
Abstract
A swirling flow nozzle (SFN) has been proposed and designed for bloom continuous casting based on the idea that the melt flow pattern in the mould region can be controlled by changing the jet direction from outlets of the submerged entry nozzle. The simulated and plant trial results show that, as compared to the conventional straight nozzle, the oversized shrinkage porosity along with centre cracking at the strand cross-section is removed, and the maximum segregation degree fluctuation range of solute element C is reduced from 0.17 to 0.05. The positive effect is attributed to the remarkable superheat dissipation effect of horizontal swirling flow generated by SFN, which is reduced by 10.6 K as compared to the normal nozzle. Moreover, the adoption of SFN can further enhance the metallurgical effect of in-mould electromagnetic stirring (M-EMS), where both better chemical homogeneity and soundness of bloom castings can be obtained by the combined adoption of SFN and M-EMS.
Introduction
It is well known that low superheat casting is beneficial to improve centreline segregation by obtaining a wide and fine equiaxed crystal region in the casting. 1 Directly reducing the melt pouring temperature from the ladle shroud during continuous casting (CC), however, will lead to nozzle clogging 2,3 and impairs inclusion floatation and removal from molten steel in the tundish. 4 Therefore, superheat dissipation casting, the indirect method, has been proposed and developed.
Nakato et al. 5 and Kobayashi et al. 6 proposed tundish induction heating to obtain a low and constant casting temperature by compensating the melt heat loss in the tundish during casting. Ayata 7 designed a new type of nozzle with an air cooling system and electromagnetic stirring (EMS) in the upper part of the nozzle to reduce the teeming superheat. However, the operation space between tundish and mould at the CC working platform is limited to the additional installation of electromagnetic apparatus, which greatly restricts the development and adoption of technological measures above. Moreover, Yokoya et al. 8,9 developed a swirling flow nozzle (SFN) by fixing a swirl blade in the upper part of normal straight SEN to gain the superheat dissipation effect of horizontal swirling flow in a billet CC mould. The behaviour of the swirling blade within a complex structure, however, is hard to maintain due to the erosion by high speed molten steel or adhesion of inclusions. 10
To dissipate melt superheat at the specified position of strand, currently, EMS techniques, 11,12 including in-mould stirring (M-EMS), in-strand stirring and final stirring (F-EMS) located near the final solidification stage of stand, have been widely used in steel plants. However, the additional equipment investment of EMS requires significant maintenance costs for daily production.
To address the problems above and improve the superheat dissipation in the mould region, a novel quad furcated SFN has been proposed and designed. Based on the coupled model of fluid flow and heat transfer developed by Sun and Zhang 13 , firstly, the effects of feeding mode and SFN fixed angle on the mould metallurgical performance were evaluated and investigated; then, a series of plant trials on the comparison between the metallurgical effects of normal straight nozzle, SFN and M-EMS were carried out at a curved five-strand bloom caster with diameter of 12 m, equipped M-EMS and F-EMS simultaneously, in Shaoguan Steel, China.
Operation conditions
Figure 1 shows a geometrical schematic and the actual SFN. Table 1 lists the main geometrical dimensions of SFN and normal straight nozzles. To compare and evaluate the metallurgical performance of the normal nozzle, SFN and M-EMS, a sequence casting period of four heats for spring steel, 65Mn, was employed, where the normal straight nozzle and SFN were installed at II and IV strands respectively to insure the same casting condition. Moreover, the M-EMS equipment is on and off in the first and last two heats in this sequence casting period respectively. Detailed operation conditions are given in Table 2, where the stirring types of M-EMS and F-EMS are rotational.
