
Abstract
Coal injection is a common practice for coke replacement in current blast furnace (BF) operations. The amount of coal that can be injected and successfully replace large coke is determined by the extent of coal gasification, which is a function of both the combustion environment in the tuyere/raceway region and combustibility of the injected coal. A new carbon type differentiation (CTD) technique was developed at CanmetENERGY for quantifying the amount of unburnt pulverised coal injection (PCI) residue that is carried in the furnace top gas for diagnosing the extent of injected coal gasification. This technique utilises the combustion characteristics of solid carbonaceous material generated during rapid pyrolysis and partial combustion of coal. The CTD technique developed was transferred to ArcelorMittal Dofasco and successfully implemented in the industrial environment. Using this technique, AM Dofasco established a PCI efficiency baseline for each of its three BFs, which will be used as a reference point for comparison in future trials. The capability of the CTD technique in diagnosing and understanding the effect of BF operating parameters on PCI burnout efficiency was demonstrated upon examining the effect of blast temperature decrease during a recent BF stove repair.
Introduction
Pulverised coal injection (PCI) is a common practice in modern blast furnace (BF) ironmaking. Its primary goal is to reduce coke consumption on a per ton basis of hot metal production, commonly referred to as coke rate. The capability of PCI in reducing the coke rate is quantified by the coke replacement ratio (CRR), which is coal specific and is defined as coke rate reduction by unit mass of PCI. Numerous correlations have been put forward in the literature for calculating CRR from chemical composition and calorific value of PCI coal. These correlations were developed based on the assumption of complete combustion of the injected coal. The actual combustion behaviour of a coal in both tuyere and raceway is almost always incomplete so the actual CRR is less than the theoretical one due to loss of carbonaceous materials that are not utilised anywhere inside the BF.
Besides lowering CRR, incomplete combustion of injected coal also leads to operational difficulties in the BF. The solid carbonaceous combustion residues are carried upward by the hot ascending reducing gases. A portion of these residues may accumulate in the furnace if not consumed in the reduction process and can block passage of the reducing gases. Since temperatures in the BF progressively decrease from the bottom to the top, it becomes increasingly more difficult to gasify carbonaceous materials once they leave the lower part/hearth. The accumulation of incomplete combustion residues decreases gas permeability of the BF and reduces its efficiency. The remaining portion of these carbonaceous residues eventually leaves the furnace as particulates carried in the top gas, thus representing a loss of input carbon. These unconsumed particulates originating from PCI are eventually captured either by dry scrubbing and collected as ‘dust’ or by wet scrubbing and collected as ‘sludge’.
It is important to monitor the efficiency of coal combustion to ensure that injected coal is properly burned/gasified. However, combustion of injected coal in the tuyere and/or raceway cannot be monitored directly as combustion occurs in an extremely hot and completely sealed environment. In order to diagnose the degree of combustion of the PCI coal currently, the only indirect method is by analysing the particulates carried in the furnace top gas and eventually captured as either dust or sludge. Quantifying the types and amounts of carbonaceous materials in the BF dust and sludge and specifically those originating from PCI coal provides a good indication of combustion characteristic in the tuyere and raceway of the furnace. However, this is not an easy task. A chemical analysis for carbon will only tell one how much carbon is present, not the source or type. The BF dust/sludge contains a significant amount of carbonaceous material originating from charged coke, and there is no straightforward and reliable method available to distinguish these from combustion residues of PCI coal due to similarity in chemical behaviour. Moreover, the large amount of non-carbonaceous materials such as fines from iron ore and flux makes the detection of small amount of PCI residues in furnace dust and sludge extremely challenging.
The key in quantitative analysis of BF dust is the ability to effectively differentiate the various carbonaceous materials, which can be accomplished via thermogravimetric analysis (TGA). 1 Owing to differences in thermo treatment history, the minimum temperatures required to initiate the combustion of these various carbonaceous materials in air will vary. That is to say, the carbon maturation or increasing order will dictate the initial combustion temperature of that specific carbon. By gradually increasing the combustion temperature in a TGA, sequential combustion of different carbonaceous materials can be achieved, thus allowing determination of quantity from sample mass change. Unfortunately, combustion temperature ranges among different carbonaceous materials present in BF dust and sludge strongly overlap and introduce significant uncertainty in quantitative analysis.
