
Abstract
As more and more Mn bearing iron ores are used to decrease steel cost and deal with the problem of hearth deposition, slag regime change and hearth refractory erosion in blast furnace become more often. To address these problems, it is urgent to clarify the effects of MnO upon the ironmaking production. Herein, the viscosities of slags with different MnO contents were measured for the first time, and the influence mechanism of MnO was analysed by infrared spectrum. The wetting behaviours between slags with different MnO contents and alumina–carbon refractory were investigated. The results showed that meltability temperature and viscosity decrease simultaneously with the increasing MnO content from 0 to 2.0 wt-%. Infrared spectrum analysis also proved that the existence of Mn+, Ca2+ and Mg2+ makes the Si–O bonds peak moving towards high frequency and the asymmetry of Si–O bond increasing, leading to the decrease in viscosity decreasing. In addition, the characteristic temperatures for wetting reaction increased by ∼40°C with the increasing MnO content from 0 to 3 wt-% (basicity = 1.18). The characteristic temperatures decreased by nearly 50°C with the basicity of slag increasing from 1.0 to 1.3 (MnO = 1 wt-%). Therefore, the increasing MnO content in slag accelerates the erosion rate of BF hearth lining and then decreases the campaign life of blast furnace.
Introduction
In China, lower grade iron ores are being used widely in ironmaking aiming to lower steel cost and increase profits. However, it brings some negative effects on blast furnace (BF) operation such as lower gas permeability, higher coke rate, more molten slag flowing through the hearth, liquidity and less stable molten slag. Lower grade iron ores often contain a variety of oxides, such as MnO, B2O3 and TiO2. However, the effects of these oxides on BF operation have not been completely clarified at present. Furthermore, Mn bearing iron ores are widely employed to deal with the problem of hearth deposition in through steel industry. Manganese oxides are reduced to MnO by CO in BF and further partially reduced to Mn by carbon. Elemental Mn and MnO were resolved into hot metal and slag respectively 1 and, therefore, aggravate the refractory erosion by hot metal and slag. Refractory erosion is usually caused by molten slag through two ways: oxides in slag reacting with oxides in refractory and the scour on refractory surface caused by molten slag flowing. Therefore, it is urgent to clarify the effects of MnO on slag viscosity and wetting behaviour between slag and refractory.
It is well known that the viscosity of slag usually was determined by composition and temperature. The composition of slag can be derived from gangue minerals of iron ore and ash materials of coke and pulverised coal. 2 Within the past decades, there have been several investigations on viscosity estimation of molten slag and quantitative evaluation of molten pig iron in the furnace hearth. 3–7 These estimation or evaluation models are often built on the basis of limited experiments. With increasing complexity in chemical composition of slag caused by the feedstock variety, basic experiments on slag with different additives need to be performed in order to provide basic data supporting the models and improve the understanding of mechanism for slag properties. Liao et al. and Zhang et al. reported that the addition of TiO2 results in a decrease in viscosity. 8,9 Zhang and Chou developed a model to estimate the viscosity of aluminosilicate melts containing CaF2. 10 Shahbazian and Sichen investigated the viscosities of CaO–FeO–SiO2–CaF2 slag with various amounts of alumina additive at a temperature ranging from 1714 to 1757 K. They also found that the viscosity increased with higher content of Al2O3, roughly with a linear relationship. 11 Although the effect of additives on the slag viscosity has been extensively studied, the knowledge on the effect of MnO additive on the slag viscosity is rather limited.
The wetting behaviour of slag have been reported in some researches.
12,13
However, these studies only focused on inorganic non-metallic materials rarely on metallurgy field. The wettability can be identified as spreading trend of liquid on solid surface, which indicates the contact level between liquid and solid. Characterisation parameters for the wettability are wetting angle and adhesive work.
14
In the three-phase (liquid–solid–gas) contact point, wetting angle meets the Yong equation
15
as



In addition to the effects of MnO, the basicity is another important factor for the change of slag viscosity and wetting behaviour. In this paper, the viscosities of slags with different MnO contents and slag basicity were measured first, and the influence mechanism of MnO was analysed. The wetting behaviours between slag and alumina–carbon refractory were investigated subsequently for different MnO contents and slag basicity. The results of this study are significantly important for clarifying the impacts of MnO and guiding the ironmaking production.
