
Abstract
This study has fully considered the mechanical and technological characteristics of a continuous annealing and processing line (CAPL) by proposing the concept of in section shape and out section shape, building a set of in section shape and out section shape prediction models, and quantitatively analysing the differences between them. The paper provides a set of comprehensive control models suitable for CAPL, targeting the best overall section shape, the minimum in section shape and the minimum shape difference between unit exit and the goal; develops a set of online prediction and control software for cold rolling strip shape in CAPL and promotes it in practical production to improve the strip conveying stability and accuracy of exit shape control.
Introduction
After cold rolling, strip requires annealing to adjust hardness and improve formability. The annealing methods can be classified into continuous annealing and batch annealing. Continuous annealing integrates cleaning, annealing, levelling and finishing and has the advantages of a short production cycle, high yield, product diversification and high quality products, improved properties and shape. In the initial development stage of continuous annealing, researchers mainly focussed on steel properties 1–3 and control of stable travel, and only limited research was conducted on the change of shape. As most users have moved towards high end products and demand increasingly better shape, 4,5 shape control in the entire process has gradually been adopted by steel producers.
As an important process in the production of high grade cold rolled strip, continuous annealing is a precursor to subsequent levelling, so shape precision can affect the shape of the finished product. If the shape accuracy of the exit strip after continuous annealing is poor, it may not be well adjusted by the subsequent levelling process, which leads to product degradation. Poor shape influences stable travel and can contribute to strip breakage in a furnace, resulting in significant economic loss.
Zhang et al. 6 analysed the buckling deformation of strip steel during continuous annealing, and Qin et al. 7 qualitatively analysed how an annealing furnace influences strip shape. Zhang et al. 8 and Li 9 adopted the finite element method to analyse strip tensile stress transverse distribution in the continuous annealing furnace, and Ma et al. 10 qualitatively analysed the causes of the flatness defect and the control way in a continuous annealing line. However, the relevant technologies of strip shape online prediction and control technology in the continuous annealing process have not been seen in these papers. Thus, methods of prediction and control of the shape online of cold rolling strip in continuous annealing and processing line (CAPL) is the focus of field research.
Establishing shape prediction model for CAPL
In the continuous annealing process, the transverse internal strip tension redistributes because of strip running deviation, furnace roller profile, transverse strip temperature differences, furnace roller installation error and so on. The shape changes accordingly, but if plastic deformation does not occur, then the initial shape is restored.
Conversely, if plastic deformation occurs, then a change in shape occurs that can influence the finished product; thus, shape within the process and exit shape are not the same. The shape within the process section is the superposition of the incoming shape and the shape caused by non-uniform factors in the furnace as described above, whereas the exit shape is the superposition of entrance shape and the local plastic deformation of the strip in the furnace. For convenience, the shape within the process will be called in section shape, and the shape of the process exit will be called the out section shape. In section shape mainly affects the travel stability of the process, whereas out section shape, being the incoming shape of the downstream process, affects in section shape, stable travel, out section shape of the downstream process and even the final shape from the line. Thus, for the continuous annealing process, the strip shape prediction requires both in section shape and out section shape calculation.
Establishing model of transverse internal strip tension distribution
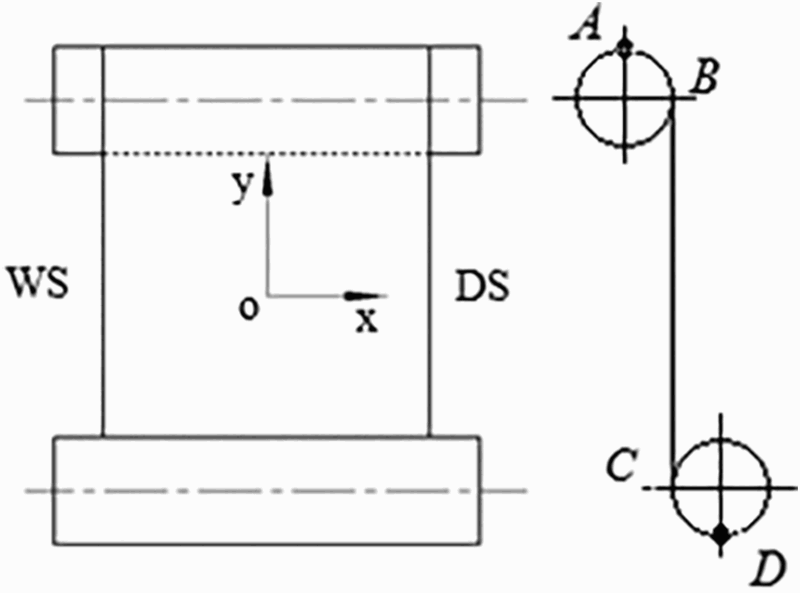
In the furnace, strip travels around rollers in different process sections, as shown in Fig. 1. To establish the strip shape prediction model, the strip between two adjoining rollers in a specific process section should be first selected so as to establishing the coordinate system with the centre of strip transverse as origin (Fig. 2.