In this work, a new TGA procedure was developed to address the challenge in combustion temperature overlap among various carbonaceous materials. This procedure first involves fractionation of collected dust sample followed by controlled combustion in a TGA under a specific heating profile. These procedures allow direct determination of char and coke combustion rates and eliminated extrapolation of measurement results as in the previous TGA technique in addressing the combustion temperature overlapping issue. Quantities of different carbonaceous materials in dust and sludge samples were calculated from the weight lost profiles. Procedures were validated with industrial BF dust samples in different TGA instruments, which have wide ranging sample mass capacities and high repeatability.
Rapid pyrolysis of coal
Carbonaceous materials found in BF dust can be classified into three categories, namely char, coke and soot. Both char and soot originate from very rapid pyrolysis of coal. Coal itself can also be present in some BF dust and sludge, but quantities, as expected, are low. The main reason for this is exposure of coal particles to very high air blast temperatures (1100–1200°C) upon tuyere injection, resulting in instantaneous devolatilisation and partial combustion.
When pulverised coal is introduced into a hot blast, the coal particles undergo very rapid pyrolysis. 2,3 Upon heating, the outer surface of a coal particle first undergoes softening, which then propagates towards the particle centre and releases gases as heating continues, causing the coal particle to swell. Owing to the extremely fast heating of coal particle in the PCI process in the raceway, the outer surface reaches resolidification temperature before its centre reaching softening temperature. In other words, coal particles in the PCI process are not able to maintain the whole particle in a fluid state. Once the outer surface resolidifies, internal pressure starts to develop due to the continuous softening and gas evolution. Eventually, the outer crust of the coal particle erupts from the internal pressure. The residual solid after eruption forms the cenospheres. 4 Combustion of these cenospheres continues as they enter the raceway and uncombusted cenospheres are carried to the upper shaft of the furnace. By the time they reach the top of the furnace, their structure has already undergone severe damage, and only fragments can be collected in the furnace dust and sludge and are collectively referred to as char. Because of this damage and the breakdown of a given cenosphere, microscopic identification can be difficult, as these particles can have the same morphology of coal/coke fusinite.
The eruption of a coal particle also leads to the explosive release of gas and ejection of tar droplets into the hot blast. The rapid heating of these droplets results in dehydrogenation and solidification. The solid particle produced from this secondary pyrolysis is referred to as BF soot. 5 Soot is much less reactive with oxygen than char because of its highly crystalline structure. Once soot escapes from the very hot raceway, it becomes very difficult to gasify in the relatively cool upper shaft of the furnace.
Figure 1 shows SEM images of char and soot for illustrating their difference in morphology. Figure 1a shows the cenosphere structure of char. Char particles revealing an intact structural feature were collected in the PCI test rig in CanmetENERGY. In industrial furnace dust samples, only fragments of the cenosphere structure are observed. Figure 1b shows a soot particle identified in industrial dust sample for illustrating its highly crystalline morphology.
