
Abstract
In order to facilitate the development of CaO–Al2O3 based mould flux for casting high aluminium, non-magnetic steel, the effect of CaO/Al2O3 ratios from 0.6 to 3.2 on viscosity and crystallisation characteristics were investigated with the aid of a rotational viscometer, Fourier transform infrared spectroscopy, a single hot thermocouple technique and X-ray diffraction analysis. The results showed that, at temperatures above 1543 K (1270°C), the viscosity first decreased and then became stable with increase in the CaO/Al2O3 ratio. At temperatures below 1543 K (1270°C), the viscosity again first decreased but then increased, with the CaO/Al2O3 ratio. This viscosity behaviour can be attributed to changes in the network structure characteristics and the precipitation of solid particles within the liquid flux. Increase in the CaO/Al2O3 ratio also first inhibited and then enhanced crystallisation as demonstrated by the changes in initial crystallisation temperatures and incubation times. The X-ray diffraction results confirmed that, at both low and high CaO/Al2O3 ratios, the dominant precipitates were compounds with high melting points. On the other hand, with CaO/Al2O3 ratios in the midrange, the dominant precipitates were compounds with relatively low melting temperatures. It is concluded that mould flux with a CaO/Al2O3 ratio in the range 1.1–1.6 is the most appropriate for casting high aluminium, non-magnetic steels.
Introduction
Technical advances in continuous casting have led to a change in the production mode of high aluminium, non-magnetic steel 20Mn23AlV (wt-%: 0.14–0.2C, 21.5–25Mn, 1.5–2.5Al, ≤ 0.5Si, 0.04–0.1V) from ingot casting to vertical continuous casting. Application of conventional CaO–SiO2 based mould flux for the continuous casting of high aluminium steel results in a severe reaction between aluminium in the liquid steel and SiO2 in the mould slag. This reaction causes considerable increase in Al2O3 and decrease in SiO2 within the molten flux, 1–5 and as a consequence, massive slag rims, poor lubrication, sticker breakouts and strong crystallisation in the solidified flux film are observed. Lubrication and uniform heat transfer, probably the most important functions of a mould flux, are directly affected by the viscosity and crystallisation behaviour of the flux. It is particularly important to maintain good lubrication and uniform heat transfer in order to obtain good surface quality and castability. A number of studies 1,5,6–8 have been performed with conventional CaO–SiO2 based mould flux in attempts to obtain appropriate lubrication and crystallisation properties during casting of high Al steels. However, the significant change in Al2O3 and SiO2 contents in the mould slag is still the main reason for unstable lubrication and excessive crystallisation, which in turn provides an incentive for the development of non-reactive or less reactive mould flux.
To solve the aforementioned problems, CaO–Al2O3 mould flux with a low content of the reactive component SiO2 has been proposed and evaluated for the casting of high Al steels. 4,5 A general approach for the development of a new mould flux is based on the premise that flux composition influences the flux properties, and these properties as well as the solidification characteristics of the alloy affect operational behaviour. Consequently, the principal step in the design of a less reactive mould flux is the determination of an optimal CaO/Al2O3 ratio, by examining the effects of compositional change on the mould flux properties. Studies by Cho et al. 9 and Shi et al. 10 have described the application of CaO–Al2O3 based mould flux. However, since the CaO/Al2O3 ratio was changed at the same time as the contents of other components, such as Na2O, Li2O, F and B2O3, it was difficult to evaluate the specific effect of the CaO/Al2O3 ratio on mould flux performance. Although trials indicated acceptable mould flux performance, the flux was still prone to crystallisation and poorer lubrication as the casting operation progressed. In an investigation by Blazek et al., 5 similar phenomena were observed. Mould flux with a high CaO/Al2O3 ratio exhibited decreased radiant heat transfer, reduced powder consumption and poorer lubrication due to precipitation of crystals as the casting time increased. On the other hand, Fu et al. 11 showed that mould flux with higher or lower CaO/Al2O3 ratios had a stronger crystallisation tendency than flux with a CaO/Al2O3 ratio in the midrange.
The above studies focused on the crystallisation of mould flux with only limited changes in the CaO/Al2O3 ratios, and the results were not in very good agreement. Moreover, the flux compositions did not simultaneously meet the coupled requirements for good crystallisation and lubrication behaviour. Thus, there is a need for a systematic study of the effect of a wide range of CaO/Al2O3 ratios on the viscosity and crystallisation behaviour of CaO–Al2O3 based mould flux in order to establish optimal CaO/Al2O3 ratios, which will fulfil the dual requirements for good crystallisation and lubrication properties. To achieve this objective, viscosity and crystallisation properties of mould flux with a wide range of CaO/Al2O3 ratios were evaluated with the aid of a rotational viscometer, Fourier transform infrared (FTIR) spectroscopy, a single hot thermocouple technique (SHTT) and X-ray diffraction (XRD) analysis.