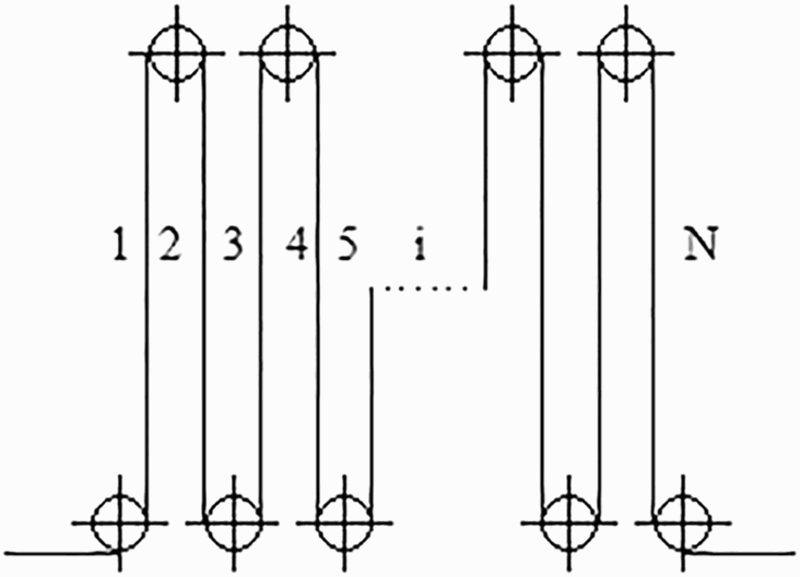
Schematic of strip travel
Tension analysis in specific section
On the basis of elastic–plastic mechanics,
11
in the continuous annealing process, the transverse distribution of strip tension within a section has a one to one relationship with the transverse deformation difference as the strip travels. The factors that influence the strip deformation difference in the process can be divided into the following two categories: (i) incoming strip factors, mainly incoming shape distribution; and (ii) in furnace factors, mainly including the transverse temperature difference of the strip, furnace roller profile, perpendicularity and levelness error of the furnace rollers. The deformation difference caused by the two aforementioned factors can be expressed as follows
If the incoming strip shape is shown by six time curves, then the deformation difference caused by the incoming strip shape can be expressed as follows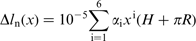
Similarly, the deformation difference caused by the transverse temperature difference of the strip, furnace roller profile and perpendicularity and levelness error of the furnace roller is fitted by a polynomial and expressed as follows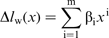
Substituting equations (2) and (3) into equation (1), we obtain the following equation

On the basis of the combination of equations (4) and (5) and the basic principle of elastic mechanics,
13
and under the condition that the strip has not undergone plastic deformation corresponding with the deformation difference Δl(x), internal strip transverse tension distribution can be expressed as follows
Simultaneously, when the strip exhibits local plastic deformation, the tension internal strip where local plastic deformation occurs can be expressed as equation (7), and equation (6) is no longer applicable
Finally, no matter how the tension inside the strip distributes transversely, the average should be equal to the set tension of the process section, as shown in the following equation
Establishing prediction model of in section shape
According to the transverse distribution σ(x) of internal tension in section strip, the in section shape can be defined as follows
Establishing prediction model of out section shape
Unlike in section shape, solving plastic deformation Δl
s(x) of all parts of the strip in the process is a prerequisite for establishing the model of out section shape and can be expressed as equation (10)


Developing online model of shape control
Comparing and analysing in section shape and out section shape
To examine the quantitative changes of in section shape and out of section shape in the CAPL and lay a foundation for shape control online, a heating section of a company's 1730 continuous annealing process line was selected for investigation (the parameters of tapered rolls are presented in Table 1). 0·5 mm × 1020 mm CQ steel was used as a model, and four kinds of typical working conditions were selected for analysis (the parameters of the working conditions are shown in Table 2). The curve of the incoming strip shape in relevant conditions is illustrated in Fig. 3. Deformation difference curve is shown in Fig. 4 (deformation difference caused by the transverse temperature difference of the strip, furnace roller profile, perpendicularity and levelness error of the furnace rollers and so on). Analysis results are presented in Fig. 5.
