
Abstract
During induration at a high temperature, a considerable amount of slag/melt phase forms inside the iron ore pellets, comprising SiO2, Al2O3, CaO, MgO and FeO. After cooling, the slag phase solidifies and acts as an important bonding phase in the finished pellets and influences their room temperature as well as high temperature properties, especially reduction degradation. Fluxing agents play an important role in forming these bonding phases depending on the type and amount of flux. In the present study, the effect of different fluxing agents, namely, limestone, dolomite, magnesite and pyroxenite, on melt formation and microstructure during induration and on reduction degradation behaviour during reduction was examined. From the results, it was understood that to reduce the disintegration during reduction it is essential to increase the amount and distribution of bonding phases like silicates, which are more stable as compared to oxide phases like hematite. Acid pellets exhibited highest reduction degradation due to the presence of more hematite bonds and less silicate bonds. In limestone fluxed pellets, reduction degradation index dropped considerably with increasing CaO content due to the formation of more amount of bonding phase. Dolomite–pyroxenite pellets, on the other hand, showed lower reduction degradation index up to 0.4 basicity, and beyond that, higher degradation was observed due to the increased pore size, which resulted in poor strength of the reduced pellet matrix and hence more degradation. Low reduction degradation observed in pyroxenite and magnesite fluxed pellets could be due to the formation of magnesioferrite and silicate melt, which are more stable phases compared to hematite.
Introduction
Blast furnace burden should form a permeable bed permitting uniform gas flow through it at a high rate. Modern blast furnaces essentially need most of the iron bearing burden in the form agglomerates, namely, sinter or pellets. The quality of these agglomerates plays a vital role in decreasing the fuel rate and increasing the productivity of the blast furnace. Pellet usage has been increased nowadays due to their advantages like uniform size and shape, high strength and low disintegration during handling and reduction. However, during reduction, pellets degrade, thereby disintegrating into fines leading to lower gas permeability and low productivity of the blast furnace.
Reduction degradation of pellets is an undesirable phenomenon that occurs at low temperatures in the reduction shaft of the blast furnace. During the transformation of hematite to magnetite, pellets undergo volumetric expansion, which induces mechanical stresses. The stress complicated by mechanical load of burden material initiates microcracks, which further propagate due to the increasing load as the pellets descend in the furnace. The resistance of pellets against degradation during reduction depends on the type of bonding between the ore grains and increases in the order of hematite, ferrite and silicate. 1
Pellet chemistry, and thereby internal bonds, can be varied by varying the type and amount of the fluxing agents. In fluxed pellets, the bonding is achieved through melt formation during induration. The amount of gangue in the iron ore concentrate, CaO and MgO in the fluxes and the type and amount of binder influence the formation of oxide and melt phases. CaO fluxes the gangue in the iron ore to form a silicate melt phase as well as reacts with iron oxide to form different calcium ferrites. 2 MgO either enters the magnetite lattice to form magnesioferrite or dissolves in the slag phase. 3 These melting phases interact with each other and dissolve a variable amount of iron oxides. As the formation of phases and microstructures during induration depends on the type and amount of fluxes added, there is a need to study the effect of these fluxing agents on pellet quality, especially on their reduction degradation behaviour.
It is important to note that conditions and parameters of pelletising are specific to a given ore or concentrate; the present study is undertaken for friable high alumina hematite iron ore fines from the Noamundi region in Singhbhum craton of eastern India. Hematite from such fines shows variable quantities of impurities like Al and Si, which amount up to 3.0–5.0% within the hematite mineral structure. 4
In the present study, the effect of different fluxing agents, namely, limestone, dolomite, pyroxenite and magnesite, on melt formation and microstructure during induration and on reduction degradation behaviour during reduction was examined. Optical microstructural studies with image analysis were carried out to estimate the amount of different phases. Scanning electron microscopy–energy dispersive spectroscopy analysis was carried out to measure the chemical analysis of oxide and slag phases. X-ray mapping was also carried out to understand the distribution of SiO2, Al2O3, CaO and MgO in different phases. It was attempted to establish a correlation between pellet chemistry (in terms of CaO and MgO) and its degradation behaviour during reduction.
Experimental
Green pellets were prepared from the following materials: iron ore fines, bentonite, anthracite coal, limestone, dolomite, pyroxenite and magnesite. All these raw materials were ground separately in a laboratory ball mill to obtain the required fineness for pelletising. Chemical analysis and particle size distribution of all the materials are given in Tables 1 and 2 respectively. Bentonite is a hydrous aluminosilicate, largely composed of montmorillonite clay mineral. The coal used was anthracite with medium volatile matter. Magnesite is a naturally occurring magnesium carbonate mineral (MgCO3), found in two different forms, crystalline and cryptocrystalline. The magnesite used in the present work is of cryptocrystalline form with off-white colour due to the presence of silica. Pyroxenite is a magnesium silicate rock composed largely of pyroxene with small amounts of olivine and serpentine.
Chemical compositions of materials used for pelletising
Particle size distribution of ground materials used for pelletising
Green pellets were prepared using a laboratory balling disc with a diameter of 600 mm, an edge height of 200 mm and a tilting angle of 45° at 27 rev min− 1. During balling, green pellets were screened with 10 and 12.5 mm screens to obtain 10–12.5 mm pellets. The amounts of ingredients added for preparing green pellets with varying limestone, dolomite, pyroxenite and magnesite are shown in Tables 3 Table 4 Table 5 –6 respectively. In the limestone fluxed pellets, to adjust the basicity of pellets from 0 to 0.8, flux was varied from 0 to 3%. To study the effect of MgO content on the fluxed pellet quality, dolomite–pyroxenite pellets were prepared in the basicity range of 0–0.8 with 1.5%MgO. The reason behind selecting 1.5%MgO was mentioned elsewhere by the authors in their earlier work. 5,6 To adjust the MgO content, dolomite dosage was varied from 2 to 6% and pyroxenite addition from 0.5 to 3%. In the pyroxenite fluxed pellets, to adjust the MgO from 0 to 3.0%, pyroxenite was varied from 0 to 10% in the green pellets. In the magnesite fluxed pellets, to adjust the MgO from 0.5 to 3.0%, magnesite addition was varied from 1 to 7% in the green pellets. Before firing, pellets were dried in a hot air oven at 150°C for 5–6 h to ensure that all the moisture is removed.