Experimental aspects
Flux preparation
The chemical compositions of the experimental fluxes are listed in Table 1. All samples were synthesised using reagent grade chemicals CaO, SiO2, Al2O3, CaF2 and B2O3, with Na2CO3 used as the source for Na2O. CaF2 is always added to serve primarily as a fluxing agent to control viscosity and solidification temperature in the CaO–Al2O3 based mould flux. The synthetic fluxes were premelted in a graphite crucible at 1623 K (1350°C) for 0.5 h under Ar (99.99% purity) and then quenched in water. The water quenched fluxes were dried at 393 K (120°C) for 4 h and crushed into powder with particle size < 75 μm for the following experiments.
Chemical compositions of experimental mould flux/mass-%
Viscosity and structural measurements
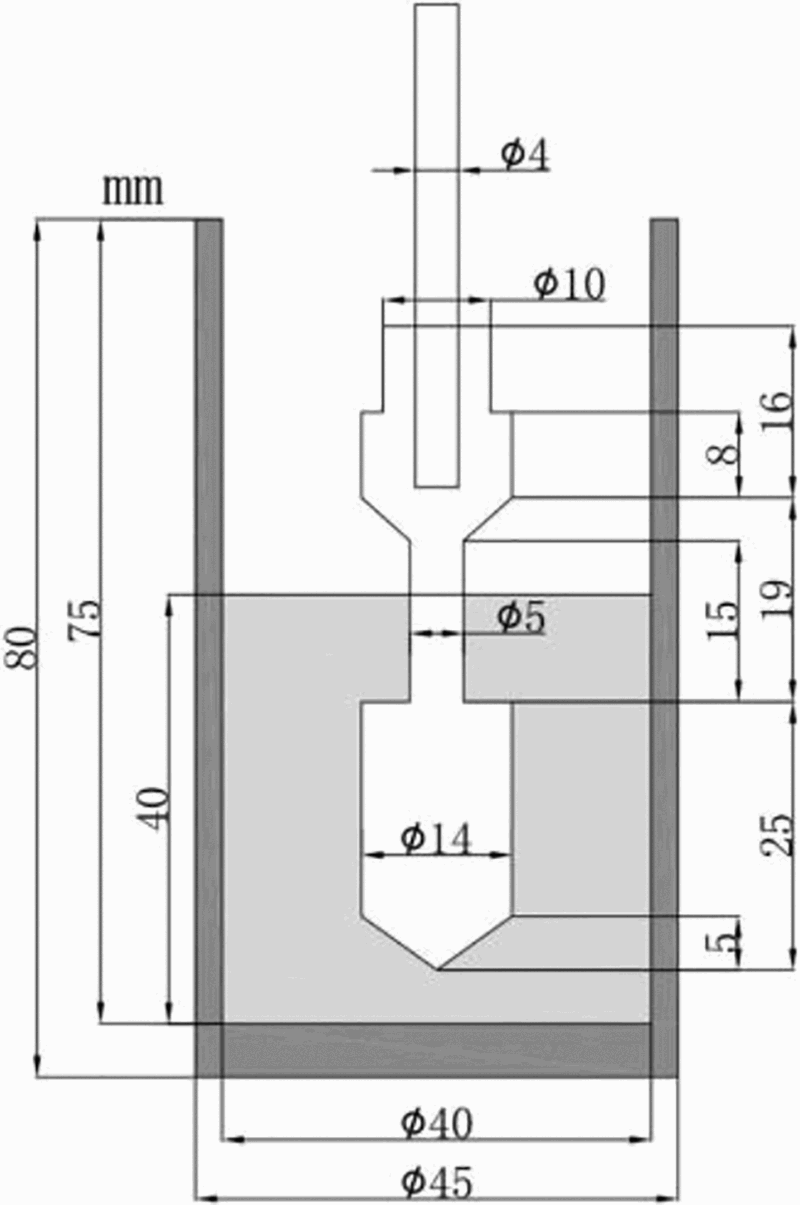
Viscosity was measured utilising the rotational cylinder method. A schematic diagram of the apparatus and dimensions of the graphite crucible and Mo bob are shown in Figs. 1 and 2 respectively. MoSi2 bars were used as the heating elements for the furnace, and a Pt–Rh/Pt thermocouple was employed to determine the furnace temperature. The experimental procedures are outlined below. Schematic diagram of viscosity apparatus Crucible and bob dimensions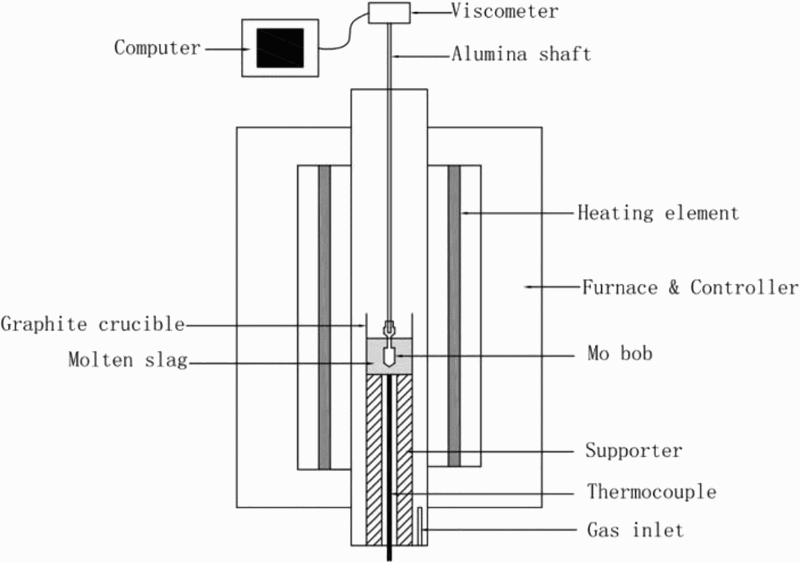
First, the viscometer was calibrated with standard oil based on the equation: η = 4.306 × 10− 11exp (6.993/T).
Second, the furnace was heated at a rate of 15°C min− 1 to the required temperature with argon as a protective atmosphere.
Third, the graphite crucible (80 mm in height and 40 mm in inner diameter) containing ∼130 g premelted mould flux was placed in the furnace and held at constant temperature for 30 min to achieve thermal equilibrium. The depth of the liquid flux was ∼40 mm. The Mo bob was immersed into the flux to a depth of ∼10 mm from the bottom of the crucible and rotated at a constant speed of 200 rev min− 1 to homogenise the liquid flux.
Fourth, after holding at constant temperature for 30 min, the flux was cooled at a rate of 5°C min− 1. Meanwhile, viscosities and corresponding temperature were recorded automatically. The measurements were stopped when the viscosity increased sharply.