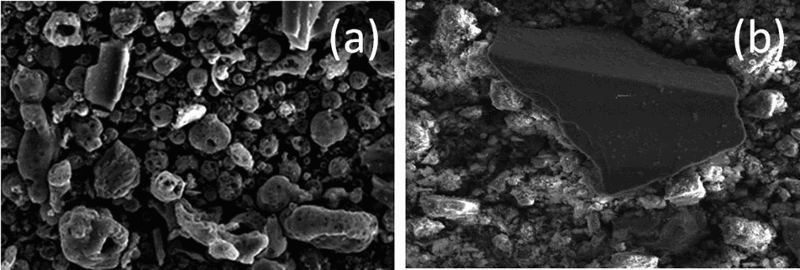
Morphology of char and soot: a cenosphere structure of char; b soot particle in industrial dust sample
The relative amount of char, coke and soot produced upon rapid pyrolysis depends on the various properties of the PCI coal. Coals with high volatile matter in general produce more char due to the rapid development of internal pressure and vigorous rupture of the cenospheres due to their amount of liptinitc macerals. Highly fluid coals tend to eject more tar droplets upon eruption, hence producing more soot. The amount of coke formation during PCI will be related to the petrographic composition of a given coal. For example, compared to high volatile coals, low volatile coals, which are rich in vitrinite, will produce more coke than char since they lack liptinite. 6 A detailed examination of the relationship between coal properties and relative amount of types of carbonaceous materials is currently undergoing using the PCI test rig. 7
Carbon type differentiation technique development
As described above, different formation mechanisms are responsible for the generation of char, coke and soot during rapid heating of PCI coal. From this, the degree of carbon maturation for these three types of carbonaceous materials is different and results in their unique and distinguishable combustion characteristics in air. By making use of these differences, a TGA technique for quantifying carbonaceous materials produced from rapid pyrolysis and combustion was developed. 8
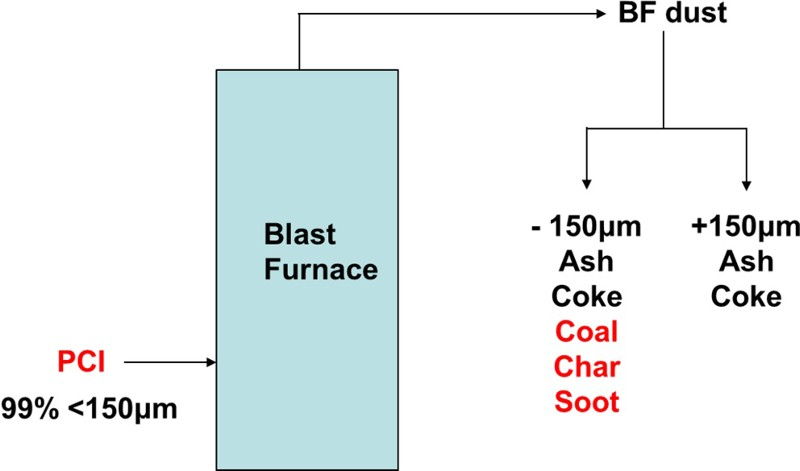
In reference to Fig. 2, PCI coal size injected into industrial BF under consideration was 99% − 150 μm. As mentioned above, injected coal has undergone rapid pyrolysis when introduced into the tuyeres. The temperature of the coal particles is rapidly increased to above solidification temperature, so the chance of particle agglomeration in this highly dynamic condition is expected to be small. Moreover, the explosive release of gas results in the breakdown of injected coal particle into small fragments. Once combustion is initiated, the size of these fragments is further reduced, so it is highly likely that combustion residues collected in the furnace off gas are all smaller in size than those of injected coal (i.e. − 150 μm). In order words, by sieving the dust sample, all char and soot present in the dust are in the − 150 μm portion. Moreover, coke is the only combustible material in the +150 μm portion. Thus, by simply sieving the dust sample, major interference from coarse coke can be eliminated.
Fractionation of BF dust
Moreover, fractionation of the dust sample not only removes the interference of coarse coke on the combustion rate profile but also provides the combustion rate profile of coke in the fine portion, which serves as a reference for calculation of the char content. This particular point is worthy of mention as the minimum combustion temperature of char is completely overlapped with that of coke. In order to calculate the amount of char, it is necessary to know the combustion rate profile of coke. Since coke is the only combustible material in the +150 μm portion, the combustion rate profile of the coarse portion of the dust sample can be used as reference for estimating the combustion rate of coke in the fine portion.
Figure 3 superimposes combustion rate profiles of the fine ( − 150 μm) and coarse (+150 μm) portions of industrial dust sample. Both portions were heated in air in TGA at 1°C min− 1 after dehydration at 125°C. It is evident that the fine portion combusted at a higher rate over the temperature range 400–520°C in comparison to the coarse portion. The faster combustion is attributed to the simultaneous combustion of both char and coke in the fine portion, whereas only coke was combusted in the coarse portion. Once the char was fully combusted at ∼525°C, the combustion rates of both portions became identical, corresponding to only coke combustion in both portions.
