
Abstract
A steel composition substantially leaner than that of HSLA-100 was proposed in an earlier work to produce thick plates with mechanical properties equivalent to that of HSLA-100. The present work was to improve the ratio of yield strength to ultimate tensile strength, which was higher than 0.95 in the previous studies. A low carbon MnCrMoNiCu 320 mm thick steel slab was rolled by thermomechanical control processing into a 50 mm mother plate. Daughter plates were subjected to two kinds of heat treatments, respectively, conventional reheating, water quenching and tempering (QT) and reheating and water quenching was followed by intercritical annealing, water quenching and tempering (QLT). The effect of tempering on microstructure and mechanical properties was investigated. The results indicate that QLT is effective to produce heavy plates with yield strength >690 MPa and secured Charpy V notch toughness more than 150 J at − 80°C and yield ratio lower than 0.83.
Introduction
Highly ductile, ultrahigh strength, heavy steel plates at HSLA-100 grade [minimum yield strength (YS), 690 MPa] are required to construct large hulls for warships, submarines and also for civil engineering structures such as mining and dredging equipment, offshore drilling platforms, heavy duty trucks, bridges, etc. 1,2 To maximise the commercial applications of these plates, attempts in two aspects would be significant to steel manufacturers and their downstream customers: to produce the plates with reduced cost by means of optimising the process and steel composition and to improve the ratio of YS to ultimate tensile strength (UTS) (YR) of the steel, which is now higher than 0.95. The latter effort would be particularly appreciated in building construction where increase in safety margin against tsunami or seismic damage is expected. 3 Steels with low YR generally exhibit rapid workhardening, leading to increased deformability and seismic energy absorption capacity when they are subjected to large stresses exceeding YS. It is, therefore, required that the YR of structural steels should not be higher than 0.83 according to Chinese standard GB50017-2003 or 0.80 according to Japanese standard JIS G3136.
Thermomechanical control processing (TMCP), which is an integrated sequential process comprising controlled rolling, controlled cooling including accelerated cooling or direct quenching and tempering (DQ-T) steps, 4 has been used to develop ultrahigh strength heavy plates with mechanical properties approximately equivalent to that of HSLA-100 steel. 5–9 The steel compositions used in these trials were much leaner (containing 1.7Ni–1.1Cu) than that of the HSLA-100 steel (containing nominally 3.5Ni–1.6Cu). According to Liu et al., 9 an excellent combination of >690 MPa room temperature strength and toughness with Charpy V notch (CVN) >100 J at − 80°C was achieved in an 80 mm thick plate produced by TMCP, then quenching and tempering (QT) with a tempering temperature of 625°C. Furthermore, a 100 mm thick plate was rolled from a 320 mm thick slab with the same heat of steel 9 and then treated by DQ-T processes, resulting in properties YS >790 MPa, UTS >830 MPa and CVN >140 J at − 60°C on tempering at 675°C. 6,7 The copper bearing steel plates treated by DQ-T 5–7 and QT, 8,9 however, exhibited high YRs as mentioned.
Dual or multiple phase microstructures comprising soft and ductile ferrite and strong low temperature transformation microstructures of martensite/bainite need to be tailored in order to improve the YR of the steels. 3,5,10 Sequential thermal processes comprising austenitising in the γ single phase region followed by water quenching (Q step), intercritical annealing in the α+γ two-phase region followed by a second water quenching to room temperature (L step), and tempering (T step), i.e. QLT was successfully used to develop 590 and 780 MPa UTS steels with lower YR values. 3 The Q step may also be replaced by direct quenching (DQ), depending on which accelerated cooling technologies are employed. The DQ-LT and QLT trials were conducted by Liu et al. 5 on copper bearing YS 690 MPa class steel plate. The laboratory results indicated that balanced strength and toughness coupled with reduced YR at 0.7–0.8 can be obtained in the steel plates treated by DQ-L with quenching at 720–780°C. The YR varies according to tempering temperature after DQ-LT treatment and is attributed to Cu precipitation from the freshly formed martensite during the L treatment. These pave the road to produce YS 690 MPa steel plates with reduced YR.
Any production specifications made based on laboratory results cannot be directly applied into commercialisation until these are verified preferably by industrial production trials. The challenge was to produce YS 690 grade thick plates with a good combination of strength and low temperature toughness across the entire thickness section also with low YR. In the present work, 50 mm thick plates were industrially produced under different process conditions. Results of the material characterisations are given, and the relationship of microstructure and mechanical properties of the heavy plates is discussed.
Experimental
The chemical composition of the steel is shown in Table 1. Slabs of 320 mm thickness were produced via basic oxygen furnace, laddle furnace, Ruhrstahl–Heraeus and continuous casting. 8,9
Chemical composition of investigated steel/wt-%
The solution temperature of Nb(C, N) in the current steel was estimated as 1124°C.
9
This was carried out based on equations (1) and (2) by which the presence of Mn and Si (in wt-%) on the solubility of Nb(C,N) was taken into account
11


Processing parameters employed during industrial rolling
T RR: rough rolling entry temperature to exit temperature; RR: rough rolling reduction ratio; T in: finish rolling entry temperature; T out: finish rolling exit temperature; FR: finish rolling reduction ratio; ϕ: accelerated cooling (AcC) rate; T SC: AcC start temperature; T FC: AcC finish temperature.
The mother plate with thickness of 50 mm, width of 2400 mm and length of 16 625 mm was then cut into daughter plates and subjected to various heat treatments respectively as shown in Fig. 1.
