
Abstract
It is widely accepted that understanding the kinetics of steelmaking is a complex task, and reliable and validated kinetics models are required for developing successful steelmaking process models. Therefore, as an initial attempt, this paper analyses the applicability of first order kinetics to explain the steelmaking reaction kinetics using the published data in the IMproving Phosphorus Refining research report. The process data for 20 heats in a 6 tonne pilot plant were analysed for the removal of carbon, silicon, manganese and phosphorus using first order kinetics with static and dynamic equilibrium conditions. It was observed that the removal behaviour of silicon closely followed a first order kinetics relationship, while that of carbon only approximately followed a first order kinetics relationship. The removal of manganese did not show a good degree of fit with first order kinetics using static equilibrium condition, but a clear improvement was observed when calculated using dynamic equilibrium condition. In contrast, the kinetics of phosphorus oxidation did not follow any first order relationship.
Introduction
Steel, being a widely used raw material for numerous applications, researchers and manufacturers have been working on improving its production. In the case of oxygen steelmaking, models have been developed to improve process control and productivity. 1–4 These models mostly incorporated statistical researches of industrial data and were used to predict the end blow parameters. 5 In order to predict the behaviour of the parameters over time in a blow, a thorough investigation is essential into the removal behaviours of the impure elements in the converter. Therefore, as a start, the applicability of first order kinetic equation for predicting the kinetics of refining reactions in steelmaking was critically examined in this paper using data from the improving phosphorus refining (IMPHOS) trials, 6 which is the most comprehensive data set available in the literature.
Developing kinetic models in order to capture the actual refining of impure elements as shown in Fig. 1 has been the interest of steelmaking researchers. Among those different kinetics models available in the literature, many modelling efforts are focused on specific reactions that occur in the converter, i.e. decarburisation, desiliconisation, dephosphorisation and demanganisation, due to the obvious differences in removal patterns. Some of these studies have incorporated first order kinetics to approximate the removal behaviour of some refining reactions creating the focus of the present paper.
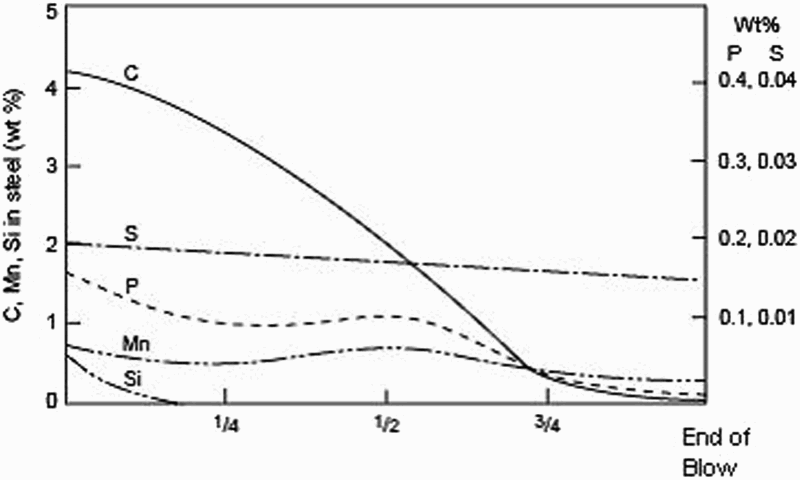
Typical metal composition change during blow 24
Desiliconisation, as a major refining reaction, has gained more attention recently due to increased requirement for reduced amount of slag formed in the process and hence has become a focus for modelling the kinetics. Among those models, the analysis carried out by Ishikawa 7 on hot metal silicon removal revealed that the silicon removal reactions are controlled by the mass transfer in the metal when FeO concentration is < 35 wt-%. In addition, low FeO content in slag and higher levels of agitation were found to be in favour of faster desiliconisation. The thermodynamics calculations and the experiments carried out by Taguchi and co-workers 8 on understanding the desiliconisation and decarburisation showed that the silicon oxidises in preference to carbon and has an overall rate constant one order of magnitude greater than that of decarburisation. However, in some studies including the analysis carried out by Ishikawa, 7 the first order kinetics relationship was used for silicon, manganese and phosphorus refining reactions, while in others including the study by Taguchi et al., 8 the desiliconisation was not assumed to be directly first order.
Decarburisation is also an important refining reaction as it determines certain parameters in steelmaking such as the end carbon content and the temperature. In addition, the gaseous products of decarburisation (i.e. CO2 and CO) provide a high circulation and surface area for refining reactions. The studies conducted by the groups of Diaz and Blanco, 9 Taguchi et al., 8 Matsuura et al. and Nagasaka and Fruehan, 10,11 Shukla et al. 4 and Dogan et al. 12 include in the different models and studies on the decarburisation reaction kinetics. The model developed by Matsuura et al. emphasised the importance of accurate modelling of melting patterns of pig iron, fluxes and scrap in determining the rate and pattern of decarburisation. 10 Diaz and Blanco modelled the decarburisation reaction with a simple mathematical model, which was a combination of diffusional control and kinetic control, 9 and were able to predict the carbon levels in the bath towards the end of the blow. Although the decarburisation was not assumed to be first order in the above models, Dogan et al. and Shukla et al. incorporated the first order assumption for decarburisation in these models. The decarburisation model developed by Dogan et al. 12–14 was successful in predicting the carbon removal rate in the second region of the blow, where the carbon removal rate is high.
The kinetics of phosphorus removal has also gained interest of steelmaking researchers due to the need of more precise control of phosphorus in end products. Phosphorus removal is well known for its dependence on several factors: bath temperature, oxygen potential and slag basicity. The kinetics of dephosphorisation of carbon saturated iron by oxidising slags was studied by Monaghan et al. 15 They found that the rate of dephosphorisation is first order with respect to the phosphorus in the slag, and the rate determining factor is the mass transport in the slag. They could also observe that the maximum rate of the reaction is at intermediate iron oxide content in the slag. First order kinetics to explain the kinetics of dephosphorisation was also used by Nasu and co-workers. 16 The laboratory studies carried out by Manning and Fruehan 17 on the rate of the dephosphorisation reaction, considering mass transfer in both slag and metal were controlling the reaction rate, showed that the mass transfer parameter (kA) decreases with the progress of the reaction and was affected by the interfacial tension, which is a dynamic phenomenon. Since the dephosphorisation is a dynamic process with a high influence from the slag composition, Kitamura et al. 18 investigated the effect of the solid phase slag components (i.e. dicalcium silicate and lime) on the reaction. The proposed reaction model 18 considering the partition of phosphorus between solid and liquid phase in slag predicted the experimental results with a good agreement. The model developed by Ogasawara and co-workers 19,20 on dephosphorisation combined a coupled reaction model and a (FetO) estimation model. The technique of this dynamic control of (FetO) was confirmed in a commercial converter. However, the phosphorus removal reaction is observed to reverse in the middle of the blow, 6 and in that situation, the kinetics of the dephosphorisation reaction has not been quantitatively described successfully in the literature.
Manganese removal kinetics is also affected by temperature, slag volume and composition, and the oxygen potential. Manganese removal behaviour in a combined blowing converter was studied by Takaoka et al. 21 They divided the removal rate into two parts, i.e. reduction and oxidation, and defined separate rate parameters for each part. The experimental studies carried out by Wu and co-workers 22 on manganese removal showed that the rate of the reaction depends on the silicon transfer rate. This observation was explained by considering the electrochemical nature of the reactions between the slag and the metal. The manganese transfer rates calculated by Kawai et al. 23 in their studies explained that the oxidising of manganese was faster than its reducing reaction during the first part of the blow. However, manganese in the slag is observed to reverse to the bath in the latter part of the blow and not to follow a first order kinetic relationship, similar to dephosphorisation.
Although these studies have established that the kinetics of steelmaking reactions are complex, several studies have suggested the use of first order kinetics for explaining those reactions, as discussed early. Ishikawa, 7 in his hot metal desiliconisation analysis, used first order kinetics for silicon, manganese and phosphorus. The decarburisation reaction kinetics studies by Dogan et al. 24 and Shukla et al. 4 also assumed first order kinetics. The studies on dephosphorisation reaction kinetics carried out by Monaghan et al. 15 and Nasu et al. 16 assumed that the dephosphorisation reaction is first order with respect to the phosphorus in the metal.
Therefore, there is a need for further investigations on the applicability of first order reaction kinetics to explain the refining reactions in steelmaking. The complexity of steelmaking kinetics has made the modelling of its kinetics more difficult in a laboratory. As a result, the data obtained from the laboratory experiments are often focused on highly simplified systems that are hard to directly relate to the process. Therefore, in this work, the data set published in the IMPHOS research work was used for investigating the applicability of first order kinetics for modelling the steelmaking reactions in conditions very close to industrial operations.