Experimental
Experimental slag compositions
In general, the MnO content in tapping slag is 0–1% for normal raw materials. It can be seen in Table 1 provided by the Shougang Steel Group. However, when Mn bearing iron ores are used to lower production cost or deal with the problem of hearth deposition, the MnO content in the tapping slag will significantly increase. Table 2 shows the tapping slag compositions and iron compositions provided by Angang Steel Group after using Mn bearing iron ores to deal with hearth deposition. In Table 2, the MnO contents in slag are in range of 1.5–2.5% after using Mn bearing iron ores. In addition, the MnO contents in slag are in range of 1.1–1.9% for no. 2 BF in the Wuhan Steel Group after using Mn bearing iron ores. According to operation experience, the problem of hearth deposition will be completely solved only when the MnO content is more than 2%. Therefore, MnO contents of 0–3% are chosen for experimental slags to investigate the effects of MnO on ironmaking process. Based on the above analysis, the slag compositions for different MnO contents and basicity for experiments are designed.
Slag compositions for nomal BF raw materials/wt-%
Slag and iron compositions after using Mn bearing iron ores/wt-%
Viscosity experiment
The slag specimens were prepared by mixing analytical reagent grade chemicals of CaO, SiO2, MgO, MnO and Al2O3. The mixing method is the mechanical mixing method. The slag compositions for viscosity experiment are shown in Table 3. In Table 3, the MnO content was fixed at 0–2.0 wt-%, and the basicity was set as 1.0, 1.3, 1.18 and 1.3 wt-%. Slag specimen (140 g) was mixed completely and charged into a graphite crucible (diameter = 40 mm and height = 70 mm); then, the graphite crucible is placed on the crucible supporter through a corundum tube. The sample was heated by MoSi2 heating unit controlled by a computer, starting from room temperature to target temperature of 1500°C at a programmed heating rate, i.e. 10°C min− 1 at the range of 0–1000°C, 8°C min− 1 for 1000–1200°C and 5°C min− 1 for 1200–1500°C respectively. The temperature was held at 1500°C until the sample completely melted. Then, the Mo rotor was lowered into the slag and started to rotate. After the viscosity reached a stable condition, the slag viscosity was measured continuously with the temperature decreasing at a rate of 10°C min− 1 until the slag viscosity was up to 4.0 Pa s. Subsequently, the slag sample was reheated over 1500°C and held at the elevated temperature for 30 min to obtain a complete and uniform melt; then, the high temperature slag was quenched by water. The quenched slag was dehydrated and crushed into powder, < 0.074 mm in diameter, in an agate mortar, and then blended with KBr with a mass ratio of 50:1, which was used for infrared spectrum analysis. Viscosity measurement was performed using a comprehensive physical properties measuring apparatus, and the schematic drawing of experimental apparatus is shown in Fig. 1. Rotating cylinder method was employed to measure the viscosity of the slag.