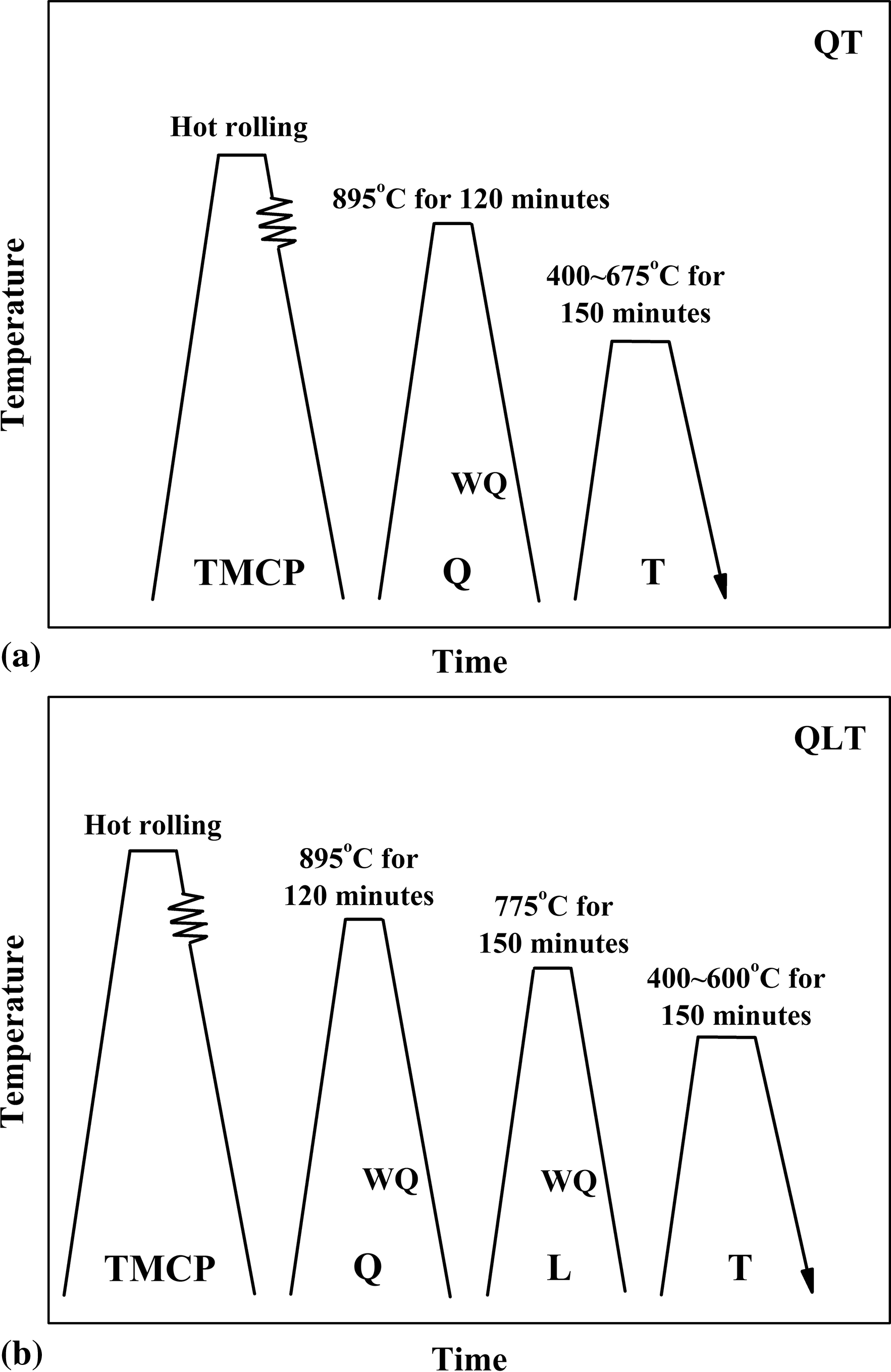
Schematic illustration of a QT and b QLT treatments (WQ: water quench)
Two daughter plates were austenitised at 895°C for 120 min and water quenched (Q) in an industrial heat treatment shop equipped with an LOI (LOI is a trademark of Tenova Group, Milan, Italy) roll quenching machine. The cooling rate of quenching at the core of the plate was ∼5°C s− 1. One of the as Q treated plates was further treated by reheating it into the α+γ two-phase region at 775°C, held for 150 min and then water quenched (QL treatment). Thick steel blocks (50 mm) were sectioned from the Q and QL treated plates, then tempered in the same box furnace at temperatures varying from 400 to 675°C at intervals of 25–50°C for 150 min followed by water cooling.
Round shouldered samples of 8 mm gauge diameter and 50 mm gauge length were machined from the subject plates. The samples were tested at room temperature using a crosshead speed of 5 mm min− 1 on a tensile machine (model Instron 5585, Instron Corp., Canton, MA, USA) with 250 kN capacity. The YS was measured at the 0.2% offset stress. Charpy V notch impact tests were performed on standard samples (size: 10 × 10 × 55 mm) with the V notch parallel to thickness direction (ND) at 213 K ( − 60°C) to 193 K ( − 80°C) employing a 450 J instrumented pendulum impact tester (model IMP450J Dynatup, Instron) with a tup striker radius of 2 mm.
Polished specimens along the ND rolling direction orientation were examined by etching in a 4 vol.-% nital solution and observed with an optical microscope and a field emission scanning electron microscope (FEI model Quanta 3D FEG). Electron backscatter diffraction (EBSD) analysis (resolution, 0.2 μm) was conducted employing a field emission SEM (model: JSM-7001F) equipped with an EBSD camera. The data were then interpreted by HKL technology Channel 5 software. The mean effective grain sizes of ferritic phases were measured by equivalent area diameter using the Jeffries method. These samples were also subjected to Vickers microhardness measurement employing a Tukon 2100B tester using a 10 kg load. A more detailed metallographic examination was performed on selected specimens using a transmission electron microscopy (TEM) (model: JEM-2100F) equipped with energy dispersive spectrometry attachment. Thin foils for TEM were prepared in a twin jet electrolytic apparatus using a solution containing 5 vol.-% perchloric acid and 95 vol.-% ethanol and were examined at 200 kV.
Results
Microstructures
The inner quality across the thickness of the Q treated 50 mm thick plate was sound, which is consistent with the investigation on the 80 mm thick plate. 9 The as quenched microstructure across the thickness was also homogeneous in both the Q and QL treated plates. Representative microstructures of the heat treated samples are given in Fig. 2. The microstructure of the Q treated plate consists of mainly lath-like bainite (LB) + granular bainite (GB) structures. Several packets of LB with different orientations were produced in the same austenite grain. Fine martensite–austenite (MA) constituents existing at the interlath boundaries are also identified (Fig. 2a ). The QL treated plate experienced reverse transformation to form fresh austenite grains. The remaining untransformed bainite recovered to form ferritic grains during annealing. This, associated with carbon partitioning into the fresh formed austenite grains, resulted in carbon enrichment in the γ phase. After the intercritical quenching, the fresh austenite grains transform to fresh lath martensite (LM) and coarse MA constituents (Fig. 2b ), as indicated by arrows. The ferritic grains, however, remain intact. Lamellar and alternating martensite (light etching phase) and ferrite were observed in the QL treated plate. The microstructure evolution on tempering in the QLT treated samples is also given here. When the QL treated sample was tempered at 450°C for 150 min, the morphology of its microstructure was similar to that under as quenched condition (see Fig. 2b and c ). When the QL treated plate was tempered at 525°C for the same period of time, lath-like structure of LM is unaltered; however, coarse MA constituents are disappearing, and fine carbides in the matrix phase can be identified (Fig. 2d ).