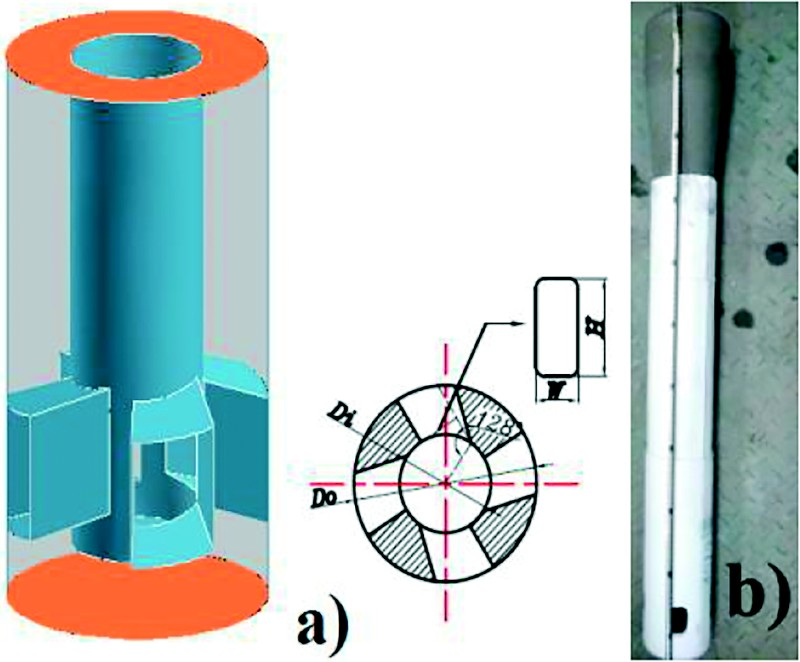
a geometric schematic and b product of SFN for bloom CC
Main geometrical dimension of normal straight nozzle and SFN
Operation conditions for casting test
Results and discussions
Simulated results
Effect of feeding mode
Figure 2 shows the flow patterns and trajectories of molten steel in the strand upper part with a normal nozzle and SFN. It is seen from Fig. 2a that the steel passes straight down into the mould region with a velocity of ∼0.712 m s− 1, and then part of the melt jet flow directly goes down into the depth of liquid pool, while the remainder turns upward to form a longitudinal circulation in the region between the centre impact stream and the solidification shell. Moreover, it is observed that the centre position of the circulation at the symmetric y–z plane (x = 0 m) is located at ∼0.73 m distance from meniscus, which is near the CC mould exit (z = 0.75 m). That is to say, the centre stream penetration is quite deep when adopting the conventional straight nozzle, which will bring the superheated molten steel deep into the liquid pool.
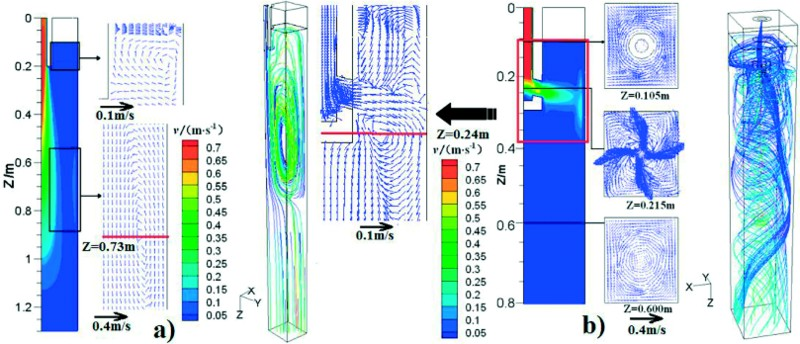
Flow patterns and trajectories of molten steel at strand upper part with a normal straight nozzle and b SFN
For the casting case of SFN, the bulk flow leaving the side outlet of the nozzle directly impinges on the solidifying shell and is split into two longitudinal circulations with opposite directions. Moreover, it is observed that the effective horizontal swirling flow has been presented in the whole mould region. As compared to the normal nozzle, the centre position of the longitudinal circulation on the symmetric y–z plane of strand is increased by 0.49 m at least when using SFN.
Figure 3 shows the steel superheat at the strand centre along with the casting direction with straight nozzle and SFN, where the initial superheats are all set at 25 K. It is seen that, compared with the normal nozzle, the superheat at the mould exit (z = 0.75 m) is reduced by 10.6 K with the SFN.
