
Abstract
The effect of variation in flaky graphite content from 1 to 5 wt-% was studied in 1 wt-% N220 nanocarbon containing MgO–C refractories. Low carbon MgO–C refractory compositions were prepared by conventional manufacturing techniques, and products were characterised for various refractory related physical, mechanical, corrosion, phase analysis and microstructural studies. All the low carbon compositions were also compared against 16 wt-% flaky graphite containing conventional MgO–C refractory, without any nanocarbon, prepared under similar manufacturing conditions. Graphite (3 wt-%) with 1 wt-% nanocarbon containing composition resulted in better density and strength values, and 5 wt-% graphite with 1 wt-% nanocarbon containing composition showed better hot strength and corrosion resistance.
Introduction
MgO–C refractory finds a wide application especially as the hot face lining material in basic oxygen furnaces, electric arc furnaces and steel ladles mainly due to its excellent chemical and thermomechanical properties like corrosion resistance, thermal shock resistance and other hot properties. Conventionally, these refractories contain ∼8–20% total carbon, where graphite is the primary source of carbon and resin being the secondary source. Carbon in MgO–C refractory offers the following significant advantages 1–8 : (i) high application temperature; (ii) improved corrosion resistance due to the non-wettable character with molten metal and slag; (iii) greater thermal shock resistances attributable to low thermal expansion, high thermal conductivity and low modulus of elasticity; and (iv) minimised the chances of FeO corrosion of refractory due to the reduction of iron oxide by C to Fe metal.
Owing to the above advantages, in the early days, refractory manufacturers started using more carbon in MgO–C refractory compositions. As time progressed, however, it was found that higher amount of carbon is also associated with many drawbacks like greater degree of oxidation of carbon resulting in a highly porous structure with poor strength and corrosion resistance, increased thermal conductivity resulting in higher energy loss through the refractory wall and greater energy consumption per unit of steel produced, increased shell temperature causing damage and deformation of the metallic shell, and generation of higher extent of COx gases and increased chances of carbon pickup by molten metal. To avoid these drawbacks, refractory researchers are trying to develop low carbon containing MgO–C refractory. Several research works are being conducted to reduce the total carbon of the MgO–C refractory mainly by introducing carbon in different nanoform (carbon black, graphene oxide, carbon nanotubes, exploited graphite, etc.), partially replacing graphite. 9–13 Nanoparticles due to their finer size develop interesting phenomena in terms of packing, pore filling and binding, resulting in superior properties even at the much lower amount. 11–13
In recent years, a number of researchers have reported excellent properties in MgO–C refractories by the addition of nanometre carbon black. Nanocarbons not only absorb and relieve the stress due to thermal expansion and shrinkage of refractories but also reduce the maldistribution of thermal stress in the inner portion of refractories. 14 Tamura et al. obtained thermal spalling properties equivalent to 18% graphite containing ones with the only addition of 1.5% nanocarbon. 14 The in situ formation of different ceramic phases in nanocarbon containing low carbon MgO–C refractories was reported for the betterment in properties like hot modulus of rupture and higher oxidation resistance. 9,10
Though nanocarbon addition has resulted in superior properties in MgO–C refractories at a much lower total carbon content, it still cannot entirely replace the flake graphite in the composition. 11–13 Nanocarbon, mostly used as amorphous carbon black, has inferior oxidation resistance and thermal conductivity compared to graphite flakes, which are also a primary requirement for MgO–C refractory. Hence, the amount of graphite in combination with nanocarbon content remains an important parameter for the development of low carbon MgO–C refractory. In addition, the present work aims to study the same. The effect of increasing amount of flake graphite content in the presence of nanocarbon on the properties of low carbon MgO–C refractory is studied. Compositions are also compared with conventional MgO–C refractory (without any nanocarbon) processed under exactly similar conditions.