Overview of IMPHOS research
The most recent pilot plant work published by Millman et al. 6,25 provides a reliable set of data on top blown oxygen steelmaking under plant conditions in a 6 tonne MEFOS converter. It provides data for 20 heats in a pilot plant in which the samples were taken from seven different vertical positions in the vessel at intervals of 2 min. 25 The removal rates of the elements; carbon, silicon, manganese, sulphur and phosphorus were provided with slag height, temperature and lance position data for all the 20 trials for a wide range of slag compositions.
In these trials, oxygen was injected at a constant rate (17 N m3 min− 1) but at varying lance heights. Lime was fed into the furnace during the first 2 min. The metal circulation rate was estimated from the sampling data for three of the heats, as was the detailed chemistry of the metal in the emulsion. The metal component of the emulsion samples were crushed by a hammer mill and then separated magnetically. Standard X-ray fluorescence techniques were used to analyse the slag samples. Inductively coupled plasma was used to analyse the metal components of the emulsion, and spark emission spectroscopy was used to analyse the samples from the metal bath. Optical microscopy and SEM analysis were also carried out for selected samples. 6
Over the 20 trials described, the input molten metal was prepared by melting scrap and pig iron in an electric arc furnace such that the chemistry was designed to approximately be constant for all heats. The final slag chemistry varied significantly with the CaO/SiO2 ratio (‘V’) ranging from 2.27 to 4.67.
Methodology
In top blown oxygen steelmaking, a pure oxygen jet is blown at high velocity from the top of the converter on to the bath from some distance above the bath. The impact of this jet causes its area of impact to rise in temperature due to intense exothermic oxidation of iron and other elements. Simultaneously, in this region, splash is created, and droplets are thrown into the emulsion creating more interfacial area for reactions. 26 The regions that are formed in the top blown converter are shown in Fig. 2.
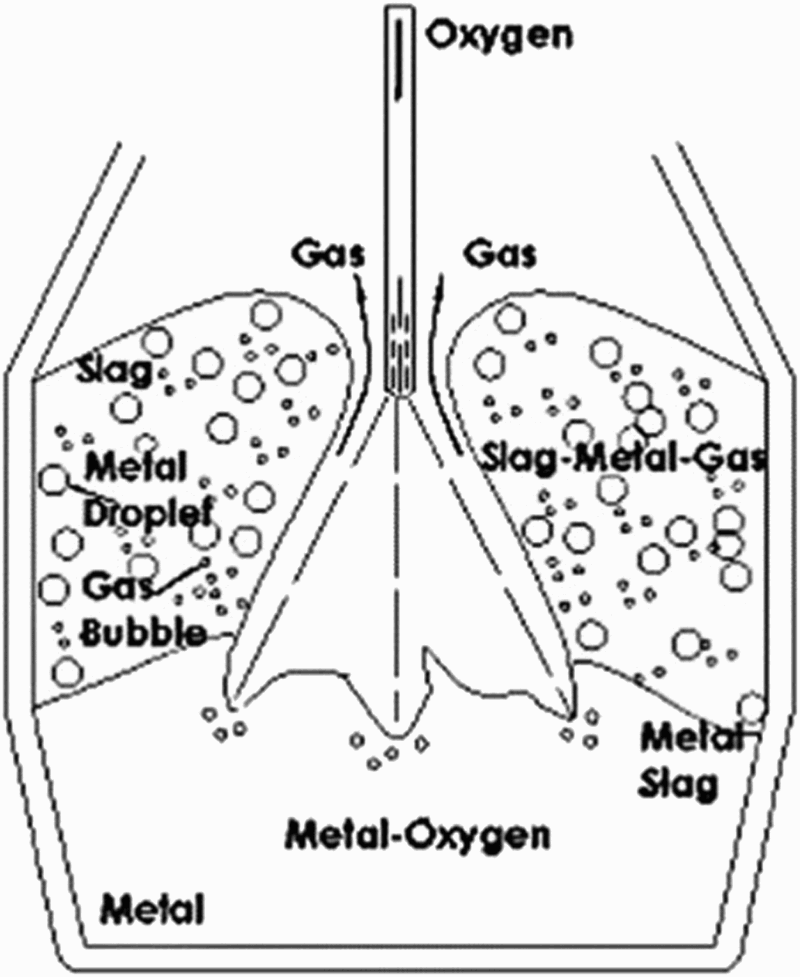
Schematic representation of regions in steelmaking converter 24
Oxygen is dissolved in the molten metal from the injected jet at the surface of the impact area and oxidises iron and other elements: silicon, manganese, phosphorus and carbon.
Decarburisation produces CO and CO2 and the products of other oxidising reactions (i.e. FeO, SiO2, MnO and P2O5) form the slag, which then supports further refining through reactions between the slag and the metal.
Some of the important refining chemical reactions occurring in the converter can be listed as follows 26
[CO]+[O] = CO (g)
Fe+[O] = (FeO)
[Si]+2[O] = (SiO2)
[Mn]+[O] = (MnO)
2[P]+5[O] = (P2O5)
CO (g)+(1/2)O2 (g) = CO2(g)
First order reaction kinetics with static equilibrium condition
The knowledge of the reaction kinetics is essential in predicting the intermediate compositions of the metal and slag phases over time during the process achieving the equilibrium. 27
In steelmaking, due to high temperatures, it can be assumed that the reaction rates are governed by (the rate limiting step) mass transfer as a first approximation. Even though it is known that decarburisation kinetics follows more complex relationships, this simple assumption was used to start our analysis in this paper. Therefore, the Fick's first law of diffusion was used to predict the reaction kinetics in steelmaking. The law states that the diffusion of the species is proportional to the concentration gradient of the species
24
and can be expressed as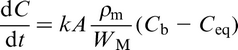
In the IMPHOS report, data on the removal rates of elements, carbon, silicon, phosphorus, manganese and sulphur, are provided with time for each blow. From these data, the composition of the metal at selected time steps were extracted for above elements in weight percentages and were used for the calculation of reaction kinetics.


Calculation results for carbon, silicon, manganese and phosphorus with static equilibrium values
The analysis was performed with the following assumptions:
C
0: the initial values used for the calculation were the weight percentage values provided as the hot metal analysis (Table A2-1, Appendix 2 in Ref. 6)
C
eq: the equilibrium values used for the calculation were the weight percentage values provided as the turn down steel analysis (Table A2-3, Appendix 2 in Ref. 6) ρm: density of the metal was the density of liquid steel 7030 kg m− 3.
