
Abstract
Operation of several blast furnaces proved that waste plastic (WP) injection makes recycling of industrial and municipal organic wastes and coke saving possible. However, the extent and reaction kinetics of plastic conversion are hardly explored yet. Therefore, a comprehensive study on WP characteristics and conversion behaviour under simulated raceway, bird's nest and shaft conditions, as well as on its interaction with coke, has been undertaken. Numerous analytical, laboratory and pilot facilities have been used. It has shown that despite favourable chemistry, it is hardly possible to reach a high conversion degree of plastics under the raceway conditions. Consumption of unburned residues in coke bed and in shaft is possible. The effect of this phenomenon on coke reactivity has to be considered as well.
Introduction
In addition to conventional auxiliary reducing agents (pulverised coal (PC), oil and natural gas), tuyère injection of other substances, primarily aiming at CO2 emission mitigation and waste recycling, comes on the top of the agenda of blast furnace (BF) technology. Waste plastics (WP) of different origin, for example, from post-consumer packaging and other household goods or from vehicles (shedder light fraction / automotive shredder residue (ASR)), electrical and electronic appliances, plastics agricultural films, etc., represent one of these materials. WP can undergo mechanical or/and thermal processing and be further recovered in the form of agglomerates, granulates, pellets, etc. In 2013, worldwide plastic production reached nearly 300 Mt a− 1. 1 In the European Union, plastic recycling and energy recovery reached 62% while aiming for zero plastics to landfill by 2020. 2 Use of WP in the steel industry may contribute to both waste recycling and carbon dioxide emission mitigation due to additional hydrogen input. On the other hand, the inhomogeneity of the physical and chemical properties of WP has to be considered. In addition to different polymer types such as polyvinylchlorid (PVC), polyethylen (PE), polypropylen (PP), polystyrol (PS) and polyethylenterephthalat (PET), WP can contain various metallic and mineral impurities, including harmful elements. There are three ways to use WP in ironmaking technologies:This contribution deals with the last possibility.
Injection of WP has already been conducted at several BFs in Germany, Japan and Austria 8–11 ; typical injection rates are ∼40 kg tHM− 1, although values of 60–80 kg tHM− 1 have been reached. Previous studies focused on the conversion behaviour of PC by adding plastics 12 and the effect of elements such as chlorine, zinc and heavy metals, which are found in plastics, on emissions of BF gas, equipment service life and metal quality. 9,10,13 According to the theory proposed by Japanese researchers, the residence time of coarse plastic particles in the raceway increases with raising particle size due to the holdup and circulation effect in the raceway; it is believed that coarse and hard plastics are more suitable for BF injection. 14 Recently, it was reported that coarse particles move along with gas flow, and fine plastic injection is desirable for stable BF operation. 15