After the viscosity measurement, the fluxes were cooled to room temperature and ground for XRD analysis to determine the phases that had formed. The samples analysed by FTIR spectroscopy (Bruker, Tensor-27) were water quenched from 1623 K (1350°C) as described in the flux preparation section. About 2.0 mg flux powder and 200 mg reagent grade KBr were mixed and ground in an agate mortar, then pressed into 13 mm diameter discs for FTIR analysis. The wavenumbers of the absorption spectra were recorded within the range of 4000–400 cm− 1.
Continuous cooling transformation (CCT) and time–temperature transformation (TTT) tests
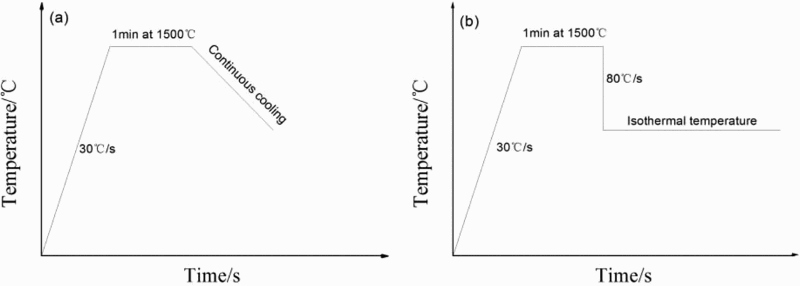
To investigate the crystallisation behaviour of the fluxes, CCT and TTT diagrams were constructed using the SHTT. A flux sample of ∼10 mg was mixed with alcohol, mounted on the tip of a B type thermocouple and heated directly. The temperature was continuously monitored while the crystallisation process was recorded by collecting images every second using a charge coupled device camera. Figure 3 shows the thermal cycles for construction of the CCT and TTT diagrams. The thermocouple was heated at a rate of 30°C s− 1 to 1773 K (1500°C), and the flux sample was held at this temperature for 1 min to eliminate bubbles and allow homogenisation of composition and temperature. The sample was then cooled continuously to 1173 K (900°C) at different cooling rates to construct the CCT diagram by recording the start time and start crystallisation temperature at various cooling rates. To construct the TTT diagram, the sample was rapidly cooled at a cooling rate of ∼80°C s− 1 to various isothermal temperatures while recording the start and the end times of crystallisation. During CCT and TTT tests, 5 and 95% volume fraction of crystallisation were defined as the start and the end of crystallisation respectively. The volume fraction of crystallisation was determined using image analysis software.