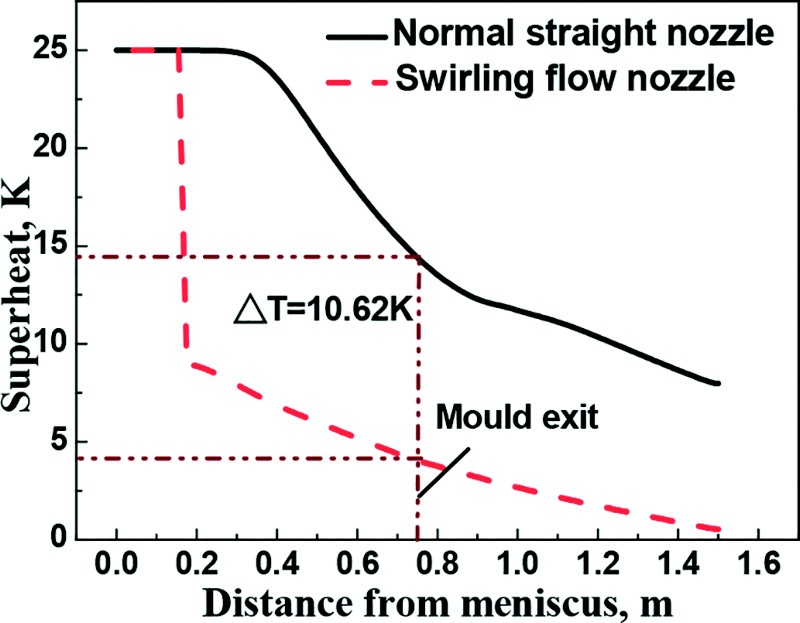
Variation of molten steel superheat degree at strand centre along with casting direction
According to the results above, the adoption of SFN is beneficial to the melt superheat dissipation and the improvement of inclusion removal 9,14,15 from molten steel in the bloom CC mould region.
Effect of SFN fixed angle
Figure 4 displays the melt flow patterns on the strand cross-section at 5 mm distance from the meniscus under different SFN fixed angles defined as shown in Fig. 5. It is observed that the holistic horizontal swirling flow in the anticlockwise direction is formed at the strand cross-section, when the degree of SFN fixed angle is in the range from 50 to 65°. As the fixed angle is out of that range, only regional circumfluence can be obtained near SFN at the strand cross-section. That is to say, to obtain the effective horizontal swirling flow in the CC mould, the SFN fixed angle should be in the range from 50 to 65°.
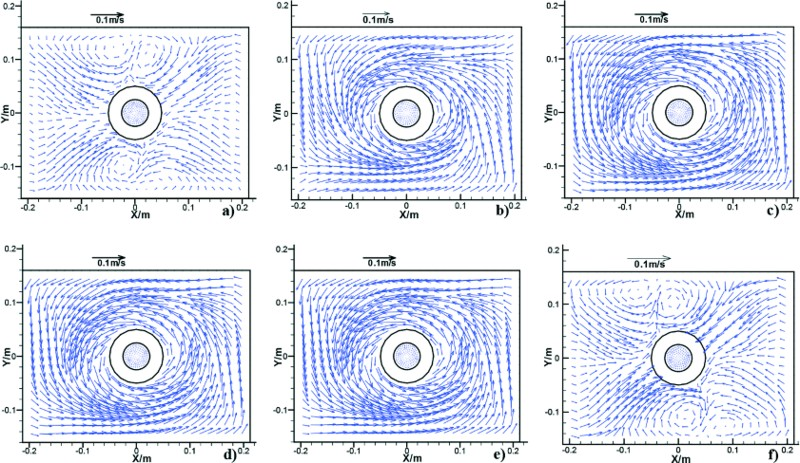
a 45°; b 50°; c 55°; d 60°; e 65°; f 70°
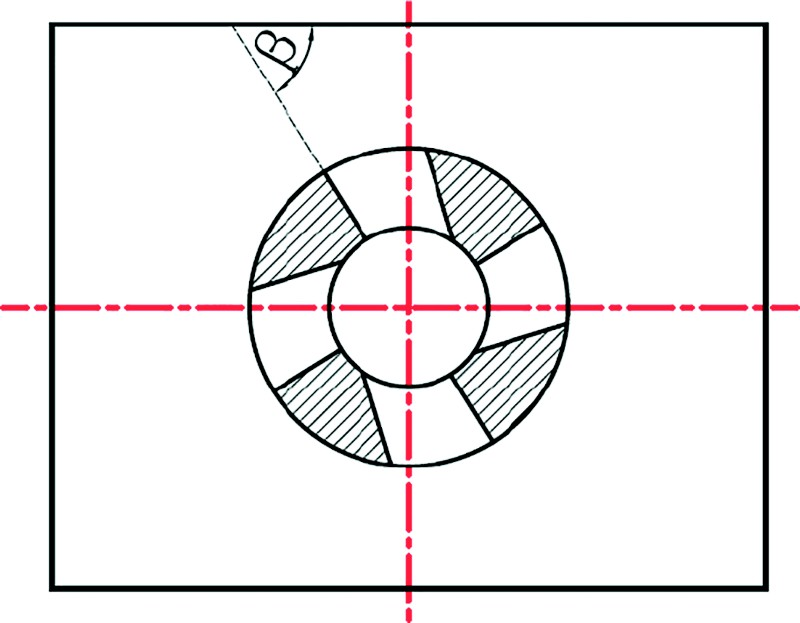
Installation drawing of SFN for bloom CC process