Experimental
Fused magnesia (Chinese source) of sizes 6–4 mm, 3–1 mm, 1–0.075 mm and < 75 μm; natural flake graphite (Agarwal Graphite Industries, India); and N220 nanocarbon black (Birla Carbon, India) were used as starting materials. Aluminium metal powder (>98% pure and finer than 100 μm) and boron carbide powder (>95% pure, total B = 77 wt-%, total C = 21 wt-% and size < 150 μm) were used as antioxidant. Powder resin and liquid resin were used as binder, and hexamethylenetetramine (hexamine) powder was used as setting initiator in the system. Physiochemical properties of different starting materials are given in Table 1A–C. In the present study, graphite content is varied between 1 and 5 wt-% in low carbon containing MgO–C refractories containing fixed 1 wt-% nanocarbon, optimised in our earlier work. 13 Details of the batch compositions are provided in Table 2. All the batches were processed as per conventional MgO–C refractory manufacturing technique, and the flow diagram is given in Fig. 1. Processed shapes of different compositions were then characterised for different refractory related properties. Coking of the cured compositions was done at 1000°C for 4 h and also evaluated for physical and strength properties. An average of five different individual test results is represented here as the data point and discussed in the ‘Results and discussion’ section.
Physiochemical properties of raw materials
Table: 2 Batch compositions
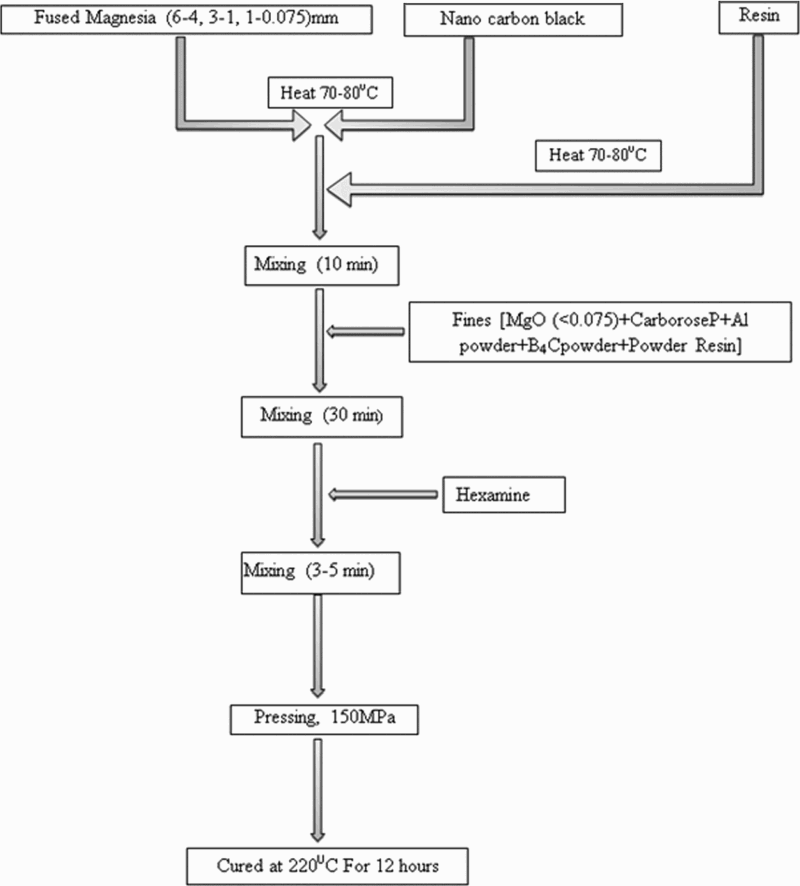
Flow diagram for preparation of batches
Density and cold crushing strength (CCS) of cured and coked samples were characterised as per the standard IS: 1528, Part-12 (2002) and IS: 1528, Part-4 (2002) respectively. Hot modulus of rupture (HMOR) was determined by three-point bending test at 1400°C in air with a soaking time of 30 min, as per ASTM C133-7 standards, using 125 mm × 25 mm × 25 mm sized samples in an HMOR furnace apparatus (Bysakh, India). For oxidation resistance, cylindrical samples (50 mm height and 50 mm diameter) were placed in an electrically heated furnace (heating rate of 5°C min− 1) under an ambient condition at 1400°C for 2 h. Fired samples were cut horizontally into two pieces, and oxidation was measured diametrically by dimensional measurement using a Vernier calipers. Coking was done by placing the samples in a reducing atmosphere at 1000°C for 2 h. Slag corrosion test by static crucible method was done at 1600°C for 2 h using a 50 mm cube sample with a drilled hole of dimension 20 mm diameter and 25 mm height. Steel converter slag was used for corrosion, and its chemical composition is given in Table 3. Corroded samples were cut horizontally into two pieces, and the sections were visually compared and slag corroded/penetrated dimensions were used for comparison. The matrix phases of the coked refractories were studied for phase analysis by X-ray diffraction technique (RIGAKU, Japan) and for microstructural characterisation by scanning electron microscope (FEI, USA).