a carbon removal kinetics (heat S1839) and b carbon removal kinetics (heat S1841)
a silicon removal kinetics (heat S1838) and b silicon removal kinetics (heat S1839)
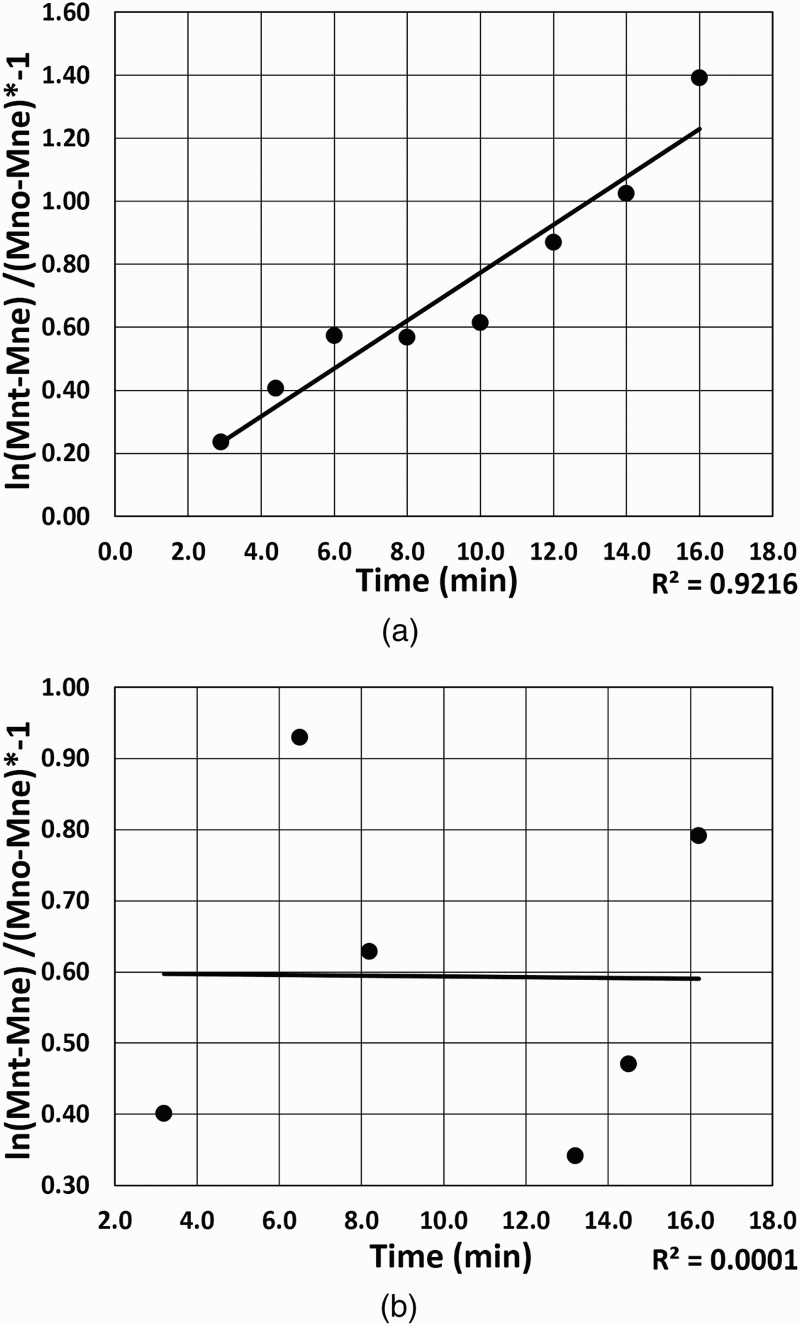
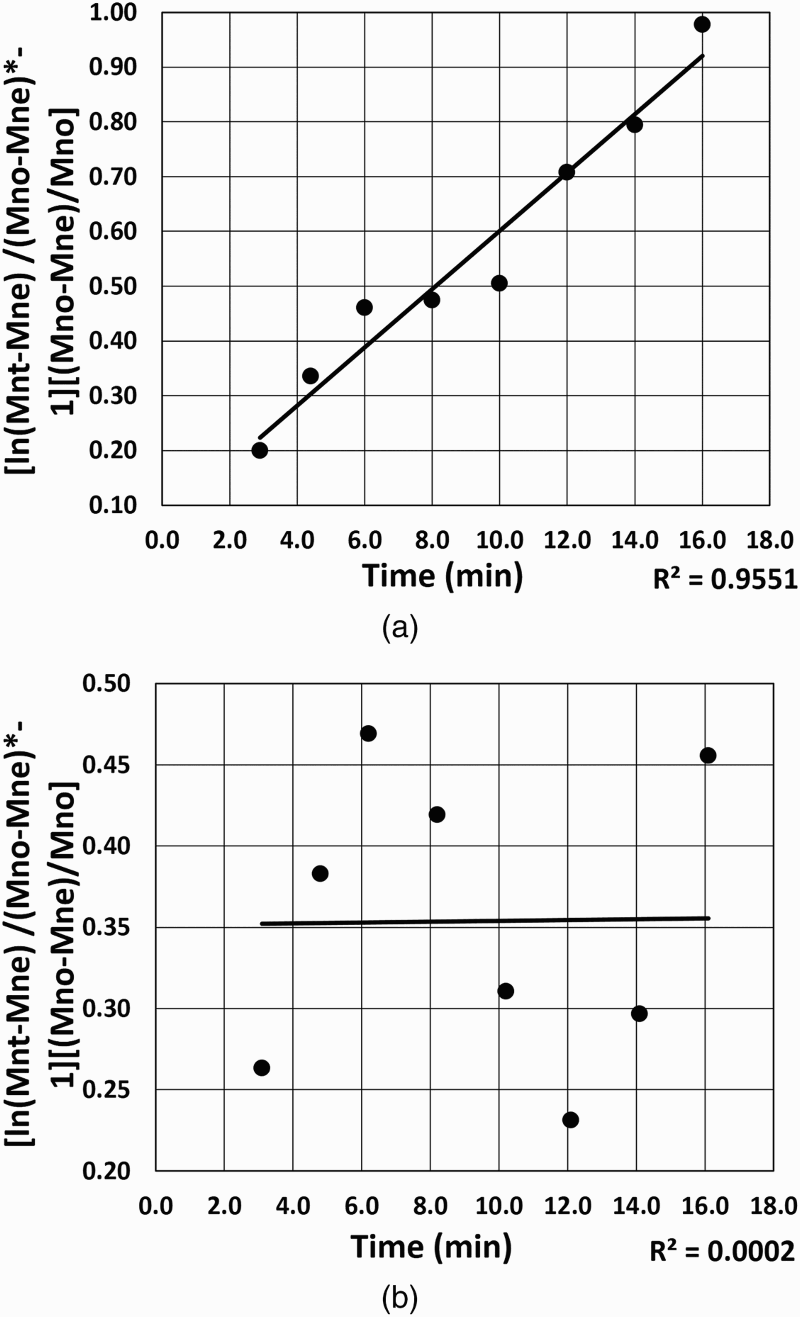
a manganese removal kinetics (heat S1840) and b manganese removal kinetics (heat S1828)
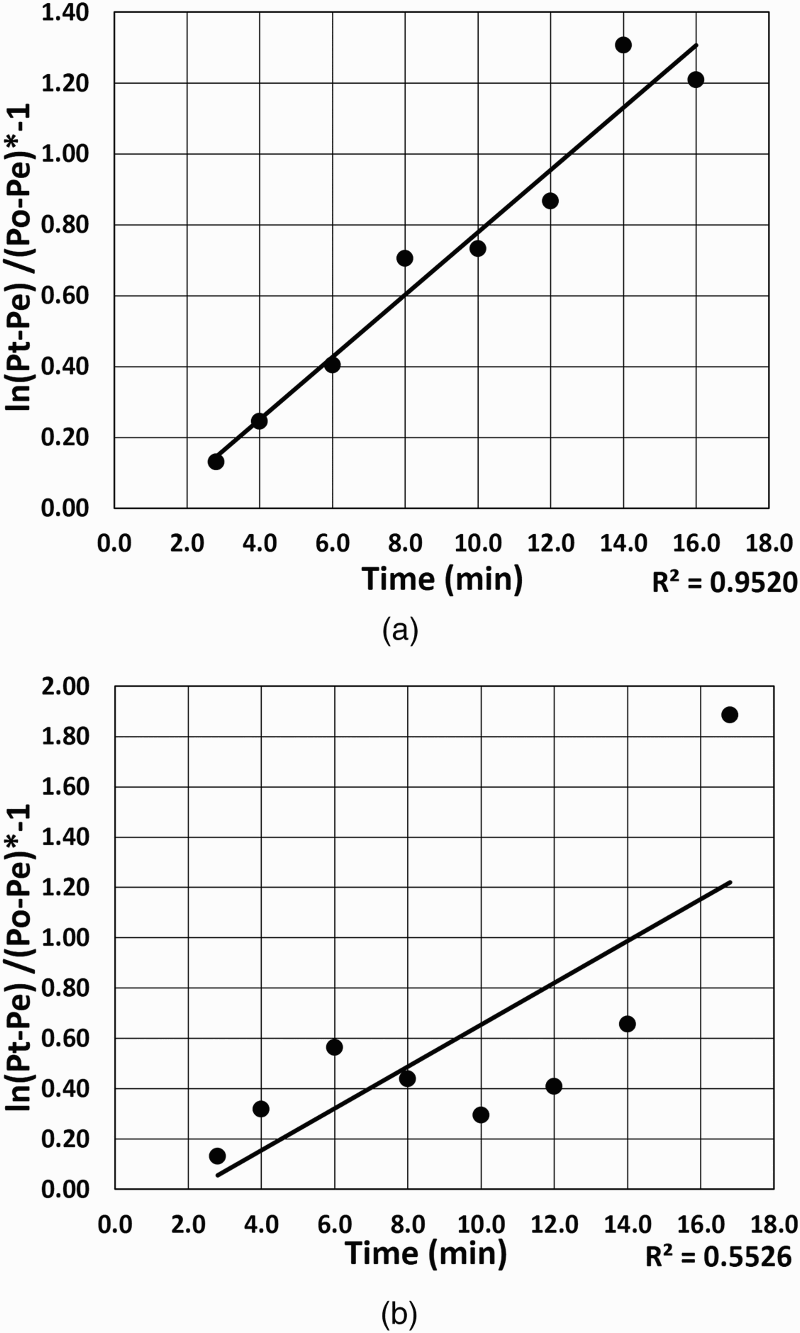
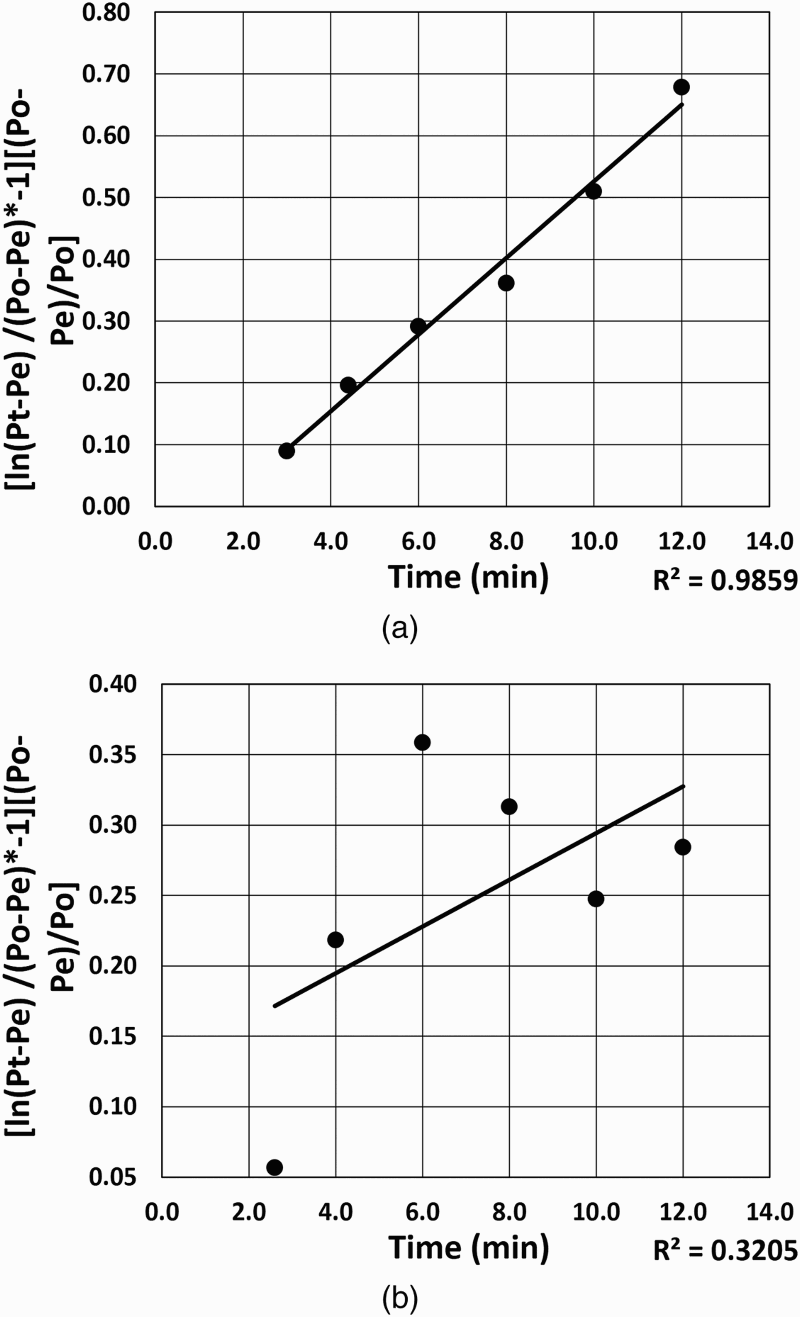
a phosphorus removal kinetics (heat S1841) and b phosphorus removal kinetics (heat S1845)
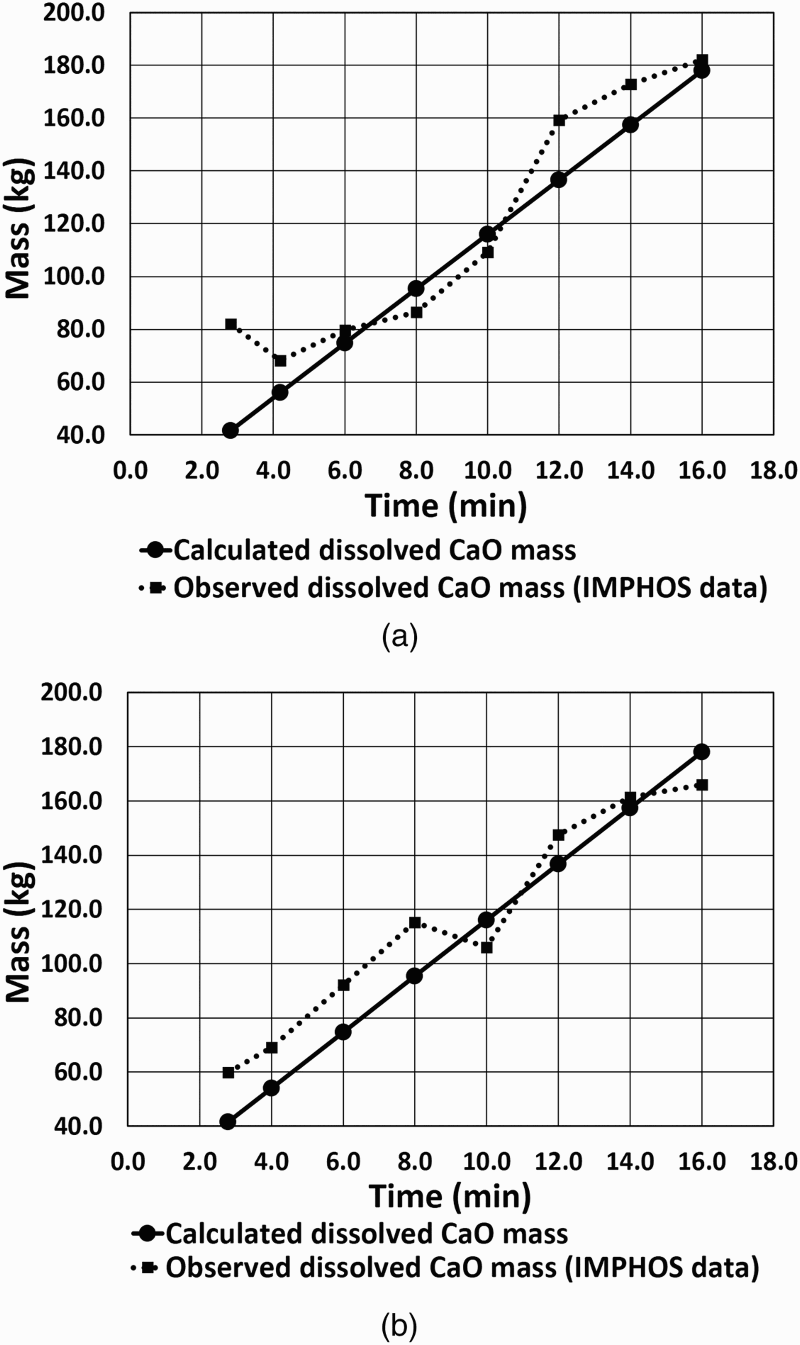