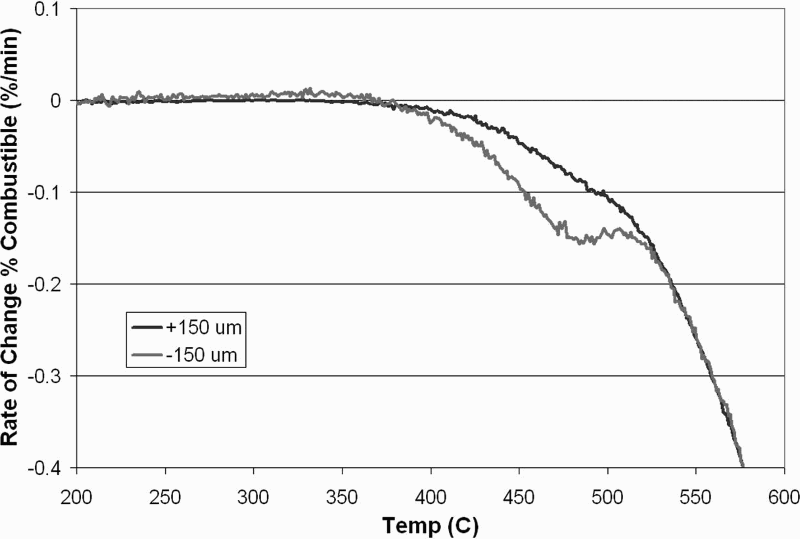
Combustion rate profiles of the fine ( − 150 μm) and coarse (+150 μm) portions of industrial BF dust
Based on the observed combustion characteristics of carbonaceous materials in BF dust, a specific TGA heating profile was developed to facilitate the quantitative analysis of char and soot (Fig. 4). As pointed out earlier, the procedure also requires for the collected dust sample to be fractionated into fine and coarse portions and for these to be heated up in TGA using the following temperature profile in air and continuously monitoring sample mass. The TGA procedure is as follows:
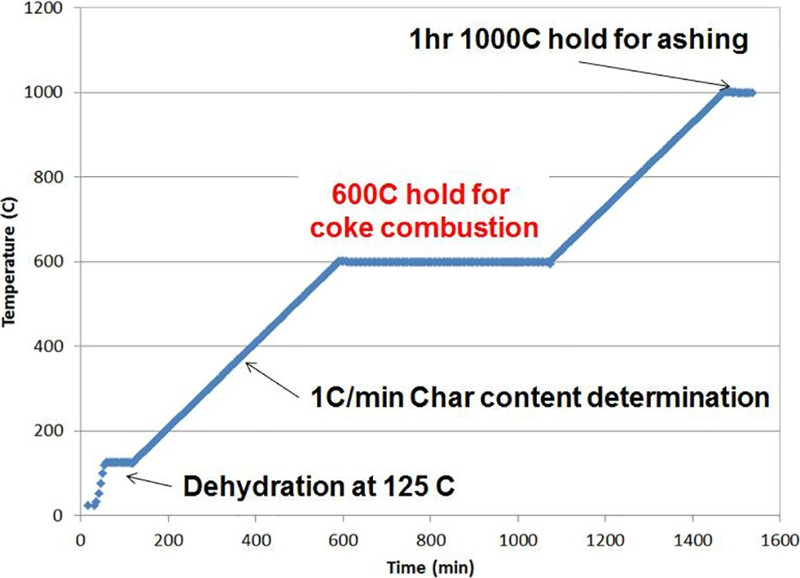
Thermogravimetric analysis heating profile for CTD in BF dust
First, samples are heated to 125°C and maintained at this temperature for 1 h to remove moisture. After dehydration, the sample temperature is increased to 600°C at 1°C min− 1. Before reaching 600°C, char in the fine portion is fully combusted. Using the measured rate profile of the coarse portion as the coke combustion rate reference, the amount of char combusted can be calculated from the difference in combustion rate between fine and coarse portions.
When temperature attains 600°C, the sample temperature is held constant for 8 h. Temperature of 600°C is chosen because it is sufficiently high to combust coke but not high enough to initiate combustion of soot. Holding the temperature at 600°C for a long enough period, coke will be selectively combusted. After all of the coke is combusted, the sample temperature is further increased to 1000°C at 1°C min− 1, where it is held constant 1 h at 1000°C to ensure complete gasification of the combustible materials. The sample mass recorded at the end of 1 h at 1000°C will correspond to the content of incombustible material in the sample. The soot content is calculated directly from the sample mass difference between the end times of the 600 and 1000°C holds. Therefore, it is important to ensure that all coke is combusted at the end of the 600°C hold to obtain a quantitative measurement of soot content in BF dust sample.
