
Abstract
This study was carried out to determine the influence of using charcoal as a supplementary fuel on the microstructure and reduction properties of sinter. The primary fuel was coke breeze with 0, 20, 30 and 40% replacement of weight input with charcoal to produce sinter. Experimental results indicate that when the replacement percentage of charcoal to coke breeze increased from 0 to 40%, the porosity and FeO content of sinter also rose. These changes result in an enhancement from 79.8 to 84.3% for the reducibility index due to the increased reducing surface area. In addition, the reduction degradation of sinter also improves since degradation during crystalline transformation is restricted. Therefore, replacing coke breeze with charcoal is able to improve the reducing properties of sinter, which is beneficial to small and large blast furnace operation.
Introduction
Iron ore sintering is an energy and pollution intensive stage in an integrated steelworks. About 9–12% of the total energy is consumed during sinter making, while 75–80% of the energy consumed is solid fuels, like coke breeze and anthracite. 1 The combustion of fossil fuels has been widely known as the main source of CO2, SOx and NOx, 2 and studies have verified that substituting fossil fuels with clean and renewable bioenergy in sinter making was an effective strategy to reduce the emissions of CO2, SOx and NOx. 3–7
Reported research has mainly focused on reducing pollutant emissions and sinter quality, while the influence of replacing coke breeze on the microstructure and reducing properties of sinter was limited. However, the reduction of sinter is also an important factor to assess the further industrial application of biomass in an integrated steelworks since the metallurgical behaviour of iron bearing burdens shows close relationship to expected blast furnace operation. 8–10 Indeed, during the reduction process, the strength of iron bearing burden would decrease, and cracked fine ores exerted a negative impact on gas permeability. Decreasing RDI− 3.15 (reduction degradation index) of sinter by 5% could reduce coke rate by 3 kg t− 1 and increase productivity by 1.5–5.0%; improving RI (reducibility index) by 10% could reduce coke rate by 8–9%. 8–11
In this investigation, the influence of charcoal replacing coke breeze on the microstructure, mineral composition and reducing properties of sinter was examined from laboratory scale tests. The information was able to serve as the guidance to assess the feasibility of applying biomass fuel on an industrial scale.
Experimental
Properties of raw materials
Raw materials for making sinter included iron bearing materials (iron ores, return fines), fluxes (dolomite, limestone and quick-lime) and coke breeze, the chemical composition of which is given in Table 1. The biomass fuel applied in this investigation was a type of metallurgical charcoal, and its proximate and ultimate analyses are shown in Table 2. Compared with coke breeze, biomass fuel is higher in fixed carbon content but lower in ash content.
Chemical composition of raw materials and their proportion in mixture
LOI, loss on ignition at 950°C in air atmosphere.
Proximate and calorific value analyses of fuels (dry basis)
Table 3 outlines the differences in terms of density, porosity, specific surface area and reactivity between charcoal and coke breeze. The density of charcoal is much lower than that of coke breeze, while it exhibits considerably higher porosity, specific surface area and reactivity (the ability of C reacting with CO2 to generate CO). The typical SEM images (Fig. 1) further show the difference in inner structure between charcoal and coke breeze, where numerous pores are distributed in biomass fuel.
Other physicochemical properties of fuels
Reactivity is examined by weight loss rate of fuel under CO2 atmosphere at 900°C for 1 h.
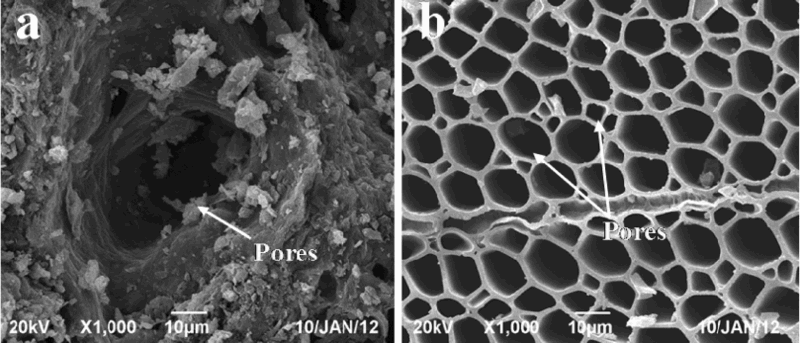
Microstructures of a coke breeze and b charcoal
Experimental methods
Sinter was made in a 700 mm deep × 180 mm diameter sinter pot that was schematically shown elsewhere. 7 Raw materials were blended manually, during which water was added to achieve the prescribed moisture content. The mixed materials were then charged into an electrically powered drum, 1400 mm deep × 600 mm diameter for granulation at 15 rev min− 1 for 4 min. Then, granulated mixtures were charged into the sinter pot, before which 1 kg sinter with size range 10—16 mm was charged as a hearth layer. After charging, an ignition hood was employed to ignite the fuel in the surface layer with natural gas fuel and a downdraught system was used to sustain the combustion front to move downwards. Two types of infrared flue gas analysers, model DELTA 65-3 and Vario Plus (MRU Corporation, Germany), were adopted to analyse the concentration of CO and CO2 in flue gas.