Chemical compositions of viscosity experimental slags/wt-%
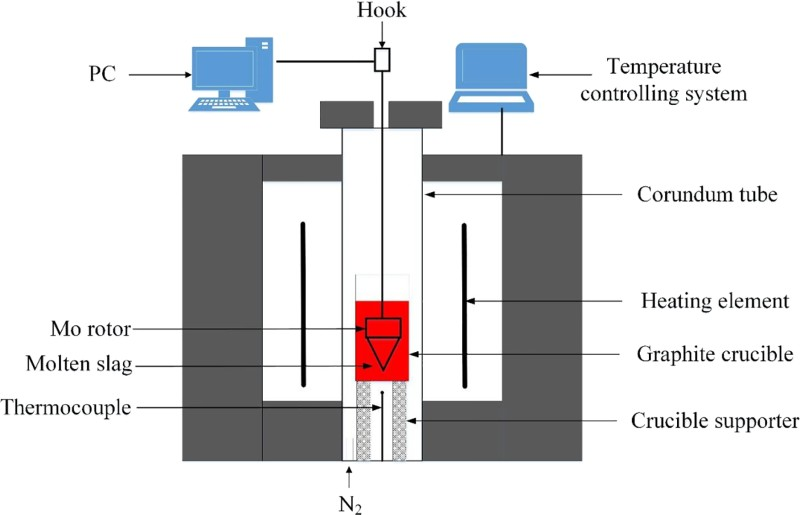
Schematic drawing of viscosity experimental apparatus
Wetting experiment
The wetting behaviour between the slag and refractory was measured by sessile drop method based on the Yong equation. The schematic diagram of sessile drop method is shown in Fig. 2. The raw materials are analytical reagent grade chemicals, i.e. CaO, SiO2, MgO, MnO and Al2O3. Then, the raw materials were mixed by mechanical mixing method. The slag compositions for viscosity experiment are shown in Table 4. In Table 4, the MnO content was fixed at 0–3.0 wt-%, and the basicity was set as 1.0–1.3 wt-%. The mixed specimens were loaded into a cylindrical graphite crucible (diameter = 8 mm and height = 70 mm); then, the crucible was heated to 1500°C, holding for 60 min. After cooling down, the cylindrical slag was cut into 10 mm height pieces as experimental samples. The refractory sample was cut from commercial alumina–carbon brick, which has been applied to BF hearth lining for many steel companies in China. The physical and chemical properties of alumina–carbon brick are shown in Table 5. Before experiments, the sample was cut into small cylinder (diameter = 20 mm and height = 13 mm). The wetting behaviour was measured by a high temperature furnace equipped with a camera, and its schematic drawing is presented in Fig. 3. The experimental procedure is described as follows: first, a cylindrical slag is placed on the refractory gasket put into a corundum boat. Then, the corundum boat is positioned in the constant temperature zone of the experimental furnace. The heating rates are 15–20 °C min− 1 ( ≤ 900°C) and 5°C min− 1 (>900°C) respectively, and the maximum temperature is 1500°C. During heating process, the shape changes of slag and refractory is recorded by photos at a 60 s interval by the camera. The microstructures and element distributions after erosion are detected by SEM energy dispersive spectroscopy (FEI Quanta 250, FEI, Hillsboro, USA).
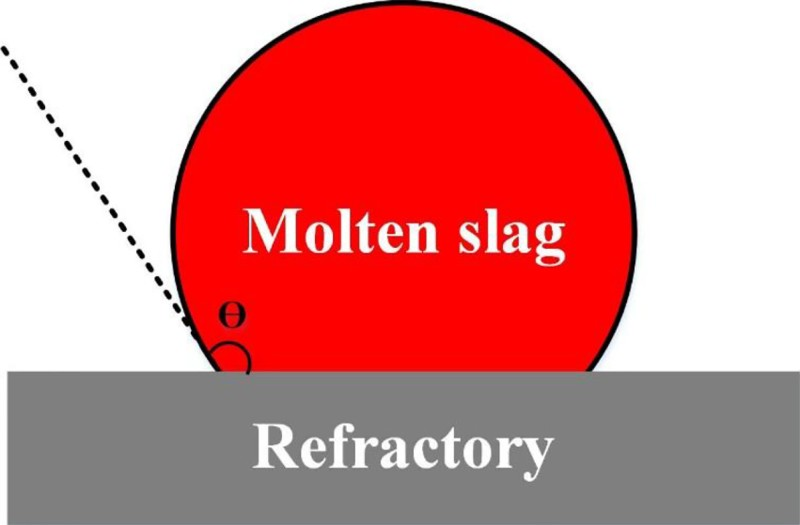
Schematic diagram of wetting behaviour for sessile drop method
Chemical compositions of wetting behaviour experimental slags/wt-%
Physical and chemical properties of alumina–carbon brick
