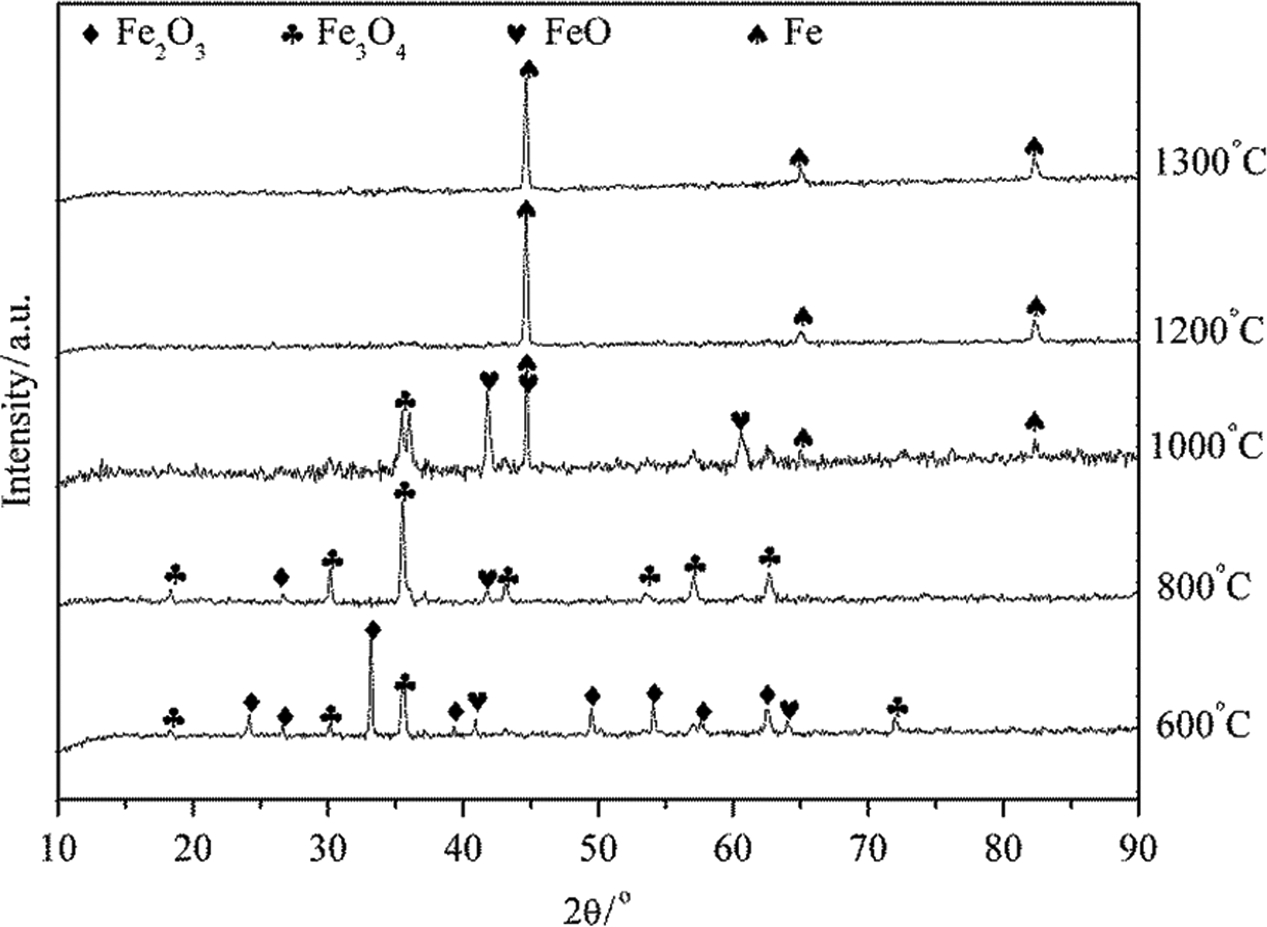
X-ray diffraction patterns of roasted straw fibre pellets at different temperature
The results show that the metallisation % of biomass pellets increased with increasing temperature. The quantity of metallic iron was < 3% under 800°C. When the temperature reached 800 to 1000°C, the reduction in iron oxides was enhanced because of the gasification reaction, but the metallisation was relatively low, which results from the limitation of dynamic conditions. Below 1000°C, the main reaction of iron oxides is Fe2O3 → Fe3O4 → FeO. Metal iron (FeO → Fe) is mainly generated >1000°C, especially between 1000 to 1200°C. When the temperature is >1200°C, the reduction reaction slows. However, at 1200 or 1300°C held for 20 min, the metallisation of samples can reach 91%, and the reduction reaction is almost complete. This reduction process is consistent with the analytic results of X-ray diffraction.