After sintering, the sinter was discharged and subjected to drop index testing and screening. Finished sinter (+5 mm) was selected to examine its reducing behaviour in terms of RI and RDI according to ISO 7215 and ISO 4696-2 respectively. Optical microscope, model DMRXP (Leica, Germany), and its image analysis software (Qwin) were employed to examine the structural properties and mineral composition of sinter and post-reduced sinter. R
t calculated by equation (1) was used to assess the properties of weight lost rate during the reducing process.
Results and discussion
Influence of charcoal replacing coke breeze on microstructure and mineral composition of sinter
Microstructure
In this investigation, the influence of charcoal replacing coke breeze on the microstructure and reducing properties of sinter were researched in laboratory scale tests, where the replacement percentage of charcoal to coke breeze was in the range of 0–40% according to our previous research. 6 When keeping the replacement percentage of charcoal to coke breeze within 0–40%, sinter quality and quantity were comparable to that of using 100% coke breeze. However, >40% property requirements were not met.
The influence of charcoal replacing coke breeze on the microstructure is given in Fig. 2, where it can be seen that with increasing charcoal, the sinter changes from a relatively dense structure to a more porous structure. The minerals achieve good crystallisation and show tight linkage to each other as shown in Fig. 2a . However, with the rise of replacement percentage, porosity increases (Fig. 2b–d ).
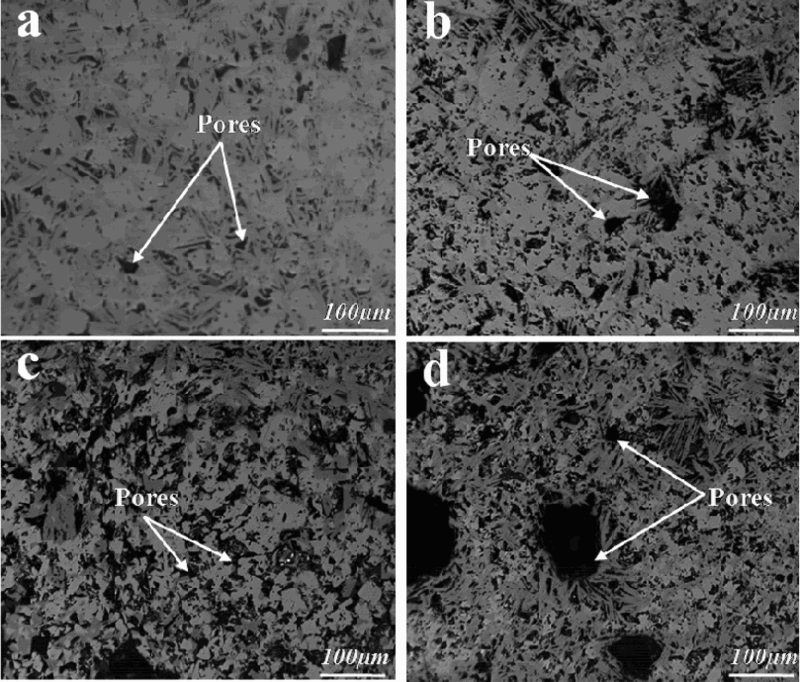
Influence of charcoal replacing coke breeze on sinter microstructure: a 0% charcoal; b 20% charcoal; c 30% charcoal; d 40% charcoal
Figure 3 gives more direct information about the changes in terms of porosity. When replacing coke breeze with 20% charcoal, porosity increases from 38.2 to 42.3%. At a replacement percentage of 30–40%, the porosity increased to 45.5–49.2%.