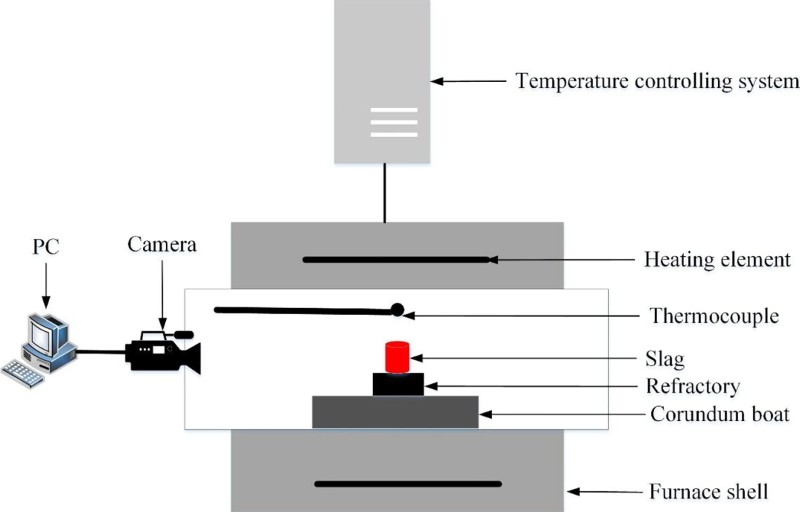
Schematic drawing of wetting behaviour experimental apparatus
Results and discussion
Effects of MnO on slag viscosity
The viscosities of slags with different chemical compositions were measured during temperature decreasing process. Figure 4 shows the viscosity evolution of slags with different MnO contents and same basicity (basicity = 1.18). The viscosities of nos.1–7 are almost the same when the temperature is higher than 1440°C. It indicates that the temperature is the dominant fact over the MnO content at this temperature range. With the temperature decreasing continuously, the viscosities of slags are significantly different: higher MnO content versus a lower viscosity. This result demonstrates the feasibility by adding proper amount of MnO into high viscosity slag to reduce its viscosity.
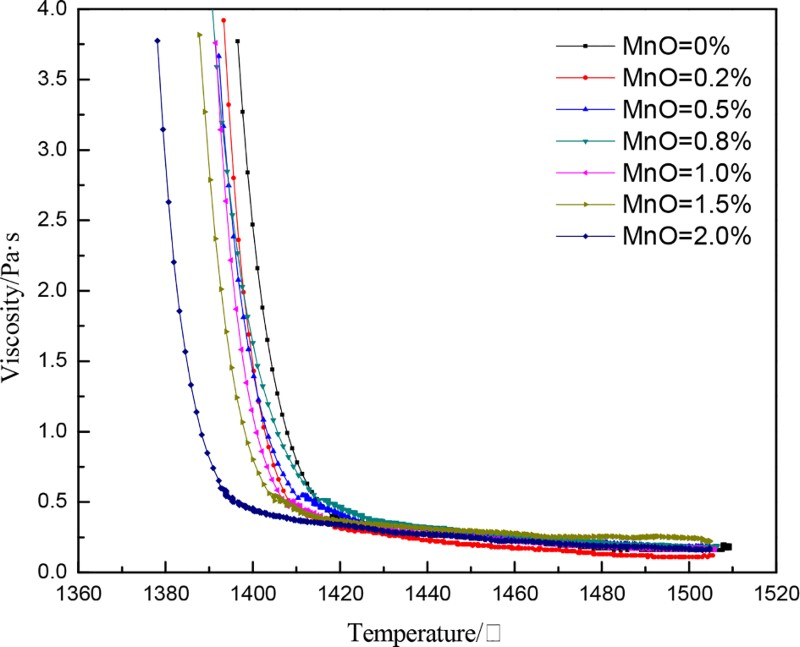
Slag viscosities with MnO content at 0, 0.2, 0.5, 0.8, 1.0, 1.5 and 2.0 wt-%
Figure 5 shows the viscosities of slags with different basicities and same MnO content (1.0 wt-%). According to Fig. 5, when the basicity is from 1.1 to 1.3, the viscosities are less significantly different when the temperature is higher than 1440°C. Same as the trend with the influence of MnO additive content, the viscosity at this temperature is ∼0.26 Pa s. However, the slag viscosity decreases by 38.5% to 0.16 Pa s as the basicity reduces to 1.0. The possible reason for this is that 1.0 wt-%MnO additive is better satisfied with the demand of slag with a basicity of 1.0 than others. Moreover the slag viscosity increases with the improvement of slag basicity when the temperature decreases, which cannot be explained by depolymerisation of the silicate network. This may be explained by the effect of the chemical potential of primary solid phase, i.e. 2CaO.SiO2, on viscosity because the viscosity isotherms with composition are similar to phase diagrams of alloy and slag system. Lee et al. has confirmed the use of a thermodynamic approach for the activity of primary solid phase in molten slags. 16 The meltability temperatures are the points of tangency by drawing the tangents of viscosity curves with 135° gradient, as shown in Table 6.