This study focuses on the reaction kinetics of the WP under raceway, bird's nest and shaft conditions. A wide range of analytical, laboratory and pilot facilities was applied to gain knowledge on separate stages of WP conversion, its injection behaviour, solution loss reaction and interaction with coke. The comparison of plastics and PC behaviour in the BF is discussed as well.
Experiments
Facilities and test procedures
Optical and stereo microscopy, mercury intrusion porosimetry (MIP) and Brunauer–Emmett–Teller analysis (BET) were applied to gain information about the microstructure and morphology of WP. Microstructural analysis was also conducted to identify plastic residues or ash on coke surface.
A Thermobalance (SETSYS Evoluition-1750) and a Tammann furnace experimental set-up were applied to investigate the reaction kinetics of WP, mainly pyrolysis and gasification. In the thermobalance, the plastic samples were heated in argon and in air at two constant heating rates. Furthermore, tests on the reactivity of coke, which was covered with plastic residues, were conducted in CO2 atmosphere. The Tammann furnace set-up was also used for char production as well as for investigation of char behaviour and its effect on coke reactivity. Crushed plastic samples of 2–3 mm were used. The samples used in the Tammann furnace were exposed to thermoshock (Fig. 1, description is given in Refs. 5 and 16]). For the production of plastic char, the Tammann furnace set-up was modified as shown in Section 3.3. These experiments under static conditions were conducted to gain knowledge on single steps and the phenomena of plastic conversion, its interaction with coke and factors affecting these processes.
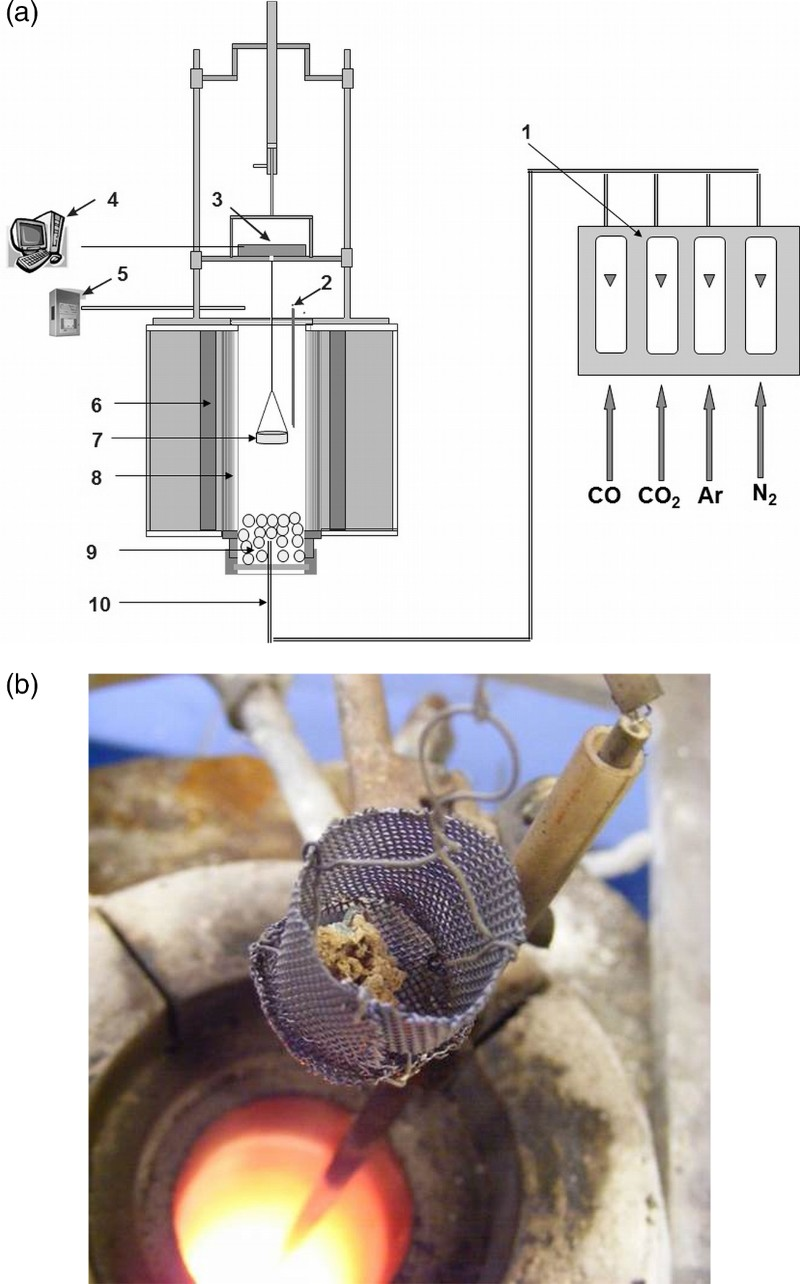
a scheme after Ref. 16: (1) flow controller; (2) thermocouple; (3) electronic balance; (4) computer; (5) gas analyser; (6) graphite tube; (7) sample; (8) ceramic tube; (9) alumina balls; (10) gas supply; b introduction of plastic sample into furnace by thermoshock
Injection trials were conducted using the batch injection rig, which simulates the conversion behaviour of solid injectants in the BF tuyères and oxidising part of the raceway (Fig. 2, description is given in Refs. 5 and 13). The travel time of injected samples is ∼40 ms. The residence time at high temperatures is estimated at about 20–30 ms. The conversion degree is defined as the amount of analysed carbon containing product gas (CO and CO2) divided by the theoretically possible amount of CO2 that can be produced 5 . For each type of WP, three test series with 10 different weights of the samples representing various oxygen-to-carbon atomic ratios were conducted. These tests were performed with particles of original size and with the specially prepared fraction of 2–3 mm.
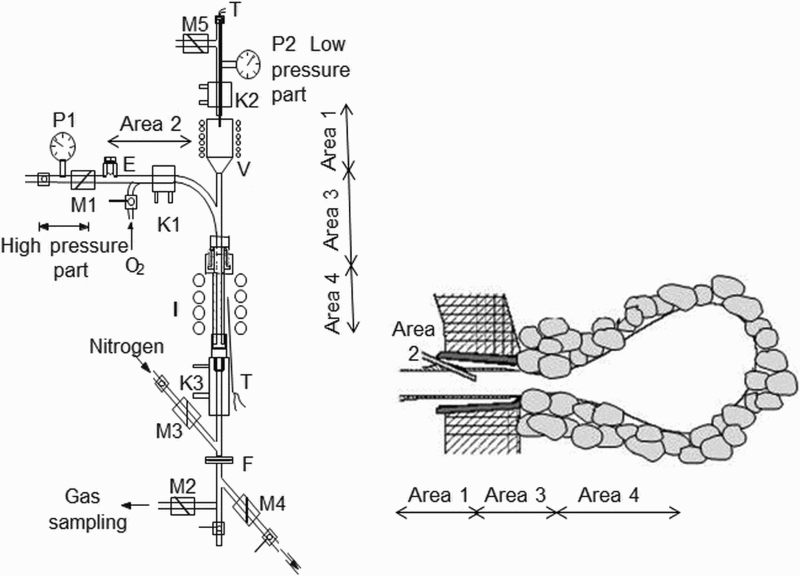
Scheme of batch injection rig, after Ref. 5: E is sample inlet, F is residue collector, I is induction furnace, V is preheating furnace, K is cooling, M is magnetic valve, P is manometer and T is thermocouple
The pilot plant Coke Bed Simulator COBESI was used to examine the transport phenomena of injected plastics and its interaction with coke. This plant simulates conditions at the tuyere level of shaft furnaces. Its modular design enables operation with one or two connected coke chambers (Fig. 3, description can be found in Ref. 5).