Thermal cycles for a CCT and b TTT tests
X-ray diffraction analysis
To investigate the crystalline products, the water quenched fluxes were treated in a muffle furnace for 1 h to achieve crystallisation at the nose temperature determined by SHTT. For flux samples with no obvious nose, the midtemperature with the shortest incubation time was used. In order to obtain the crystallisation products as far as possible at the nose temperature, the fluxes, after removal from the muffle furnace, were immediately quenched in water, dried, crushed and ground for XRD analysis. The XRD patterns were collected using Cu K α radiation at a rate of 20° min− 1.
Results and discussion
Viscosity and structural characteristics
Figure 4 shows the change in flux viscosity as a function of CaO/Al2O3 ratio in the temperature range from 1398 to 1598 K (1125–1325°C). At temperatures above 1543 K (1270°C), the viscosity first rapidly decreases and then gradually becomes stable. However, at temperatures < 1543 K (1270°C), the viscosity first decreases and then increases. These changes in viscosity are closely related with the network structure characteristics of the melt at higher temperature and solid particles that are precipitated at lower temperature.
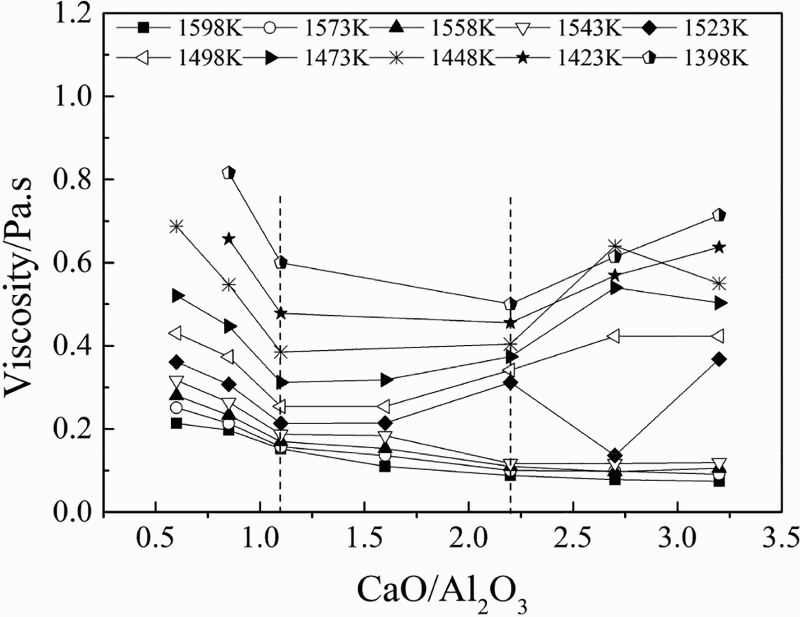
Effect of CaO/Al2O3 ratio on viscosity at different temperatures
It is known that Al2O3 is an amphoteric oxide and that the behaviour as an acidic oxide (network former) or basic oxide (network modifier) depends on the basicity of the melt. 12,13 For all fluxes tested in the current study, the mole fractions of the basic oxides CaO and Na2O are far higher than that of Al2O3, and therefore, Al2O3 functions as an acidic oxide to form [AlO4]5 − tetrahedra or is incorporated into the silicon–oxygen network structure when sufficient charge compensation is available through the presence of basic oxides. As shown in Fig. 5, this behaviour has been confirmed using FTIR spectra for mould flux quenched from 1623 K (1350°C), which show the band for [AlO4]5 − tetrahedral structural units near 650 cm− 1 and Si–O–Al bending at ∼500 cm− 1. 14–16 At higher temperatures, with decrease in the CaO/Al2O3 ratio, more Al2O3 is involved in the formation of aluminate or aluminosilicate network structures to increase the degree of polymerisation, which in turn increases the viscosity. With increasing CaO/Al2O3 ratio, more free oxygen ions (O2 − ) are available to promote depolymerisation, reducing the extent of the aluminosilicate network structure and hence decreasing the viscosity. The FTIR spectra also show that, with increase in the CaO/Al2O3 ratio, the centre of the [AlO4]5 − tetrahedral structural units shifts toward lower wavenumbers and the band width decreases, which is consistent with a decrease in the degree of polymerisation.