The completion of coke combustion can be validated by examining the TGA combustion rate profile at 600°C. As coke is continuously combusted during the 600°C hold, the recorded combustion rate is gradually decreased. Once all coke is combusted, the recorded combustion rate will decrease to zero, which signifies the complete combustion of coke in the sample.
The accuracy of the developed analysis technique was validated by doping industrial furnace dust with synthetic char. Synthetic char was produced by rapid pyrolysis of PCI coal using a hot cyclone in CanmetENERGY. The synthetic char produced was analysed using the TGA combustion profile, and we found the combustion rate and minimum temperature required to initiate combustion in air are very similar to those of char in industrial dust. A known amount of synthetic char was added to industrial dust sample. The expected total char content is then compared with that determined using the TGA technique. As shown in Fig. 5, the measured result is highly accurate.
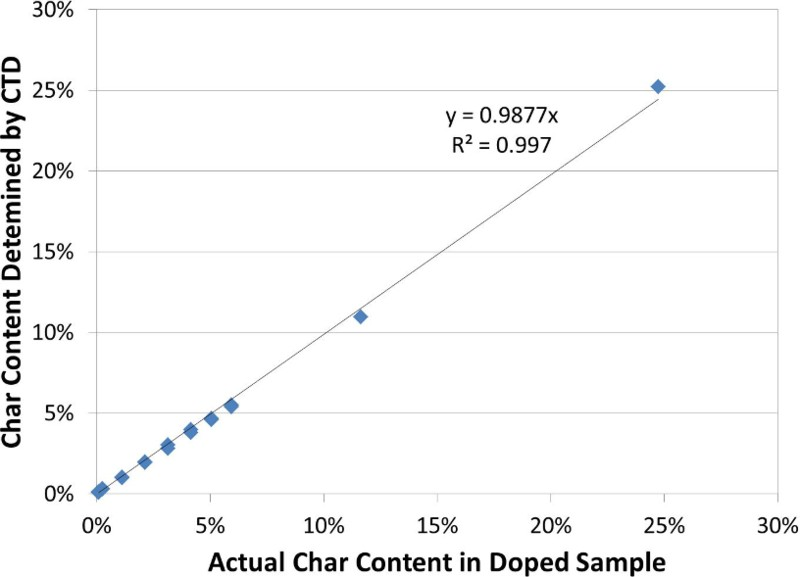
Accuracy test by char doping in industrial dust sample
The repeatability and reproducibility of the technique were tested by conducting measurements on the same dust sample at CanmetENERGY and AM Dofasco laboratories. Figure 6 shows the char and soot content of the same industrial dust sample obtained in duplicate analyses at CanmetENERGY. As shown, repeatability of the technique is very high. Reproducibility of the technique was examined by analysis of same samples in both CanmetENERGY and AM Dofasco. As shown in Fig. 7, the results obtained between laboratories are almost identical. This suggests that the analysis technique is not equipment specific and can be applied in any laboratory.