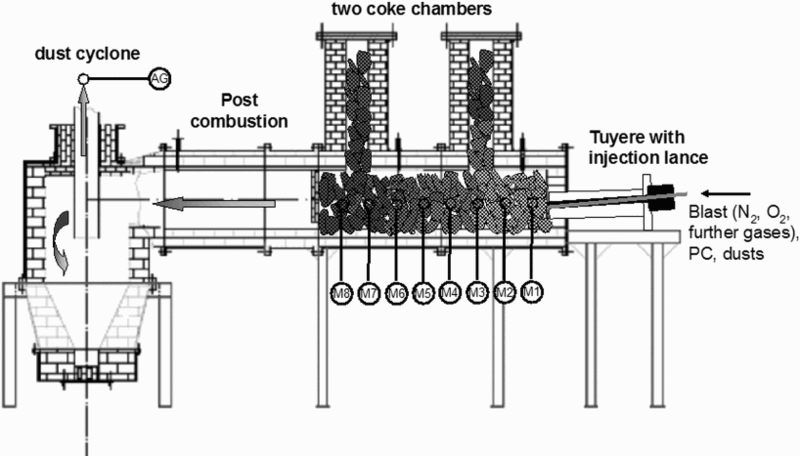
Scheme of COBESI pilot plant; M1–M8: measuring junctions, after Ref. 5
Materials and their characterisation
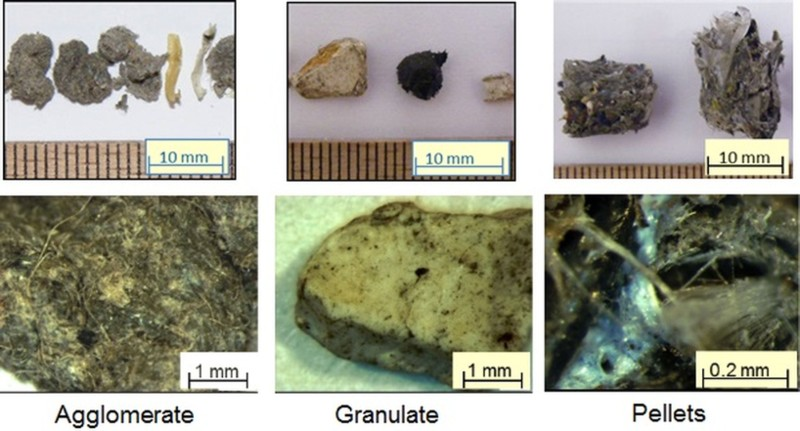
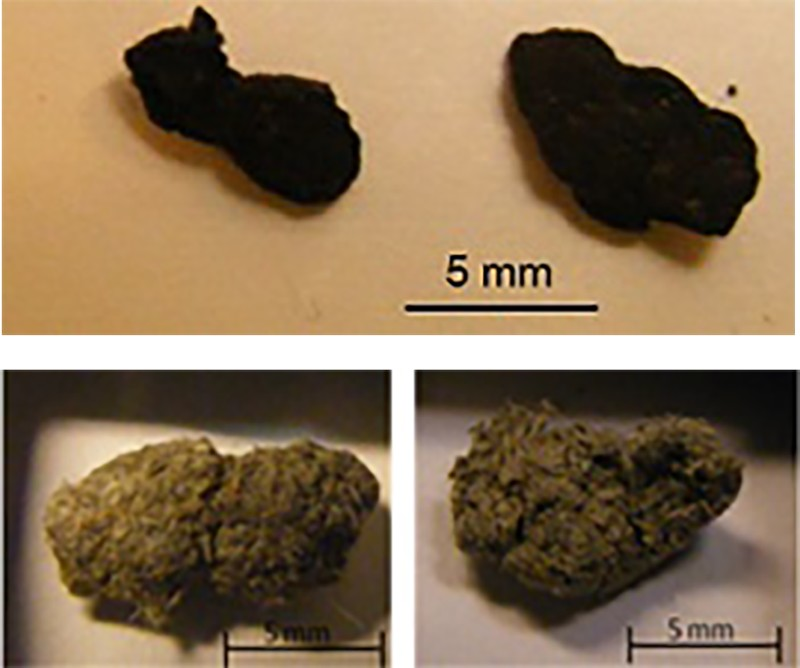
WP, which are used for BF injection and were applied in this study, underwent different pretreatment methods (Fig. 4): Agglomerates produced from post-consumer packaging Granulates produced from the ASR Pellets produced from municipal and industrial plastics waste; plastic pellets with lower and higher degree of homogeneity were investigated (Pelletsinh and Pelletshom respectively). Waste plastics (above: pictures of whole particles, below: stereo–microscopic pictures): (left) agglomerate; (middle) granulate; (right) pellets
Chemical analysis and calorific values of WP, db %
Structural analysis (Fig. 4) shows that the agglomerate consists of compact particles with a dense core and a coarse surface that is riddled with fibres. The granulate consists of compact particles with a homogeneous structure and a plane surface. The surface of the pellets is rough and cliffy; the original fractions can still be identified.
Pore characteristics (shape, size, its distribution and total porosity) along with VM content strongly affect the reaction kinetics. Detailed results of the microstructural study on the macro-, meso- and microporosity of the examined materials are given in Refs. 17 and 18. Table 2 presents the analysis of macro-/mesopores determined by MIP. All the examined samples have porosity in the range of 17–28%.
Macro-/mesopore characteristics of examined WP 18
For the COBESI injection trials, metallurgical coke of original size was used to study its interaction with plastics; for Tammann furnace tests, dried coke specimens of cylindrical shape (13 mm diameter and 5 mm height) were applied.
Results and analysis
Reaction kinetics of WP under static conditions
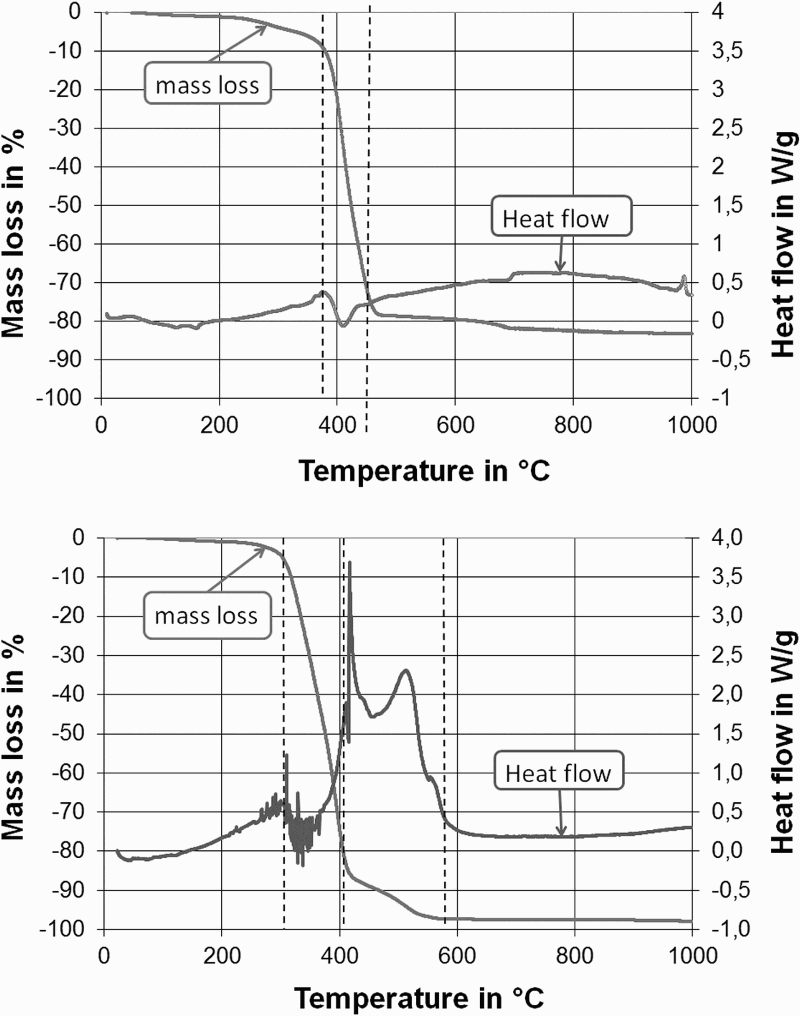
The experiments in the thermobalance were performed at two heating rates (5 and 35 K min− 1) in two atmospheres (argon and air). Results of these trials lead to the conclusion that conversion takes place in the following three steps (Fig. 5): vapourisation of moisture until about 200–240°C depending on the heating rate main reaction related basically to pyrolysis and vapourisation of VM by means of thermal cracking; it starts at 240–340°C depending on the heating rate, atmosphere and WP type, and is typically completed at 460–500°C decomposition and (in oxidising atmosphere) burning of the remaining carbonaceous residues. Constant mass is reached at 600–700°C. Mass loss and heat flow of WP in argon (above) and air (below); examples for one type of plastics (granulate) and one heating rate (5 K min− 1)
Reaction rate (in % min− 1) of main reaction (2nd step) for heating rate of 5 K min− 1
The experiments in the Tammann furnace at isothermal conditions were performed to simulate the conversion of the WP entering the hot blast. The results showed that granulate and agglomerate are characterised by similar conversion behaviour as well as both pellets (Fig. 6). This fact leads to the conclusion that the shape and size of the materials affect their conversion (see Fig. 4 above).