Chemical composition of steel converter slag/wt-%
Result and discussion
Physicochemical properties of the raw materials show (Table 1A–C) that fused magnesia is >97% pure with CaO as the main impurity. Graphite is also >94% pure and has ash content as the main impurity. N220 nanocarbon black is also very high pure and very fine, having specific surface area >120 m2 g− 1.
Density study
Cured density of the conventional MgO–C refractory having graphite content 16 wt-% is 2.82 g cm− 3. For low carbon containing compositions, high amount of graphite is replaced by nanocarbon and fine magnesia and the density is markedly increased. The combination of the low amount of graphite with nanocarbon has a positive effect towards the enhancement of densification in the MgO–C refractory (Fig. 2). Nanocarbon, due to its finer size, helps to better pore filling, resulting in a better compaction and associated densification. Batch composition 2, which contains only 1 wt-% graphite, has the highest cured density due to the presence of the highest amount of denser magnesia. For the same reason, batch 7 (5 wt-% graphite and 1 wt-% nanocarbon) resulted in minimum density values. Nanocarbon (1 wt-%) was found to be good enough to fill the void space in between the magnesia grains from earlier work. 13 and treated as optimised nanocarbon content in these compositions. The coked density also showed (Fig. 3) the similar tendency as observed in cured samples, but density values are little low due to the removal of organic vapour and volatile materials at high temperature due to coking.