Ingredients of green pellets with varying amounts of limestone and their quality
Ingredients of green pellets with varying amounts of dolomite–pyroxenite and their quality
Ingredients of green pellets with varying amounts of pyroxenite
Ingredients of green pellets with varying amounts of magnesite
Firing of the pellets was carried out using an electrically heated rotary hearth furnace (RHF) as shown in Fig. 1. The RHF consists of five heating zones and one cooling zone. All the zones were provided with air inlet nozzles to inject ambient air for creating oxidising atmosphere during induration. During firing, air was injected from zone 6 (cooling zone) and was vented from the exhaust hood in zone 1 to ensure the hot air circulation from zone 6 to zone 1, while the pellet sample travels from zone 1 to zone 6. The countercurrent movement between the hot pellets and air facilitates the complete oxidation of admixed coal in the green pellets. Temperature profiles in each zone were maintained to simulate the firing conditions in the industrial pellet indurating machine. The temperatures in zones 1 and 2 were maintained at 800 and 1100°C respectively to simulate preheating, zones 3 and 4 at 1300°C to simulate firing and zones 5 and 6 at 1100 and 800°C respectively to simulate the cooling zones of the indurating machine. Inconel baskets that can accommodate 500 g of pellets were used to fire the pellets in the RHF. In each batch, 3 kg pellets were fired to generate the required number samples for the test work.
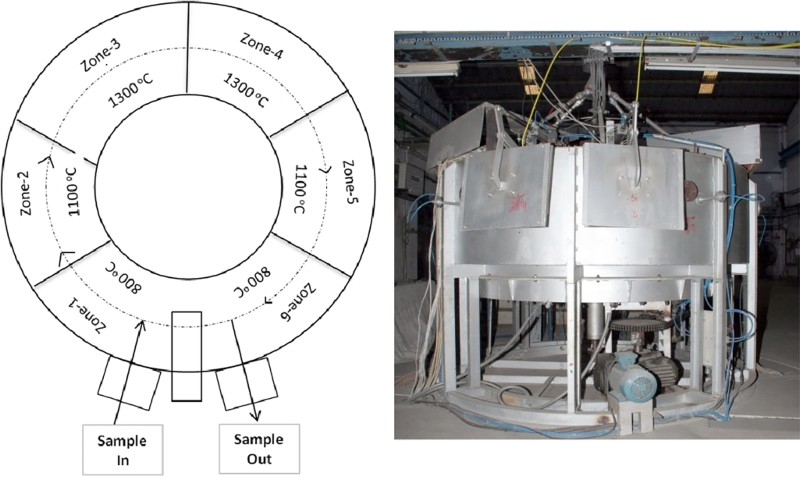
Schematic diagram and photograph of RHF used for firing pellet samples
Fired pellets were tested for their reduction degradation behaviour, measured as reduction degradation index (RDI), as per ISO 4696-2. As per this standard, 500 g pellets in the size range of 10–12.5 mm were isothermally reduced in a vertical retort furnace, as shown in the schematic diagram in Fig. 2, at 550°C temperature for 60 min in the gas containing 30%CO and 70%N2 supplied at 15 L min− 1. After cooling the reduced sample, it was tumbled in a drum of 200 mm length and 130 mm diameter for 30 min at 30 rev min− 1. After tumbling, the sample was screened at 3.15 mm and percentage of − 3.15 mm is reported as RDI. For reporting the test results, the average of two test readings was taken, and error bars are added to the graphs with 90% confidence level. For microstructural studies, pellets from each batch were collected from the top layer of the Inconel basket as they are exposed to uniform heat from the top and sidewalls of the RHF. Pellets with cracks and irregular shapes were avoided as they experience uneven heat treatment across their cross-section.
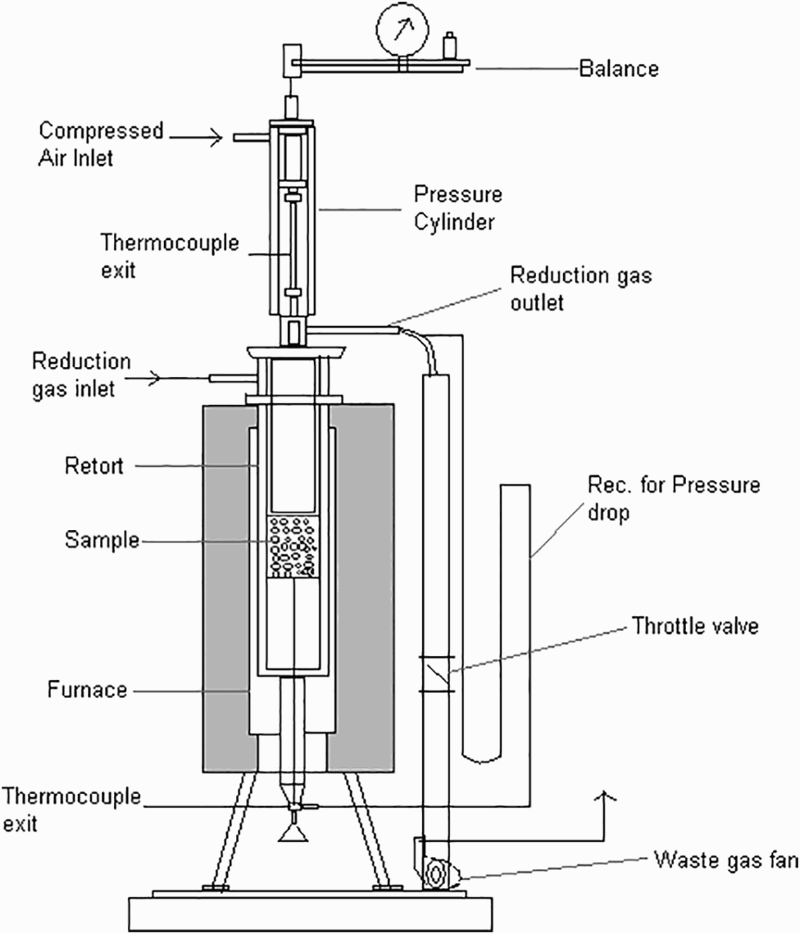
Schematic diagram of apparatus used for testing RDI of pellets
Image analysis of pellet microstructures
Image analysis is a technique that is used to provide an objective measurement of different phases in the microstructure. Pellet samples were cut into half and hot mounted at 175°C temperature and 90 daN load for 14 min using a conductive resin. Once the sample has been mounted and polished, it was placed under the Zeiss-Axioplan2 microscope for examination. A black and white charge coupled device digital camera with a maximum resolution of 756 × 581 pixels was mounted behind the lens of the microscope to capture the light reflected from the sample. A 10 × eye piece and 20 × objective lens on the microscope have been selected for the current study. At this level of magnification, the view frame on the sample surface is ∼0.7 × 0.5 mm.