Parameters of tapered rolls in heating section
Typical condition parameters
Curve of incoming strip shape
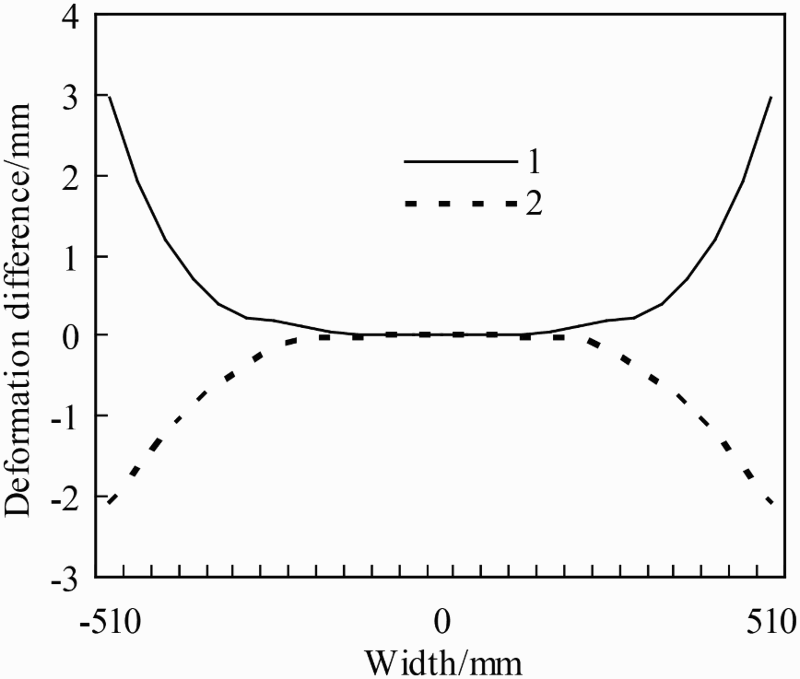
Curve of deformation difference because of furnace factors
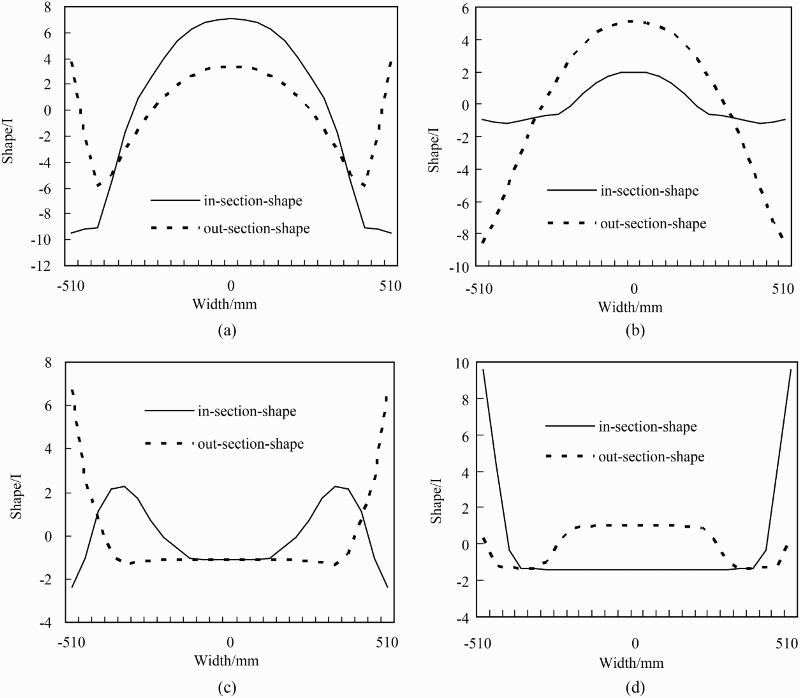
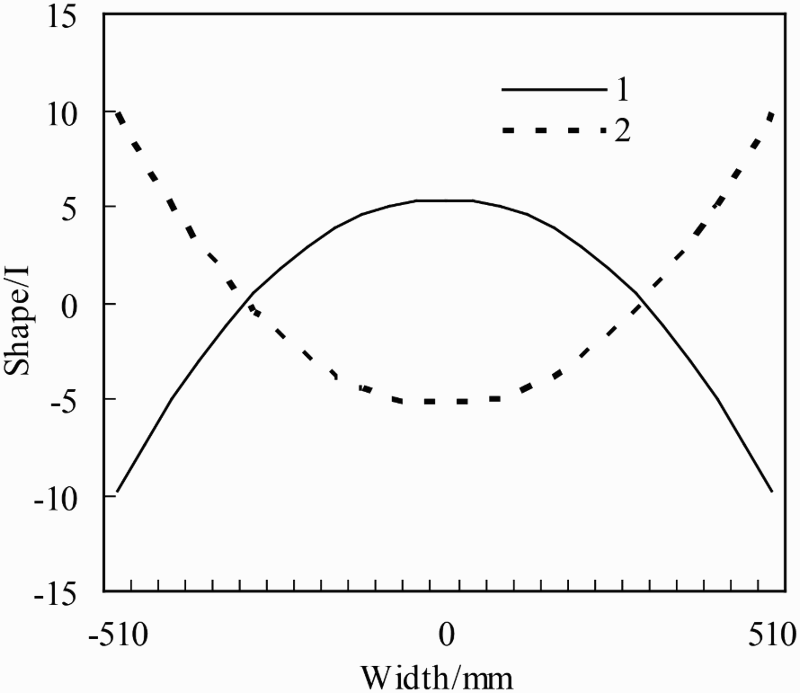
a–d working conditions 1–4 respectivelyComparison of in section and out section shapes under different conditions
Figure 5 shows the following conditions: (i) Transverse strip deformation difference caused by its transverse temperature difference, furnace roller profile and perpendicularity and levelness error of the furnace rollers exists all the time. Thus, certain differences between in section and out section shape exist. (ii) When local plastic deformation occurs in the furnace, larger differences appear between the in section and out section shape. Sometimes, the out section shape is larger than the in section shape, as also vice versa, and the position where shape wave appears may change. Results depend on the deformation difference caused by the coupling between the incoming strip shape and the factors in the furnace, set tension and annealing temperature. Furthermore, the results can explain the condition in which the strip shape can improve significantly after it is taken out of the furnace or, alternatively, when the shape observed in the furnace is good whereas that outside of the furnace is poor.
Establishing model of shape control
For the CAPL, parameters such as type of furnace roller, verticality and levelness error of rollers, incoming strip shape and strip transverse temperature difference in the furnace cannot be controlled online. Moreover, the annealing temperature restricted by strip properties is also unable to be adjusted online without consequence. Thus, in the continuous annealing process, only the set tension can control shape online. On the basis of the mechanical and technological characteristics of CAPL consisting of preheating, heating, soaking, slow cooling, rapid cooling and overaging sections, the tension of each section can be separately set, and the out section shape of the upstream process is the incoming strip shape of the downstream segment. For each individual section, the in section shape aims to ensure stable travel, and the final shape of the finished product is a complex combination of all sections. On the basis of the aforementioned factors, the control parameters of strip shape in the continuous annealing process can be expressed as follows