Plant trial results
Figure 6 displays the morphologies of as cast bloom cross-sections under the casting cases of the normal nozzle plus M-EMS, SFN plus M-EMS, normal nozzle and SFN respectively, where the fixed angle of SFN is set as 60°. It is observed that, as compared to the normal nozzle, the oversize shrinkage porosity along with centre crack at the strand cross-section has been removed under the other three casting cases. Combined with the simulation results above, the reason that leads to the casting soundness improvement is the superheat dissipation effect of the horizontal swirling flow produced by the SFN or/and M-EMS 16 in the CC mould region.
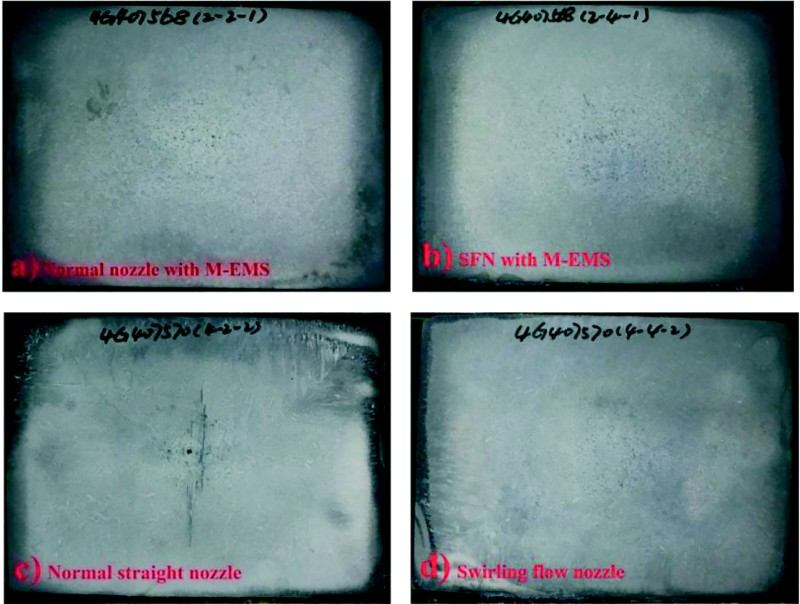
Comparison between morphologies of as cast cross-section under different casting cases
To quantitatively describe the macrosegregation behaviour under the four different casting cases above, Fig. 7 gives detailed locations of drilling samples for chemical analysis of solute element C at the cross-section of bloom castings, where the drilling samples were obtained using a 5.5 mm diameter drill up to a depth of 7 mm.