In addition, the reducing ability of biomass reducing agents are better than that of pulverised coal, so replacing coal with biomass does not affect the metallisation of carbon containing pellets. Below 1000°C, the biomass reducing ability is better than pulverised coal, which is mainly related to the lower gasification temperature of biomass, so the reaction of C+CO2 = 2CO can occur at lower temperature; 2 mol of CO will be generated, accompanied by the consumption of 1 mol C, so the CO concentration inside the pellets increases. In addition, the gasification reaction is endothermic, which will decrease the inner temperature of the pellets. Then, the equilibrium concentration of CO during the reduction in iron oxides will be decreased, so the reduction process will be accelerated. Therefore, at lower temperatures ( ≤ 1000°C), the metallisation of carbon containing pellets with biomass is higher than that of pellets with coal.
Although the fixed carbon content of straw fibre is lower than that of charcoal and bamboo char, the metallisation rate of the straw fibre pellet is higher than that of the charcoal pellet and bamboo char pellet due to an increased amount of hydrocarbons.
K2O in the ash has a catalytic function in a gasification reaction and reduction. K2O can affect the chemical bond of C–C, and the gasification reaction will be accelerated. During reduction, the free potassium ions can easily enter the lattice of Fe3O4, and the amount of potassium ions will be increased when FeO is generated. In this process, the potassium ions can greatly promote the spread of iron ions inside the pellet, which promotes the iron reduction reactions.
Compressive strength
The DRI is often used in the blast furnace, and, to maintain good permeability, good mechanical strength (>1800 N) is required to prevent it from breaking during storage, transportation and feeding into the furnace. 5,11
Under the condition of C/O = 1.0, the compressive strength of bamboo char pellets (binder 3%), charcoal pellets (binder 3%), straw pellets (without binder) and coal pellets (binder 2%) at different temperatures were studied, and the results are shown in Table 5.
Compressive strength of roasted pellets at different temperatures/N
The significant increase in strength using all reducing agents >1200°C is evident, but the compressive strength of pellets with bamboo char and charcoal is relatively low, which cannot meet the production requirement (>1800 N) until roasting at 1300°C.
The microstructure of pellets roasted at 1200°C with 20 min of holding time is shown in Fig. 6.
a bamboo char pellet; b charcoal pellet; c straw fibre pellet; d coal pelletImage (SEM) of roasted pellets
Based on the microstructure analysis, the difference of roasted pellets with different reducing agents was large. The microstructure of pellets with bamboo char or charcoal was loose and has more voids, which adversely affects compressive strength. However, the microstructure of pellets with straw fibre was more compact, with fewer voids, so it is more conducive to improvement of the compressive strength.
Effect of biomass on volume change of pellets
Material in the RHF is mainly heated by radiation heat transfer from the furnace walls and roof. Increasing the number of layers leads to an uneven distribution of heat between different layers, which affects the reduction in pellets in lower layers. 12 However, heat transfer to subsurface material is aided by voids; therefore, knowledge of the volume change of carbon containing pellets during the reduction process will be helpful in improving reduction and productivity.
The volume change of bamboo char pellets (binder ratio 3%), charcoal pellets (binder ratio 3%), straw fibre pellets (without binder) and coal pellets (binder ratio is 2%) at different temperatures with C/O = 1.0 was measured, and the results are shown in Table 6 and Fig. 7.
