
Abstract
Isothermal compression of M50 steel was carried out on a Gleeble-3500 simulator at the deformation temperatures ranging from 1223 to 1423 K and the strain rates ranging from 10 to 70 s− 1. The relationship between the deformation temperature, strain rate, strain and the carbide size of M50 steel was acquired by simulating the isothermal compression via finite element method, and a fuzzy neural network model for predicting the carbide size during hot deformation was established. The maximum and average difference between the experimental and the predicted carbide size were 9.2 and 4.1% respectively. Applying the present fuzzy neural network model, the effect of the deformation temperature, strain rate and strain on the carbide size of M50 steel during hot deformation was analysed.
Introduction
High speed steel is one kind of high carbon and high alloy steels, which is widely used in the industry due to its high hardness and good wear resistance and heat resistance. 1–3 Carbides are quite common in high speed steels, of which size and distribution have a significant effect on the mechanical properties. 4,5 During hot deformation, carbide size in high speed steels varies in a relatively wide range scale since dissolution and reprecipitation of carbides simultaneously occur. The homogeneously distributed small carbides enhance the fatigue strength of high speed steels, while the randomly distributed coarse carbides greatly decrease the mechanical properties. Neri et al. 6 found that the presence of the coarse carbides initiated the cracks and/or provided an easy crack path and eventually resulted in failure. Rodenburg et al. 7 reported that the distribution of carbide size was an important controlling factor in the wear behaviour of high speed steel. Consequently, to control the coarse carbides is of great importance from a workability standpoint during hot deformation of high speed steels.
The M50 steel derives from high speed steels containing mainly Mo, Cr and V additions with the absence of tungsten. It was extensively applied to manufacture the main shaft gas turbine bearings and usually produced by the vacuum induction melt and vacuum arc remelt method. 8 The presence of coarse carbides significantly affected the mechanical properties of M50 steel; however, the previous study 9–11 only investigated the shape and distribution of carbides in high speed steel and the carbide evolution during hot deformation was not involved. The present aim is to study the carbide evolution of M50 steel during hot deformation in order to improve its mechanical properties.
Artificial neural network (ANN) is an effective method to analyse non-liner and complex relationship, which has been widely used to predict the microstructure and mechanical properties of steels. For instance, Kusiak et al. 12 developed an ANN model for predicting the ferrite grain size and Widmänstatten ferrite fraction, and validated the prediction of microstructure and mechanical properties. Bhattacharyya et al. 13 predicted the amount of retained austenite in the transformation induced plasticity aided steel after hot deformation and cool rolling using ANN method. Liu et al. 14 predicted the flow stress during the continuous compression tests of T1 high speed steel using ANN method with back propagation (BP) algorithm, which implied that the BP ANN method exhibited greater efficiency and accuracy than the conventional regression method. Lin et al. 15 established a feed forward BP ANN model to predict the flow stress and static recrystallisation behaviour of commercial 42CrMo steel, and the effect of deformation parameters on the static recrystallisation had been discussed based on the experimental and predicted results. Furthermore, the ANN coupling with fuzzy set, i.e. fuzzy neural network (FNN), was developed, which demonstrated that the FNN model had higher accuracy than the regression method and/or ANN 16–17 .
Considering the carbide size variation of M50 steel during hot deformation, a FNN model for the carbide size of M50 steel is developed in the present work, in which an error BP learning algorithm is employed. Meanwhile, the FNN model is applied to study the effect of the deformation temperature, strain rate and strain on the carbide size during hot deformation of M50 steel.
Experimental and results
Experimental procedures
The chemical composition of M50 steel used in the present study is 4.21wt-%Mo, 3.98 wt-%Cr, 1.01 wt-%V, 0.77 wt-%C, 0.27 wt-%Si, 0.24 wt-%Mn, 0.04 wt-%Ni, 0.01 wt-%Co, 0.01 wt-%W, 0.009 wt-%P and balance Fe. Isothermal compression of M50 steel was carried out on a Gleeble-3500 simulator at the deformation temperatures ranging from 1223 to 1423 K and the strain rates ranging from 10 to 70 s− 1. After compression, the isothermally compressed M50 steel specimens were air cooled to room temperature. After compression, the specimens were axially sectioned and prepared for metallographic examination. The cross-sections of the isothermally compressed samples were ground sequentially by 180#, 600#, 1000#, 1500#, 2000# grit SiC papers and buff polished by diamond pastes with a diameter of 2.5 μm. The polished specimens were etched for 15 s in 4% nital and observed on a Leica DMI3000M optical microscope. The microstructure of the isothermally compressed M50 steel consists of randomly distributed coarse carbides (indicated by the white arrows), as shown in Fig. 1. During microstructure observation, the deformation temperature, strain rate and strain corresponding to the carbide occurring point are determined by simulating the isothermal compression of M50 steel via finite element method (FEM), and the carbide size corresponding to the occurring point is measured using the following equation via software Image-Pro Plus 6.0
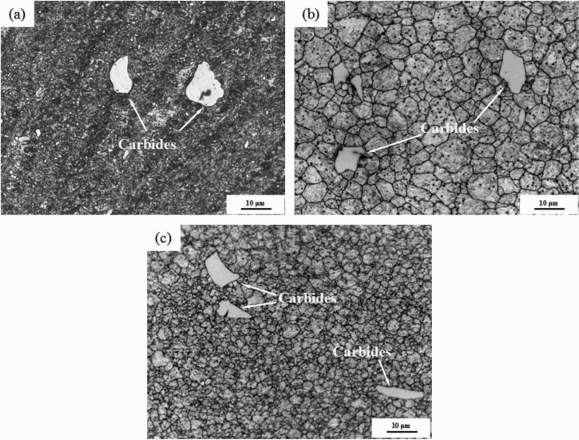
a 1283 K, 70 s− 1, 30%; b 1363 K, 50 s− 1, 70%; c 1393 K, 10 s− 1, 70%