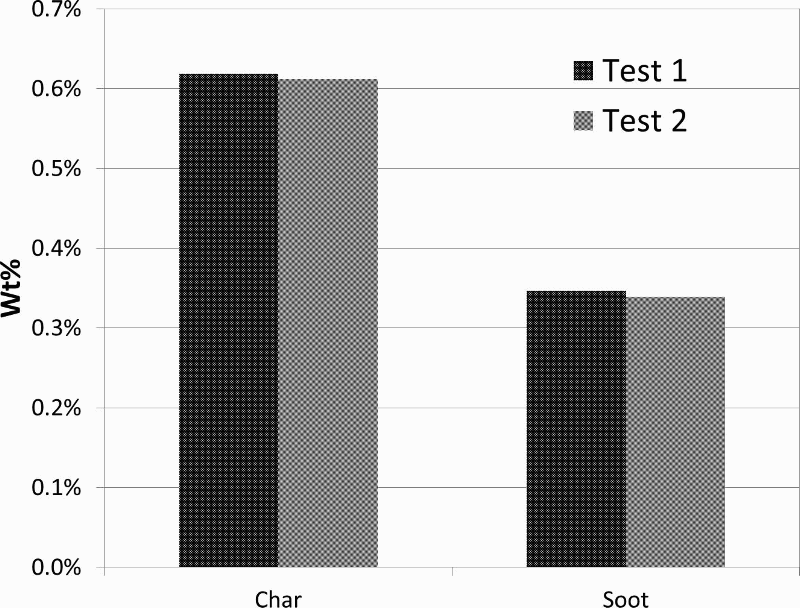
Thermogravimetric analysis CTD technique repeatability
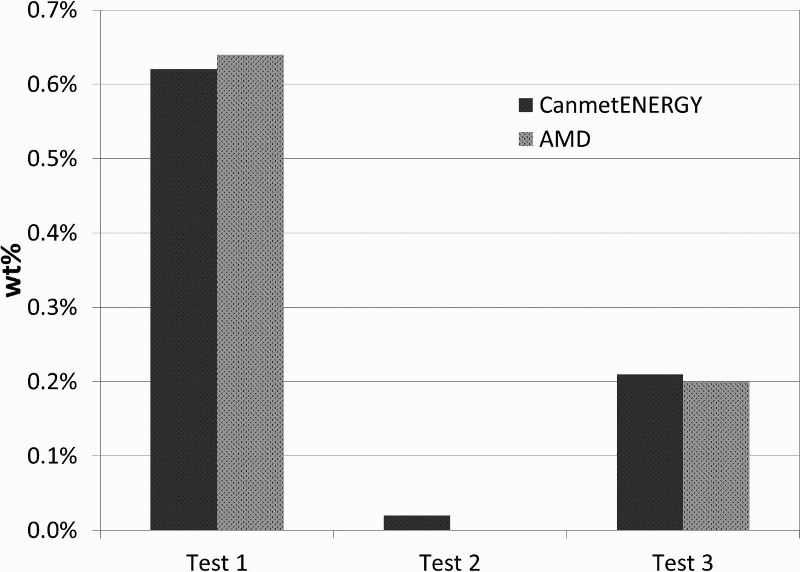
Thermogravimetric analysis CTD technique reproducibility
Implementation of carbon type differentiation in ArcelorMittal Dofasco
The carbon type differentiation (CTD) technique developed at CanmetENERGY was transferred to ArcelorMittal Dofasco (AMD) in order to assist in the development of procedures to monitor PCI combustion efficiency in their BFs.
Preliminary analysis of both dust and sludge samples in AMD revealed that the content of carbonaceous materials originating from PCI in dust samples is very low, typically less than 0.5%. This is due to fact that particle size of PCI coal is small (90%, < 150 μm), leading to fine size char particles, which escaped capturing by dry scrubbing. However, as majority of the char in the off gas is successfully captured in the sludge, attention is thus focused on analysis of the latter samples.
Nevertheless, it should be noted that AMD is currently injecting 140 kg thm− 1 of coal. With the current tuyere parameters, char/soot generation in dust may not be high. As injection rates are scheduled to be increased further in a foreseeable future, composition of dust will also be carefully monitored.
In the AMD BF operation, particulates in the top gas are first captured by dry scrubbing and collected as coarse ‘dust’. The fine particulates escaping from dry scrubbing are trapped by wet scrubbing to form slurry. The solid portion of slurry is then separated through filtration or decantation and is referred to as ‘sludge’.
Owing to the high char content in the sludge, the CTD heating profile developed for analysis of dust was modified since time available during heating of the dust sample between 125 and 600°C was found insufficient to fully combust all char in the sludge. This led to major overlap of char and coke combustion profiles and hence to difficulty in precise determination of char and coke contents. To address this issue, the temperature programme was modified, and an additional 6.5 h hold at 475°C was introduced to ensure complete gasification of char before further increasing the combustion temperature. The additional 6.5 h hold also keeps the char combustion peak well separated from that of the coke, thus enhancing the precision in determining char and coke contents in the sludge. However, the total time required to complete TGA analysis is also increased to 27 h from 25.5 h needed for analysis of dust. Figure 8 shows a typical combustion rate evolution profile of sludge with the modified temperature programme.