a CaO dissolution kinetics (heat S1838) and b CaO dissolution kinetics (heat S1841)
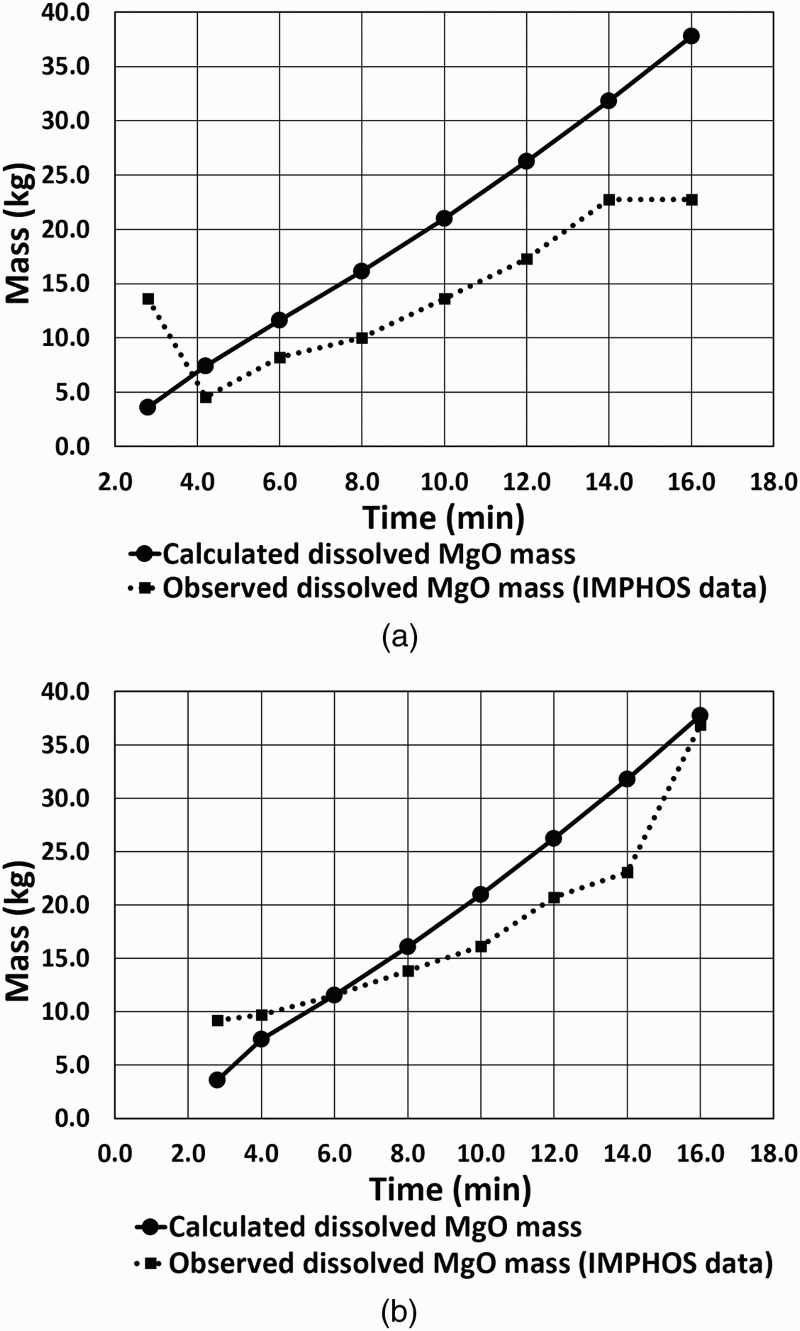
a MgO dissolution kinetics (heat S1838) and b MgO dissolution kinetics (heat S1841)
The following Figs 3–6 show selected two plots (the first and the last in the ascending order of degree of fit to the regression line of 20 heats respectively) for the removal behaviour of each element.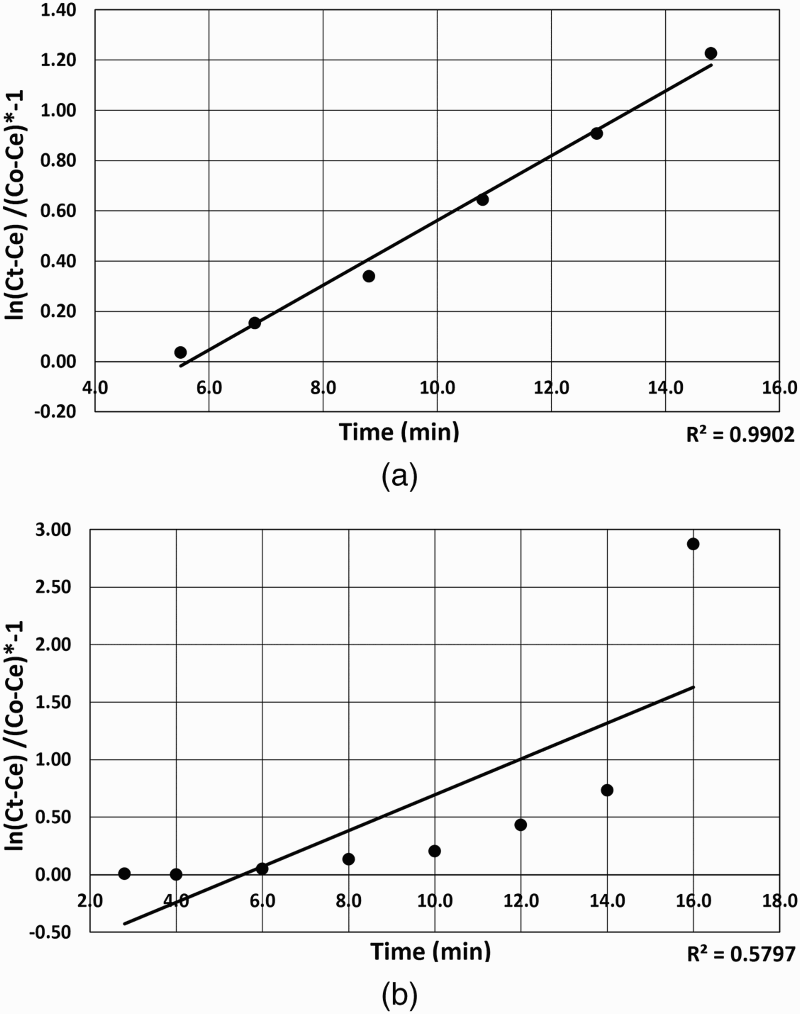
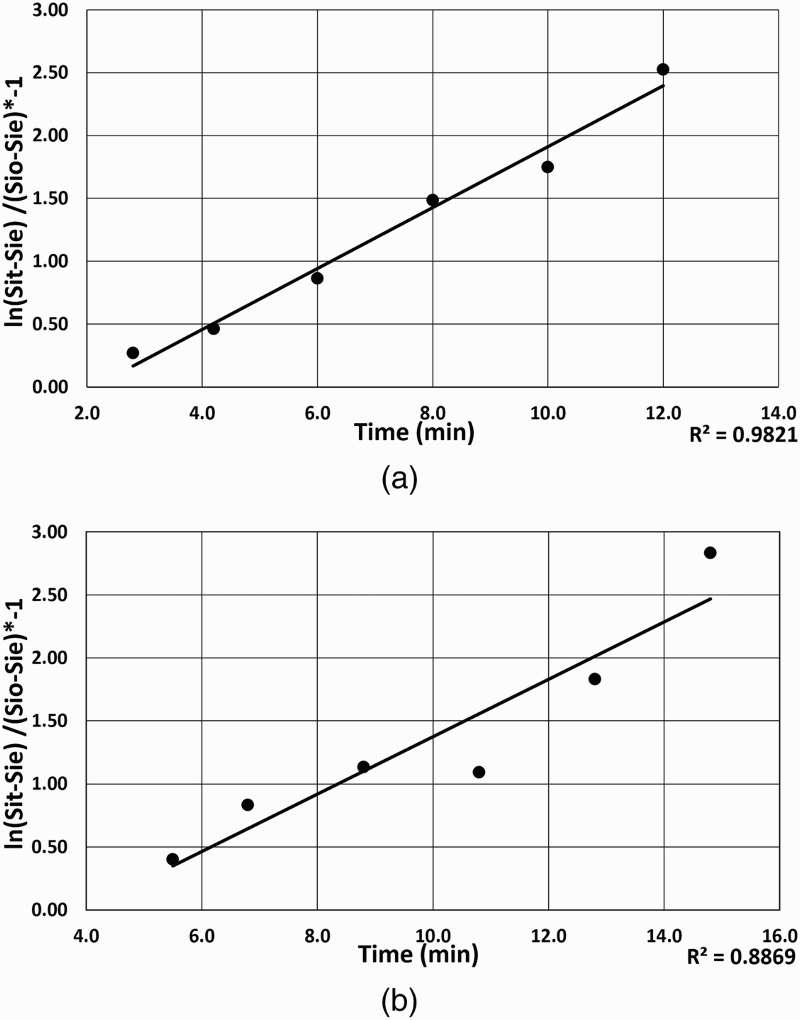
By observing the resultant graphs for each element's removal behaviour in each heat, it is evident that the first order kinetics with the final weight percentages as the equilibrium values (i.e. static equilibrium conditions) can be used to approximate the removal kinetics of silicon and carbon. In general, the data points for these two elements show a good fit with the linear regression line.
The removal behaviour of carbon showed a coefficient of determination (R 2) between 0.99 and 0.58, in all the 20 heats, where 60% of them showed an R 2 value of 0.80 or more. For silicon the R 2 value varied between 0.99 and 0.89, of which 95% showed R 2 values of >0.90 among the 20 heats.