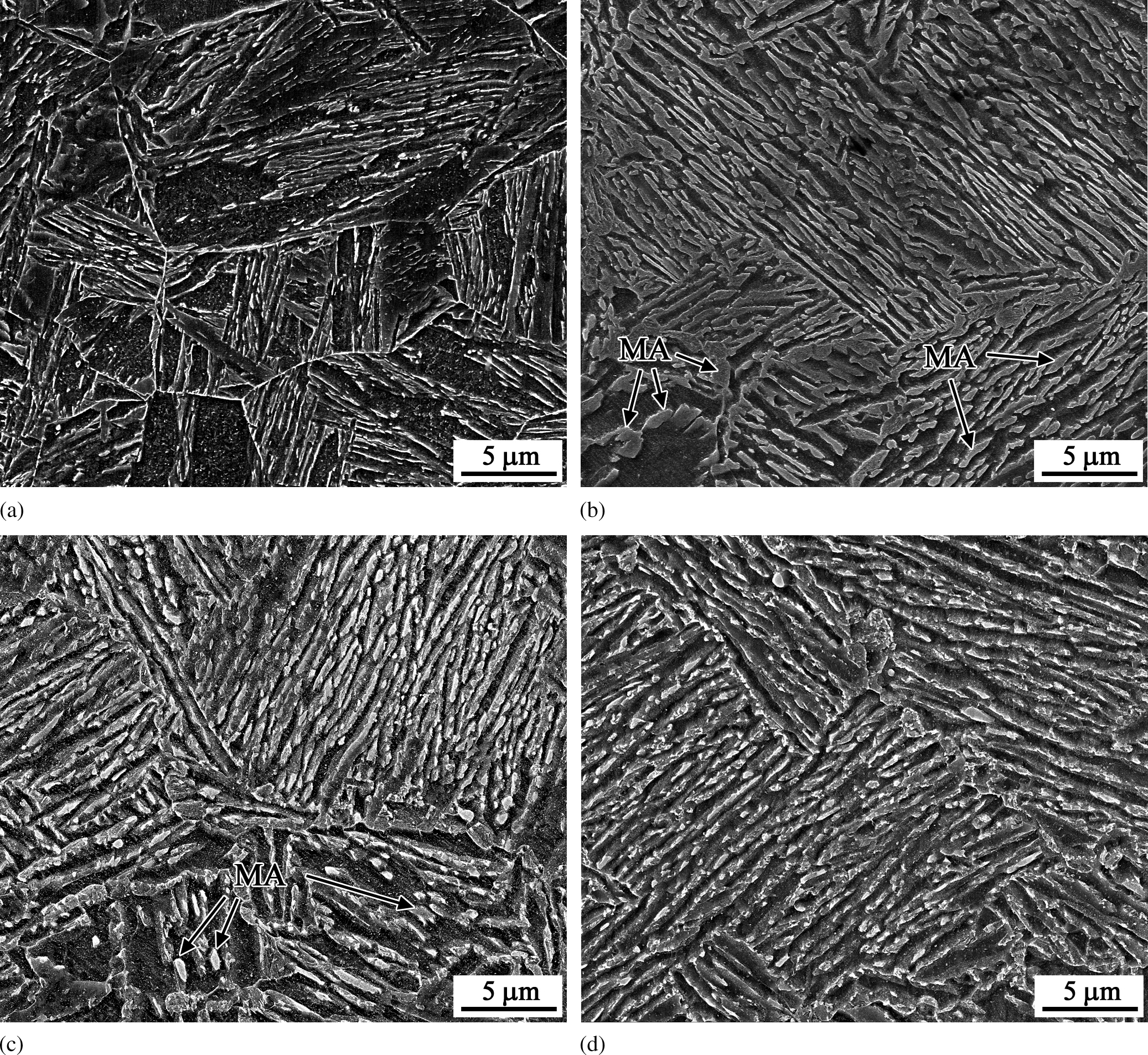
Microstructures of plate samples subjected to a austenetising at 895°C for 120 min followed by water quenching, i.e. Q treatment, b Q treatment followed by intercritical annealing at 775°C for 150 min and water quenching, i.e. QL treatment, c QLT treatment tempered at 450°C and d QLT treatment tempered at 525°C
Figure 3 shows a TEM image of the Q treated microstructure of the 50 mm thick plate. Martensite–austenite constituent associated with twinned martensite islands is observed. Approximately 0.5 μm wide bainitic laths are dislocated. The large difference of image contrast between neighbouring grains (LB1 and LB2) indicates the large difference in the crystallite orientations. Precipitation of Cu is hardly found in the as quenched plate.
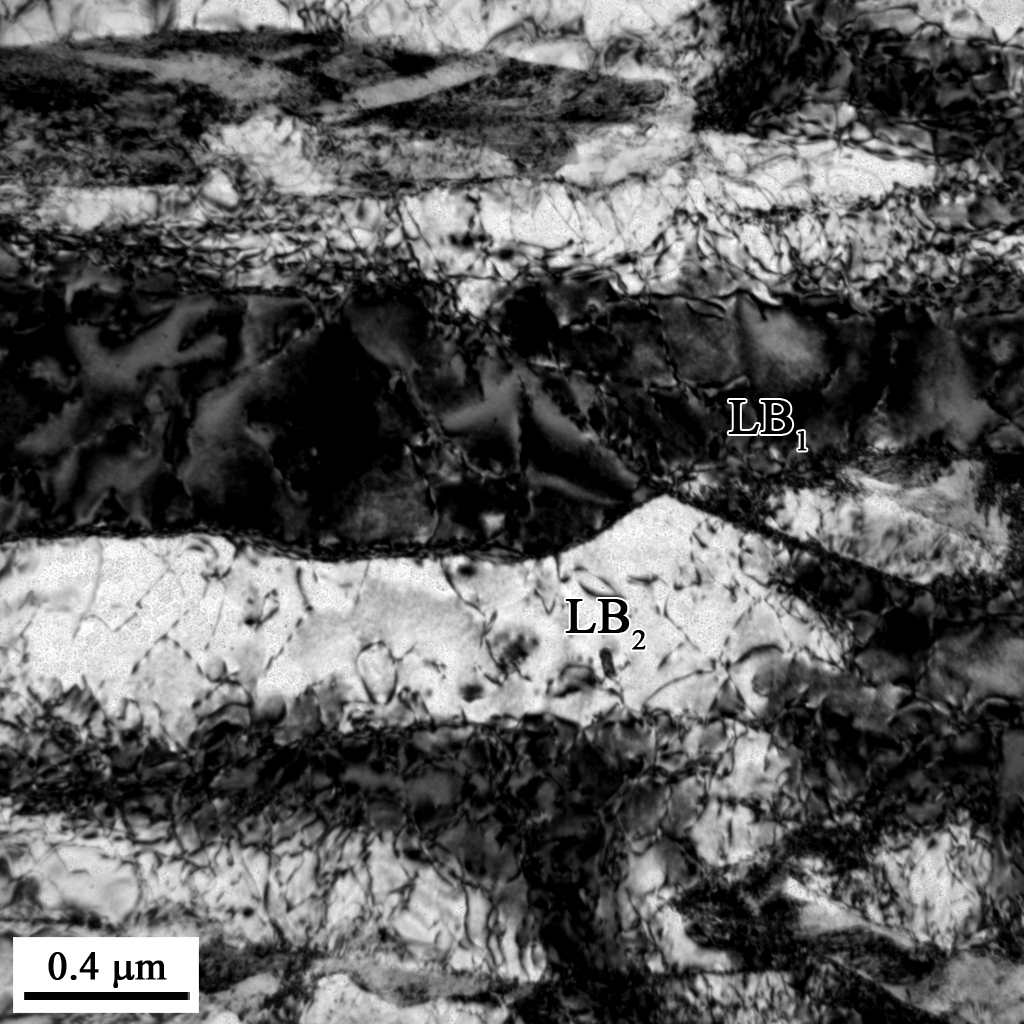
Image (TEM) of Q treated plate
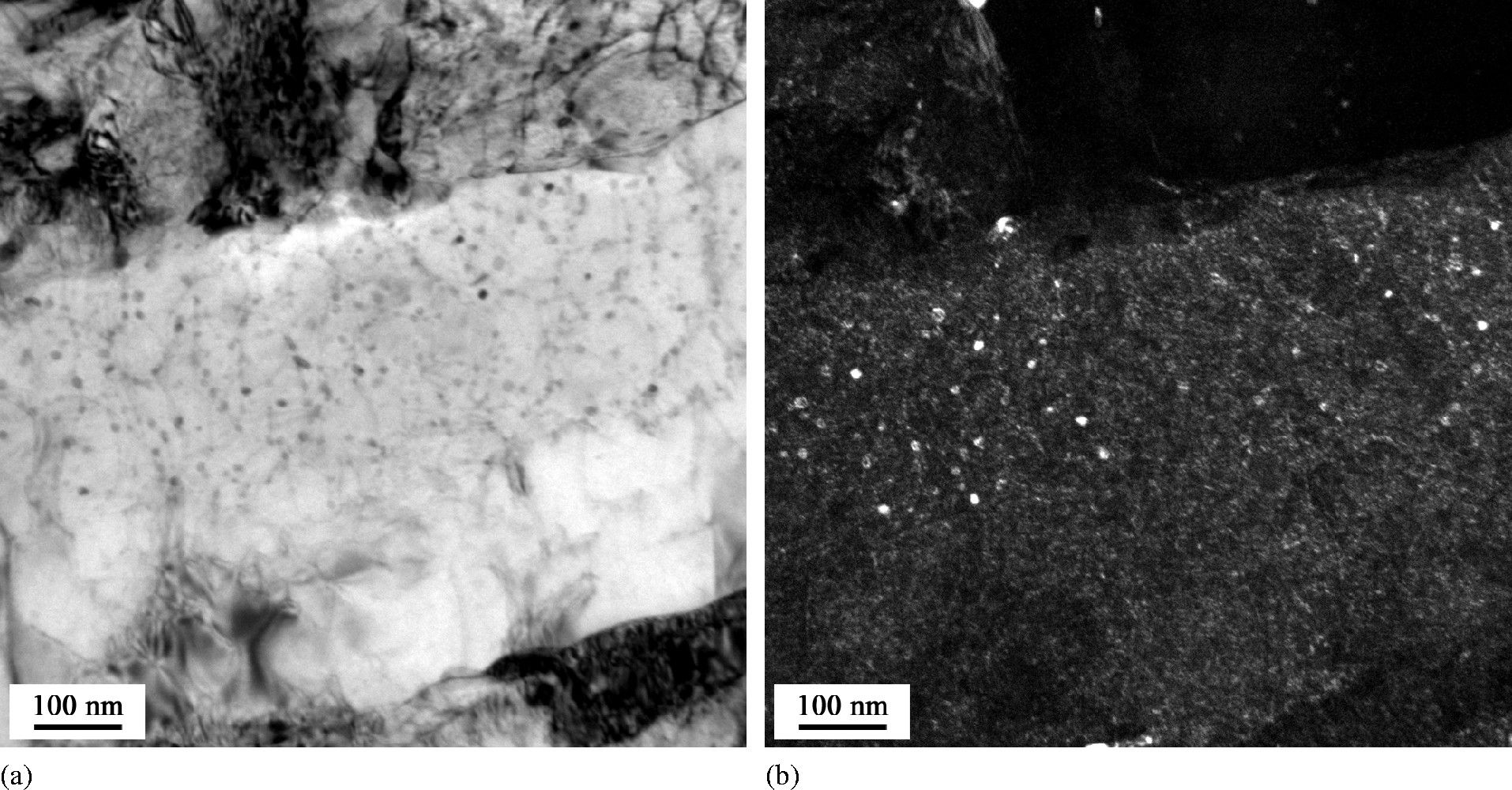
Figure 4 shows TEM images of the QL treated plate where lamellar martensite and ferrite can be identified. The formation of the fresh martensite causes increased dislocation density in the surrounding ferrite area; however, the entire dislocation density of ferrite is much lower than that of martensite. According to energy dispersive spectrometry analysis, the precipitates found in the ferrite grains as shown in Fig. 4b are Cu bearing particles. Lamellar martensite