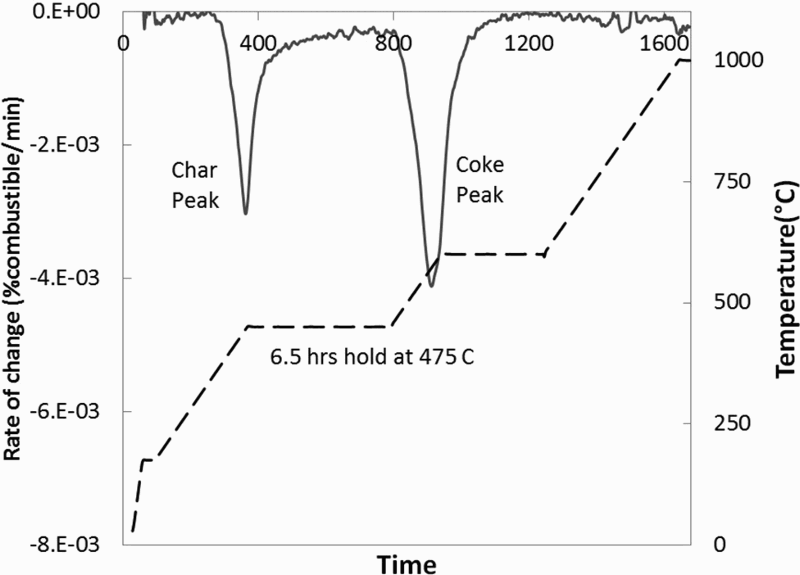
Modification of heating profile for sludge analysis in industrial sample
Slurry samples are directly collected from the trenches of individual furnaces to allow separate examination of each BF. This sampling method was found to introduce high variability in sample quality and to be sensitive to minor changes in BF operation, in particular raw material charging. To reduce the variability in sample quality introduced by the collection method used, slurry samples were gathered on a continuous 15 min time period. Figure 9 shows the reduction in variability in sample quality by this improved sampling procedure.
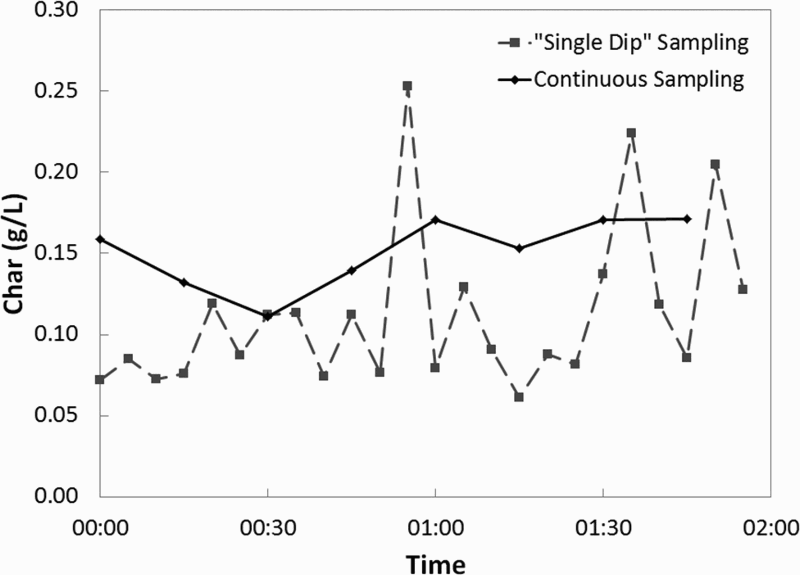
Effect of sampling technique on variation of char concentration in BF sludge
In practice, slurry samples are collected from a sampling valve off the slurry pump line from each BF (Fig. 10a ). About 1 L of slurry is collected in each sampling period. The collected slurry sample is centrifuged (Fig. 10b ) for separating the solid material from the slurry water. The separated solid, which is the sludge sample, is dried and sent for CTD analysis by TGA.