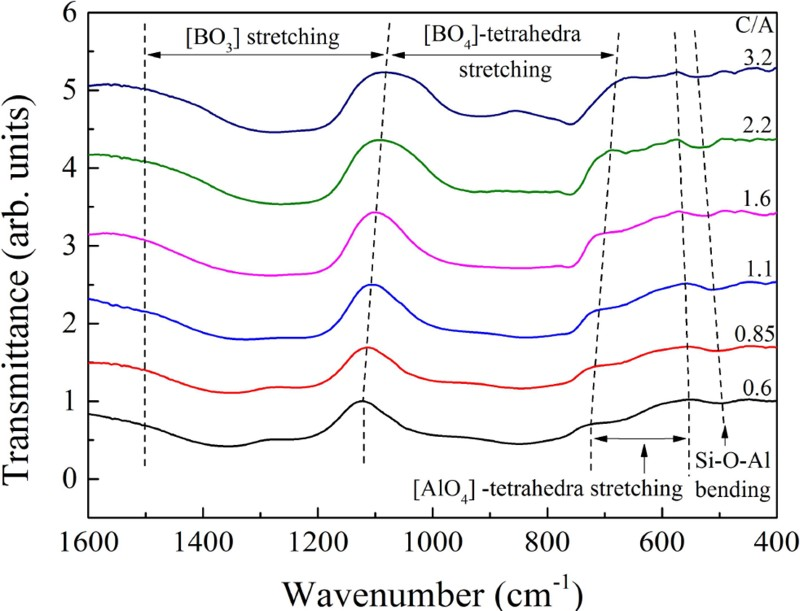
Fourier transform infrared spectra of fluxes with different CaO/Al2O3 ratios quenched from 1623 K (1350°C)
The FTIR spectra in Fig. 5 also show that, in the presence of B2O3, fourfold coordinated boron [BO4]5 − tetrahedral structural units and threefold coordinated boron [BO3]3 − triangular structural units corresponding to the bands at 700–1100 cm− 1 and 1100–1500 cm− 1 respectively coexist. 14,17 With increasing CaO/Al2O3 ratio, the band for [BO4]5 − tetrahedral stretching shifts toward lower wavenumbers, which is again consistent with a decrease in the polymerisation of [BO4]5 − tetrahedral structural units. At the same time, the band width corresponding to the amount of simpler [BO3]3 − triangular structural units increases. Since [BO3]3 − tends to form looser structural units than [BO4]5 − , this also results in a decrease in viscosity. Further increase in the CaO/Al2O3 ratio at higher temperatures will provide an excess of free oxygen ions, and therefore, the viscosity remains eventually unchanged.
At lower temperatures, precipitation of solid particles with high melting points begin to have a dominant role in controlling viscosity. The XRD results of flux samples obtained after viscosity measurement are shown in Fig. 6. For fluxes with either low or high CaO/Al2O3 ratios, compounds with relatively high melting points are observed. For a CaO/Al2O3 ratio of 0.6, CaAl4O7 with a melting temperature of 2035 K (1762°C) is precipitated. When the CaO/Al2O3 ratio is 2.2, Ca12Al14O32F2 with a melting temperature of 1850 K (1577°C) is present. However, for fluxes with CaO/Al2O3 ratios in the midrange of 1.1–1.6, the phases Ca5Al6O14 (thought to have a similar melting temperature to Ca12Al14O33) 18 and Ca5B3O9F [melting temperature < 1673 K (1400°C)] 19 have relatively low melting points and therefore will not precipitate in molten fluxes at higher temperatures. On the other hand, phases precipitated at higher temperature will adversely affect lubrication and decrease the consumption of mould flux.
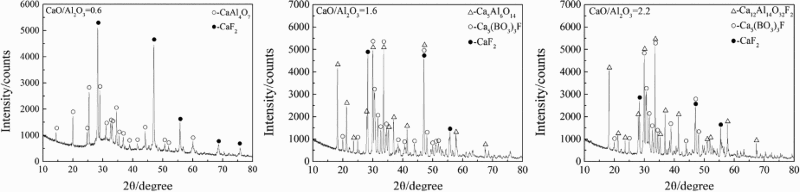
X-ray diffraction patterns of flux samples taken after viscosity measurement
It can be concluded from the above analysis that mould fluxes with CaO/Al2O3 ratios in the range of 1.1–1.6 and particularly those with a ratio close to 1.6, will precipitate only low melting point phases and exhibit relatively stable and low viscosity properties in both the high and low temperature zones. These characteristics are particularly beneficial for improving lubrication during the casting of high aluminium, non-magnetic steels.
Crystallisation behaviour
Diagrams of CCT and TTT
Figure 7 shows the CCT diagrams for mould fluxes with different CaO/Al2O3 ratios. The results demonstrate that the crystallisation temperature decreases with increase in cooling rate. An increase in cooling rate will increase the degree of undercooling and, consequently, increase the viscosity. A greater driving force is then required for nucleation and growth of crystals due to increased diffusion resistance. Therefore, the crystallisation temperature is decreased to accommodate the requirement for the greater driving force.