The behaviour of manganese and phosphorus removal did not show a good fit to the linear relationship compared to that of silicon and carbon. When analysing the heats for manganese, some heats were not used due to restrictions in calculating the logarithmic values of available data. Therefore, only 12 heats were analysed, and R 2 value variation was between 0.92 and 0.0001. Only 25% of the 12 heats had R 2 value of 0.7 or more. But for phosphorus, all the 20 heats were analysed, and R 2 values varied between 0.95 and 0.55, where 75% of the heats were with 0.7 or more R 2 values.
Obviously, the reason for this observation is the heavy dependence of the driving forces of removing manganese and phosphorus from the metal to slag, on the dynamic composition of the metal bath. Phosphorus particularly has a tendency to remove with the availability of low temperature, high oxygen potential and high slag basicity. 15 The chemical composition of the metal bath is altered dynamically with dissolving lime (CaO), dolomite (MgO) and scrap, simultaneously with the formation of oxides of Si, Fe, P and Mn. Therefore, for manganese and phosphorus, calculating the equilibrium values as a function of the metal bath chemical composition at each time step was the next stage of analysis (i.e. analysis with the dynamic equilibrium condition).
Addition of recycled converter slag (RCS)
In the IMPHOS work, 30 kg RCS was added at the start of each blow. The composition of a typical converter slag is given in Table 2. (The composition was assumed to be the average turndown slag analysis of 20 heats: Table A2-4, Appendix 2 in Ref. 6). The composition of the slag is altered by the dissolution of the added RCS. The added quantity of RCS was assumed to dissolve instantly into the metal bath at the start of the blow.
Composition of typical RCS
Flux dissolution
In oxygen steelmaking, calcium oxide (CaO) and magnesium oxide (MgO) are added as flux into the metal bath. Dolomitic lime, containing MgO, is added mainly to saturate the slag with MgO for protecting the refractories of the furnace from dissolving into the slag, while added CaO maintains the sulphur and phosphorus capacity of the slag. 28 Flux dissolution has also become a major interest of the steelmaking researchers due to above reasons as well as due to its contribution to flux the impurities such as phosphorus and silicon from the bath. Thus, it is important to have a proper understanding on dissolution of flux with a proper model. 29 The available literature on developed models on flux dissolution include the studies carried out by Satyoko and Lee, 30 Hamano et al., 31 Yang et al., 32 Liu et al. 33 and Dogan et al. 29
The study by Satyoko and Lee 30 involved an analysis of dissolution mechanisms of dolomite and doloma in a basic oxygen furnace slag, while Hamano et al. 31 carried out experimental studies to measure the dissolution rates of solid lime into several kinds of slags [i.e. FetO–CaO–SiO2–X (X = CaF2, CaCl2, Al2O3 and B2O3)], at different hot metal temperatures. The experimental work carried out by Yang et al. 32 focused on studying the effect of lime particle size on flux dissolution behaviour using four kinds of lime containing fluxes, and observed that by decreasing the lime particle size, the dissolution of lime can be improved. This observation was further proved by the model developed by Dogan et al. 29 for calculating the dissolution rate of added fluxes.
Although it is established that the dissolution of fluxes in steelmaking slags are complex, in this calculation, CaO was assumed to dissolve linearly at a rate of 11.2 kg min− 1 throughout the blow as a starting point for our calculation. In the IMPHOS trials, dolomite was added only for two heats. Therefore, in this calculation, the dissolution of dolomite is neglected for all the heats. MgO was assumed to add to the bath through the dissolution of lime according to the composition in Table 3. When determining the dissolution behaviour of CaO and MgO in the metal bath, the quantities of those compounds brought in by the added RCS and lime were also taken into account.
Composition of added lime (Table A4-1, Appendix 4 in Ref. 6)
The calculated dissolution kinetics of CaO and MgO in the metal bath with time was plotted against those observed in the IMPHOS plant trials for selected two heats. According to the figures, the actual observations on CaO and MgO dissolution can be approximated to a near linear behaviour. Therefore, the assumed dissolution correlations were used in the present analysis.
Scrap melting
Scrap is added to the converter at the start of the blow to the metal bath as a major source of iron. Basically, the scrap consists of recycled iron or steel. 28 Melting of the added scrap is an important factor in the steelmaking process because the energy consumption and the furnace productivity are affected considerably by the extent of scrap melting. 34 Scrap melting rate is believed to be dependent on the heat and mass (especially carbon) transfer between liquid and solid phases in the bath. Researchers have studied the scrap melting rate for different geometries and have developed semiempirical relationships considering both mass and heat transfers. 24,34–36 However, in the present study, a simplified linear approximation of the model proposed by Dogan et al. 24 was used as a starting point for the calculation.
The composition of the scrap added was assumed to be similar to the average composition of turndown steel analysis for 20 heats provided by the IMPHOS report (Table 4).
Composition of scrap added (Table A2-3, Appendix 2 in Ref. 6)*
Rate of change of scrap thickness = 1.8 × 10− 4 m s− 1; according to the data used by Dogan et al. 24 ; area of scrap/liquid interface = 5.4 m2; density of scrap = 7200 kg m− 3; scrap weight change = 7200 × 1.8 × 10− 4 × 60 × 5.4 kg min− 1 ≅ 420.0 kg min− 1; area of scrap/liquid interface in IMPHOS converter = 1.41 m2.ThereforeScrap weight change = 7200 × 1.8 × 10− 4 × 60 × 1.41 kg min− 1 ≅ 110.0 kg min− 1
Explanation of reaction kinetics of iron with oxygen balance
Post-combustion ratio (PCR)
Post-combustion in the steelmaking process refers to the combustion of CO to CO2 releasing more heat compared to that produced in the formation of CO from carbon. This generated heat helps the process dynamics. Post-combustion ratio is the variable that represents the post-combustion extent in the converter through an analysis of the off-gas, which is expressed as follows:
37

Oxygen balance
The behaviour of iron in the metal bath cannot be predicted with the use of first order kinetics as used for the other elements. Since the kinetics of manganese and phosphorus and the dissolution of lime in the metal bath are controlled by the amount of iron oxide in the slag, 38 the kinetics of iron has to be calculated as accurately as possible. For that, the method of oxygen balance was used. 20
The following assumptions were made during the analysis of the 20 heats: Weight of the hot metal input was assumed to be the hot metal input (Table A2-2, Appendix 2 in Ref. 6). Total weight of the molten metal bath was the sum of the hot metal input and the weight of the scrap dissolved at the time step. Post-combustion ratio for each heat was calculated according to the procedure explained in the previous section for each time step. The weight of the slag was assumed to be the total weight of the slag components.
Calculation of mass of FeO formed:
Oxygen flowrate = 24.3 kg min− 1
O2 used by Fe (O2,Fe) = (24.3 kg min− 1 × t) (kg) − (O2 used by carbon+O2 used by silicon+O2 used by manganese+O2 used by phosphorus+O2 used by carbon monoxide) (kg)
where t is the magnitude of time step (min)

Dynamic composition of slag
In order to determine the dynamic composition of slag, the weights of oxides produced at each time step were calculated for each element (C, Si, P and Mn) simultaneously with the calculation of flux and RCS dissolution and scrap melting.