Volume shrinkage of pellets at different temperatures/%
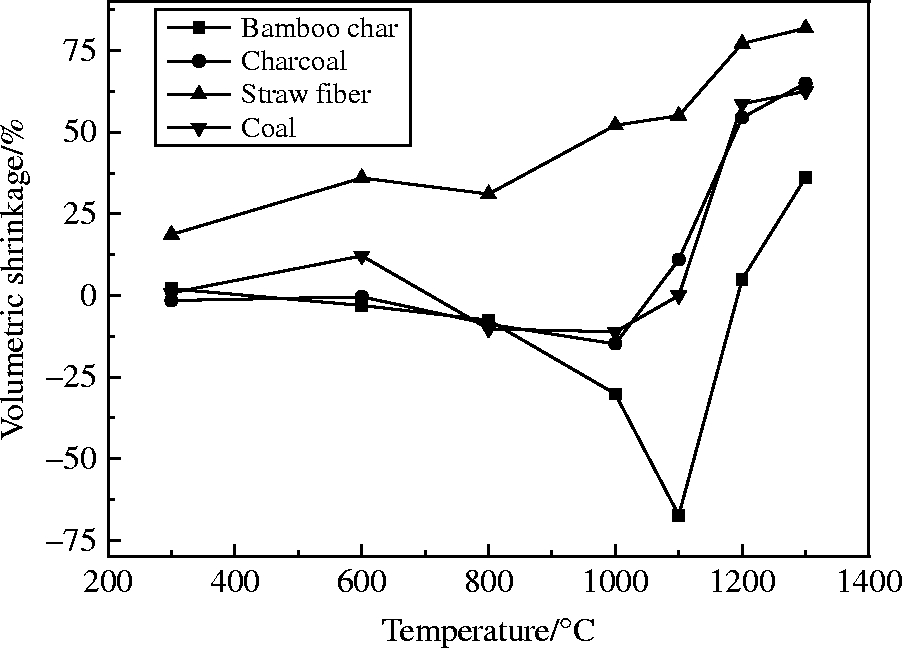
Volume change of carbon containing pellets at different temperatures
Straw based pellets exhibit fairly linear shrinkage, whereas coal, charcoal and bamboo first expand, and then shrink. As the temperature rises, the volatile matter in the carbon containing pellets volatilizes and the reduction reaction starts. In addition, the pellets shrink. However, the transformation of the crystal lattice occurs in Fe2O3 → Fe3O4 and Fe3O4 → FeO processes and accumulates plenty of cracks and voids, which make the pellets expand. At the last stage of reduction, the volume of pellet shrinks again because of the generation, aggregation and growth of metal iron. Since straw fibre contains more volatile matter, the volume of straw fibre pellets is not affected by the crystal transformation of iron oxide; however, crystal transformation makes the charcoal pellets and bamboo char pellets expand, especially for bamboo char pellets, with an expansion rate up to 60% at 1100°C.
The change of volume of carbon containing pellets in the whole reduction process can affect their strength and the efficiency of heat transfer. 13 The cited research has shown that when the volume shrinkage of pellets in the upper layer increases by 30%, the quantity of heat in the lower layer will increase by a factor of six. Therefore, using straw fibre to take place of coal will increase the voids in the pellets on the upper layer and improve heat transfer in the lower layer, and thus increase the efficiency of reduction. The expansion of bamboo char pellets is the highest among the agents; so, they shall be distributed in the lower layer of RHF or combined with other reducing agents.
Optimisation of biomass reducing agents
The compressive strength of pellets with bamboo char or charcoal cannot meets the production requirement unless being roasted at 1300°C. Pellets with bamboo char expand more than others, and so the heat transfer rate is affected. The compressive strength and volumetric shrinkage of straw fibre pellets are higher than those of the others, but their low content of fixed carbon results in low unit volume production capacity. Based on this conclusion, in order to improve the yield and quality of DRI products, experiments on the different biomass combined ratio were conducted under the conditions of 1000°C and 1200°C for 20 min. The experimental results are shown in Table 7. In the experiments, the combined ratio is set according to the amount of carbon provided by each of the selected reducing agents.
Experimental results of different biomass reducing agent combined ratio
The experiments showed that the addition of straw fibre had no obvious effect on the metallisation of bamboo char pellets and charcoal pellets, but the compressive strength and volumetric shrinkage improved. Thus, combining different biomass reducing agents is helpful to the improvement of DRI quality and yield.
Conclusions
1. Each biomass material has strengths and weaknesses, but biomass can replace traditional coal reducing agents used in the RHF direct reduction process under certain restrictions.
2. The fixed carbon content and the expansion rate of bamboo char based pellets are high, but their strength is low. These shortcomings can be improved by mixing with some straw fibre.
3. The charcoal based pellets are similar to coal pellets, but their strength is lower. Carrying out reactions at a high temperature (1300°C) or mixing with some straw fibre alleviate this problem.
4. Straw fibre based pellets possess high metallisation, high strength and large volume shrinkage rate. However, the fixed carbon content is too low, which necessitates combining other reducing agents with high carbon content.