Finite element method simulation of M50 steel
The geometric model for simulating the isothermal compression of M50 steel is shown in Fig. 2. During FEM simulation, the initial dimensions of M50 steel billet are 12 mm height, 8 mm diameter, density of 7928 kg m− 3, flow stress–strain relationship of M50 steel acquired by isothermally compressing the M50 steel at the deformation temperatures ranging from 1223 to 1423 K, strain rates of 10 s− 1, 50 s− 1 and 70 s− 1, shear factor of 0.3, and initial mesh number of billet is 50 000. The clamp material is 5CrNiMo, the coefficient of thermal convection between the billet and the clamps is 5000 W m− 2 K− 1, room temperature is 293 K, thermal convection coefficient between the billet and the environment is 20 W m− 2 K− 1. The distribution of deformation temperature T, strain rate 
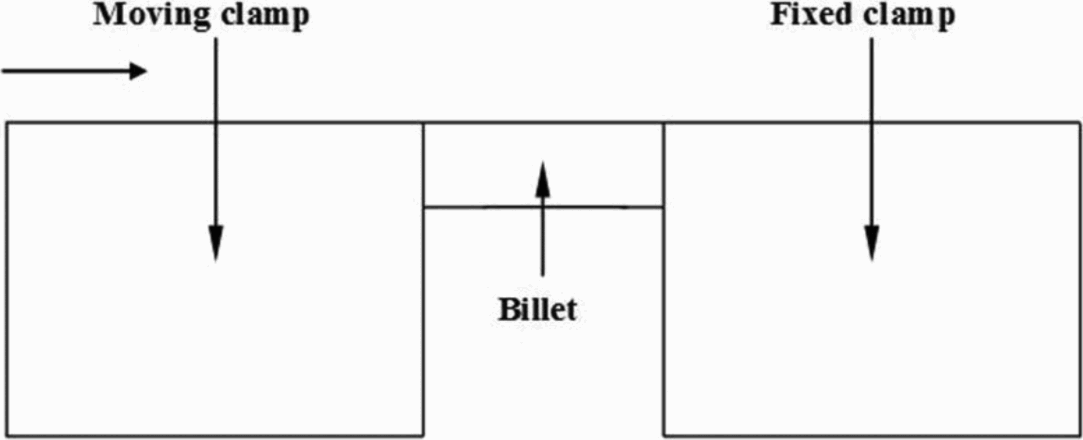
Geometric model for simulating isothermal compression of M50 steel via FEM
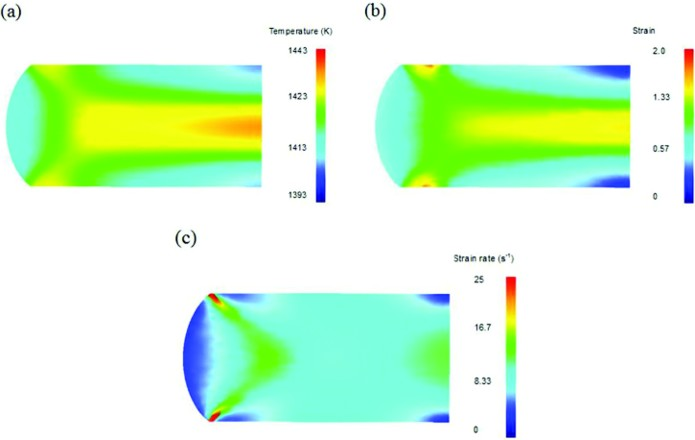
Distribution of a deformation temperature, b strain and c strain rate of isothermally compressed M50 steel at 1393 K and strain rate of 10 s− 1 to height reduction of 70%
The predicted flow stress–strain curves in the isothermal compression of M50 steel via FEM are shown in Fig. 4, as seen from Fig. 4; the predicted results are in a good agreement with the experimental ones. The specimen barrel values b between the experimental and FEM simulation results are shown in Table 1, in which the maximum difference between the experimental and the FEM simulation results is 11.8% and the mean difference is 6.7%. Therefore, the present FEM simulation results can represent the actual deformation temperature, strain rate and strain corresponding to the carbide occurring place as mentioned in the section on ‘Experimental procedures’.
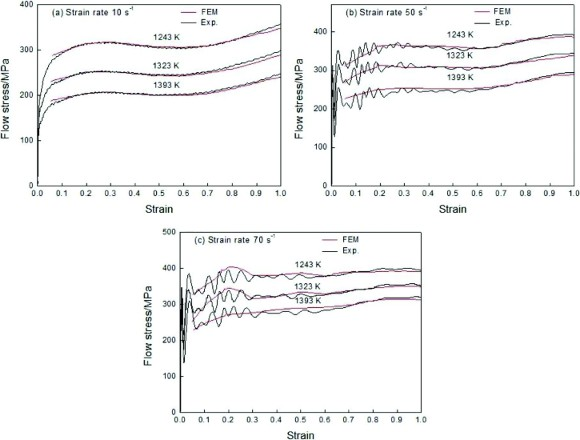
Comparison between predicted flow stress–strain curves of M50 steel with experimental
Predicted and experimental values of specimen barrel during isothermal compression of M50 steel
Carbide size
Figure 5 shows the carbide size variation with the deformation temperature, strain rate and strain during isothermal compression of M50 steel. As seen from Fig. 5, the effect of the processing parameters on the carbide size is complex and the carbide sizes are very scattered, so it is quite difficult to represent the relationship between the processing parameters and the carbide size via mathematical equation.
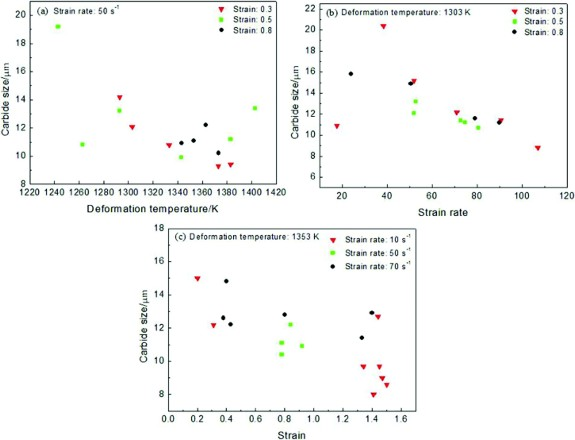
Effect of a deformation temperature, b strain rate and c strain on carbide size of M50 steel
Fuzzy neural network model
Fuzzy neural network model
The FNN model structure for predicting the carbide size in the isothermally compressed M50 steel is illustrated in Fig. 6. The deformation temperature T (K), strain rate 