and ferrite structures can still be identified in the QLT treated plate subjected to tempering at 525°C for 150 min. Nanometre scale Cu bearing precipitates were formed in the tempered and dislocated martensite grains, as shown in Fig. 5.
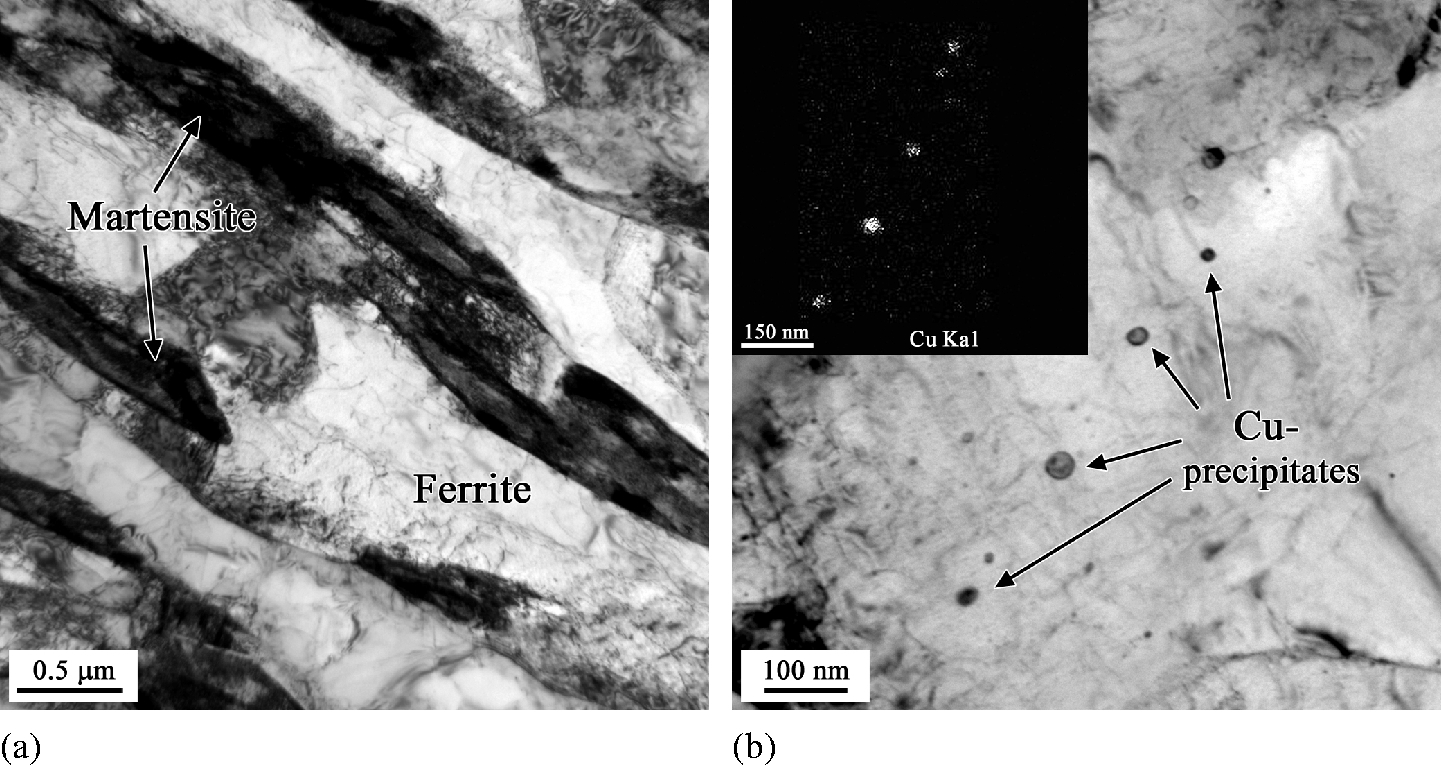
Images (TEM) of QL treated plate showing a alternate ferrite and fresh martensite and b Cu bearing precipitates in tempered bainite
Images (TEM) of QLT treated plate tempered at 525°C for 150 min showing Cu bearing precipitates by a bright field and b dark field
Figure 6 shows EBSD analysis of the plates under different processing conditions. The thick lines represent GB with misorientations >15°, which are so called high angle grain boundaries (HAGBs). The fraction HAGBs is quantified based on the distribution of grain boundary misorientations taken from each EBSD measurement at the central thickness of the plates. The fraction of HAGBs is increased after the QL treatment as compared with the Q treatment condition (Fig. 6a and b ). This leads to a decrease in the mean equivalent area diameter as indicated in Fig. 7. The misorientations of initial austenite grain boundaries are inherently >15°. The misorientations of some LB's boundaries are also >15°. The misorientations of GB grains are smaller than 15° such that the effective grain size of GB is larger than that of LB.