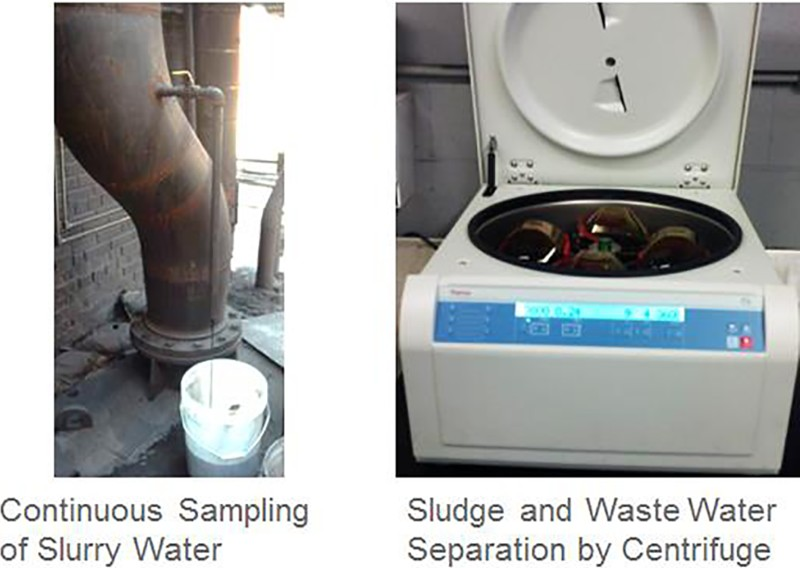
Sampling and preparation of sludge samples in industrial setting
By knowing the flowrate of water through the slurry trench and solid loading in the slurry, the composition of sludge determined by TGA analysis can be converted to mass per ton of hot metal production basis (kg thm− 1). This conversion is necessary, as it establishes a common ground for comparison between BFs and relating the obtained results to the operation conditions of the BFs.
Utilising the procedures outlined above, baseline levels of char, coke and soot in top gas of AMD BFs were determined (Table 1). These baselines were established by collecting and analysing 108 samples over the course of 3 months. Going forward, these baseline levels will be used as the basis for comparison to assess the impact of BF operation parameters on PCI performance.
Baseline carbonaceous materials in AM Dofasco BF sludge
The CTD technique is an effective tool for understanding the effects of operating conditions on PCI efficiency, as illustrated in the following example. Using the CTD analysis technique, the composition of carbonaceous materials in the top gas at two different blast temperatures was determined (Table 2). Reduction in blast temperature of 50°C (from 1065 to 1015°C) significantly increases the amount of unburnt PCI residues leaving the furnace. It represents the total burnout of the PCI coal is significantly reduced, resulting in loss of coke replacement efficiency.
Effect of blast temperature on rate of production of carbonaceous materials in BF top gas
A drop in blast temperature also changes composition of the PCI residues. The soot and coke portions are reduced, but the char portion was increased from 33.1 to 48.1%. The increase in char portion can be explained by the drop in blast temperature decreases the pyrolysis rate of the PCI coal particles when introduced into the tuyere. Hence, the rapture of coal particle becomes less vigorous and produces char with relatively less surface area for combustion. As a consequence, the char produced in relatively low blast temperature is less reactive and results in contributing to a high portion in the unburnt PCI residues collecting in the furnace top gas.
Conclusions
A new quantitative CTD TGA technique was developed in CanmetENERGY. It utilises the difference in combustion characteristics of carbonaceous material having different degrees of carbon maturation to separate difference types of PCI residues. The excellent accuracy, repeatability and reproducibility of the technique were demonstrated in a laboratory environment. The technique was transferred to AMD and successfully implemented in an industrial environment. Using this technique, AMD has established a PCI efficiency baseline of each of its three BFs and plan to use these baselines as reference points for comparison in future trials. Capability of the CTD technique in understanding influence of operating parameters on PCI efficiency was demonstrated upon examining the effect of blast temperature. The CTD analysis revealed that decreasing the blast temperature by only 50°C results in a 74% increase in unburnt PCI residues leaving the furnace and a 45% increase in char content.
Footnotes
Acknowledgements
We would like to express thanks to the Canadian Carbonisation Research Association and AMD for supporting this work.