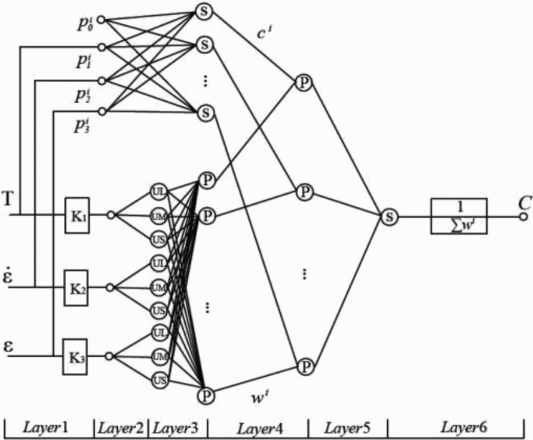
Fuzzy neural network model structure of carbide size during hot deformation of M50 steel
The activation function in the output layer of the FNN model obeys a linear function, while the activation function in the hidden layer is selected to be a sigmoidal function as follows




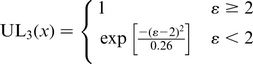
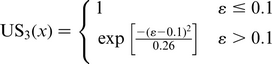
The fuzzy subset of process parameters with large {UL}, middle {UM} and small {US} during hot deformation of M50 steel is regulated and shown in Fig. 7, and the subject functions are covered as follows. For deformation temperature in Fig. 7a
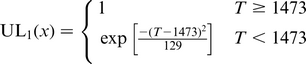

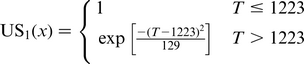


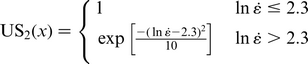

a deformation temperature T (K), b strain rate
For strain in Fig. 7c

The total 27 fuzzy rules can be acquired as follows:
For the rule R 1
If T is UL1, 


According to the rule R 27
If T is US1, 


For Pi sigma FNN, the total output (C) is in the following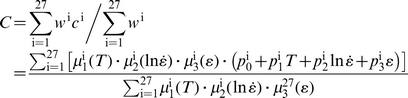
In order to optimise the variables of membership functions and weight coefficients of FNN model, an error BP learning algorithm is adopted by minimising the error function as follows
Updating the weights and thresholds as follows