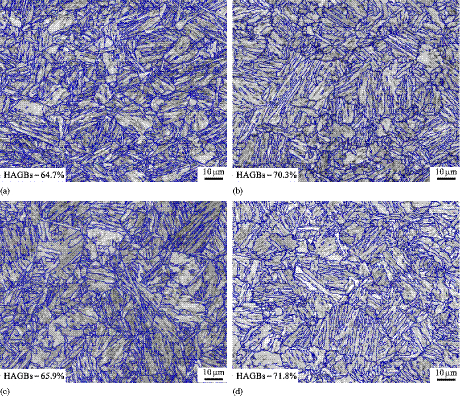
Grain boundary maps from EBSD analysis of a 50 mm thick Q treated plate, b QL treated plate, c QT treated plate with tempering at 650°C for 150 min and d QLT treated with tempering at 525°C for 150 min [thick lines indicate high angel grain boundaries (HAGBs) with misorientation angle >15°]
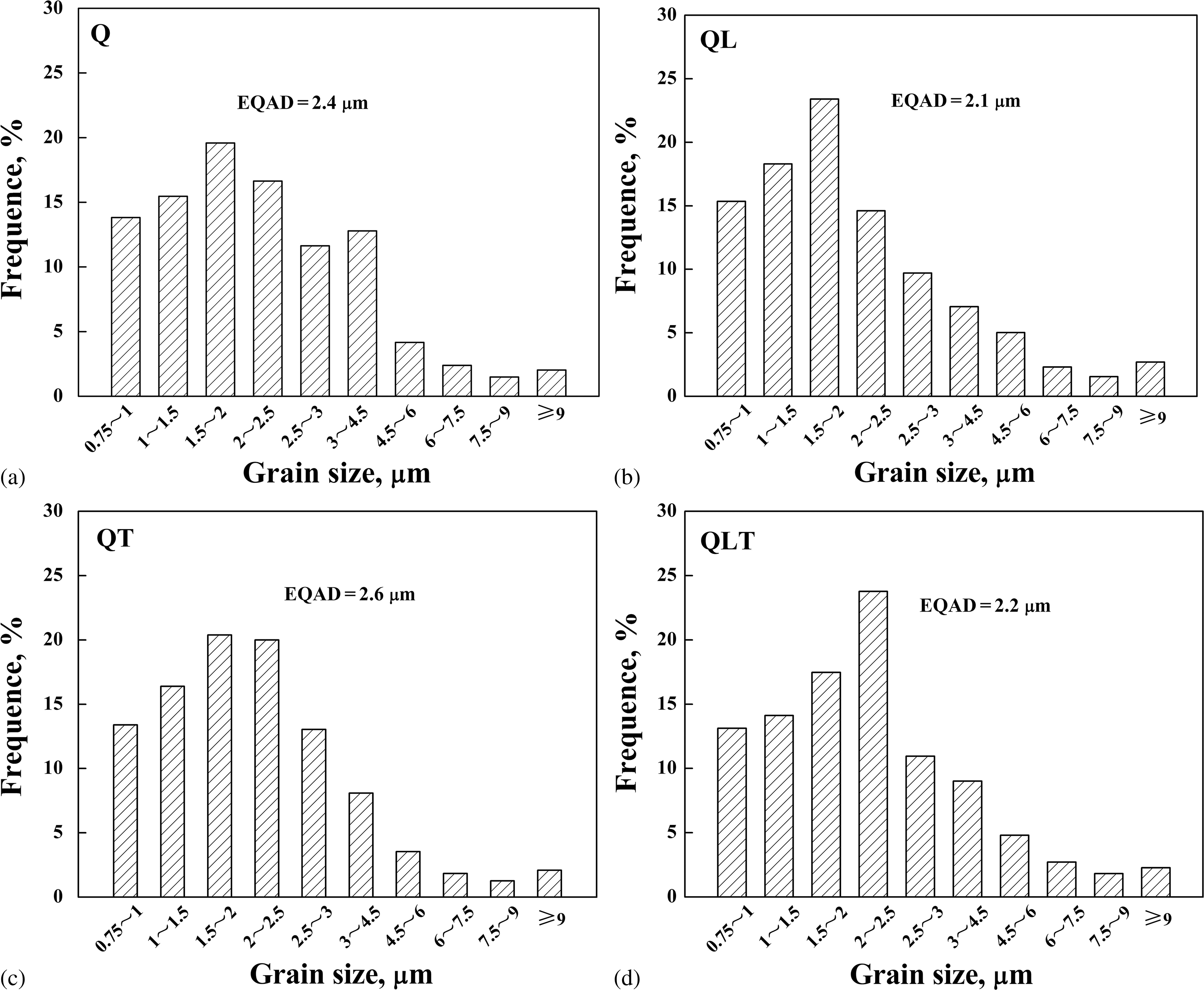
Results of measured grain sizes of a Q treated plate, b QL treated plate, QT treated plate with tempering at 650°C for 150 min and d QLT treated plate with tempering at 525°C for 150 min
Mechanical properties
The tensile and toughness properties are listed in Table 3 for the QT and Table 4 for the QLT treated plate samples respectively.
Mechanical properties of 50 mm thick plates subjected to QT treatments
HV: Vickers hardness; YS: yield strength; UTS: ultimate tensile strength; EL: elongation; RA: reduction in area; YR: yield ratio.
Mechanical properties of 50 mm thick plates subjected to QLT treatments
The room temperature engineering stress–strain curves indicate a continuous yielding behaviour under the Q and QL quenched conditions and a variation trend from continuous to discontinuous yielding behaviour under either QT or QLT condition, as shown in Fig. 8. Discontinuous yielding behaviour is apparent in the QT treated samples with tempering temperature at 600°C or higher (Fig. 8a ). This is also observed in the QLT treated sample (Fig. 8b ) tempered at 600°C. In comparison with the as quenched sample, the decrease in workhardening rate due to tempering is substantial in the QT samples. However, compared with the QL treated sample, the decrease in workhardening rate in the QLT ones is much less. This can be seen in Fig. 9, which shows the change of true stress and workhardening rate of different samples versus true strain under the fulfillment of dσ/dε = σ. 13 The workhardening rates of QT samples are lower than 1800 MPa at strains of 0.01–0.04, while those of the QLT treated samples are much higher than 2500 MPa. Significant workhardening is achieved as the strain increases in the QLT samples leading to higher UTS and decreased YR. For example, a YS of 696 MPa and YR of 0.82 were achieved in the QLT treated sample tempered at 525°C. The improved YR is attributed to the mobile dislocations formed in the soft phase due to the transformation stress of hard phases formation. 14 The change in the workhardening behaviour with tempering temperature of the QLT samples as shown in Fig. 9b may be attributed to a variation of plasticity of martensite constituents (i.e. LM and MA). 13