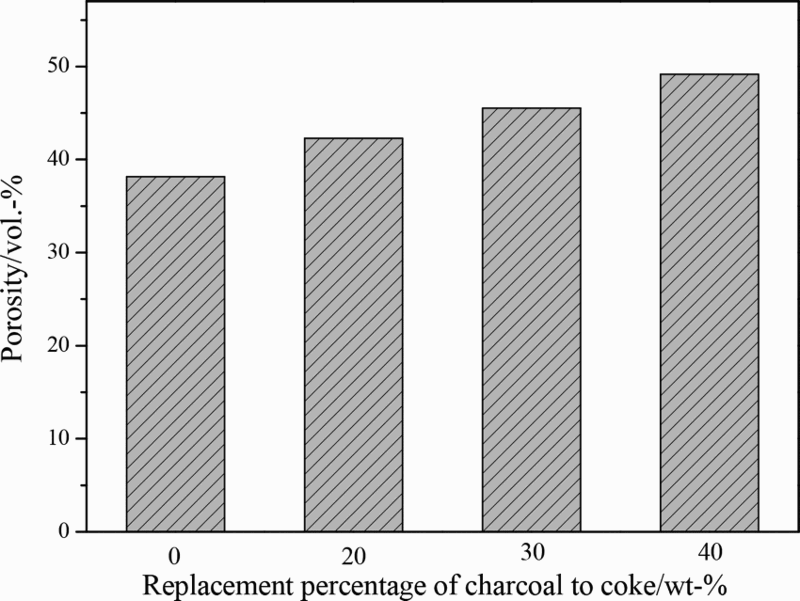
Influence of charcoal replacing coke breeze on porosity of sinter
The difference in terms of density between charcoal and coke breeze serves as one potential explanation to the change microstructure. As indicated in Table 3, the density is just half that of coke breeze, so after replacing coke breeze, more fuel particles will distribute in the sinter bed, which leaves more pores in the sinter after combustion.
Influence on mineral composition
The influence of charcoal replacing coke breeze on the mineral composition is shown in Fig. 4. As the replacement percentage increases, adhesive phases like calcium ferrite and silicate (calcium silicate, fayalite and kirschsteinite) achieve a slight drop, while the contents of hematite and magnetite rise. Specifically, when increasing the replacement percentage from 0 to 40%, the contents of calcium ferrite and silicate drop from 38.5 and 12.8% to 34.1 and 9.2% respectively, and that of hematite and magnetite increases from 29.3 and 19.5% to 32.9 and 23.8% respectively.
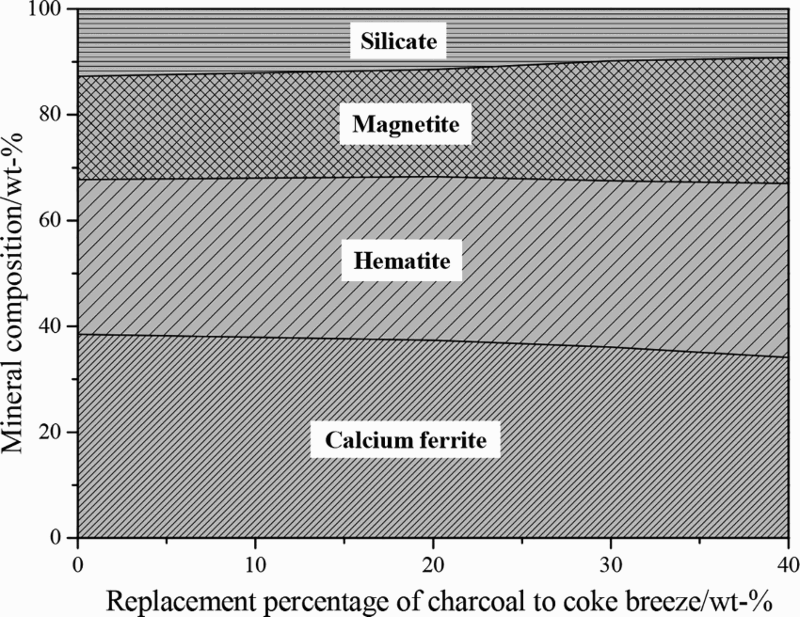
Influence of charcoal replacing coke breeze on mineral composition of sinter
The reason for the change of mineral composition is that charcoal has better reactivity during combustion. The combustion efficiency CO2/(CO2 + CO) (Ref. 5 ) given in Fig. 5 shows that by improving the replacement percentage, combustion efficiency decreases gradually, which indicates that the insufficient degree increases and the reducing atmosphere in sintering bed is consequently enhanced. It is not uneasy to comprehend the decrease of calcium ferrite and the increase of non-mineralised hematite and magnetite under stronger reducing atmosphere. The increased FeO content (Fig. 5) also results from the high reactivity of charcoal. Especially when the replacement percentage of charcoal to coke breeze increases from 0 to 40%, the content of FeO is increased from 6.4 to 7.9%.