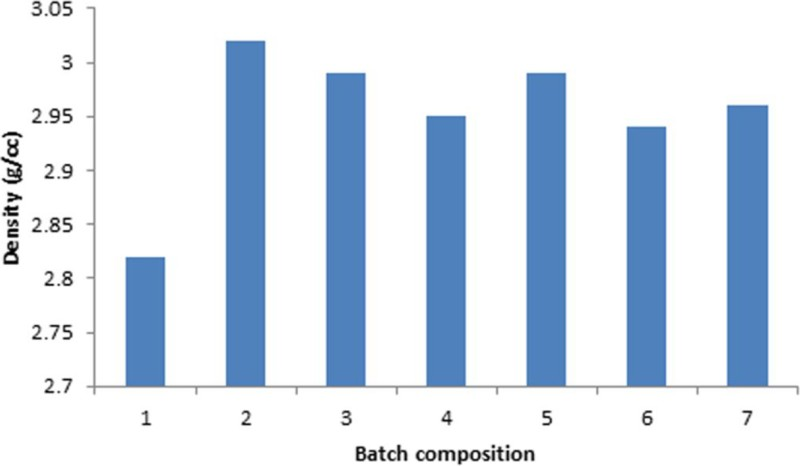
Cured density of different batches
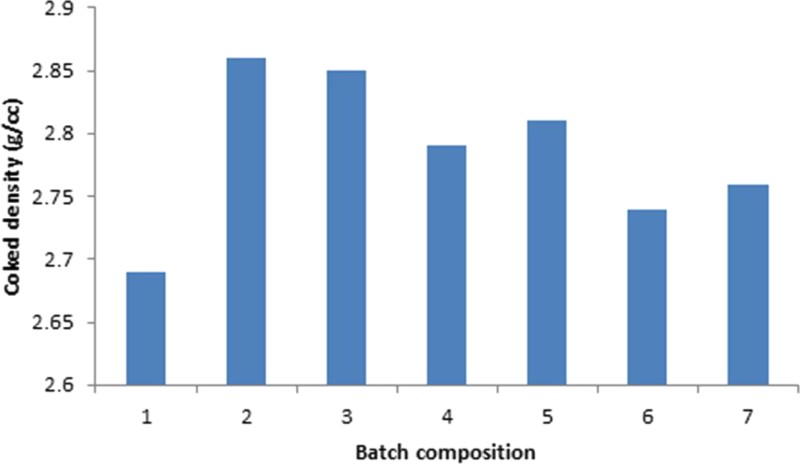
Coked density of different batches
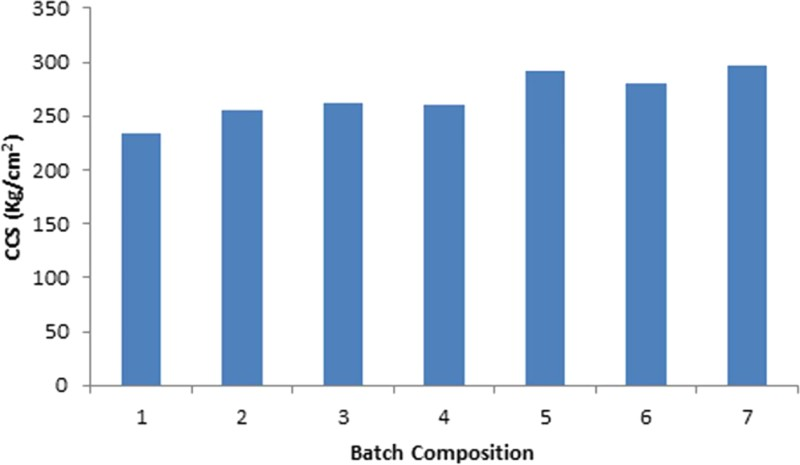
Cold crushing strength
The variation of CCS of the cured batches with variation in graphite content is shown Fig. 4. CCS of nanocarbon black containing batches is much higher than the 16% graphite content conventional batch. As nanocarbon helps to fill up the interior pores in between the magnesia grains, compaction and densification increase and result in higher strength values. Not much variation in strength values was found with varying amount of graphite. Only a marginal increase in strength values was obtained for compositions containing nanocarbon compared to without nanocarbon, which may be associated with better filling and packing due to finer size of nanocarbon.
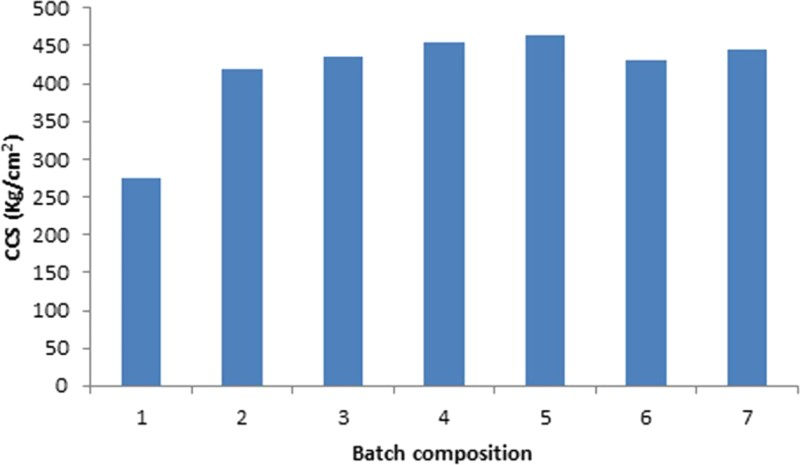
Cured strength (CCS) of different batches
The CCS of coked samples (Fig. 5) is lower than that of cured sample because the volatile materials are coming out at the higher temperature, making the pores inside the sample to have lower strength. However, the coked strength of nanocarbon containing batch (3,5,7) is higher than that without nanocarbon containing batch (2,4,6) because of formation of in situ ceramic phases like aluminium carbide (Al4C3), magnesium aluminate spinel and aluminium nitride (AlN) whisker. 13 The strength of the conventional 16 wt-% graphite containing batch was found to be comparatively lower that the other compositions.