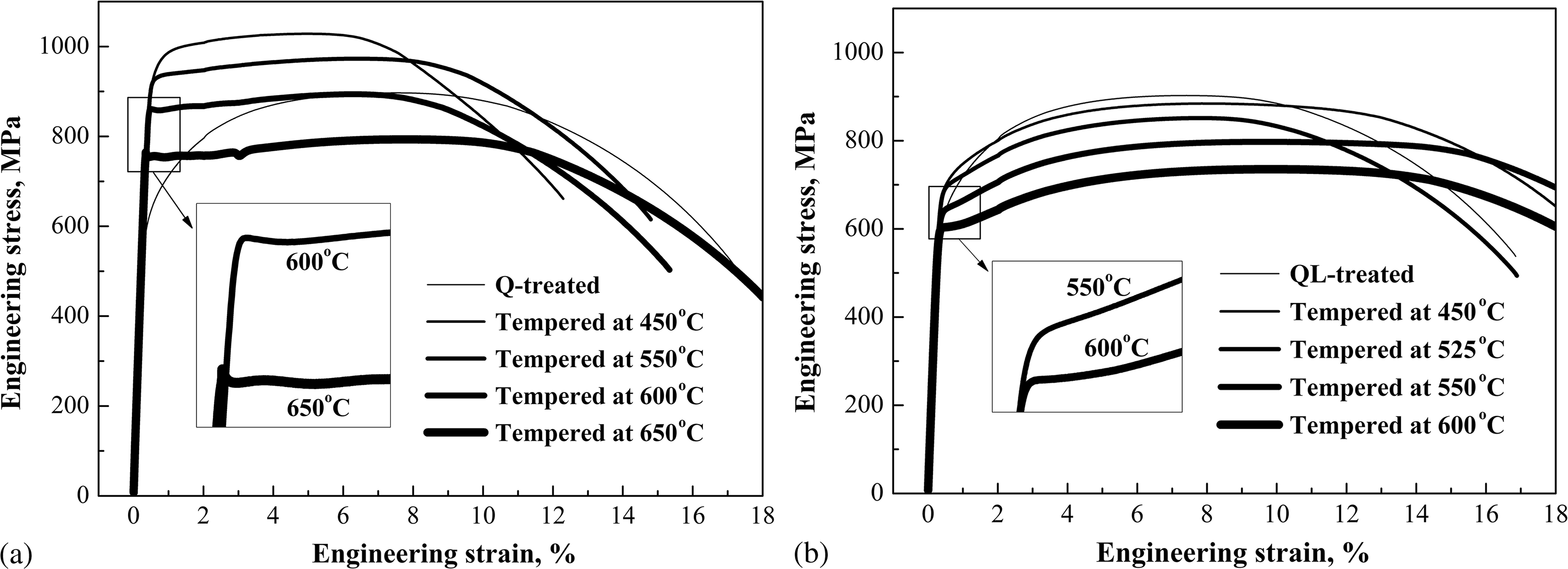
Room temperature stress–strain curves corresponding to a Q and QT treated samples and those from b QL and QLT treated samples
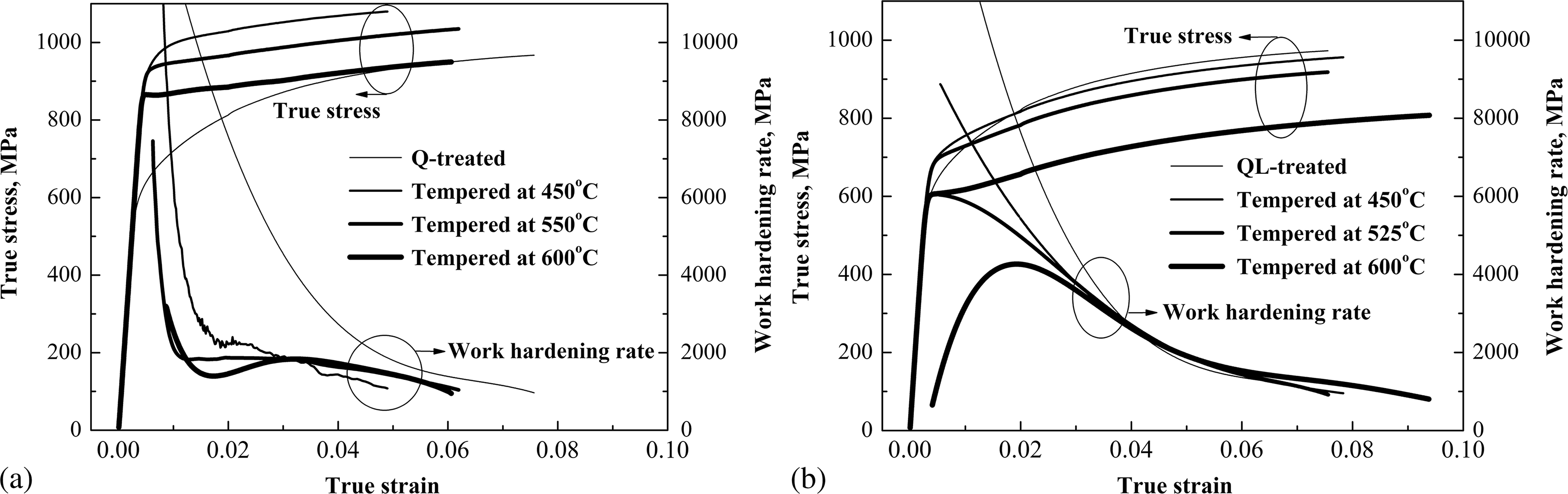
a Q and QT treated plate samples; b QL and QLT treated plate samples
The variations of the mechanical properties upon tempering of the Q and QL treated plates are shown in Fig. 10. After tempering, the YS increases from 635 MPa under the as quenched condition to peak values of ∼954 MPa on tempering at 450–500°C and then decreases as the tempering temperature increases. Similar variation trends upon tempering temperature are found in hardness and UTS values. The CVN toughness at − 80°C decreases sharply from as high as 162 J under Q condition to only 9–10 J on tempering at 400–450°C, and then increases as the tempering temperature increases and attains maximum values at ∼200 J on tempering between 650 and 675°C. The best combination of strength (YS = 753 MPa, UTS = 793 MPa and YR = 0.95), ductility [elongation (EL) = 20.8%, reduction in area = 72.9%] and low temperature toughness is achieved in the plate tempered at 650°C for 150 min.
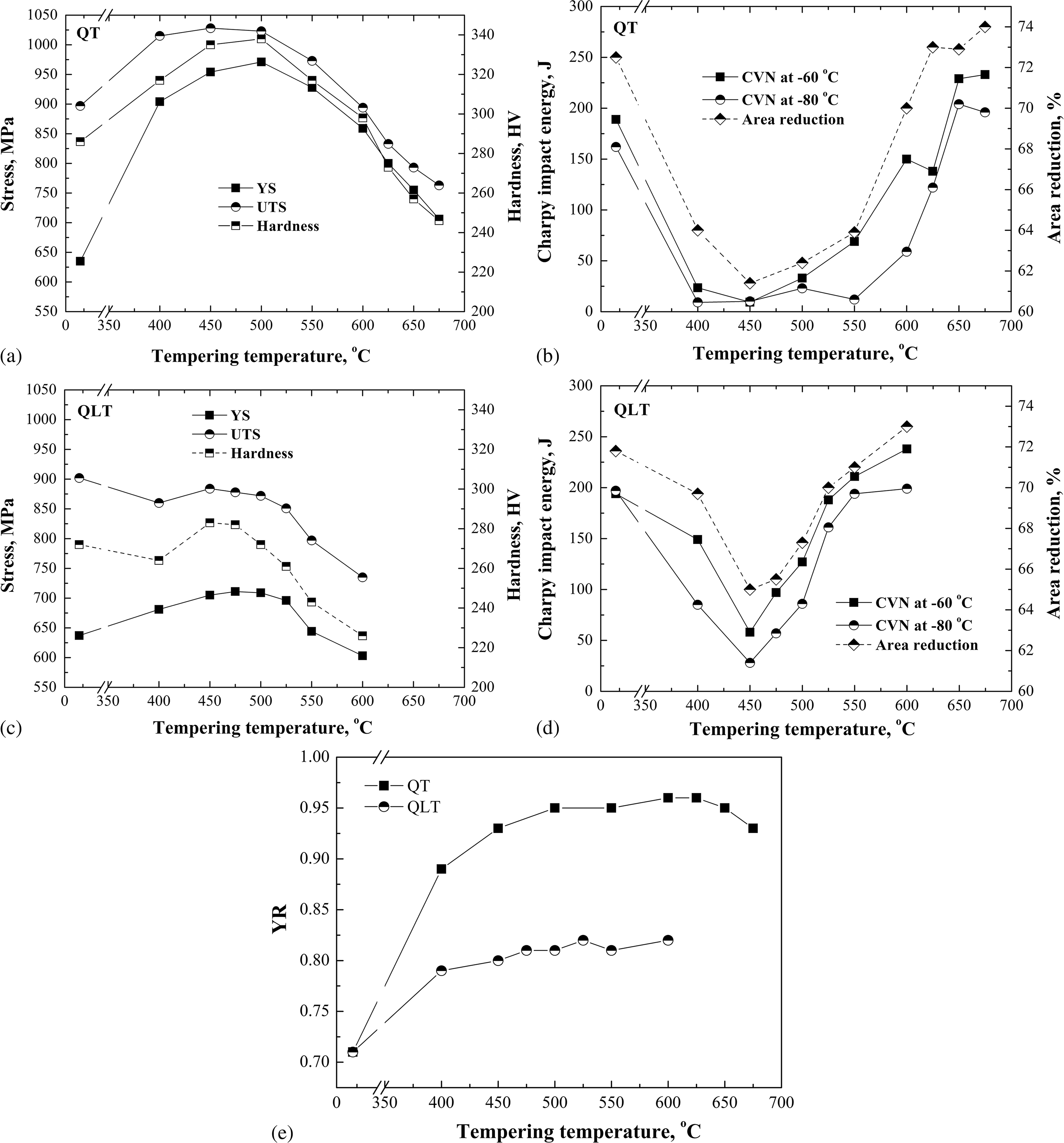
a, b Q and QT plates; c, d QL and QLT treated plates; e comparison of yield ratio (YR) versus tempering temperature
The variation trends of the mechanical properties of the QLT treated plate on tempering are similar to those of the QT treated samples. Peak YS of 711 MPa and UTS at 884 MPa can be seen on tempering at 450–500°C. The CVN toughness at − 80°C decreases from 199 J under the QL condition to ∼30 J after tempering at 450°C, and then increases as the tempering temperature increases attaining the maximum values at ∼200 J after tempering at 600°C. The best combination of strengths (YS = 696 MPa, UTS = 851 MPa, YR = 0.82), ductility (EL = 19.8%) and low temperature ( − 80°C) toughness (CVN at 161 J) was achieved in the QLT treated plate tempered at 525°C for 150 min. The significant characteristics of the QLT treated plates are the low YR value as compared with those of the QT treated plates with YR at ∼0.95, as shown in Fig. 10e .