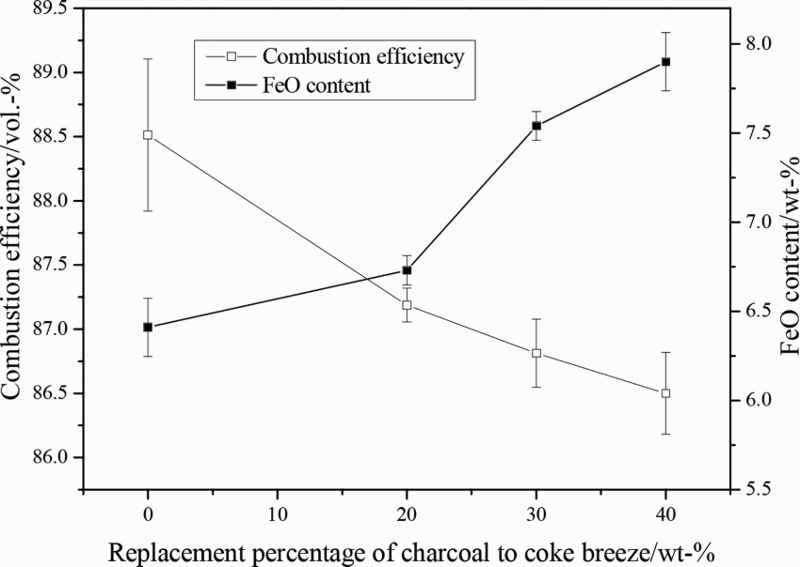
Influence of charcoal replacing coke breeze on FeO content and combustion efficiency
Influence of charcoal replacing coke breeze on reduction properties of sinter
Reducibility
Reducibility of sinter refers to the ease with which the oxygen combined with iron oxides can be removed. A higher RI indicates greater development of indirect reaction in the blast furnace, which means lower coke rate and higher productivity. 12
The influence of charcoal replacing coke breeze on reducibility is shown in Fig. 6. Sinter RI rises as coke breeze is replaced, which indicates that replacing 0–40% coke breeze with charcoal benefits improving the reducibility of sinter from 79.8 to 84.3%. Detailed reducing process can be observed from the curves of R t (weight loss rate) in Fig. 7. During the initial reduction period (∼0–60 min), the R t of sinter for base run and others show slight difference. However, when the reducing process proceeds to the later period (∼60–180 min), the R t for base run is gradually lower than others. With the increase of replacement ratio, the R t tends to be higher during this period. As a consequence, the total R t for the runs using partial charcoal is higher than the base run, especially the run using 40% charcoal, which results in higher RI.
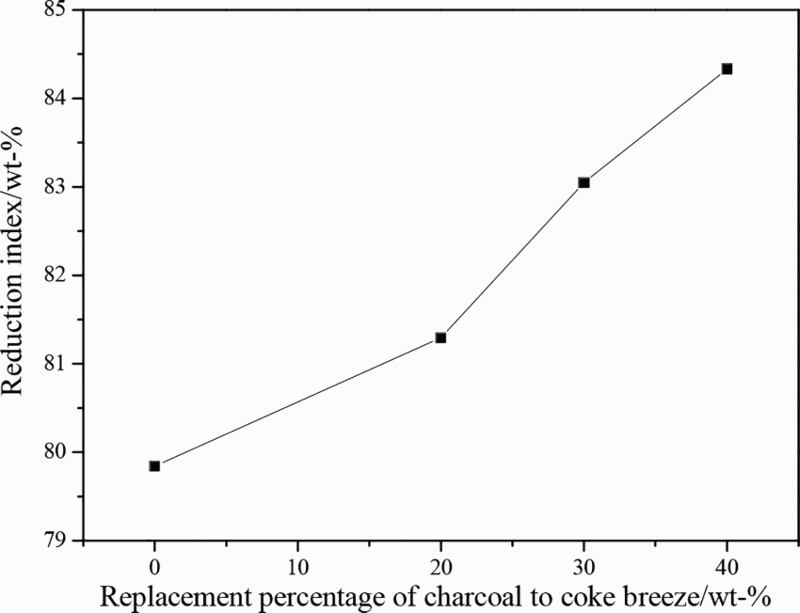
Influence of charcoal replacing coke breeze on sinter reducibility
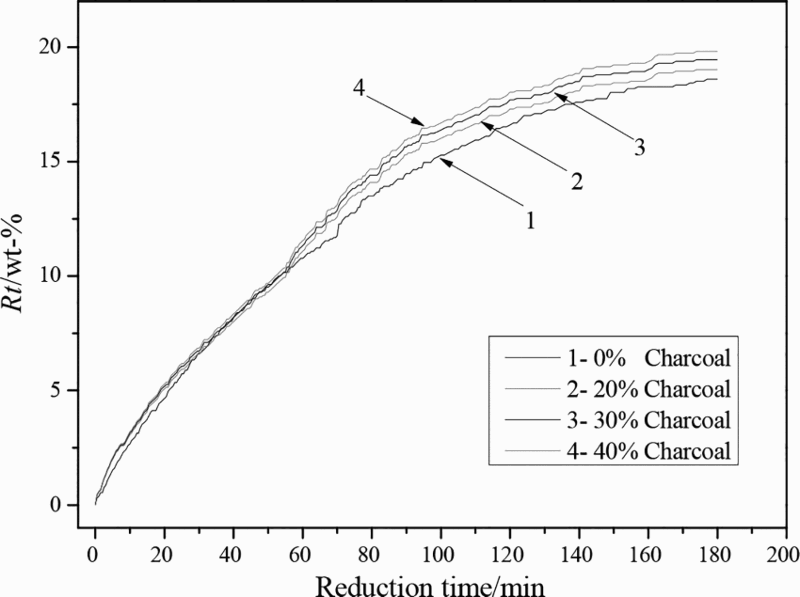
Influence of charcoal replacing coke breeze on R t in reducing process