Coked strength (CCS) of different batches
Microstructural study and phase analysis of matrix phase
Being very fine in nature (high surface area), nanocarbon particles have higher reactivity compared to graphite. This higher reactivity has resulted in a greater extent of formation of the in situ ceramic phases like aluminium carbide and magnesium aluminium spinel at a higher temperature, which has improved the thermomechanical properties and corrosion resistance. Figure 6 shows the phase analysis study of batch 5 (containing 3 wt-% graphite and 1 wt-% nanocarbon), and the formation of the carbide and spinel phases is confirmed. Batch 1 (16 wt-% graphite) shows (Fig. 7) only little presence of spinel phase and hardly any carbide formation, though total carbon content is much higher. The formation of these in situ ceramic phases has helped for improving the hot strength and oxidation resistances in nanocarbon containing compositions compared to nanocarbon containing ones.
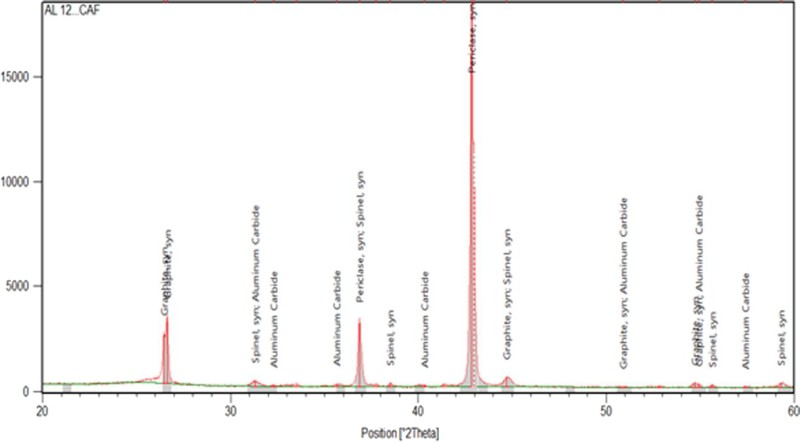
X-ray diffraction (XRD) pattern of matrix phase of coked batch 5 (3 wt-% graphite and 1 wt-% nanocarbon)
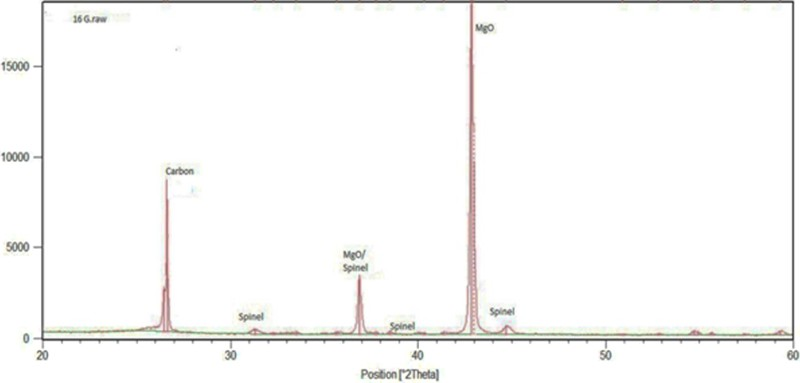
XRD pattern of batch 1(16 wt-% graphite)
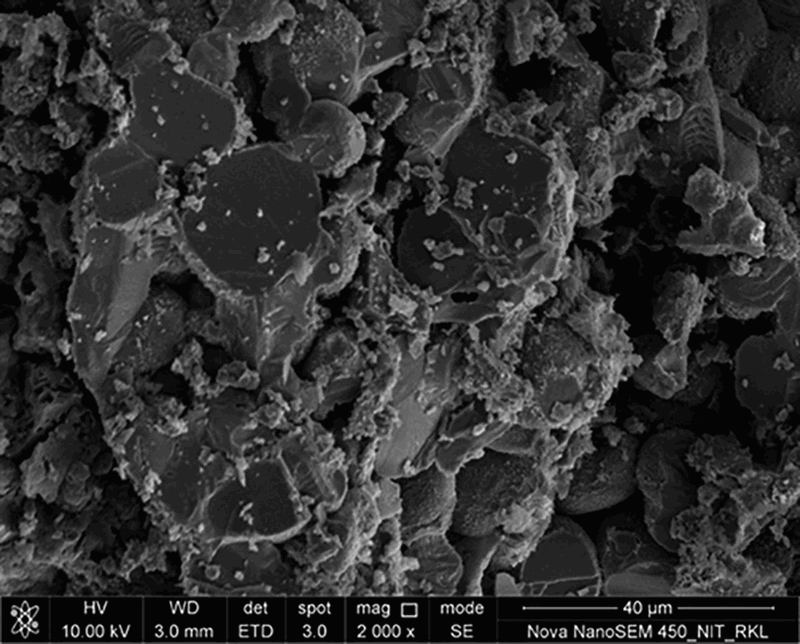
Microstructural study shows the presence of distributed spinel phases and also rod-like carbide phases in the matrix part of the nanocarbon containing coked samples. Figure 8 shows such a microstructural photomicrograph of batch 5 (containing 3 wt-% graphite and 1 wt-% nanocarbon) as a representative one. This also supports the betterment