Discussion
Intercritical annealing and quenching (L) is useful to refine the grain size in the Cu bearing bainitic steel. The grain refining mechanism in martensitic steel due to inserting austenite along LBs during L treatment is discussed by Morris. 15 The formation of dual phase microstructure consisting of tempered and fresh martensite alternate leads to the break-up of original block (effective grain size). The current work presented similar lamellar structure alternate (ferrite and fresh martensite) in the Cu bearing bainitic steel (Fig. 4a ), which was subjected to the QL treatment. Tempering of the as quenched supersaturated bainite leads to the formation of coarsened Cu bearing precipitates in ferrite, which is one of the characteristics of the current material (Fig. 4b ). The boundaries between the ferrite and fresh martensite are featured by large misorientations, as verified by the EBSD analysis. As a result, the fraction of HAGBs is increased in the QL treated plate in comparison with that in the Q treated plate. The effective grain size in the QL treated plate is also smaller than that in the Q treated plate (Fig. 7). The fraction of HAGBs does not change significantly in either QL or Q treated plate after tempering treatments.
In the present work, the strengths of the Q and QL quenched plates are almost the same. The toughness of the QL treated plate with increased fraction of HAGBs is, however, ∼35 J higher than that of the Q treated plate at − 80°C. This, in turn, can be attributed to the increased absorbed energy during crack propagation, as shown in Fig. 11. The increased fraction of HAGBs (i.e. the refined effective of grain size) is believed to be responsible for the increased absorbed energy during crack propagation in the current steel. The mechanism revealing the relationship between the length of unit crack path and the effective grain size has been studied by Hwang et al. 14 The reduction of effective grain size leads to short unit crack path because the crack bends at HAGBs, leading to increased resistance to crack propagation and hence improved low temperature toughness.
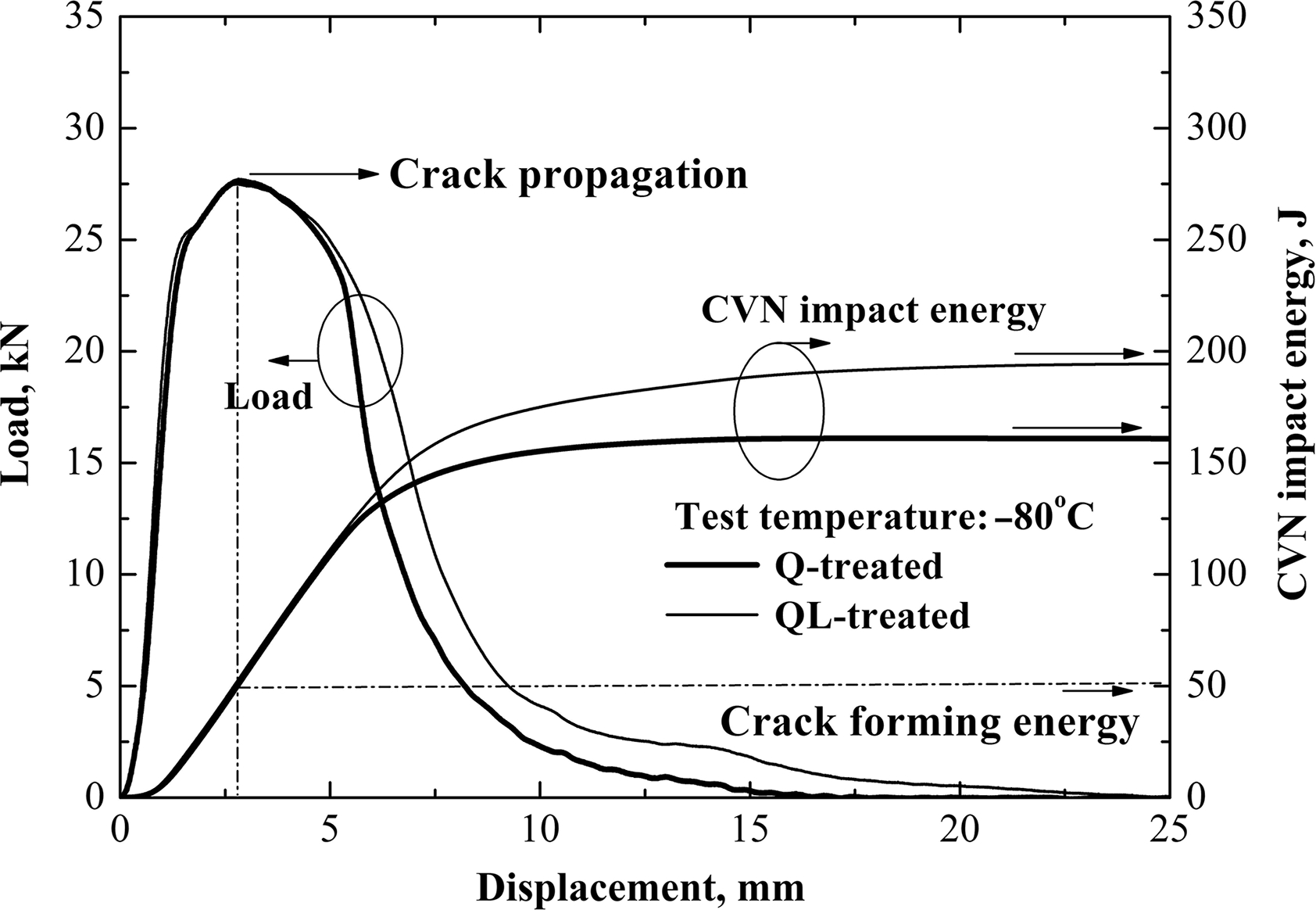
Curves of load and Charpy impact energy (CVN) versus hammer displacement obtained in instrumented impact tests conducted at − 80°C on specimens of Q and QL treated plates
The change of toughness under either QT or QLT condition depends, to different extents, upon the variation of strength. In fact, the CVN energy increases as the UTS decreases, as shown in Fig. 12. This can be explained by the evolution of the transformation phases, i.e. GB and LB in QT samples and LM/MA as hard phases in the QLT samples.