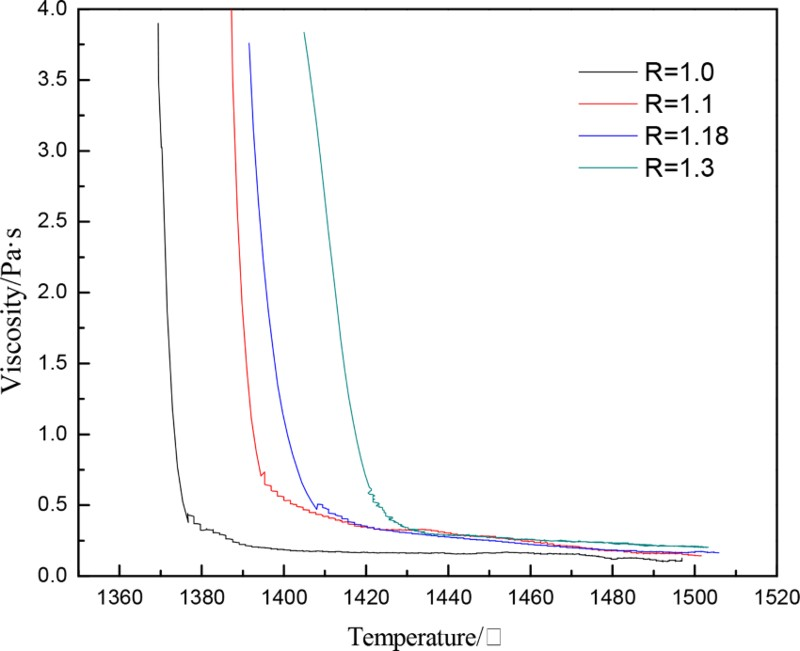
Slag viscosities with basicity at 1.0, 1.1, 1.18 and 1.3
Effect of MnO content and basicity on meltability temperature
From the Table 6, meltability temperature decreases with increasing MnO additive amount. As compared to no. 1 slag (no MnO in slag), the meltability temperature of no. 7 slag (2.0 wt-%MnO) decreases by 20°C. Moreover, the meltability temperature decreases remarkably with the basicity reduction in the temperature range of 1390-1410°C. The meltability temperature of no. 8 slag (basicity = 1.0) is 44°C lower than that of no. 10 slag (basicity = 1.3), while the corresponding viscosity decreases as well. It is well known that the crystallisation ability of complex anion in slag decreases with the basicity reduction.