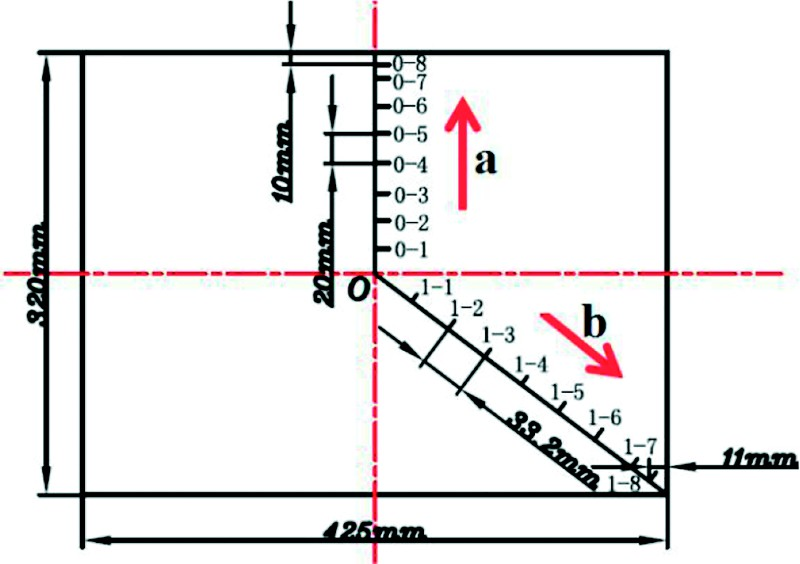
Locations of drilling samples at bloom casting cross-section
Figure 8 shows the segregation degree variation of C along with the thickness and diagonal directions at the casting cross-section under the four different casting cases above. The segregation degree is calculated by Cl/Ca, where the Cl is the local measured concentration of C, and the Ca is the average measured concentration of C for all drilling samples at the strand cross-section. It is observed that, as compared to the normal straight nozzle, the segregation degree fluctuation range of C at the strand cross-section is reduced under the casting cases of normal nozzle plus M-EMS, SFN and SFN plus M-EMS. Among these, the maximum fluctuation range values of segregation degree for C at the strand cross-section are decreased from 0.17 to 0.09, 0.05 and 0.04 respectively. The results above show that the implementation of SFN or/and M-EMS is beneficial to the chemical homogeneity at the strand cross-section, which should contribute to the strand soundness improvement generated by the superheat dissipation performance of SFN or M-EMS in the mould region.
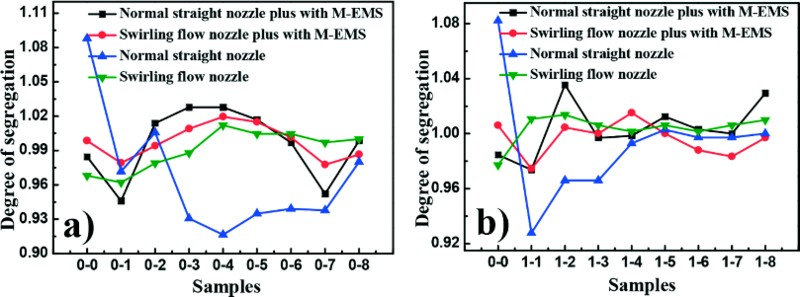
Segregation degree variation of C along with a thickness and b diagonal directions at casting cross-section under different casting cases
Moreover, as compared to the casting case of normal nozzle plus M-EMS, the segregation degree fluctuation range of C at the strand cross-section is reduced under the casting case of SFN plus M-EMS. The maximum segregation degree fluctuation ranges of solute element C at the strand thickness and diagonal directions are decreased from 0.09 to 0.04 and from 0.07 to 0.04 respectively. That means the adoption of SFN can further enhance the metallurgical performance of M-EMS, where both better chemical homogeneity and soundness of bloom castings can be obtained by the combined adoption of SFN and M-EMS.
Conclusions
The effective horizontal swirling flow generated by the SFN can help the melt superheat dissipation in the mould region. As compared to the normal straight nozzle, the superheat degree of molten steel at the mould exit can be reduced by 10.6 K when using SFN. To obtain the horizontal swirling flow in the mould region, the fixed angle of SFN should range from 50 to 65°. Compared with the normal straight nozzle, the oversize shrinkage porosity along with centre crack at the strand cross-section is removed, and the maximum segregation degree fluctuation range of C is reduced from 0.17 to 0.09, 0.05 and 0.04 under the casting cases of normal nozzle plus M-EMS, SFN and SFN plus M-EMS respectively. The adoption of SFN can further enhance the metallurgical performance of M-EMS, where both better chemical homogeneity and soundness of bloom castings can be obtained by the combined adoption of SFN and M-EMS.