The signal from the camera was provided to a personal computer through a gain correction amplifier to correct the signal for optimal display. The computer software used for interpreting the camera signal into digital image was Axiovision 4.7 Imaging System supplied by Carl Zeiss Vision. Basically, the digital image captured from the black and white camera is represented by pixels having 256 shades of grey values, i.e. 0 to 255. 7 The lower range of grey values represents pores, and the oxide grains represent higher range values. A digitised black and white photograph was transformed into a segmented image with the specified range of grey values to different phases. Once the image has been processed, image analysis tools from the Axiovision software were used to measure the area fraction and phase density of different phases in the microstructure.
Results and discussion
Limestone fluxed pellets
Table 7 shows the chemical analysis of limestone fluxed fired pellets with varying basicity.
Chemical analysis of limestone fluxed pellets with varying basicity
Quantitative measures of microstructure through image analysis
Image analysis studies of these pellets revealed that hematite, magnetite and silicate melt are the major phases in the pellets. The amount of silicate melt, which acts as a bonding phase, was found to increase with increasing CaO content, as shown in Fig. 3. Porosity was found to decrease with increasing basicity due to impregnation of pores with the melt phase.
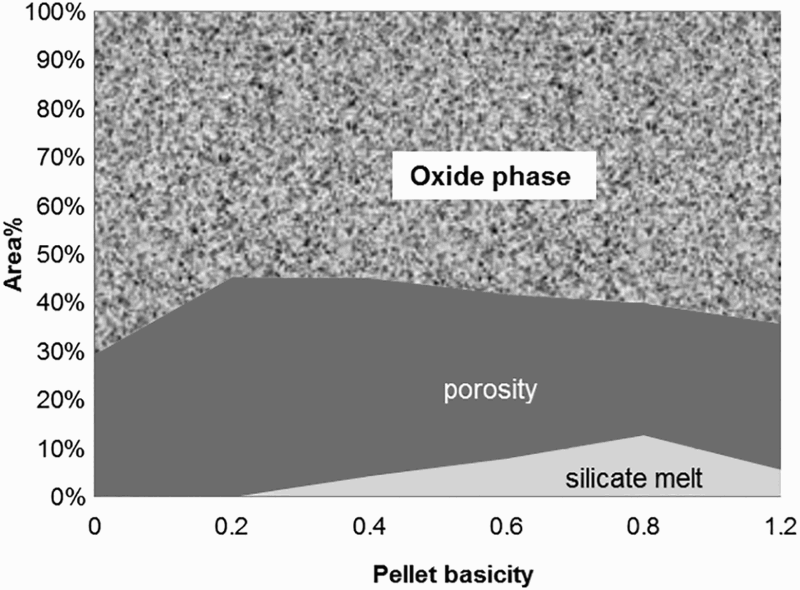
Image analysis of limestone fluxed pellets showing amount of different phases
Scanning electron microscopy study with EDS analysis
Figure 4 shows the SEM images of pellets L1, L3 and L5 with EDS analysis of all pellets (L1–L5). From the results, it was evident that the chemistry of iron oxides is uniform in all pellets irrespective of their basicity. However, the chemistry of the slag phase was found to be varying with increasing CaO content. FeO content of the slag phase decreased considerably with increased CaO content as shown in the EDS analysis in Fig. 4.
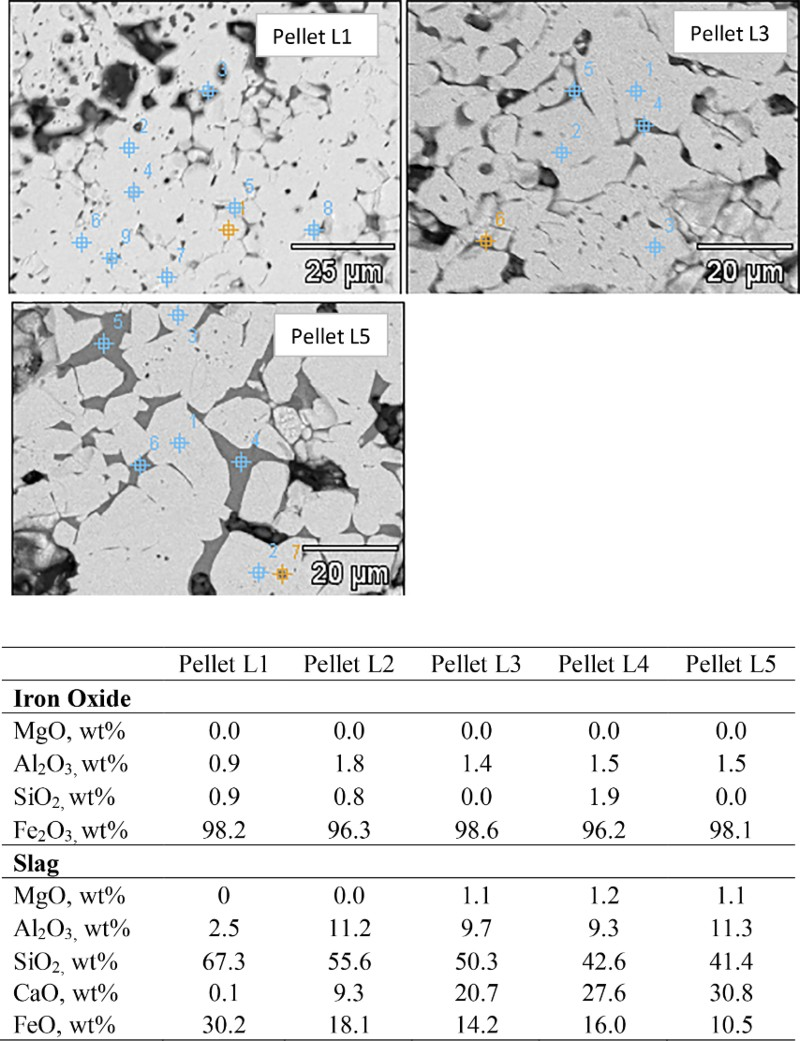
Images (SEM) of pellets L1, L3 and L5 with EDS analysis of all pellets (L1–L5)
Reduction degradation
Reduction degradation (measured as RDI) of pellets is an undesirable phenomenon that occurs at low temperatures during their reduction in the blast furnace. The primary cause of low temperature disintegration is thought to be crystalline transformation of rhombohedral hematite to cubic magnetite accompanied by volume expansion to an extent of 25% and lattice distortion. 8,9 The anisotropic dimensional change due to the transformation leads to severe stresses in certain planes, resulting in cracks in the brittle matrix. The effect is particularly severe in the grain boundary. It is very clear that iron oxide in the indurated pellets is mainly in the form of hematite; therefore, generation of internal stress, in principle, is unavoidable. The remedy for disintegration is essentially to increase the amount and better distribution of stable bonding phases, which are less brittle at lower temperatures. Bonding that forms during induration, in general, can be divided into three main groups: iron oxide bonds (hematite, magnetite), silicate bonds and local bonds (calcium ferrite, magnesioferrite) that are close to the particular mineral phases. Hematite bonds are common and strong, but they are not stable during reduction. However, when hematite bonds are reduced to magnetite, silicate bonds remain unaltered where they soften and melt later. 1 When the melting point of the silicate melt is increased, either by adding refractory oxides like MgO or by decreasing its FeO content, it further gives sufficient bond strength to the melt phase to withstand the reduction stresses, thereby effectively minimising the reduction degradation.