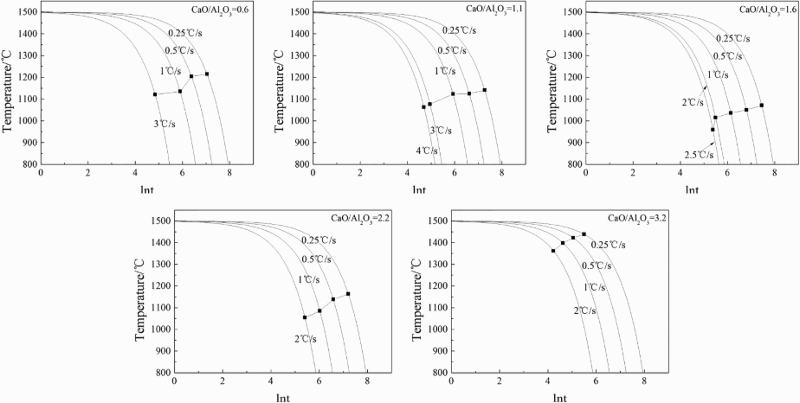
Continuous cooling transformation diagrams for mould fluxes with different CaO/Al2O3 ratios
Figure 8 shows the relationship between the CaO/Al2O3 ratio and the initial crystallisation temperature at a fixed cooling rate of 0.5°C s− 1. The initial crystallisation temperature first decreases from 1477 K (1204°C) to 1323 K (1050°C) with increase in CaO/Al2O3 ratio from 0.6 to 1.6, and then increases to 1411 K (1138°C) and 1695 K (1422°C) when the ratio increases to 2.2 and 3.2 respectively. This demonstrates that an increase in the CaO/Al2O3 ratio over a wide range from 0.6 to 3.2 first weakens and then enhances the tendency for crystallisation.
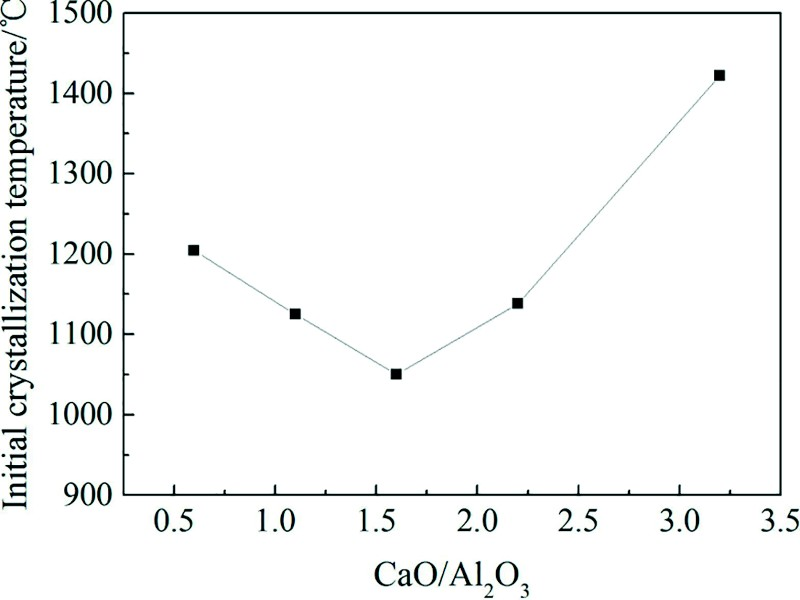
Effect of CaO/Al2O3 ratio on initial crystallisation temperature at cooling rate of 0·5°C s− 1
Figure 9 shows the TTT diagrams for different CaO/Al2O3 ratios. The data identified as 5 and 95% correspond to the volume per cent of crystallisation and are taken as representing the start and end of crystallisation respectively. A mould flux that does not exhibit crystallisation within 1000 s after holding at a particular temperature indicates a low potential for crystallisation. Incubation time is also an important parameter for evaluating the crystallisation property of a mould flux. A short incubation time indicates a strong crystallisation tendency. Figure 10 compares the incubation time for initial crystallisation at different holding temperatures and CaO/Al2O3 ratios. It can be observed that mould flux with a CaO/Al2O3 ratio of 3.2 begins to crystallise almost immediately even at higher temperatures, followed by mould fluxes with CaO/Al2O3 ratios of 0.6, 2.2, 1.1 and 1.6 respectively. The same phenomenon is observed with respect to the incubation time in the higher temperature zone. A high crystallisation temperature and short incubation time suggest a strong crystallisation ability, which is consistent with the results obtained from the CCT tests.