Weight of oxides produced in metal bath:



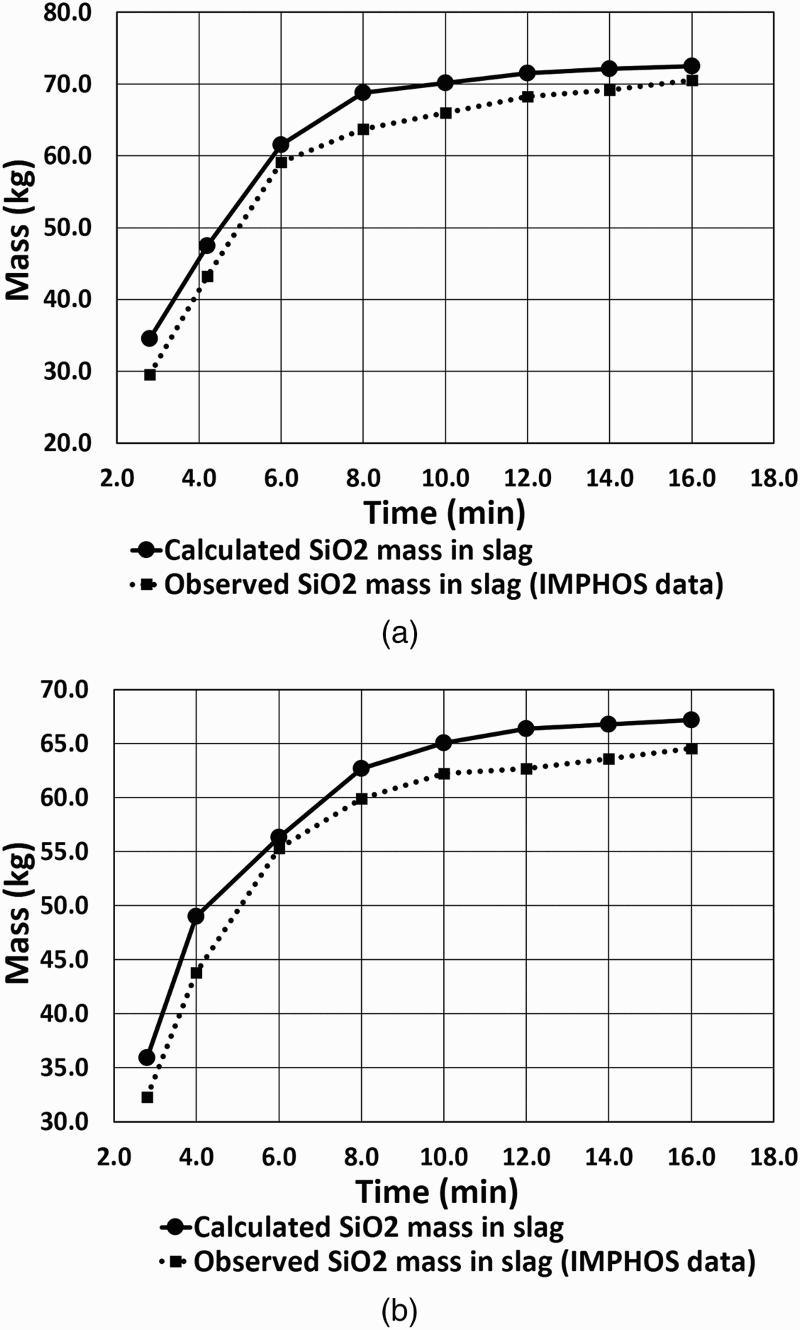
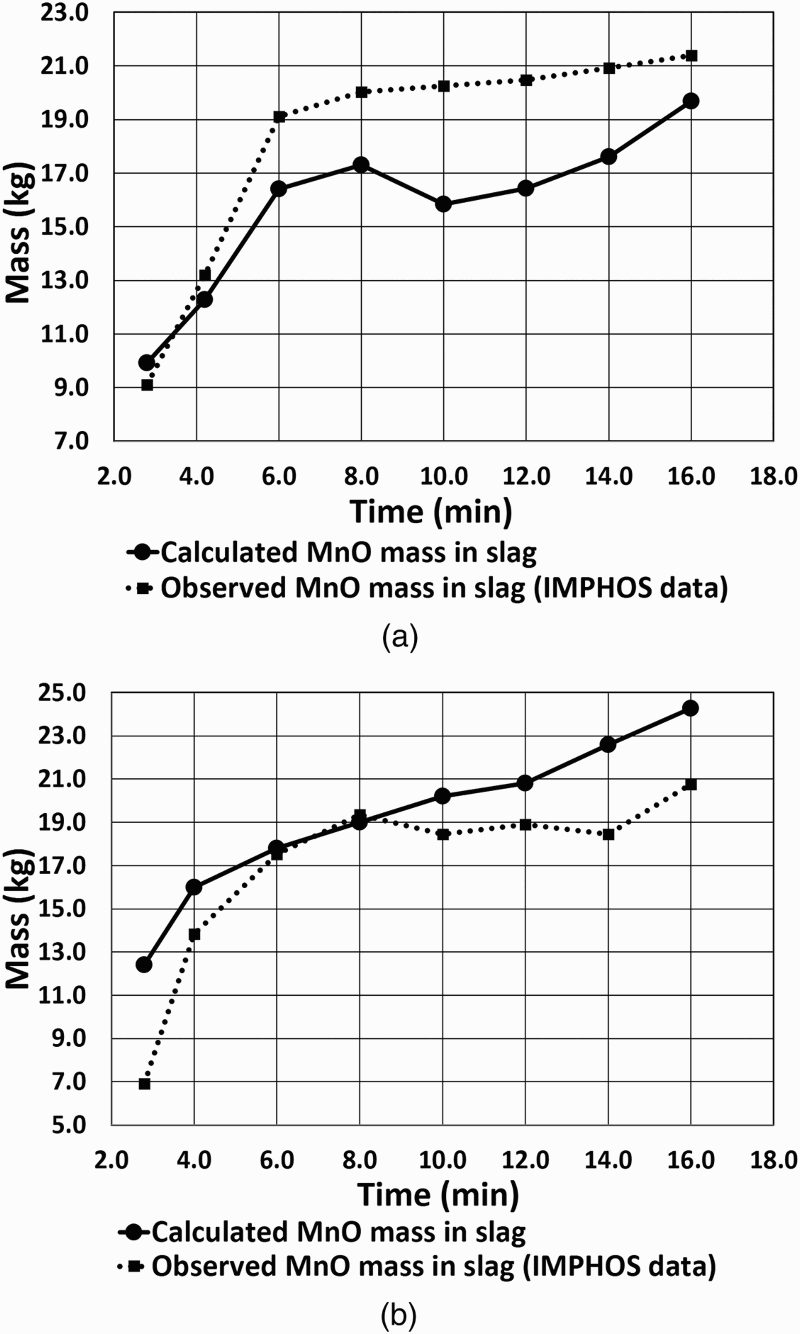
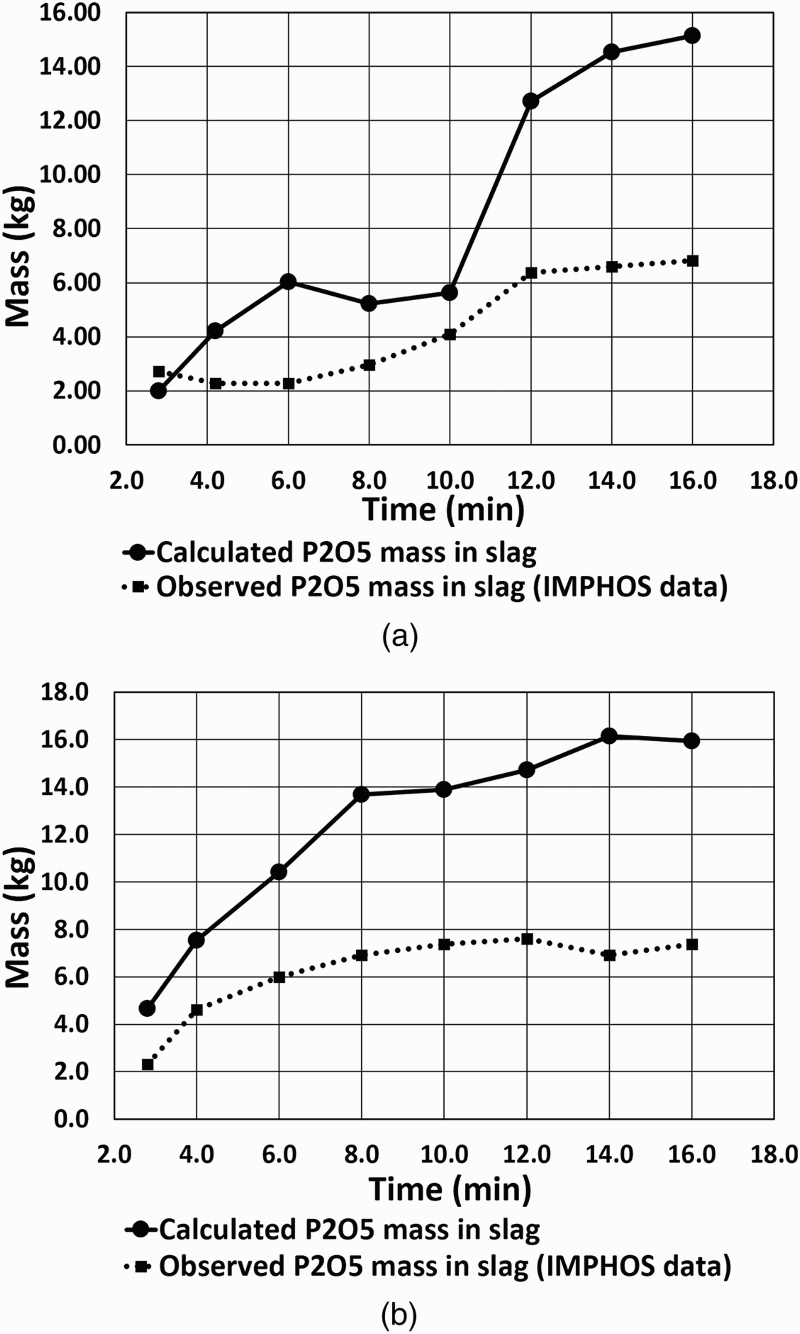
Since the observed data on slag composition are limited to 13 heats in IMPHOS, the dynamic composition was calculated only for those heats. Figure 9 represents the FeO in slag, where the curve fitting was carried out as explained in the earlier section (i.e. in the section on ‘Post-combustion ratio (PCR)), by changing the PCR values, to approximately calculate the observed FeO amounts. With that procedure, the SiO2 amount in slag could be calculated with an error < 5 kg in total (Fig. 10). The calculated composition of MnO was approximately similar to that observed, with an error of ∼5 kg towards the end of the blow (Fig. 11). Although the calculated P2O5 was overpredicted with almost double the mass at the end of the blow, it followed a similar trend to that of the observed values (Fig. 12).