Figure 5 shows the RDI of the acid and limestone fluxed pellets. Acid pellets showed high reduction degradation due to the presence of more hematite bonds and less silicate bonds, as shown in the image analysis in Fig. 3. The formation of the least amount of silicate melt in the absence of fluxing agents in these pellets can be attributed to their high reduction degradation. With increasing CaO content, the reduction degradation dropped considerably due to the formation of more amount of silicate melt, as shown in the image analysis, which is more stable compared to hematite. Lower FeO content of the melt phase, as shown in Fig. 4, also helped improve its bond strength to withstand the reduction stresses. In earlier studies by the authors, it was observed that uniformly distributed silicate melt improves the bonding phenomenon and RDI of iron ore pellets. 10–12
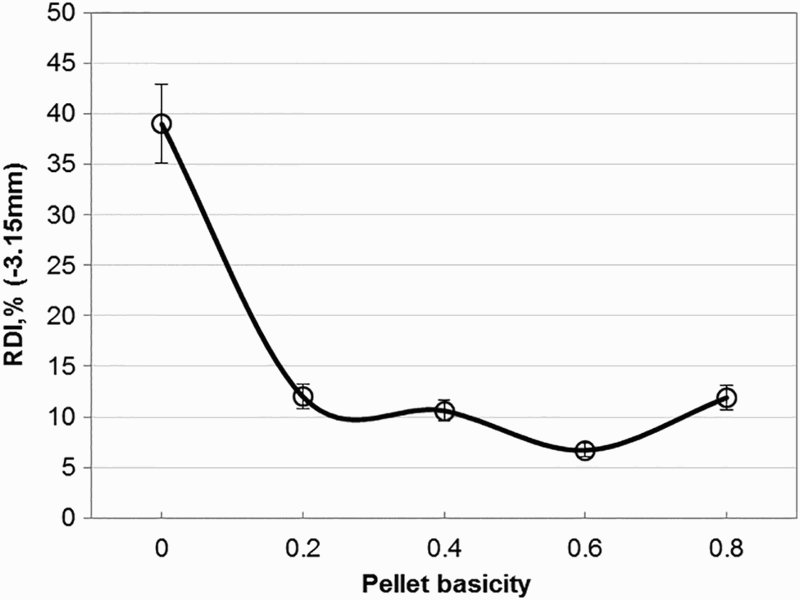
Effect of pellet basicity on reduction degradation of limestone fluxed pellets
Dolomite–pyroxenite fluxed pellets
Table 8 shows the chemical analysis of dolomite fluxed fired pellets with varying basicity.
Chemical analysis of dolomite–pyroxenite fluxed pellets with varying basicity
Quantitative measures of microstructure through image analysis
Image analysis studies of these pellets, as shown in Fig. 6a , revealed that hematite, magnetite and silicate melt are the major phases, while traces of magnesioferrite was observed at low basicity levels. The mean size of the pores was found to increase with increasing basicity as indicated by low pore density (Fig. 6b ). Pore density (no. of pores/mm) is an indication of pore size. The higher the pore density, the greater the number of pores in a given area with small pore size and vice versa.
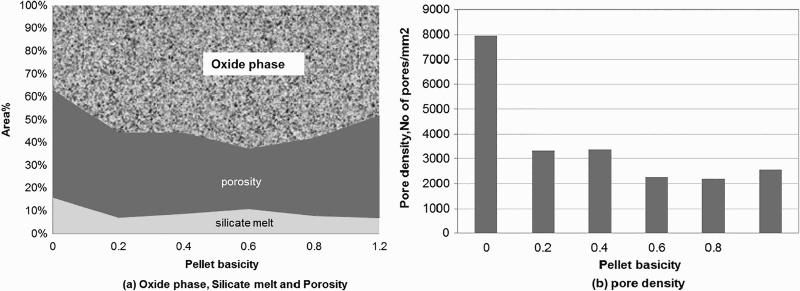
a distribution of different phases and b pore densityImage analysis of fired dolomite–pyroxenite fluxed pellets with varying basicity
Scanning electron microscopy study with EDS analysis
Figure 7 shows the SEM images of pellets D1, D3 and D5 with EDS analysis of all pellets (D1–D5). Addition of MgO to varying basicity pellets increased the FeO content of the slag phase as shown in the EDS analysis.