of the properties due to the presence of nanocarbon. Cured batches were also characterised for microstructural study. Figure 9 shows the microstructure of cured sample of batch 5 (containing 3 wt-% graphite and 1 wt-% nanocarbon). Magnesia grains were found to be well coated with the matrix phase, containing nanocarbon, and indicate well distribution of matrix phases (containing nanocarbon) in the overall composition. This type of coating might have improved the oxidation, corrosion and thermomechanical properties due to well distributed carbon particles in the matrix, resulting in a well distributed formation of in situ ceramic phases.
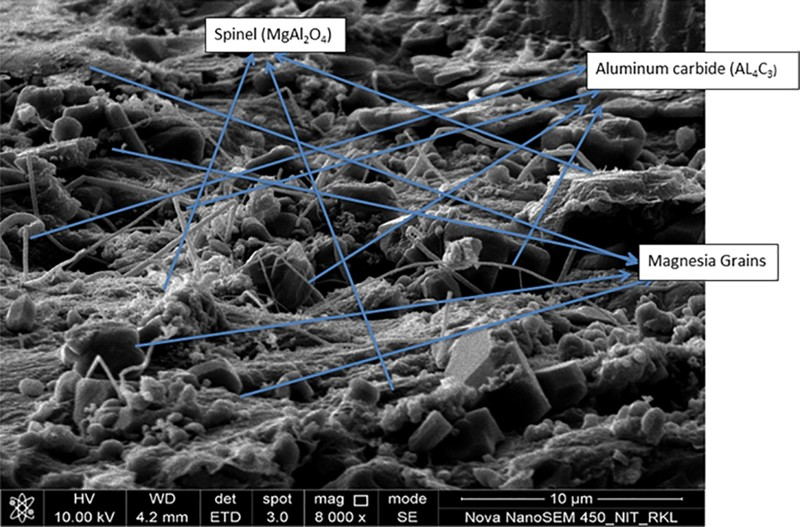
Photomicrograph of fracture surface of coked batch 5
Photomicrograph of fractured surface of cured batch 5
Oxidation resistance
Oxidation was found to be highest for the conventional composition and was found substantially higher for low carbon containing compositions, irrespective of graphite content (Fig. 10). Increasing the amount of graphite from 1 to 3 wt-% was found to improve the oxidation resistance. This increase may be due to the better filling of nanocarbon and graphite in the composition, resulting in lesser chances of oxygen penetration and associated oxidation. Increasing graphite content above 3 wt-% resulted in increased oxidation. Carbon oxidises at high temperature in oxidising atmosphere, and the higher the carbon content, the higher is the extent of oxidation. Cut surfaces of batch 1 (16 wt-% graphite) and batch 5 (3 wt-% graphite with 1% nanocarbon) are shown in Fig. 11.