17
Therefore, when the slag is cooled down below the liquidus temperature, lower crystallisation ability will reduce primary crystal phase precipitation and keep the slag in a subcooled liquid state, maintaining a good fluidity. From the view of ionic structure theory of slag, the Al2O3 content was ∼17 wt-% in this batch of experiments, leading to an increasing viscosity of slag. The existence of amphoteric oxide contributes to a complicated effect on slag properties. The Al2O3 in slag undergoes a dynamic balance as shown in equation (2)

The significant effects of MnO additive and basicity on meltability temperature attribute to the following reasons. First, MnO can react with Al2O3 to generate melilite, and therefore the balance of equation (2) will be broken, and reversal reaction is promoted, leading to thedecreasing content of 


Previous research 18 has proved that the chemical bond structure and amount impact viscosity of slag significantly; in order to acquire the varieties of chemical bond of slag with different MnO contents, nos. 1 and 7 slag were analysed by infrared spectrum. The result of infrared spectrum is shown in Fig. 6. It is well known that the component oxide structure in slag determines the viscosity of slag in a large extent, especially the silicate structure. 18 Figure 6 shows that the peak position and basic shape of infrared spectrum for different MnO content slags are almost the same, but the peak intensity of same wave length point presents a significant difference. Thus, the two infrared absorption spectra with different ordinate measures show the difference in Fig. 7. The absorption peak position of H2O is at 3600 cm− 1, far away from the peak position of Si–O bond, so there is no effect on the analysis of Si–O bond. Generally, an Si–O bond has an asymmetric structure, and its peak position of infrared absorption spectrum lies between 1000 and 1030 cm− 1. 19 While the peak position of Si–O bond moves backward towards high frequency near 1368 cm− 1, as shown in Fig. 7. This phenomenon may attribute to bond stress and spatial structure effect, due to two major reasons for the peak position migration in ionic compounds. 20 Bond stress effect indicates that the change of bond angle depending on combination conditions causes vibration frequency change, leading to a migration of peak position. Spatial structure effect means that different space structures can also contribute to a peak position migration in infrared absorption spectrum although the molecular formula is the same. According to this mechanism, the existence of Mn2+, Ca2+ and Mg2+ in slag can change combination