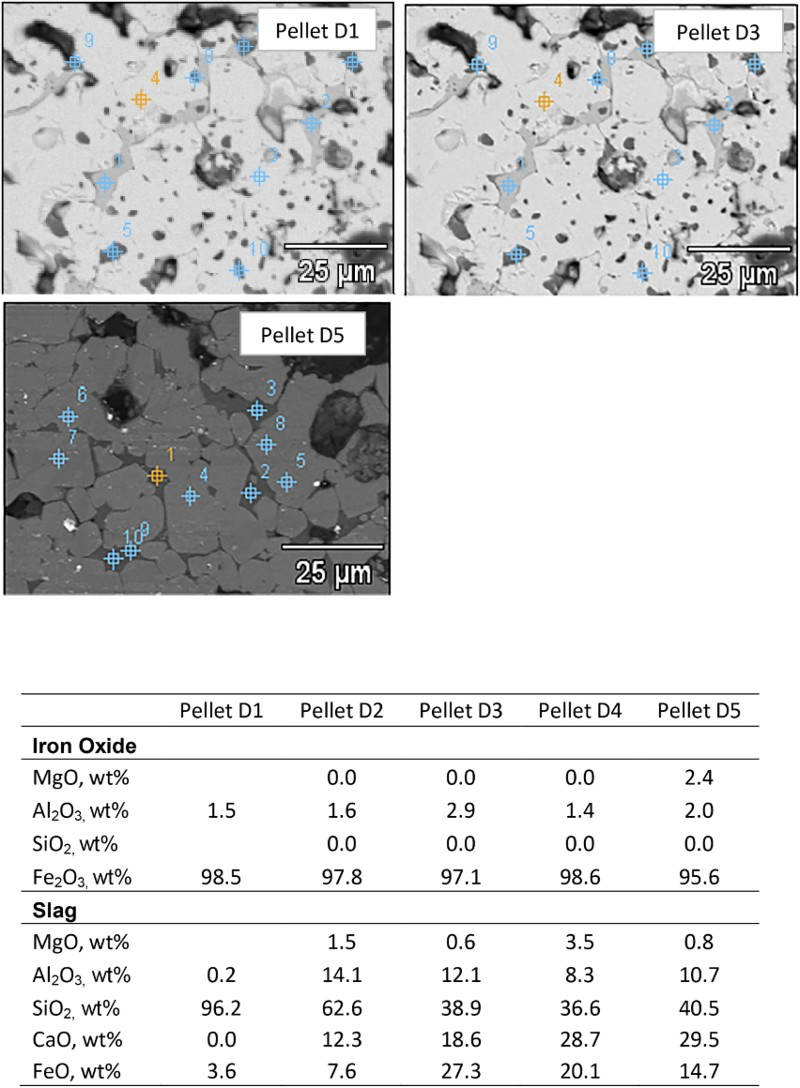
Images (SEM) of pellets D1, D3 and D5 with EDS analysis of all pellets (D1–D5)
Reduction degradation
Dolomite pellets exhibited less degradation compared to limestone pellets up to 0.4 basicity, as shown in Fig. 8. This could be attributed to the comparatively high amount of silicate melt as shown in Fig. 6a . However, their poor degradation beyond 0.4 basicity could be due to the increased pore size, as indicated by low pore density (Fig. 6b ), which can result in poor strength of reduced pellet matrix and hence more degradation.
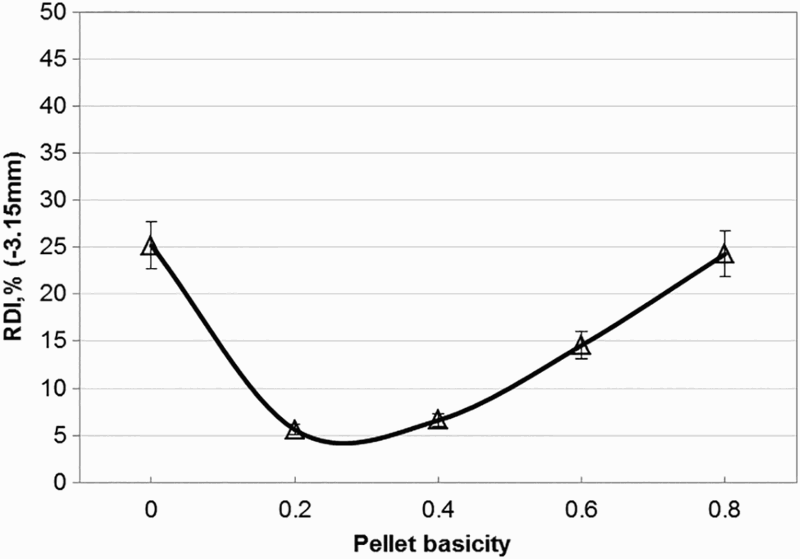
Effect of pellet basicity on reduction degradation of dolomite–pyroxenite fluxed pellets
Pyroxenite fluxed pellets
Table 9 shows the chemical analysis of fired pellets with the pyroxenite addition varying from 0 to 10%. Pyroxenite increased the MgO content of the pellets from 0 to 3%.
Chemical analysis of pyroxenite pellets with varying amounts of MgO
Quantitative measures of microstructure through image analysis
Image analysis of these pellets, as shown in Fig. 9, revealed that hematite, silicate melt and magnesioferrite are the major phases with some amount of relict or partially assimilated magnesium silicate phase. The amount of relict magnesium silicate phase was found to increase considerably beyond 1.5%MgO content in the pellets. The porosity of the pellets decreased with increasing amount of pyroxenite due to the formation of more silicate melt from the silica in pyroxenite.