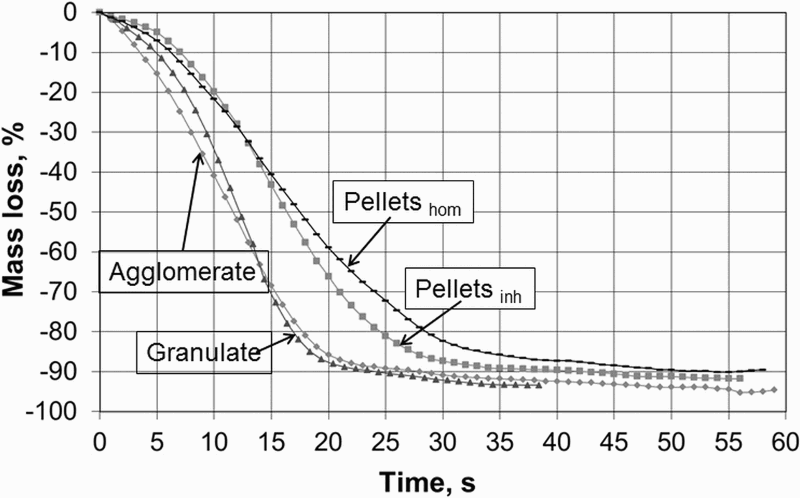
Mass loss of WP in air atmosphere (tests at 1000°C and flowrate 2 L min− 1)
Conversion behaviour of WP under raceway simulated conditions
Figure 7 shows the injection test results using the rig in Fig. 2. The conversion degree of the four types of WP with size of 2–3 mm is plotted against the O/C atomic ratio. At lower O/C ratios, that is, at higher concentration of injected material and, consequently, at higher injection rate, the conversion degree decreases due to the lower amount of available oxygen. Pelletsinh have the highest conversion degree followed by Pelletshom. Granulate and agglomerate show worse conversion behaviour. These differences in conversion behaviour of the examined plastics are not caused by their chemistry but by physical properties.
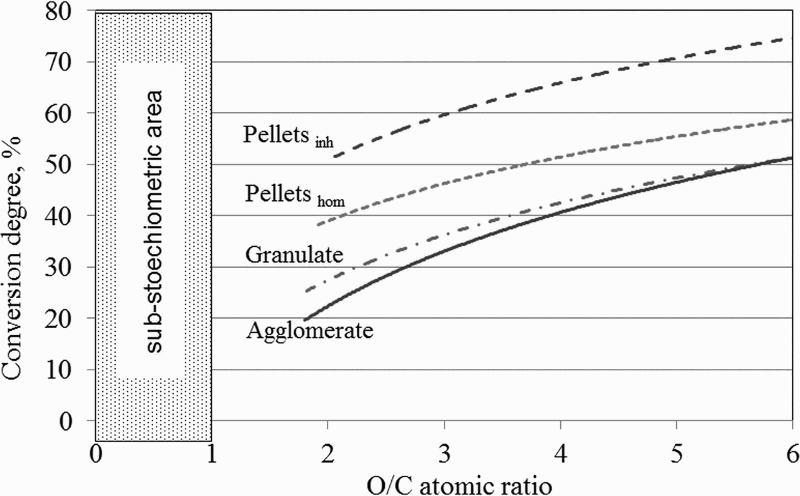
Conversion degree of different WP types
The conversion degree depends on the WP type in accordance with the shape factor and consequently with the free surface area. Granulates and agglomerates have a spherical shape, whereas the shape of pellets resembles a rectangle plate. The calculated specific outer surface of the pellets is 10 times higher than that for granulate and agglomerate (Table 4). Owing to the higher free surface, pellets react much faster than granulate and agglomerate. Injection test results are also correlated with porosity and apparent density (see Fig. 4 and Table 2): the higher conversion degree of pellets is caused by the formed hollow cavities in their structure. Agglomerate is characterised by dense core structure. Its conversion degree is low despite high total porosity because the combustion takes place on the surface with fissured structure. The reaction of granulate is limited to the area closed to the surface due to its compact plane structure.
Calculated specific surface of injected WP
To investigate the injection behaviour of the original plastic particles (nearly 1 cm), tests with agglomerate were performed. The agglomerate has the highest homogeneity due to its production process. Single particles with a weight of ∼90 mg (Fig. 8) were injected. The sample sizes were measured before and after the tests, and the changes in dimensions were calculated (Table 5).
Samples of agglomerate before and after injection tests: (above) before injection and (below) after reaction
Relative change of sample dimensions during injection, %
To calculate the conversion degree, the mass change (Δm) of the samples was measured (Table 6). The volume change (ΔV ) was calculated based on the measured dimensions. After comparing the mass change to the volume change, it can be concluded that the mass loss is almost completely covered by the volume shrinkage of the particle. Furthermore, the conversion rate of the original WP particles is lower than that for crushed particles (a 90 mg particle corresponds to O/C ratio of 5.4 in Fig. 7); this is because several small particles offer a higher surface/volume ratio than a single particle.
Conversion degree based on volume and mass changes
* Conversion degree based on CM
Images taken with a stereo microscope (Fig. 9) confirm the mechanism of plastic particle combustion derived from the measurements and calculations presented in Table 6. No significant raise in porosity (both pore size and number of pores) was observed. The volume shrinkage of the particle is responsible for ∼90% of the mass loss. The remaining 10% mass loss are caused by the increase in particle porosity. Because of the short residence time in the injection rig, the heat does not penetrate the whole particle until the inner core. The particles react mainly on the surface, and the reaction is less dependent on diffusion.
a initial before injection; b residue after reaction
Waste plastic behaviour outside raceway and interaction with coke
Further investigations are devoted to the possible consumption of unburnt or partly burnt plastic particles by reactions of secondary gasification outside the raceway and their interaction with coke bed.