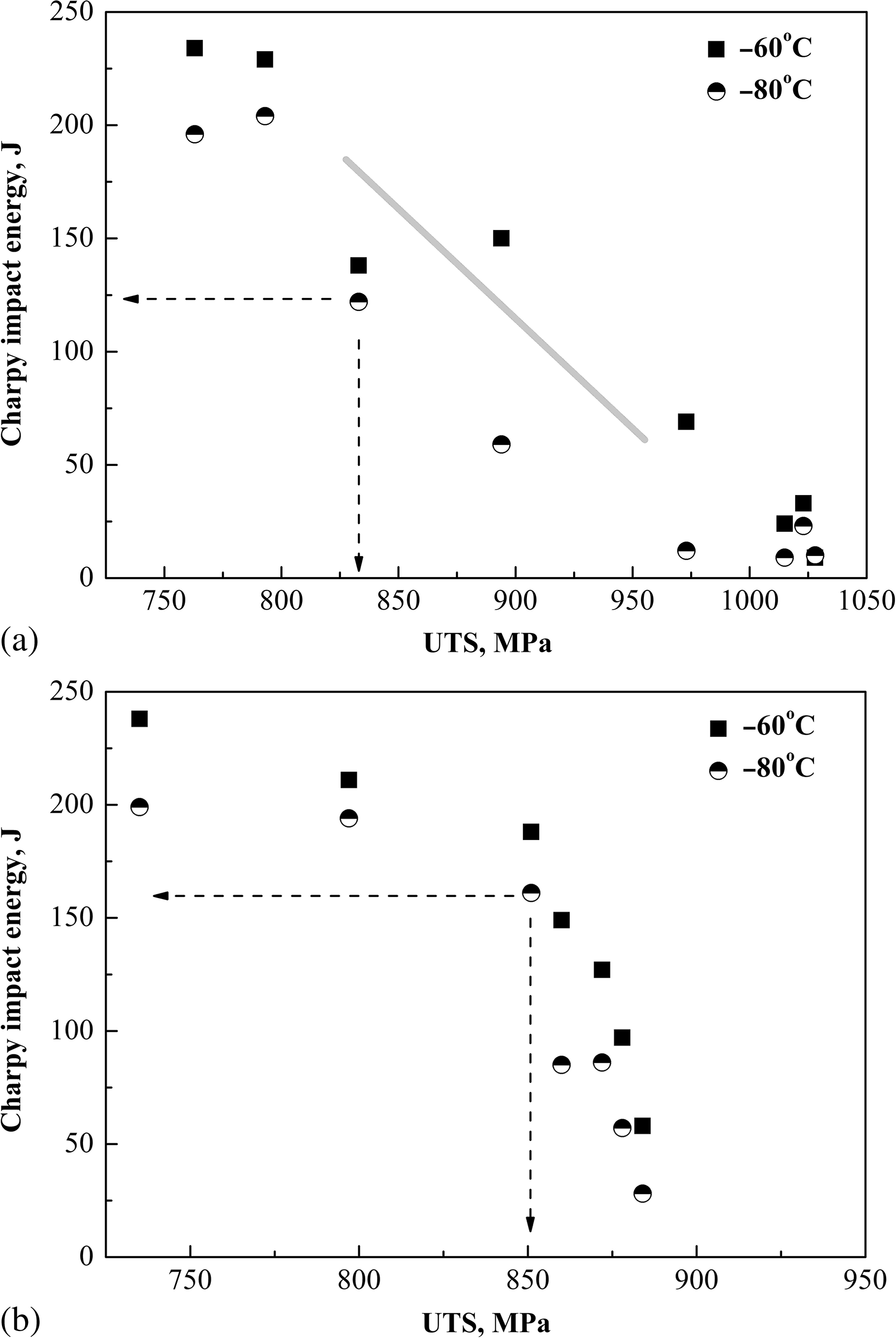
a QT; b QLT
In the case of QT, the variation of brittleness upon tempering in the range of 400–650°C is generally consistent with the that found in martensitic steels. 1,9 The precipitation of Cu containing particles at 450–500°C strengthens the microstructures to their peak strength and hardness resulting in their highest brittleness. 9 The profuse fine precipitation of Cu hinders the dislocation movement resulting in a considerable rise in strength and hardness and dramatic decrease in toughness. Under overaging conditions, the softening of the matrix on tempering and the coarsening of Cu precipitates lowered the stress for the movement of dislocations resulting in a decrease in strength and hardness. The phenomenal improvement in impact toughness in this temperature range is due to the overaged microstructure of partially recovered matrix and coarse Cu precipitates, which helps in arresting the propagation of cleavage cracks. 1,9 As a result, good combination of strength and toughness across the thickness section is achieved.
In the case of QLT treated samples, tempering at 450°C leads to the peak strength and lowest CVN energy. The strength and brittleness of the LM structure tempered at this temperature may be the highest due to the precipitation. The low toughness of the LM structure could be responsible for the overall decrease in toughness. Tempering at 525°C results in slightly lower UTS to ∼850 MPa, but with significantly increased CVN energy. The decomposition of coarse M/A (see Fig. 2b–d ) may be responsible for the improvement of toughness over that tempered at 450°C. Comparing the toughness between the QT and QLT samples with similar UTS (indicated by arrows), one can see the improvement of QLT sample over the QT one. The QLT microstructure (Fig. 2d ) with soft ferrite+tempered LM with Cu containing precipitates (Fig. 5) and increased fraction HAGBs ensures the plate exhibiting YS >690 MPa, CVN energy higher than 150 J even at − 80°C and decent YR of 0.82 due to the improved workhardening behaviour over the QT ones.
Conclusion
Industrially produced heavy plates with a composition leaner than that of the HSLA-100 steel were subjected to varying offline heat treatments, and the relationship between microstructure and mechanical properties is studied. A connection between fundamental materials characterisation and integrated industrial production has been made to produce ultrahigh strength heavy steel plates with low YR and enhanced low temperature toughness.
1. Thermomechanical controlled rolling (TMCP) of 50 mm thick plate, full austenitisation, followed by water quenching lead to microstructures consisting of fine granular bainite and lath-like bainite. Cu bearing precipitates are not observed in the as quenched plate. Tempering at 650°C for 150 min achieved a good balance of strength, ductility and low temperature toughness; however, the YR is higher than 0.95 and, therefore, unsuitable for seismic application.
2. Intercritical annealing and subsequent water quenching (QL) of the quenched plate leads to alternating ferrite and fresh martensite laths. Coarsened Cu containing precipitates in the ferrite are the results of tempering of the Q treated bainite. An increased fraction of HAGBs is observed as compared with that in the Q treated plate. The QL treated plate shows better toughness due to the increased absorbed energy during crack propagation.
3. Improved YR at 0.82 accompanied with high strength, ductility and low temperature toughness is achieved in the QLT treated plate tempered at 525°C for 150 min. The results indicate that QLT is effective to produce heavy plates with ultrahigh YS >690 MPa and secured CVN toughness >150 J even at − 80°C and YR lower than 0.83. The microstructures of the QLT treated plate consist of soft ferrite+tempered martensite strengthened by Cu bearing precipitates. Workhardening under the stress exceeding the YS is observed. This is substantially different from those of QT plates with less workhardening during room temperature deformation.
Acknowledgements
The authors acknowledge financial support received from Jiangsu Shagang Group Co., Ltd.