According to the shape prediction model established in the previous section, the set tension determines the in section and out section shapes of all processes of the continuous annealing unit under the condition that the factors (such as roller type of furnace roller, verticality and levelness error of furnace rolls, incoming strip shape, strip transverse temperature difference in the furnace and annealing temperature) are determined. Moreover, the set tension of the upstream process section affects the in section and out section shape of all the downstream process sections. The in section and out section shapes of all process sections can be expressed as follows
Combining actual production and further analysis show that shape control online includes the following: (i) in section shape control of all process sections and (ii) out section shape control of the continuous annealing unit exit. From the perspective of stable travel, better in section shape improves strip travel stability, and the out section shape of the continuous annealing unit exit should be as close as possible to the target shape. Thus, the objective function of the shape control in continuous annealing can be expressed as follows
Finally, the set tension is related to the strip hot waved surface, strip running deviation and vibrations in the furnace. Therefore, upper and lower limits for set tension exist, that is the control parameters of strip shape are constrained of technique, as shown in the following equation
In this case, the shape control in the continuous annealing process can change to seek the best set tensions X = {T j j = 1,2,…,n} and make the objective function minimum under the condition that they satisfy Tmin j ≤ Tj ≤ Tmax j. For such a multiple objective function optimisation problem, the optimisation results can be easily obtained by the Powell method. 15,16
Field application of model
To improve strip travel stability and exit shape control precision, as well as achieve conscious shape control of the CAPL, the 1730 continuous annealing unit of a steel company uses shape prediction software and control of cold rolling strip in the continuous annealing process is programmed based on the model described in this paper. Strips are of varying steel grades, specifications and incoming shapes. The software can be used to forecast the in section and out section shapes of the strip in the different process sections and achieve online control. The incoming strip shape is directly taken from the upstream process; the shape value is tested by the shape meter of the continuous annealing unit. After the software was used, the amendment rate of final product dropped from 0·14 to 0·08%, and the average monthly strip breakage caused by buckling and deviation because of bad shape declined from 1 to 0. Moreover, the running speed of the unit increased by 25·7%, which created a large economic benefit.