Char generation
Production of residues or char particles from WP was conducted using the modified Tammann furnace experimental set (Fig. 1), as presented in Fig. 10: the plastic particles drop through the hot furnace into a container that is continuously flowed through with nitrogen to prevent further reactions.
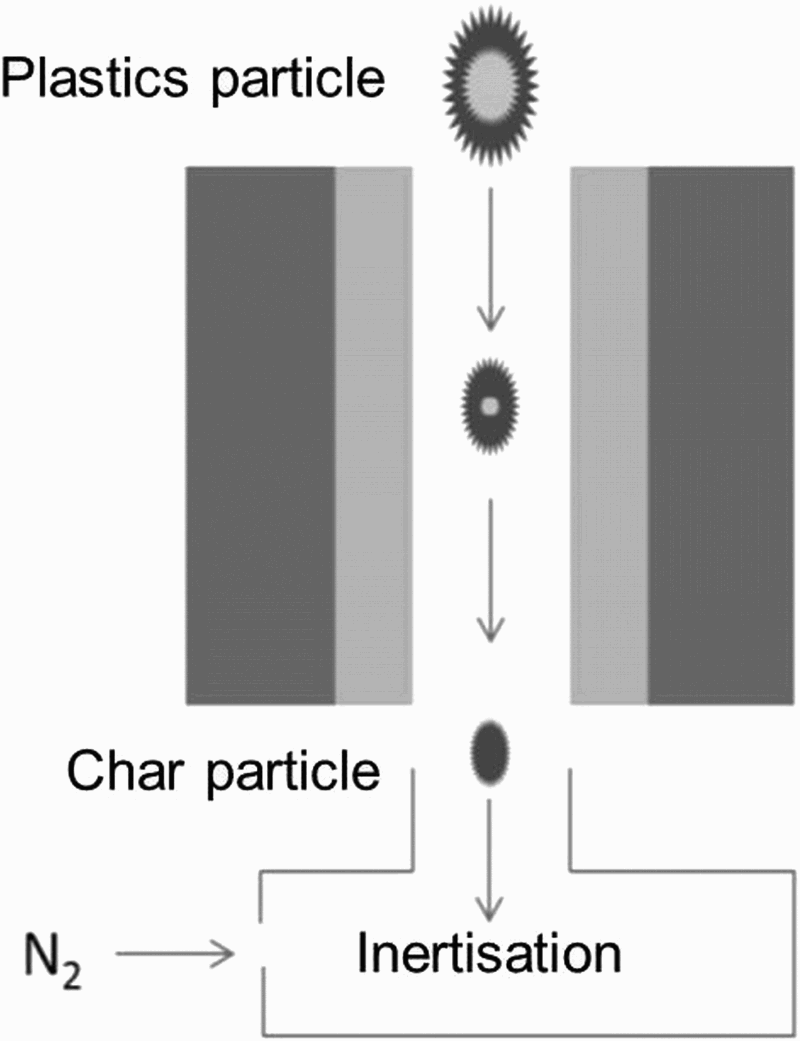
Tammann furnace schematic set-up for generation of residues
Different kinds of residues may leave the raceway: particles that were only marginally converted (almost initial ones) and those that were partly converted (pyrolysed or/and gasified). To simulate such residues, char representing 70 and 20% of the initial particle mass was produced in air and nitrogen atmospheres from pellets (Fig. 11). Table 7 shows the composition of WP and char produced at the mentioned conditions in the Tammann furnace rig at 1100°C (in air) and 700°C (in nitrogen).
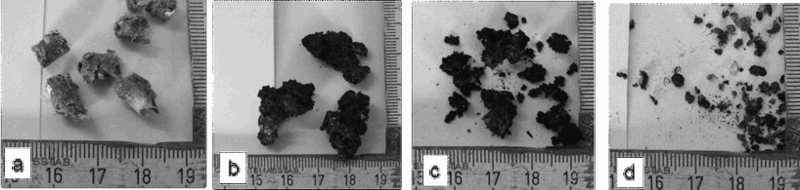
a plastics pellets; b Char70 (N2); c Char70 (air); d Char20 (air)
Proximate analyses of raw plastics and plastic char, wt-%
Consumption of char under conditions simulating solution loss reaction in shaft
Possible consumption of char under conditions simulating bird's nest and BF shaft was examined in the Tammann furnace (Fig. 1) by conducting the 27 isothermal tests with three materials characterised by different burn out rates at three temperatures and three gas atmospheres: –Materials: pellets, char70, char20 –Temperatures/°C: 1000, 1150, 1300 –Atmospheres/vol.-%: 100%CO2, 25%CO+15%CO2+60%N2, 40%CO2+60%N2
Figure 12 shows the exemplary mass loss of three materials at 1300°C in atmosphere 15%CO2/60%N2/25%CO. The effect of the atmosphere and degree of plastic burn out in the raceway is summarised in Table 8, which presents the calculated activation energy for the examined substances.
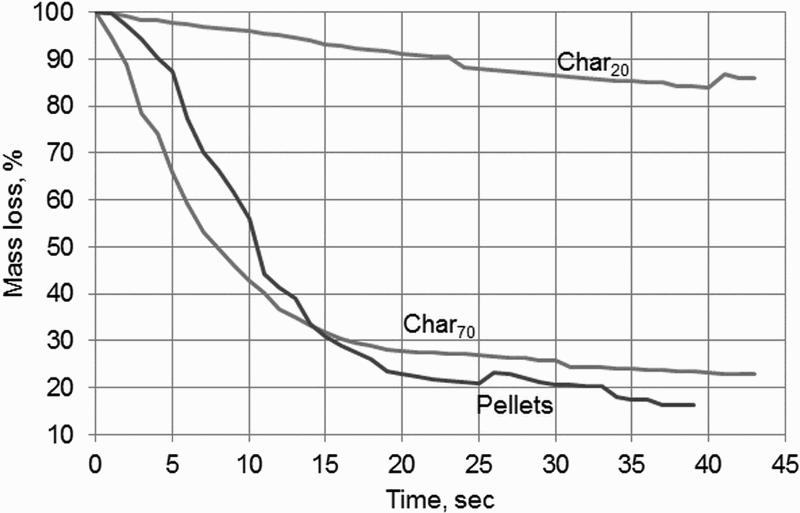
Conversion of three plastic materials under BF shaft conditions
Activation energy of raw plastics and char produced in air, E;A in kJ mole− 1
Interaction of char with coke
A char particle was impacted during the test in the Tammann furnace onto the hot surface of a coke piece (1300°C) by means of a special specimen mount with a downpipe (Fig. 13). After flushing with nitrogen, the gas atmosphere is switched to CO2, and then in 5 min char is impacted; the reaction time with char makes up 15 min. The impacted plastic particle raises the sample mass for a few seconds and is converted within ∼1 min. Comparative analysis of mass losses allows concluding that coke impacted by char has slightly higher reactivity (Δm = 3.5 ± 0.1%) than reference coke and coke impacted by raw plastics (Δm = 1.5 ± 0.2%).