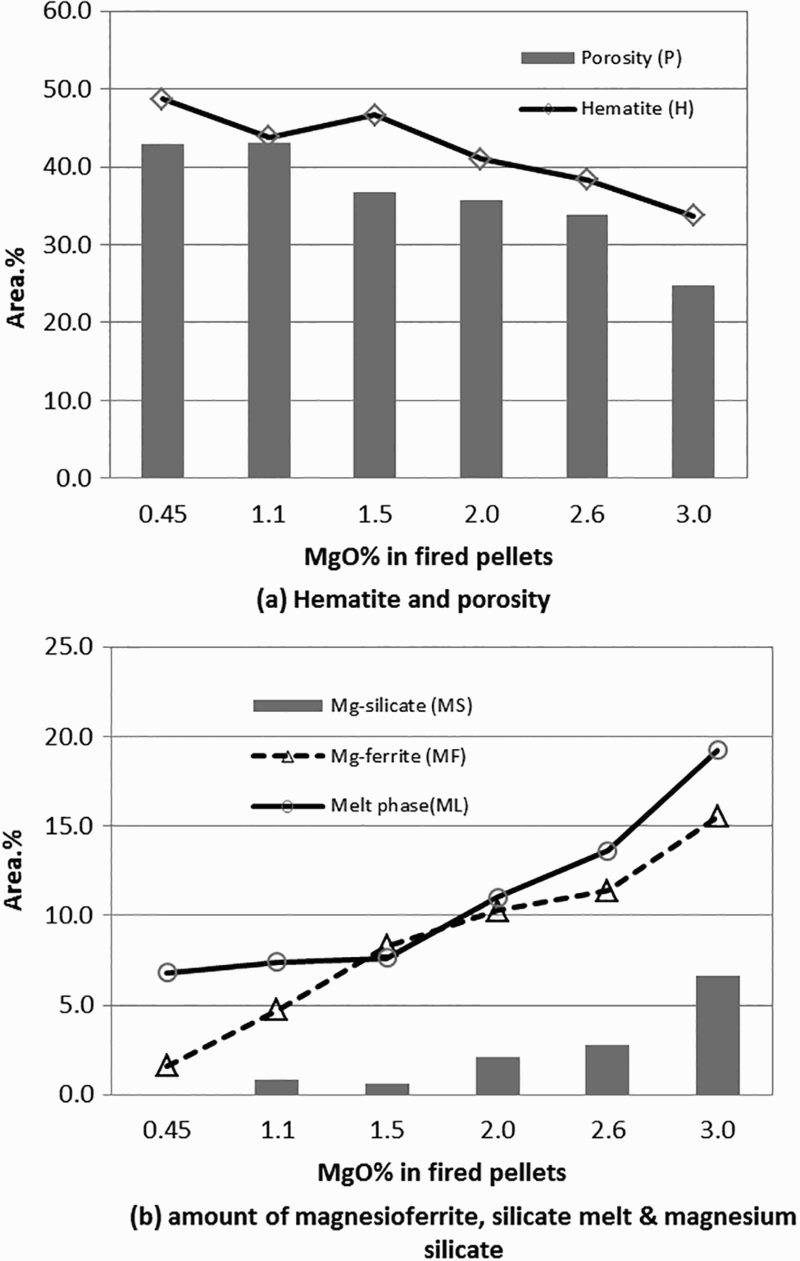
Image analysis of pyroxenite fluxed pellets showing amount of different phases with varying MgO content
Scanning electron microscopy study with EDS analysis
Figure 10 shows the SEM images of pellets P1, P3 and P6 with EDS analysis of all pellets (P1–P6). From the results, it was evident that the chemistry of iron oxide and magnesioferrite phases is uniform in all pellets irrespective of the MgO content. However, the chemistry of the slag phase was found to be varying with the addition of pyroxenite. FeO content of the slag phase decreased considerably with increased MgO content up to 1.5% (pellet P3) and thereafter less drop was observed as shown in Fig. 11. The decreased FeO content of the slag phase by increasing the MgO content (up to 1.5%MgO or 5% pyroxenite) can be attributed to the formation of magnesiowüstite, which upon cooling leads to the formation of magnesioferrite. Beyond 5% pyroxenite addition, assimilation of pyroxenite into the pellet matrix is poor, as indicated by the increasing amount of relict magnesium silicate phase shown in Fig. 11, resulting in no further drop in FeO.
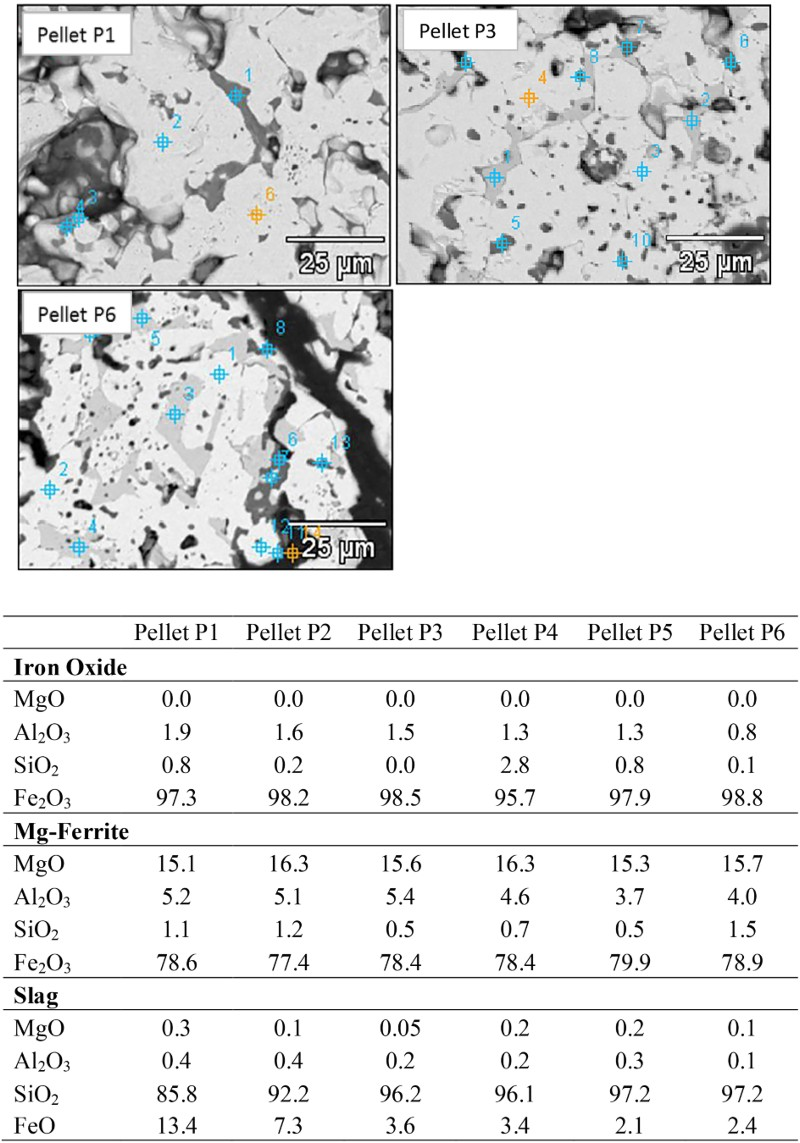
Images (SEM) of pellets P1, P3 and P6 with EDS analysis of all pellets (P1–P6)
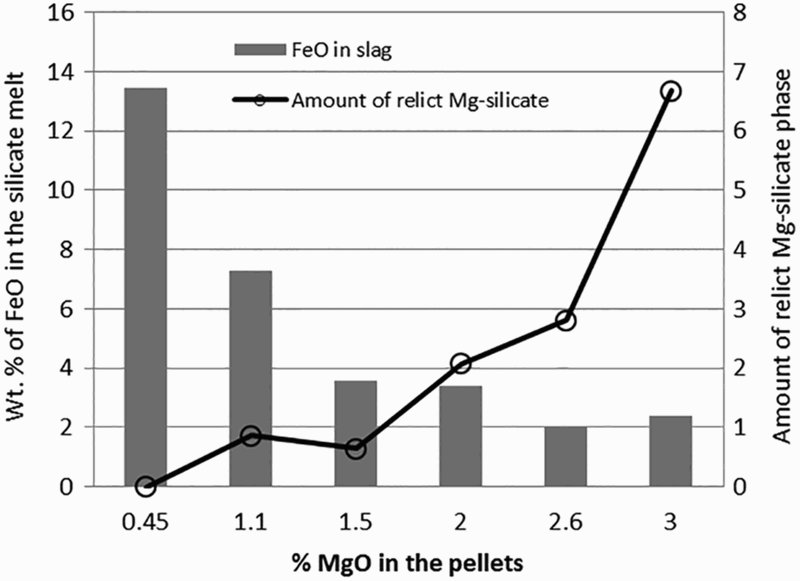
Effect of MgO on FeO content of slag phase in fired pyroxenite pellets
Reduction degradation
Pyroxenite pellets exhibited less degradation with increasing MgO content, as shown in Fig. 12. This lower RDI could be due to the formation of magnesioferrite and silicate melt, as shown in Fig. 9b , which are more stable phases compared to hematite. Lower FeO