conditions of original Si–O bonds, leading to a variety of bond stress and spatial structure to make the peak position of Si–O bonds retroposited. Furthermore, the peak intension of Si–O in infrared absorption spectrum in Fig. 7 appears a significant difference due to the different MnO contents of slag. When the MnO contents of slags are 0 and 2.0 wt-%, the peak absorbance values are ∼0.62 and 7.37 respectively, improving over 10 times. The peak intension is often affected by atom electronegativity, vibration form of bonds and the molecular symmetry. MnO content in slag maintains at very low level, indicating almost no or very little effect on atom electronegativity. Therefore, the role of MnO may simplify the slag spatial structure of Si–O bonds, leading to asymmetry extension and vibration intensified. As a result, the peak intension increases. The infrared absorption spectrum analysis provides an intuitive evident for MnO additive decreasing viscosity of slag by changing the spatial structure of Si–O bonds.
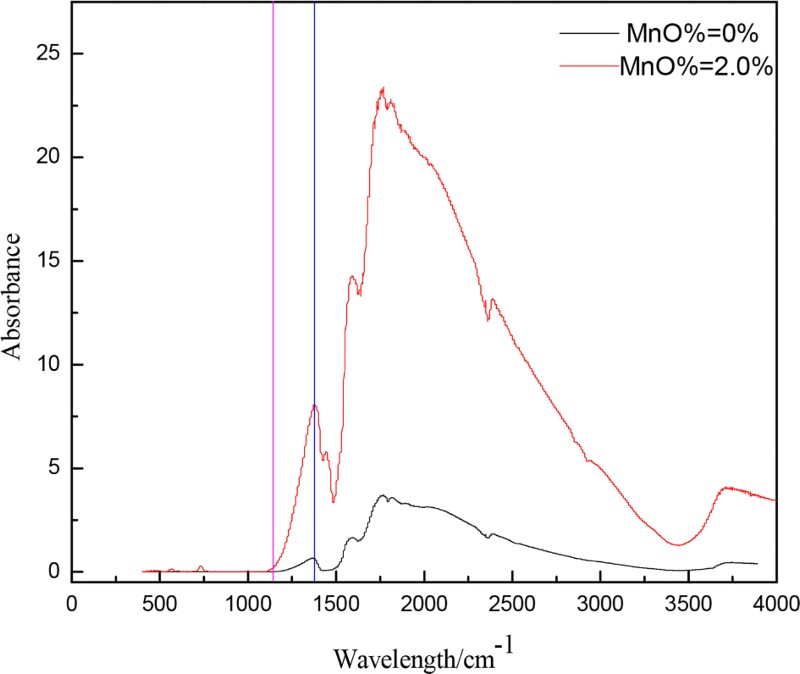
Infrared spectrum of nos. 1 and 7 slag
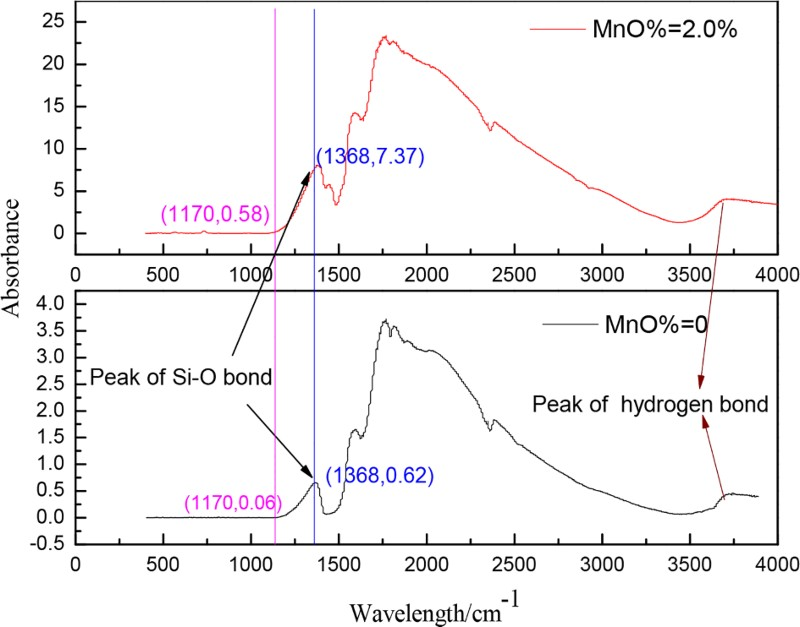
Infrared absorption spectrum of nos. 1 and 7 slag employing different ordinate measures
Effects of MnO on wetting behaviour
The shape changes of no. 11 slag with increasing temperature are shown in Fig. 8. The characteristic temperatures during melting process can be defined according to deformation degree of samples. The characteristic temperatures of all slags are shown in Table 7. From starting temperature to initial deformation temperature, the cylindrical slag appears slightly deformed, and no wetting appears between slag and refractory due to the wetting angle more than 90°. However, from the initial to complete wetting temperature, the wetting angle decreases from 90 to 0°, and the effective wetting gradually increases with increasing temperature. When the MnO content in slag increases from 0 to 3 wt-% (basicity = 1.18), characteristic temperatures increase by 40°C, indicating that the MnO can affect melting temperature of slag; the higher the MnO content, the higher the melting temperature. When the basicity increases from 1.0 to 1.3 (MnO = 1 wt-%), the characteristic temperatures drop by nearly 50°C. It indicates that the furnace lining can be protected at low basicity condition because of the increase in melting temperature. Surface tension is the main thermodynamic parameter that determines whether the wetting behaviour can occur between liquid and solid surface or not. Therefore, the total interfacial free energy is decreasing in the wetting process.