To further illustrate the application effect of the model a 0·5 mm × 1020 mm CQ steel was selected as a typical example (related process parameters are shown in Table 3). The set tension of the original process, set tension after adopting the shape control model and in section shape are shown in Fig. 4. The exit shapes before and after optimisation are given in Fig. 6.
Key process parameters
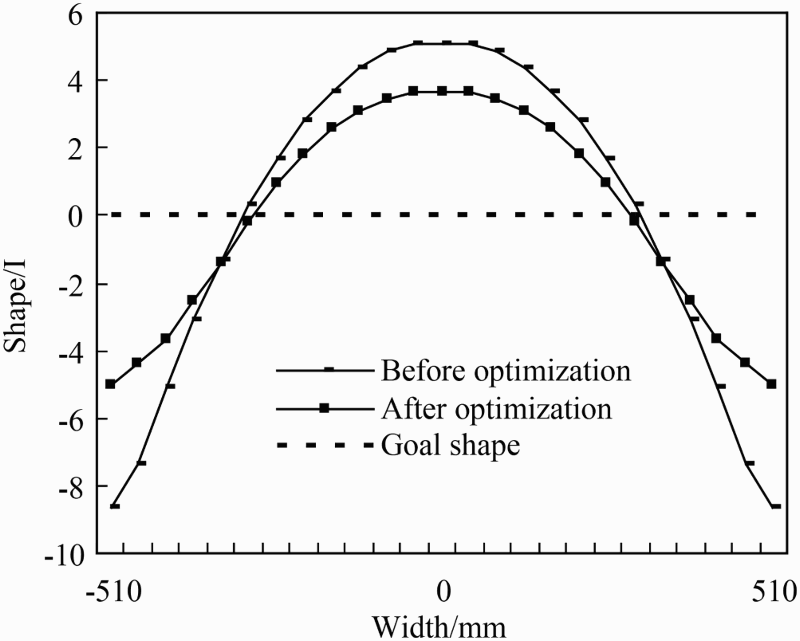
Shapes before and after optimisation in CAPL exit
In Table 4 and Fig. 6, the in section shape has been improved significantly after the relevant shape control model was adopted, thereby improving the travel stability of the unit. The precision of exit shape control has been improved significantly as well.
Results of optimisation
Conclusions
1. In this study, we considered the mechanical and technological characteristics of CAPL by first proposing the concept of in section shape and out section shape. Furthermore, we built a set of in section shape and out section shape prediction models that are suitable for CAPL.
2. The transverse deformation difference of the strip was caused by its transverse temperature difference and furnace roller profile; thus, the perpendicularity and levelness error of the furnace rollers always exist, and certain differences exist between the in section and out section shapes. Sometimes, the out section shape is larger than the in section shape, and sometimes, the reverse is true. The shape wave appearance may change depending on the deformation difference caused by the coupling of incoming strip shape and the factors in the furnace, set tension and annealing temperature.
3. A shape control model applied to the continuous annealing unit was established, which achieves better results after its application.
Footnotes
Acknowledgements
This research was funded by the National Science and Technology Support Program of China (no. 2011BAF15B02). A few experiments were made in Baosteel Stainless Steel Co., Ltd. We gratefully acknowledge the technical support of Baosteel.