Potential explanation for this phenomenon is related to the change in terms of the microstructure of sinter as has been introduced in the ‘Microstructure’ section. Abundant porous structure creates desirable dynamic conditions for the reduction of sinter. More reaction surfaces can be obtained with the rise of replacement percentage, which contributes to improving the reducing process of Fe2O3 to Fe3O4. In addition, more Fe2O3 or calcium ferrite can be exposed to the atmosphere due to the increased porosity, and higher weight loss rate therefore is achieved.
Reduction degradation
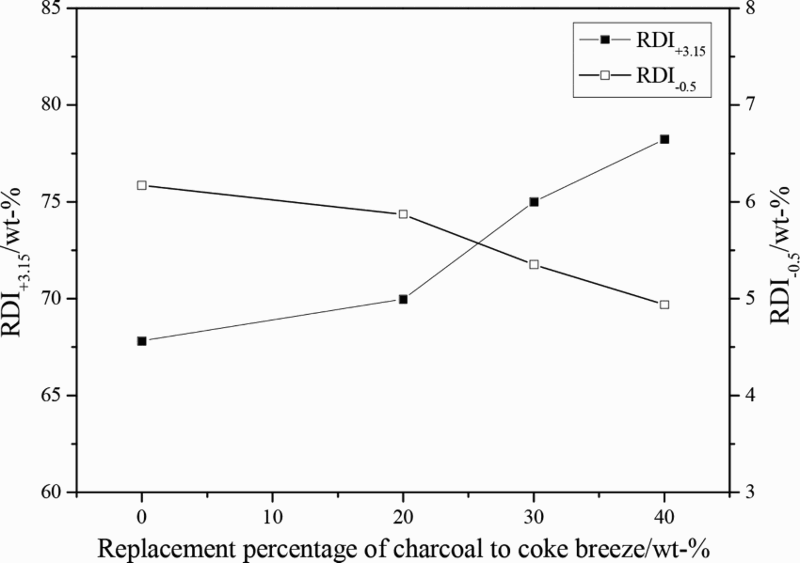
RDI of sinter is an unexpected phenomenon that occurs at low temperatures in the top part of blast furnace. The influence of charcoal replacing coke breeze on RDI is given in Fig. 8. When increasing the replacement percentage of charcoal to coke breeze, RDI+3.15 (mass ratio of the post-reduced sinter with size range >3.15 mm) presents an improvement, while the RDI− 0.5 (mass ratio of the post-reduced sinter with size range < 0.5 mm) drops. When increasing the replacement percentage of charcoal to coke breeze from 0 to 40%, RDI+3.15 is enhanced from 67.8 to 78.2%, while RDI− 0.5 is decreased from 6.2 to 4.9%. The results indicate that charcoal replacing coke breeze is able to reduce the disintegration of sinter during low temperature reduction process, which has the advantage to improve gas permeability and productivity of blast furnace. 10 Figure 9 gives the microstructure of post-reduced sinter, from which it can be found that the structure of sinter from 100% coke breeze run suffers greater destruction compared with using 40% charcoal run, where more cracks appear after reduction, which is in good relationship with the change of RDI+3.15 and RDI− 0.5.