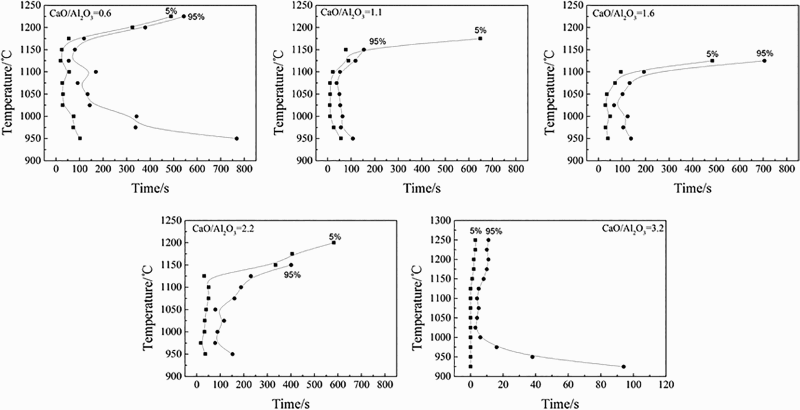
Time–temperature transformation diagrams for mould fluxes with different CaO/Al2O3 ratios
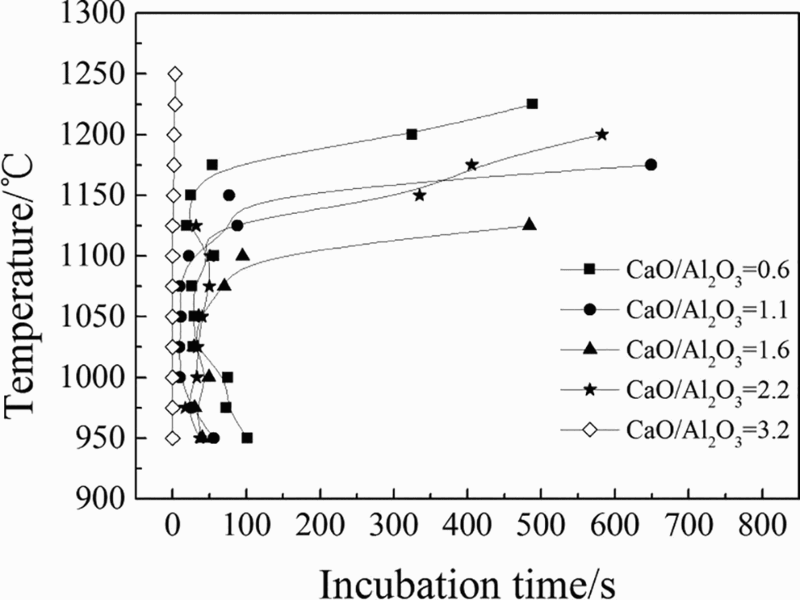
Effect of CaO/Al2O3 ratio on incubation time for crystallisation at different holding temperatures
Mould flux with a CaO/Al2O3 ratio in the range of 1.1–1.6 has a low crystallisation potential. This will promote heat transfer and, consequently, the formation of a thick steel shell with fine grains and high strength to protect the liquid steel from breakout. This is particularly significant for the casting of high aluminium, non-magnetic steel 20Mn23AlV; otherwise, the single phase austenite will be prone to form a coarse columnar structure at low cooling rates, which will decrease the strength of the initial steel shell leading to cracks and potential breakouts.
Crystalline phases
The crystalline phases observed in the mould flux were examined by XRD and are shown in Fig. 11. For mould flux with a double nose, the crystalline phases at each nose temperature were identified; otherwise, the phases at 1323 K (1050°C), the midtemperature, were identified. The same phases Ca2Al3O6F with a melting point of 1780 K (1507°C) and CaAl4O7 with a melting point of 2035 K (1762°C) precipitated at both nose temperatures when the CaO/Al2O3 ratio was 0.6. CaAl4O7 is a typical phase at high temperature. The precipitation of CaAl4O7 will increase the fraction of solid flux at high temperature, which will adversely affect the flowability of the liquid flux and block infiltration into the gap between the strand and the mould, and decrease lubrication. In addition, the precipitation of phases with a high melting point will break up the flux film introducing defects to the cast slab caused by uneven heat transfer. With increase in the CaO/Al2O3 ratio to 1.1, CaAl4O7 is replaced by Ca2Al2SiO7, which has a lower melting temperature of 1869 K (1596°C), and it can be deduced that the fraction of solid flux at higher temperatures is decreased. With further increase in the CaO/Al2O3 ratio to 1.6, Ca2Al2SiO7 is substituted by Ca5B3O9F. Differential thermal analysis of this compound shows two exothermic peaks at 1541 K (1268°C) and 1650 K (1377°C), which indicates Ca5B3O9F melts incongruently 19 below 1673 K (1400°C). When the CaO/Al2O3 ratio increases to 2.2 and 3.2, CaF2 was detected, and Ca2Al3O6F with a melting point of 1780 K (1507°C) was replaced by Ca12Al14O32F2, which has a melting point of 1850 K (1577°C). This replacement will promote crystallisation of CaO–Al2O3 based mould flux causing an increase in solid phases at high temperature, which will lead to poorer lubrication.