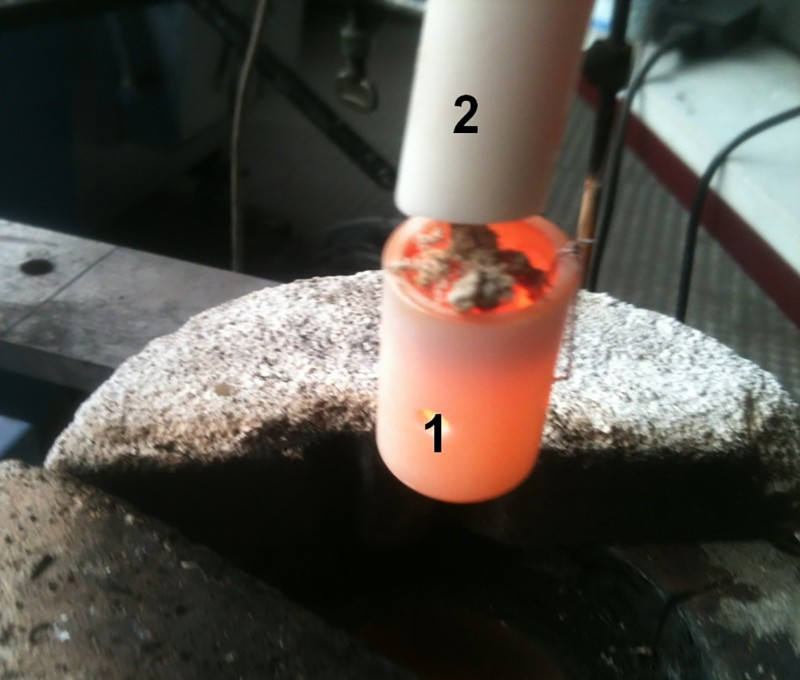
Impacting plastic materials on coke surface: (1) crucible with sample and (2) downpipe
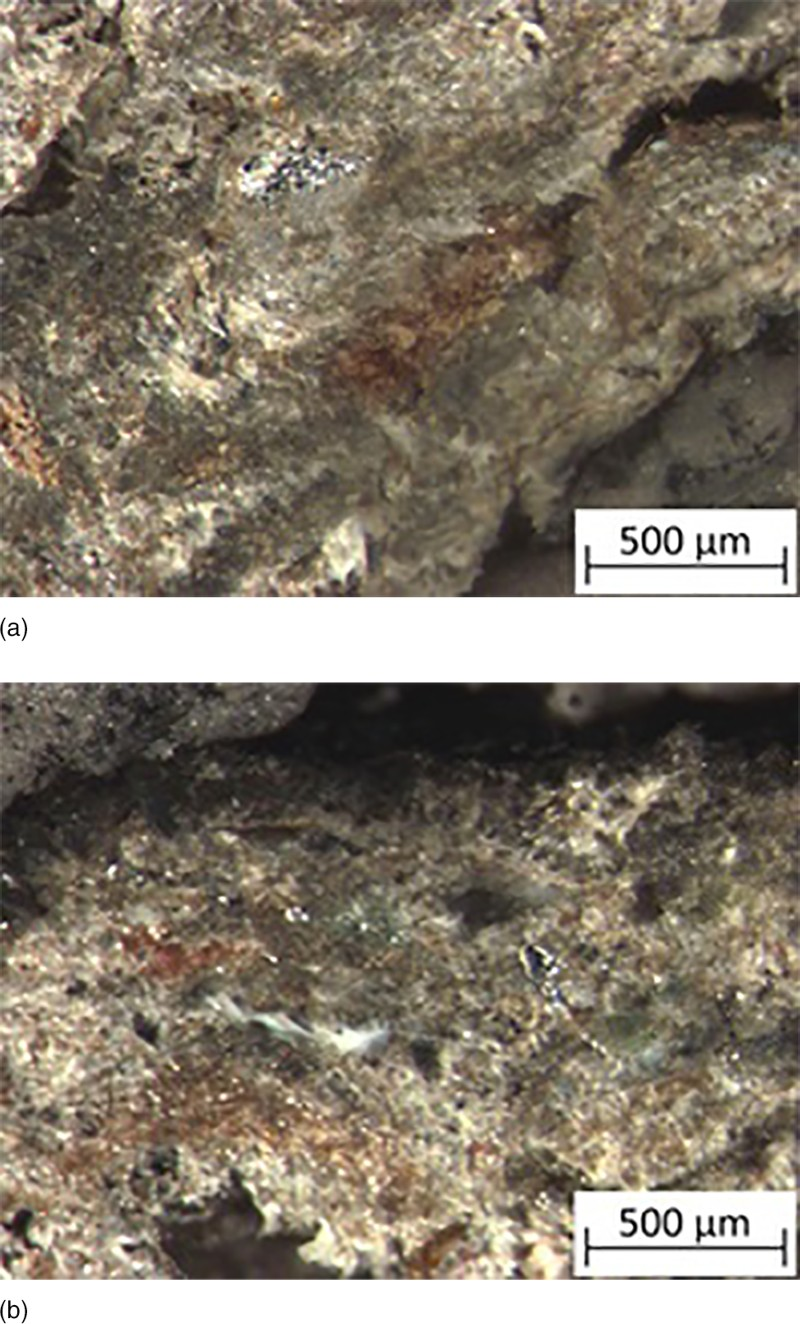
To investigate the conversion of plastic char on the coke surface, a similar scenario for the Tammann furnace was elaborated. The difference is that after 5 min of coke reaction with CO2 the first plastic particle fell onto the coke surface via the downpipe, in 1 min the next one and again in 1 min the last one (altogether three particles). The successively impacted pellets were converted to high extend within a short time of 1 min. No differences in char conversion behaviour on coke surface and without contact with coke could be determined. Microstructural analysis proves nevertheless that plastic rests on the coke surface after the tests. Images taken by light optical microscope show the crystalline structure of thin plastic film, which is strongly linked with available carbon structure; pore size is significantly smaller than that in coke tested without plastics (Fig. 14).