content of the melt phase, as shown in Fig. 11, also helped improve its bond strength to withstand the reduction stresses. In addition to silicate melt, magnesioferrite formed between the iron oxide grains also acts as a strong bonding phase that counteracts the reduction degradation. 13
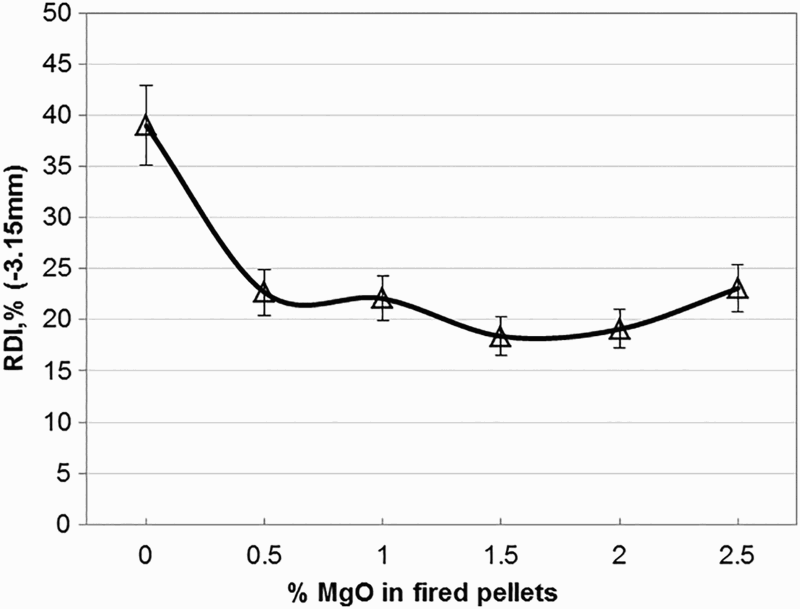
Effect of MgO content on reduction degradation of pyroxenite fluxed pellets
Magnesite fluxed pellets
Table 10 shows the chemical analysis of magnesite fluxed fired pellets with varying MgO content.
Chemical analysis of magnesite fluxed fired pellets with varying MgO content
Quantitative measures of microstructure through image analysis
Image analysis studies of these pellets revealed that hematite, magnetite, silicate melt and magnesioferrite are the major phases in the pellets. The amount of magnesioferrite and silicate melt, which acts as a bonding phase, was found to be increased with increasing MgO content of pellets, as shown in Fig. 13. Porosity was found to increase with increasing MgO content, especially at 1.5–2.5%, in the pellets. This could be attributed to the calcination of magnesite that releases more amount of CO2, thereby increasing porosity.
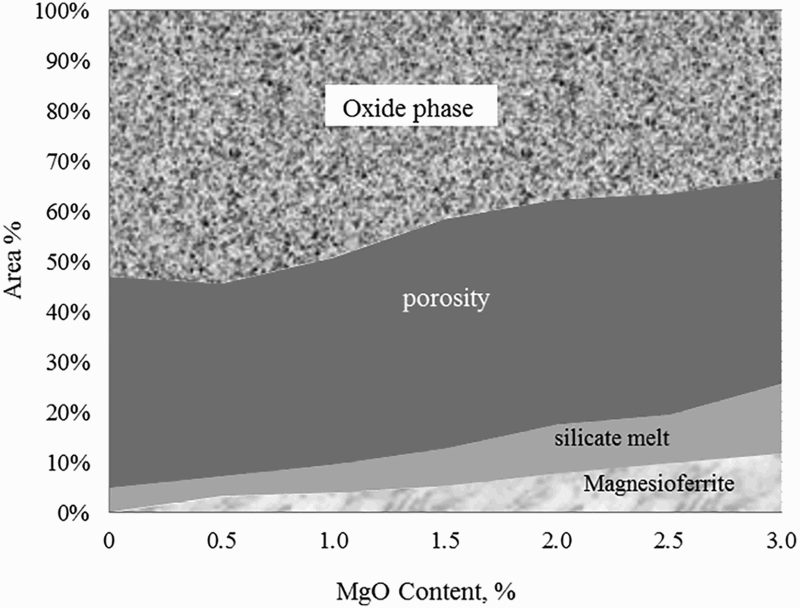
Image analysis of magnesite fluxed fired pellets with varying MgO
Scanning electron microscopy study with EDS analysis
Figure 14 shows the SEM images of pellets M2, M4 and M6 with EDS analysis of all pellets (M1–M6). From the results, it was evident that the chemistry of iron oxides is uniform in all pellets irrespective of MgO. However, the chemistry of the slag phase was found to be varying with increasing MgO content.