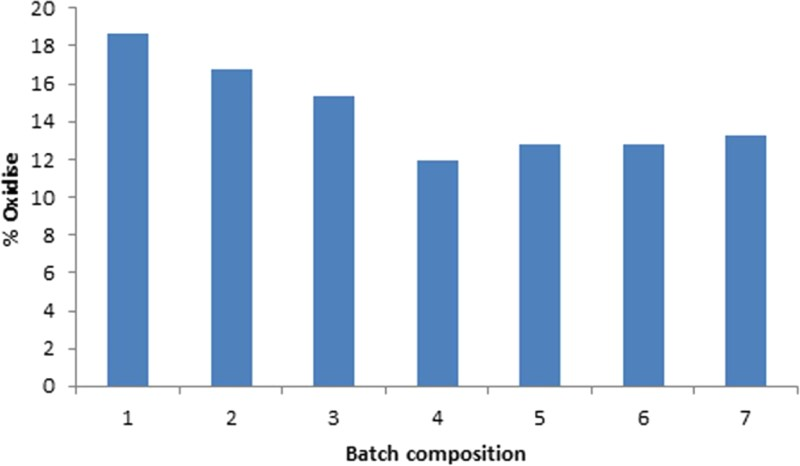
Diametrical percent oxidation of different batches at 1400°C for 2 h
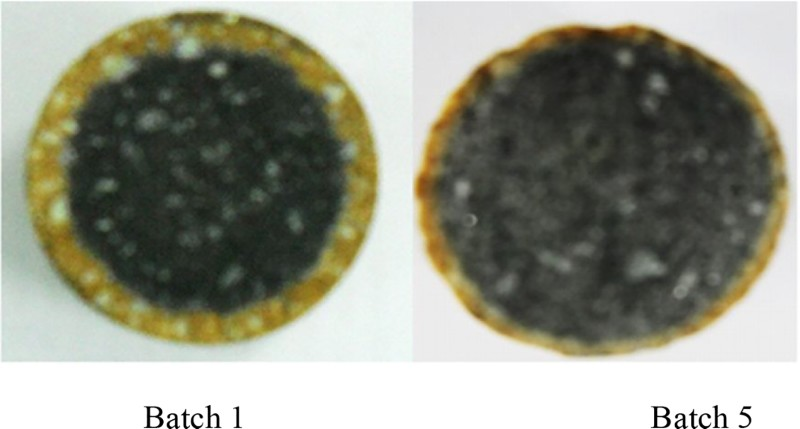
Cut surface photographs of samples after oxidation at 1400°C for 2 h
Hot modulus of rupture
The HMOR values of different compositions are shown in Fig. 12. Hot strength was found to increase with the increase in graphite content of the low carbon MgO–C refractories. Again, nanocarbon containing batches showed higher hot strength values compared to without nanocarbon containing ones for the same graphite content. The formation of in situ ceramic phases, as observed in phase analysis and microstructural study (Figs. 6 and 8) of the fired samples, is the reason for such betterment. Rod-like Al4C3 was observed in the matrix phase, thus enhancing the bonding of the matrix and resulting in higher strength at high temperatures. Finer size particles of nanocarbon black have reacted faster and produced the higher extent of carbide, thus improving the hot strength than without nanocarbon containing compositions, irrespective of graphite content. Minimum hot strength was observed for batch 2, containing the minimum amount of carbon. However, in the conventional batch with 16 wt-% graphite, the extent of oxidation from higher carbon content may be responsible for loose structure resulting in a lower HMOR values.
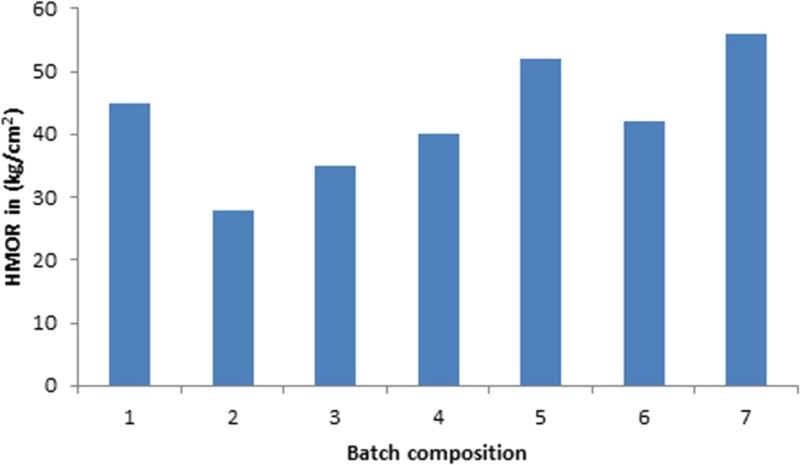
HMOR values of different batches at 1400°C
Static slag corrosion test
The penetration depth (mm) of converter slag into the refractory wall was found to be minimum for the conventional composition. This may be due to the much higher amount of carbon (as graphite) used in the composition. For low carbon containing compositions (batches 2–7), it decreases with the increase in total carbon content (Fig. 13). Higher graphite content resulted in a higher amount of non-wetting component in the system, resulting in greater corrosion resistances. Nanocarbon containing compositions showed relatively better corrosion resistances than the compositions without nanocarbon for all the batches with different graphite content. This may be due to better distribution of nanocarbon particles in the matrix and very high surface area/volume ratio, resulting in higher non-wetting properties, even at much lower total carbon content. Minimum corrosion resistance was observed for batch 2, containing the minimum carbon content. Cut surfaces of different slag corroded samples after corrosion test are shown in Fig. 14.