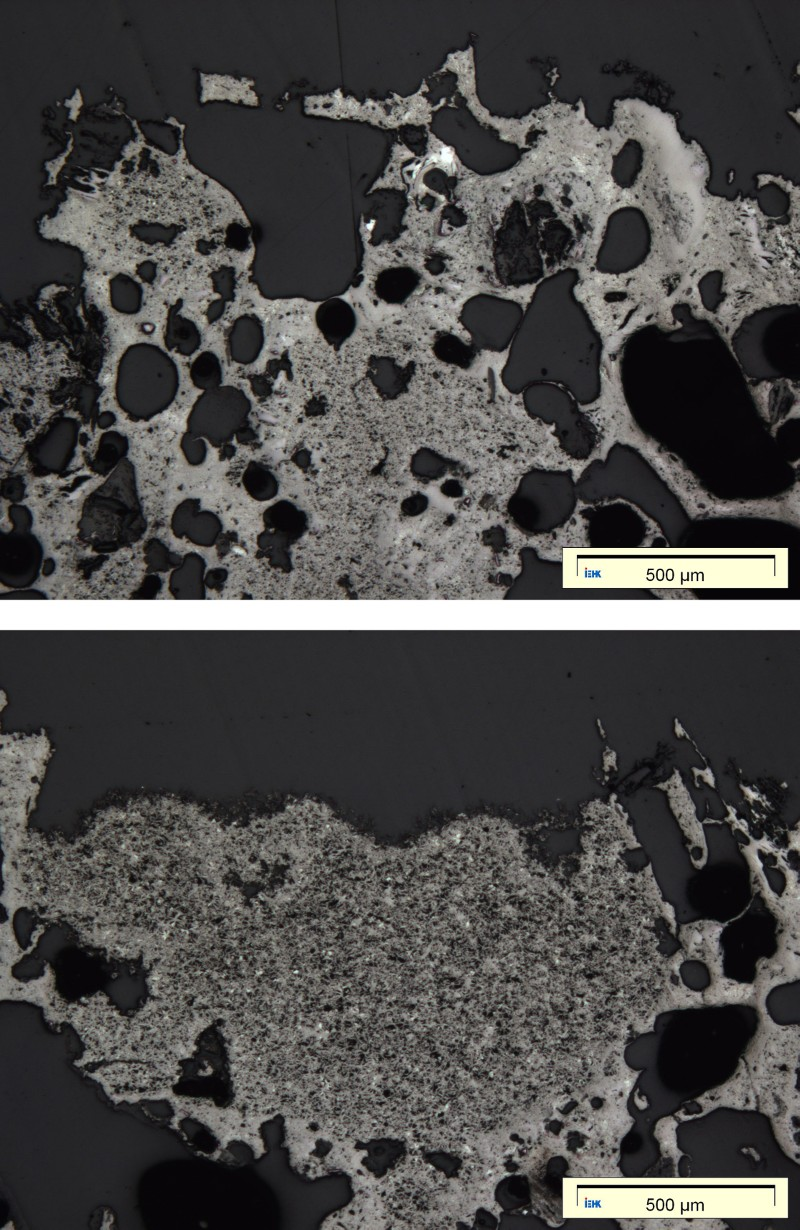
Coke surface without (above) and with (below) rests of plastics pellets, LOM pictures, 50 ×
Plastics transport phenomena
The WP transport phenomena in BF were examined using the pilot plant COBESI presented in Fig. 3. Two fractions of granulate were injected: coarse fraction (96% >3.1 mm) and fine fraction (13% >2.8 mm). Plastic concentration in the blast was 0.050 kg Nm− 3; it corresponds to an injection rate of ∼55 kg tHM− 1 for the operating conditions of a reference BF.
In Fig. 15, char particles can be observed on coke pieces during injection of coarse and fine plastics; measurements are carried out by a thermovision camera at the measuring junction M1 (Fig. 3, ∼0.25 m from the tuyere tip). While injecting the coarse plastics, the temperature difference between coke and plastic particle was ∼300 K; in case of fine plastics, this value was ∼150 K. Plastic particles fly through the simulated raceway until they reach the coke surface and continue to react there (Fig. 16).
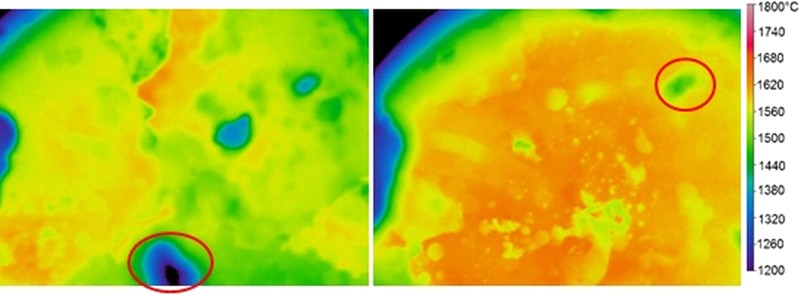
Char particles on coke: (left) injection of coarse plastics; (right) injection of fine plastics
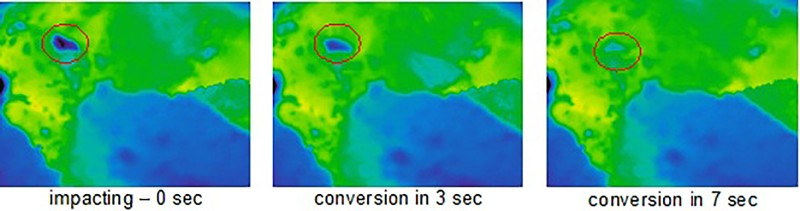
Conversion of plastic particle on coke surface, screen shots by thermovision camera: (left) impacting – 0 sec; (middle) conversion in 3 sec; (right) conversion in 7 sec
Video recording showed that both coarse and fine plastic particles were moved parallel to the injection direction; no circulation of coarse particles could be observed.