Prediction of carbide size
In the present work, the experimental results of 175 groups at the deformation temperatures ranging from 1223 to 1473 K, the strain rates ranging from 10 to 110 s− 1 and the strains ranging from 0.1 to 2.0 are acquired, of which 150 groups were selected as the teacher's samples to train the FNN model of the carbide size during hot deformation of M50 steel and the other 25 groups are the verification samples. In the training process, the factors of learning rate η and β in the FNN model are 2.7 × 10− 6 and 9.8 × 10− 5 respectively. After 523 394 training cycles, the maximum difference and the average difference between the predicted and the experimental carbide size of the teacher's samples are 12.0 and 3.1% respectively, and the performance of the predicted and the experimental carbide size of the teacher's samples is shown in Fig. 8. As seen from Fig. 8, the correlation coefficient R values for the whole datasets is >0.95, which means the predicted results using FNN model are in a good agreement with the experimental results.
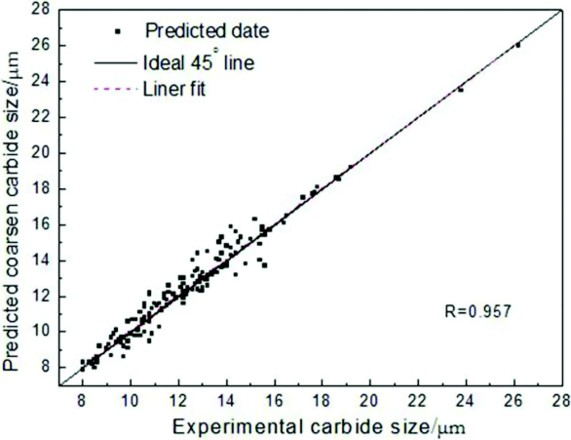
Comparison between predicted carbide size during isothermal compression of M50 steel via FNN model and experimental
Verification of FNN model
The comparison between the verification data and the predicted carbide size during hot deformation of M50 steel using FNN model is shown in Table 2. As seen from Table 2, the maximum difference and the average error between the predicted and the experimental carbide size are 9.2 and 4.1% respectively. Thus, the FNN model can be used to efficiently predict the carbide size during hot deformation of M50 steel.
Comparison between predicted carbide size during hot deformation of M50 steel and verification data
Effect of processing parameters on carbide size
Based on the present FNN model, the effect of the processing parameters on the carbide size during hot deformation of M50 steel can be acquired, as shown in Fig. 9. As seen from Fig. 9a , the carbide size sharply decreases with the increasing of deformation temperature from 1273 to 1323 K, and then shows a wave variation with the further increase in deformation temperature. As seen from Fig. 9b , the carbide size decreases with the increasing of strain at 1293 and 1353 K. However, at 1393 K, the carbide size slightly increases with the increasing of strain and then decreases at the strain >1.0. As seen from Fig. 9c , the strain rate has a significant influence on the carbide size during hot deformation of M50 steel, and the carbide size during hot deformation of M50 steel shows a sharply decrease with the increasing of strain rate from 10 to 30 s− 1, then slightly decreases with the strain rate increasing to 70 s− 1.