Influence of replacement ratio of charcoal to coke breeze on sinter reducibility
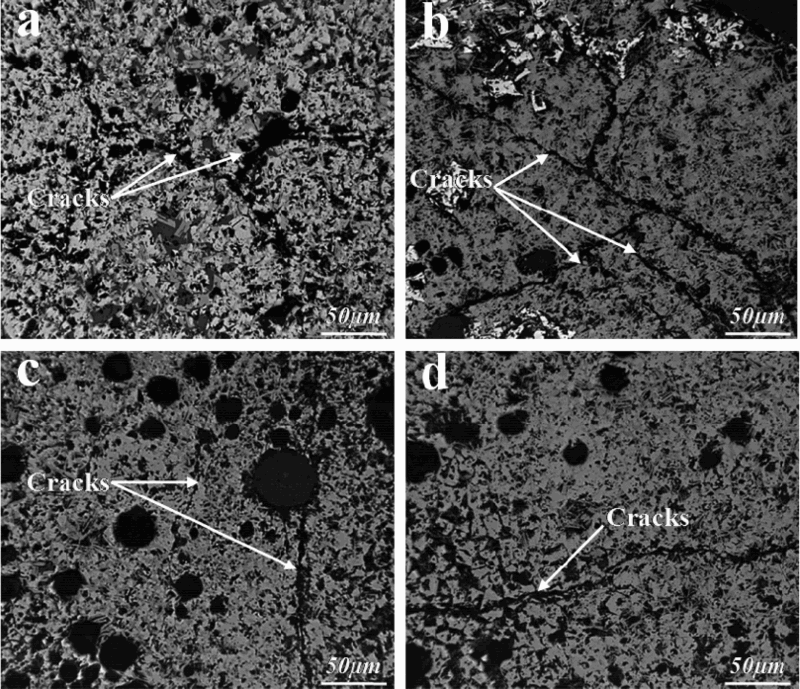
Microstructure of post-reduced sinter: a,b microstructure of sinter using 100% coke breeze; c,d microstructure of sinter using 40% charcoal
The reason for improved RDI is closely related to the change of sinter microstructure and mineral composition. Previous research has found that the main cause of low temperature disintegration was the crystalline transformation from hexagonal hematite to cubic magnetite, which was accompanied by volume expansion of 25% and lattice distortion. 12 In addition, pores in sinter are considered to have the function to alleviate the broken force generated during crystalline transformation process to some extent, and further restrain the expanding of cracks. 13 Increased porosity in sinter when charcoal replacing coke breeze can therefore serve as one explanation to improved RDI. In addition, increased FeO contents potentially serve as the other explanation, which would reduce the occurrence of crystalline transformation during the reducing process. 14
Conclusions
Laboratory scale tests were carried out to investigate the influence of charcoal replacement up to 40% coke on the microstructure and reduction properties of iron ore sinter. The conclusions are as follows: o (1) Increasing the replacement percentage makes sinter with a higher porosity structure due to the great difference in density between charcoal and coke. The FeO content in sinter is increased due to the enhanced reducing atmosphere in the sintering bed created by higher reactivity charcoal. (2) Increased porosity in sinter contributes to improving the reducibility index due to the larger reaction surface and more exposed minerals when increasing the replacement percentage from 0 to 40%. (3) The increased porosity and FeO content benefit the improvement of reduction degradation since degradation during the crystalline transformation is restricted. (4) Taking the influence of charcoal replacing coke breeze on emission reduction, sinter quality and reducing properties of sinter into consideration comprehensively, 40% may be considered as the optimum replacement percentage.
Footnotes
Acknowledgements
The authors are grateful to the National Natural Science Foundation of China (grant no. 51304245), the Postdoctoral Science Foundation (grant no. 2013M540639), the Hunan Provincial Co-Innovation Central for Clean and Efficient Utilization of Strategic Metal Mineral Resources and the Fundamental Research Funds for the Central Universities of Central South University (grant no. 2015zzts086) for supporting this research.