Strong slag formation from plastic ash on coke surface was observed during the tests; some coke pieces, which were extracted from the chamber after the test, were even connected with each other. This phenomenon could negatively affect the gas permeability in the lower BF zone.
Overall discussion
Waste plastic is injected into BF in a similar way as PC or other auxiliary reducing agents. The efficiency of auxiliary reducing agent use depends on material properties, economic and environmental issues and accompanying changes in the BF operation. Advantages and disadvantages of WP from viewpoints of the BF operation parameters (e.g. change in slag volume and basicity, bosh gas volume, flame temperature, etc.), the process efficiency (coke and total reducing agent saving, and overall costs), the metal quality, equipment service life and pollutant emissions (Cl, Zn, Pb, Cd, Hg, etc.) were partly discussed in previous works 9,10,13 and are outside the scope of this study. Table 9 gives a comparative analysis of the properties of WP and PC that are relevant for the conversion behaviour in and outside the raceway.
Waste plastics and PC properties affecting conversion behaviour
* Used for the BF injection and examined in this study
** Typically used for the BF injection
The analysis of Table 9 shows that the advantages of WP are high content of VM, hydrogen and oxygen and favourable surface characteristics, particularly high porosity. Its main disadvantages are related to large particle size and complex molecular structure, which require additional energy for cracking and decomposition. Density, indicated in Table 9, is important for an appropriate mixture injection of WP with PC.
In case of PC conversion, mass loss takes place predominantly during the third stage (combustion of coke residue causes 70–85% of total mass loss); it is also the most time consuming step (40–70% of the total conversion time for coal particle of 0.040–0.100 mm). 19,20 The main step of WP conversion is the second stage (65–90% of total mass loss at high reaction rate). This process is caused by the vapourisation of VM by means of thermal cracking. The endothermic decomposition of hydrocarbons starts at a temperature of >380°C through radical mechanisms. Long chain polymers are cracked, ionic molecules are created and primary radicals emerge. Under real conditions, the conversion steps overlap.
The conversion degree depends on the WP type in accordance with the free surface area and the shape factor. The specific surface area of polymers varies in enormous wide range. The calculated specific surface of the applied pellets is 10 times higher than the specific surface of granulate and agglomerate (Table 4). Therefore, pellets react much faster under the raceway simulated conditions. The WP reacts almost only on the surface. Heat transfer through the inner core of the particle is rather low, and the porosity does not increase significantly. Based on the injection test results, the following sequence of the WP properties affecting their conversion in the raceway can be identified: grain size shape and specific surface porosity chemistry.
It can be concluded that despite extremely high VM content of about 80–90%, WP properties do not enable complete conversion within the raceway and result in char leaving the simulating raceway zone (Fig. 8).
No circulation of coarse plastics particles was observed by WP injection into the pilot coke bed simulator.
Three possible behaviour patterns of interaction of plastic char with coke outside the raceway can be derived from the pilot test results (section 3.4): the plastic char can be impacted on the coke surface, to bond it partly and converted there gradually; due to the high temperature on the surface, ash is melted and slag is formed the plastic char remains only shortly on the coke surface and then is carried by gas stream again; this takes place rather at a coke border area the char particle turns due to collision with coke; in this case, no interaction happens.
The study on the interaction of WP char with coke using the Tammann furnace rig showed that impact onto the hot coke surface char increases slightly the coke reactivity compared to the reference coke and to the coke impacted by raw plastics. The presented results here (e.g. Figure 14) confirm in general the finding of previous studies that char effect on coke reactivity is primarily caused by char ash behaviour.
5,15
On the one hand, ash acts as catalysts due to its surface activity; in the presence of ash, the mechanism of coke reaction is being determined by surface diffusion instead of inner diffusion in a coke piece. On the other hand, a big amount of residues and ash may inhibit coke consumption and protect it from degradation; this effect depends on ash size and distribution.
No differences in char conversion behaviour on coke surface and without contact with coke could be determined.
The WP char can also be consumed in the bird's nest and lower shaft by solution loss reaction. Conversion of plastic char depends primarily on temperature related to volatile release and secondly on atmosphere. By movement of char upstairs, CO is disappearing and CO2 content is increasing, which lead to a decrease in the activation energy of char particles. Carbon monoxide inhibits the solution loss reaction (C+CO2 = 2CO, Kp = (pCO)2/pCO2 at aC = 1) according to the Le Chatelier's principle. Therefore, decreasing the CO content in gas, which accompanies transport of char from the raceway in shaft, promotes its consumption. This consumption, however, is decelerated due to the decreasing temperature during this transport. Plastics with higher burn out rate (the sequence: raw pellets – char70 – char20) are typically consumed slowly, because if the particle underwent more intensive reaction by char formation (in the raceway), more energy is required for its further reaction step outside the raceway. This statement is based on calculations of activation energy for raw plastics and char with two different burnout rates (Table 8).
Conclusions
An increase in plastic production results in a huge amount of wastes. Their injection into BF is a way to both waste recycling and carbon dioxide emission mitigation.
In contrast to PC, the physical properties of WP (grain size, shape, porosity and, consequently, free surface area) affect its conversion stronger than chemistry. That is why granulate and agglomerate show similar conversion behaviour as well as both types of pellets.
Despite the extremely high VM content, WP combustion conditions in the case of very short residence time, high heating rate and significantly bigger particle size compared to PC result in char leaving the simulating raceway zone. The reaction takes place almost only on the surface.
No circulation of coarse plastics particles was observed by WP injection into the pilot coke bed simulator.
Unburnt in the raceway plastic residues can be successfully consumed under the conditions of bird's nest and shaft; extension of reactions of secondary gasification depends on temperature, atmosphere, burn out rate and char size; conversion of smaller particles in the coke bed occurs faster compared to coarse ones. Plastic char may affect also the coke reactivity; this effect depends primarily on char ash characteristics and behaviour.
Footnotes
Acknowledgements
The authors gratefully acknowledge the financial support of a part of this research work by K1-MET and FFG Forschungsförderungsgesellschaft, Austria. The authors wish to express thanks to T. Buergler, C. Feilmayr, S. Schuster and C. Thaler from voestalpine Stahl GmbH, Linz, for providing the materials and making this study possible.