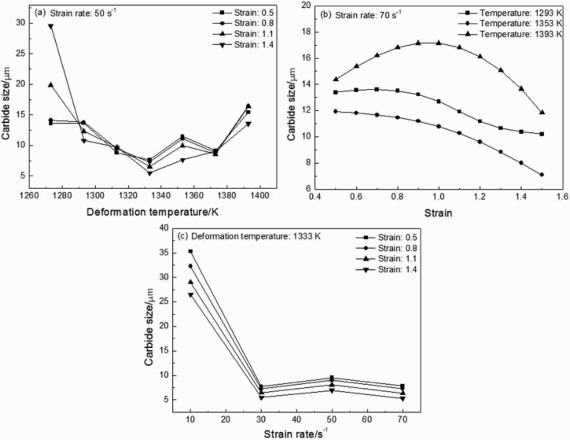
a deformation temperature, b strain and c strain rateEffect of processing parameters on carbide size
Figure 10 shows the fragmentation and dissolution of carbides during hot deformation of M50 steel. High temperature promotes the dissolution of carbides; consequently, the carbide size decreases with the increasing of deformation temperature as shown in Fig. 9a . In addition, carbon concentration gradient develops with fine carbides dissolving into matrix, which contributes to diffusion of carbon towards coarse carbides. Hence, the carbides begin to coarsen at the deformation temperature >1373 K where diffusion is greatly enhanced. Furthermore, the flow stress in the isothermally compressed M50 steel increases with the increasing of strain, leading to the carbides fragmentation. As a consequence, the carbide size gradually decreases with the increasing of strain as shown in Fig. 9b . It should be mentioned as well that the carbide size variation with strain at 1393 K (Fig. 9b ) is a complex result of stress and high temperature. Similarly, carbides are more prone to fragment at higher strain rate due to high flow stress. As a consequence, the carbide size decreases with the increasing of strain rate from 10 to 30 s− 1. However, the strain rate shows little influence on the carbide size during hot deformation of M50 steel >30 s− 1, as shown in Fig. 9c .
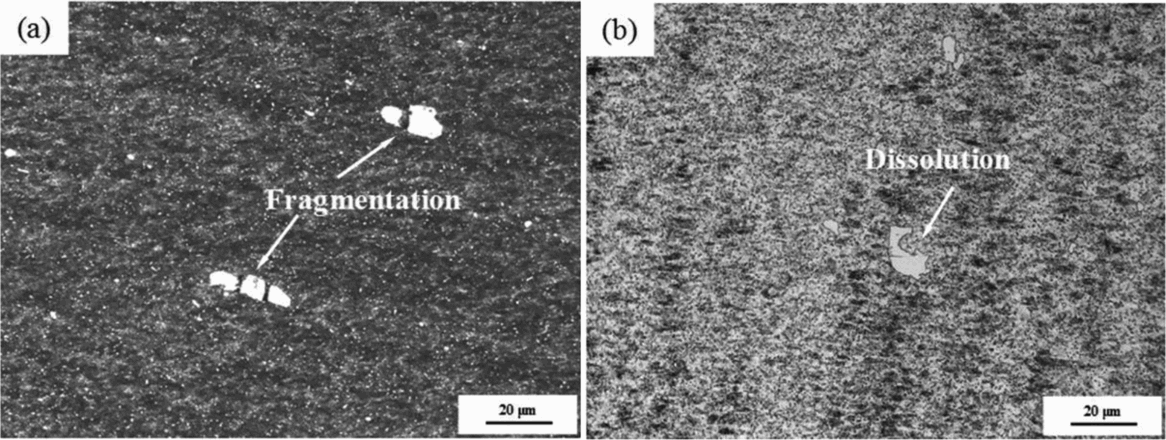
Microstructures of isothermally compressed M50 steel at 10 s− 1, 70% and the deformation temperatures of a 1243 K and b 1323 K
Conclusions
The present work investigates the carbide size evolution during hot deformation of M50 steel, and an FNN model for the carbide size during hot deformation of M50 steel is established. The following conclusions can be obtained from the present approach.
The experimental results show that the distribution of carbide size is very scattered, and the effect of the deformation temperature, strain rate and strain on the carbide size is complex.
Artificial neural network model with a BP learning algorithm and fuzzy set for the carbide size during hot deformation of M50 steel is established. The maximum and the average difference between the predicted and experimental carbide size during hot deformation of M50 steel are 9.2 and 4.1% respectively.
The carbide size during hot deformation of M50 steel increases with the increasing of the deformation temperature >1373 K after an initial decrease, and it decreases with the increasing of strain rate and strain.