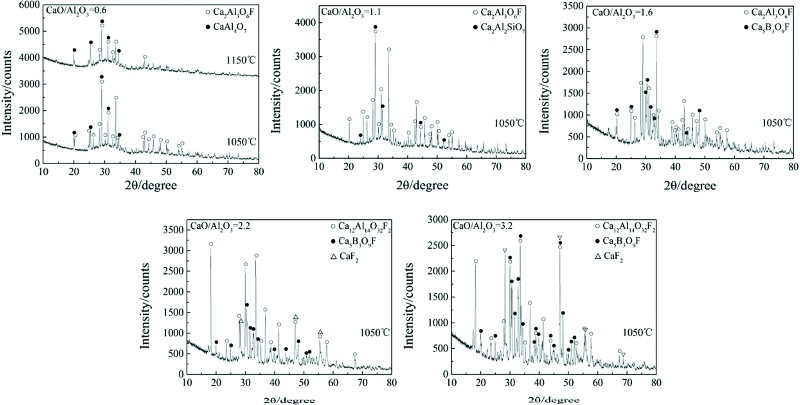
X-ray diffraction patterns of mould fluxes with different CaO/Al2O3 ratios
Based on the above differential thermal analysis results, the melting temperature of Ca5B3O9F is similar to that of cuspidine Ca4Si2O7F2 at 1680 K (1407°C), which is the primary crystalline phase in traditional CaO–SiO2 based mould fluxes. In a previous study, 2 the phases Ca4Si2O7F2 and Ca2Al2SiO7 [melting temperature 1869 K (1596°C)] were identified in slag rims when CaO–SiO2 based mould flux was used to cast high aluminium, non-magnetic steel. In the current work, when the CaO/Al2O3 ratio was 1.6, Ca4Si2O7F2 was replaced by Ca5B3O9F, and Ca2Al2SiO7 was replaced by Ca2Al3O6F. This crystalline phase analysis suggests that CaO–Al2O3 based flux with a CaO/Al2O3 ratio of ∼1.6 has the appropriate crystallisation properties to replace CaO–SiO2 based mould flux for casting high aluminium steel and, in particular, the casting of high aluminium, non-magnetic steel 20Mn23AlV.
Conclusions
At temperatures above 1543 K (1270°C), the viscosity of CaO–Al2O3 based mould flux first decreases and then gradually becomes stable with increase in CaO/Al2O3 ratio from 0.6 to 3.2. However, at temperatures below 1543 K (1270°C), the viscosity first decreases and then increases. These changes in viscosity are closely related with the network structure characteristics of the melt at higher temperature and solid particles that are precipitated at lower temperature. The results from CCT experiments showed that the initial crystallisation temperature first decreases with increase in CaO/Al2O3 ratio from 0.6 to 1.6, and then increases when this ratio increases to 3.2. This demonstrates that an increase in the CaO/Al2O3 ratio first weakens and then enhances the tendency for crystallisation. Time–temperature transformation tests showed that the incubation time for crystallisation was first prolonged with increasing CaO/Al2O3 ratio and then shortened. This means that the tendency for crystallisation is first inhibited and then promoted by increasing the CaO/Al2O3 ratio, which is in accord with the CCT results. X-ray diffraction analysis indicated that the dominant phases that precipitated at both lower and higher CaO/Al2O3 ratios had high melting temperatures. On the other hand, the primary phases that precipitated when the CaO/Al2O3 ratio was ∼1.6, had relatively low melting temperatures and it can be deduced that the fraction of solid flux existing at higher temperatures is decreased. Mould flux with a CaO/Al2O3 ratio in the range of 1.1–1.6 has a low viscosity and a relatively weak tendency for crystallisation. These conditions will enhance the infiltration of the liquid flux into the gap between the steel shell and the copper mould, improve lubrication, promote heat transfer and consequently enhance the formation of a thick steel shell with fine grains and high strength, thus decreasing the possibility of a liquid steel breakout. This is particularly significant for the casting of high aluminium, non-magnetic steel 20Mn23AlV, which is prone to form a coarse columnar structure at low cooling rates thus decreasing the strength of the initial steel shell and leading to cracks and potential breakouts.