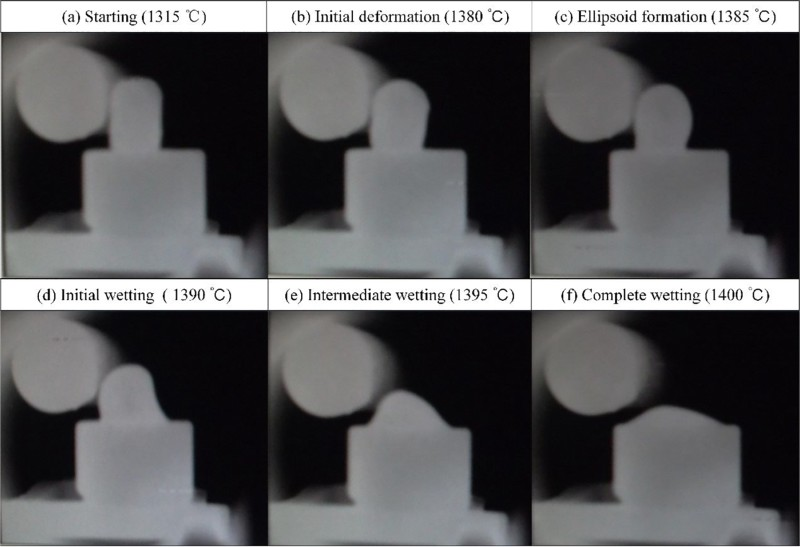
a starting (1315°C); b initial deformation (1380°C); c ellipsoid formation (1385°C); d initial wetting (1390°C); e intermediate wetting (1395°C); f complete wetting (1400°C)Shape changes of slag (no. 11) with increasing temperature
Characteristic temperatures of all slags during wetting process/°C
The SEM image and mapping results of the refractory after erosion are shown in Fig. 9. From Fig. 9, some unreacted carbon can be found in the matrix. A significant amount of elemental Al was found in the matrix due to abundant existence of Al2O3 in both slag and refractory. A small amount of elemental Mn dispersed into the matrix, promoting the formation of the spinel. The carbon based refractory erosion by molten slag can be identified two steps: the first step is the oxidation of carbon caused by oxide in the molten slag, and the second step is that some phases in refractory reacting with molten slag. In the oxidation process, a decarburised layer can be formed due to the loss of carbon; then, the contact area between the molten slag and refractory increases. Every kind of refractory also has some apparent pores, which provide a passageway for the slag penetrating into the refractory. The penetration rate
20
can be described as
a image (SEM) and b–d EDS mapping results of refractory after erosion
After formation of the decarburised layer on the refractory surface, the molten slag goes through the pores and decarburised layer, reacting with Al2O3 and SiO2 in refractory by following the reactions in equations (4)–(10), and the reaction production leads to the refractory's expansion. The melting points of the reaction productions, 2CaO.MgO.2SiO2, 2CaO.Al2O3.SiO2, MgO.Al2O3, 2CaO.SiO2, CaO.2Al2O3, CaO.Al2O3 and CaO.Al2O3.2SiO2, are 1450, 1593, 2135, 2130, 1600, 1780 and 1557°C respectively. Once the BF hearth temperature is higher than or similar to the melting point of these complex oxides, the formation of these phases leads to the softening and thereafter the degradation of the refractory. In addition, few productions fill into the pores, improving oxidation resistance and enhancing temperature strength. However, excessive productions will destroy the structure of refractory, increasing the contact area and decreasing the resistance to molten slag






Conclusions
When the MnO content increases from 0 to 2.0 wt-%, meltability temperature and viscosity decrease simultaneously. MnO reacts with Al2O3 to generate melilite, leading a reduction in the With the MnO content in slag increasing from 0 to 3 wt-% (R = 1.18), the characteristic temperatures discussed in this paper increased by ∼40°C. With the basicity of slag increasing from 1.0 to 1.3 (MnO = 1 wt-%), the characteristic temperatures dropped by nearly 50°C. Hence, increasing MnO content in slag causes a rise in wetting temperature. As a result, the start temperature of erosion reaction with alumina–carbon brick is improved. In terms of wetting behaviour, the increasing MnO content in slag is beneficial to reduce the erosion of alumina–carbon based refractory. However, in terms of slag viscosity, the increasing viscosity not only increases the scour effect on hearth refractory by molten slag flowing but also breaks chemical equilibrium between the slag and the refractory due to the continual update of molten slag on refractory surface. As compared to wetting reaction, therefore the scour effect caused by molten slag flowing plays a more important role for the erosion of BF hearth refractory. In other words, the increasing MnO content in slag accelerates the erosion of BF hearth lining and decreases the campaign life of BF.



Acknowledgement
The authors are grateful to the Natural Science Foundation of China and Baosteel under grant no. 51134008 for the financial support.