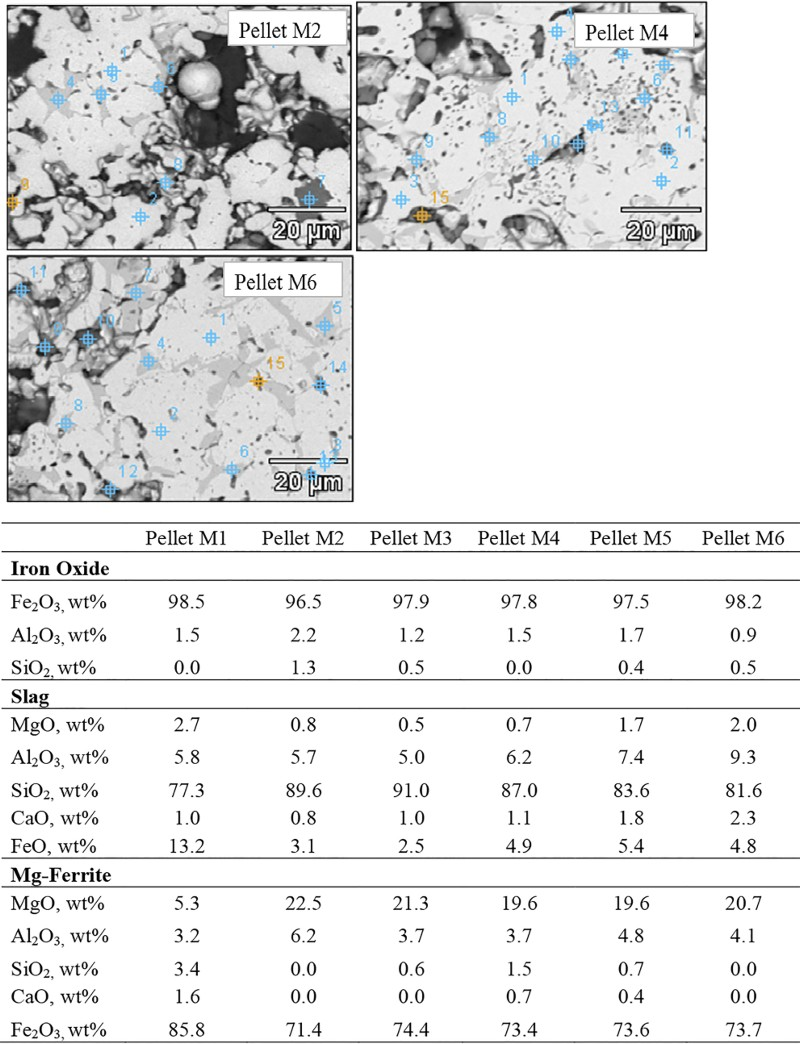
Images (SEM) of pellets M2, M4 and M6 with EDS analysis of all pellets (M1–M6)
Reduction degradation
Magnesite pellets exhibited considerably less reduction degradation, as shown in Fig. 15, due to the presence of silicate melt and magnesioferrite, which are more stable compared to hematite. In addition to silicate melt, magnesioferrite formed between the iron oxide grains also acts as a strong bonding phase that counteracts the reduction degradation.
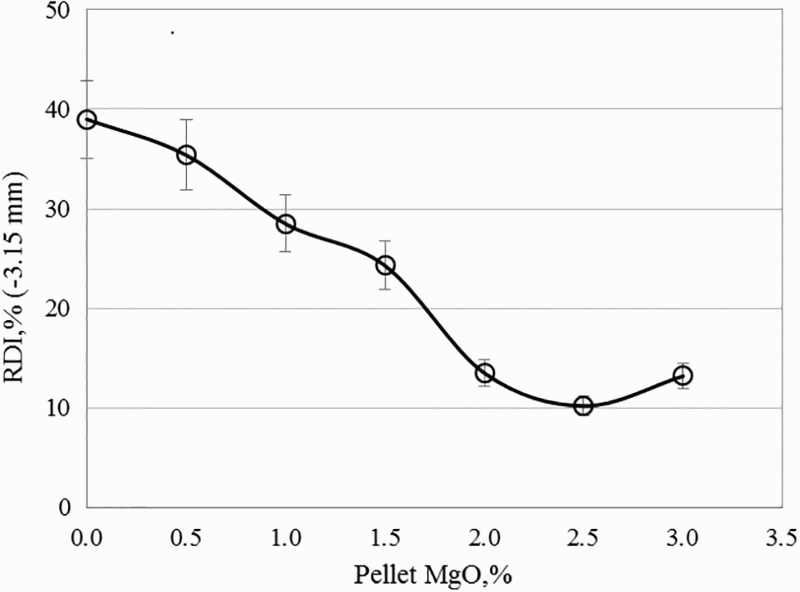
Effect of pellet MgO on reduction degradation of fired magnesite pellets
It is evident form the results that addition of fluxing agents is required to form a stable bonding phase in the pellets. Flux free pellets exhibited a very high amount of reduction degradation [∼39%RDI (–3.15 mm)] due to the absence of this bonding phase. To achieve a lower RDI value, basicity has to be maintained at >0.2 in limestone fluxed pellets, whereas 0.2–0.4 basicity was found to be optimum for dolomite fluxed pellets. In pyroxenite fluxed pellets, MgO has to be maintained between 1.5–2% and 2–2.5% in magnesite pellets for lower RDI values.
Conclusions
The following conclusions can be drawn from the results of this work. The remedy to reduce the disintegration during reduction is essentially to increase the amount and better distribution of stable bonding phases like silicates, which are more stable as compared to the oxide phases like hematite. Acid pellets exhibited highest reduction degradation [∼39%RDI ( − 3.15 mm)] due to the presence of more hematite bonds and less silicate bonds. In the limestone fluxed pellets, with increasing CaO content, the amount of silicate melt, which acts a bonding phase, was found to increase in the fired pellets. FeO content of the silicate melt decreased with increasing basicity of pellets. The reduction degradation of these pellets dropped considerably with increasing CaO content due to the formation of more amount of silicate melt, which is more stable compared to hematite. Dolomite–pyroxenite pellets exhibited less degradation compared to limestone pellets up to 0.4 basicity. Their degradation increased beyond that due to the increased pore size, which resulted in poor strength of reduced pellet matrix and hence more degradation. Pyroxenite and magnesite pellets exhibited less reduction degradation due to the formation of magnesioferrite and silicate melt, which are more stable phases compared to hematite. In addition to silicate melt, magnesioferrite formed between the iron oxide grains also acts as a strong bonding phase that counteracts the reduction degradation. In all the cases, addition of fluxing agents, namely, limestone, dolomite, pyroxenite and magnesite, considerably reduced the FeO content of the slag, thereby increasing its melting point that gives sufficient bond strength to withstand the reduction stresses. To achieve a lower RDI value in the pellets, basicity has to be maintained at >0.2 in limestone fluxed pellets, whereas 0.2–0.4 basicity was found to be optimum for dolomite–pyroxenite fluxed pellets. In pyroxenite fluxed pellets, MgO has to be maintained between 1.5–2% and 2–2.5% in magnesite pellets for lower RDI values.
Acknowledgements
The authors wish to thank the management of Tata Steel, especially Dr S. Chandra (Chief R&D and SS), for the permission to use the necessary data in this publication. Thanks are also due to Professor A. K. Lahiri (Visiting Scientist, Tata Steel) and Mr A. Kumar (CTO Process) for their valuable inputs to this project.