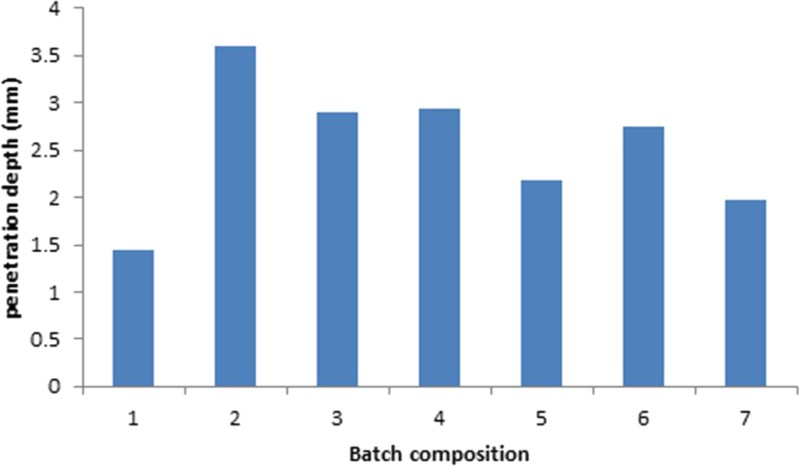
Slag penetration depth of different batches after static corrosion test
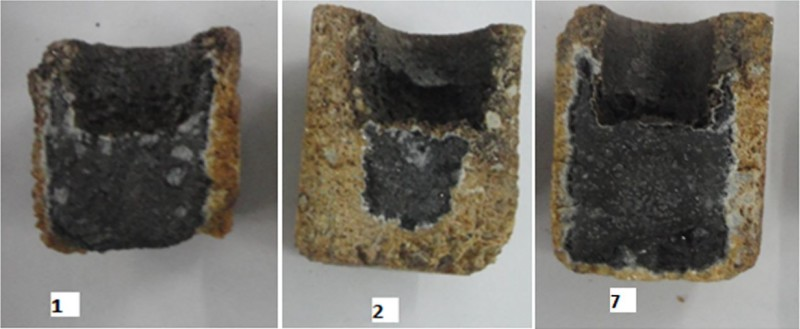
Cut surface photographs of batches 1, 2 and 7 after corrosion
Conclusions
The low carbon containing MgO–C refractories with varying amounts of graphite were prepared by conventional techniques of MgO–C refractory making. Variations of graphite content from 1 to 5 wt-% with (1 wt-%) and without nanocarbon were studied. Density and cold strength values of the low carbon refractories were found to be superior to the conventional ones. Oxidation resistance of the low carbon samples was found to be superior to the conventional composition, and hot strength was found to be improved for the low carbon compositions with varying graphite content and nanocarbon. The formation of in situ ceramic phases like spinel and carbide was found in the matrix phase, which is responsible for such improvements. Corrosion resistance was also found to improve with increasing amount of graphite content for low carbon containing MgO–C refractories.
Footnotes
Acknowledgements
The authors thankfully acknowledge the financial support of the TSD group of DST for supporting the work as sponsored research project (DST/TSG/Ceramic/2011/143). The authors also thankfully acknowledge the support of Mr S. Chakraborty and the staff of Department of Ceramic Engineering, NIT, Rourkela, and support of TRL Krosaki Refractories Ltd, Odisha, for providing raw materials.