a FeO in slag (heat S1838) and b FeO in slag (heat S1841)
a SiO2 in slag (heat S1838) and b SiO2 in slag (heat S1841)
a MnO in slag (heat S1838) and b MnO in slag (heat S1841)
a P2O5 in slag (heat S1838) and b P2O5 in slag (heat S1841)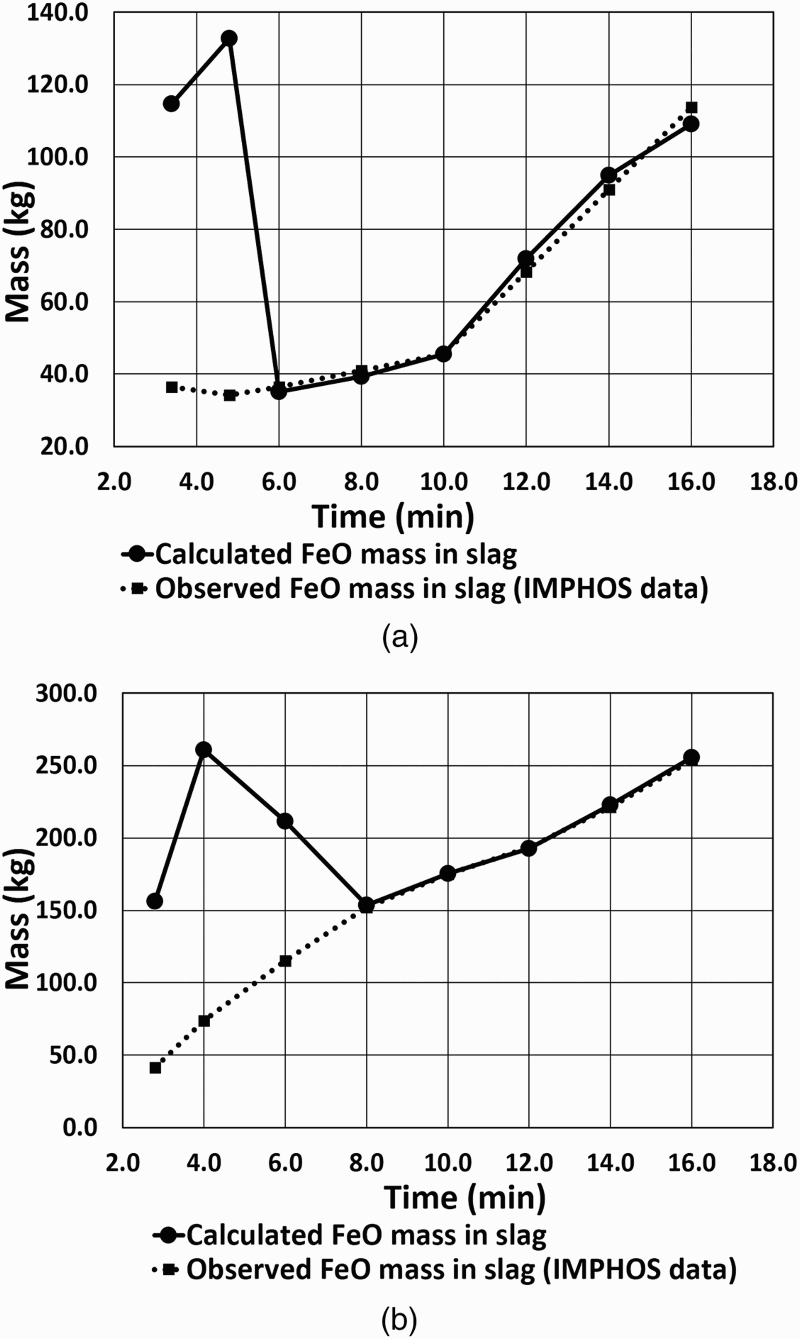
First order reaction kinetics with dynamic equilibrium values
The attempt to predict the removal behaviour of the elements using the first order reaction kinetics with the static equilibrium condition was successful only for carbon and silicon, not for manganese and phosphorus. Therefore, the next stage of the analysis was to use the dynamic equilibrium condition in order to account for the dependence of the removal kinetics of manganese and phosphorus on the dynamic composition of the slag.
The first step for determining the dynamic equilibrium values was to find the dynamic composition of the slag of which the calculation procedure is shown in the section on ‘Dynamic composition of slag’. With the available slag composition data relevant to each time step, the dynamic equilibrium values for manganese and phosphorus were determined according to the following relationships found in the literature.
In the present study, the following relationship on manganese equilibrium between slag and the metal bath, reported by Morales and Fruehan,
39
was used. It was developed for a slag system CaO–MgO–SiO2–Al2O3–P2O5–Fet, O–MnO ( < 4 wt-%), which is approximately similar to the slag produced in IMPHOS and is a relatively simple relationship to start the calculation.


The phosphorus equilibrium between slag and the metal bath relationship used in the present study was reported by Manning and Fruehan,
17
and although it includes the effect of all the slag components, the effect of CaF2 and the higher oxidation of Fe was not considered in the calculation.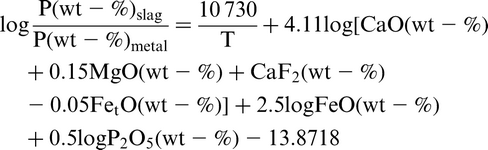
Then, for the plotting purpose, equation (2) was rearranged as follows

Then, the plots were used in the analysis of suitability of the first order removal kinetics for predicting the behaviour of manganese and phosphorus.
In the comparison of manganese removal kinetics with the first order reaction kinetics with dynamic equilibrium conditions, the coefficient of determination (R 2) varied between 0.95 and 0.0002. At this stage also, due to restrictions in calculating the logarithmic values of the data available, four heats were neglected from the analysis. Among the remaining nine heats, 44% showed a R 2 value >0.80, while the rest of heats had a R 2 value < 0.5.
When analysing the behaviour of phosphorus removal, due to the same restriction in calculation as for manganese, the evaluation was carried out only up to 12 min into the blow for 11 heats. Here, the R 2 value showed a variation between 0.92 and 0.08. Among the available 11 heats, 90% showed a R 2 value >0.6.
The constant of multiplication of the mass transfer coefficients (km) and interfacial area (A) for phosphorus and manganese were calculated for each heat (Table 5).
Calculation results for manganese and phosphorus with dynamic equilibrium values*
NC: not calculated due to restrictions in calculating the logarithmic of negative values.
Analysis of dephosphorisation kinetics
Kinetics of phosphorus oxidation is a complex process due its non-equilibrium nature of the reaction at slag/metal interface. Therefore, the equilibrium driving force (Pb − Pi) for the reaction, which is the difference between the bulk Pb and interface concentration Pi changes with time. In the present work, the equilibrium phosphorus was compared with the measured phosphorus in the bulk of the metal to investigate the effect of equilibrium driving force on nature and direction of the reaction in oxygen steelmaking process. It was assumed that the reactions at the interface are instantaneous and equilibrate at any time, and the concentration at the interface was assumed to be the equilibrium concentration. The equilibrium concentration of phosphorus was calculated according to phosphorus partition ratio given in equation (11).
a comparison of measured phosphorus with equilibrium value (heat S1830) and b model prediction of phosphorus with order of reaction (n = 0.8, 1and 1.2) (heat S1840)
a comparison of measured phosphorus with equilibrium value (heat S1840) and b model prediction of phosphorus with order of reaction (n = 0.8, 1and 1.2) (heat S1840)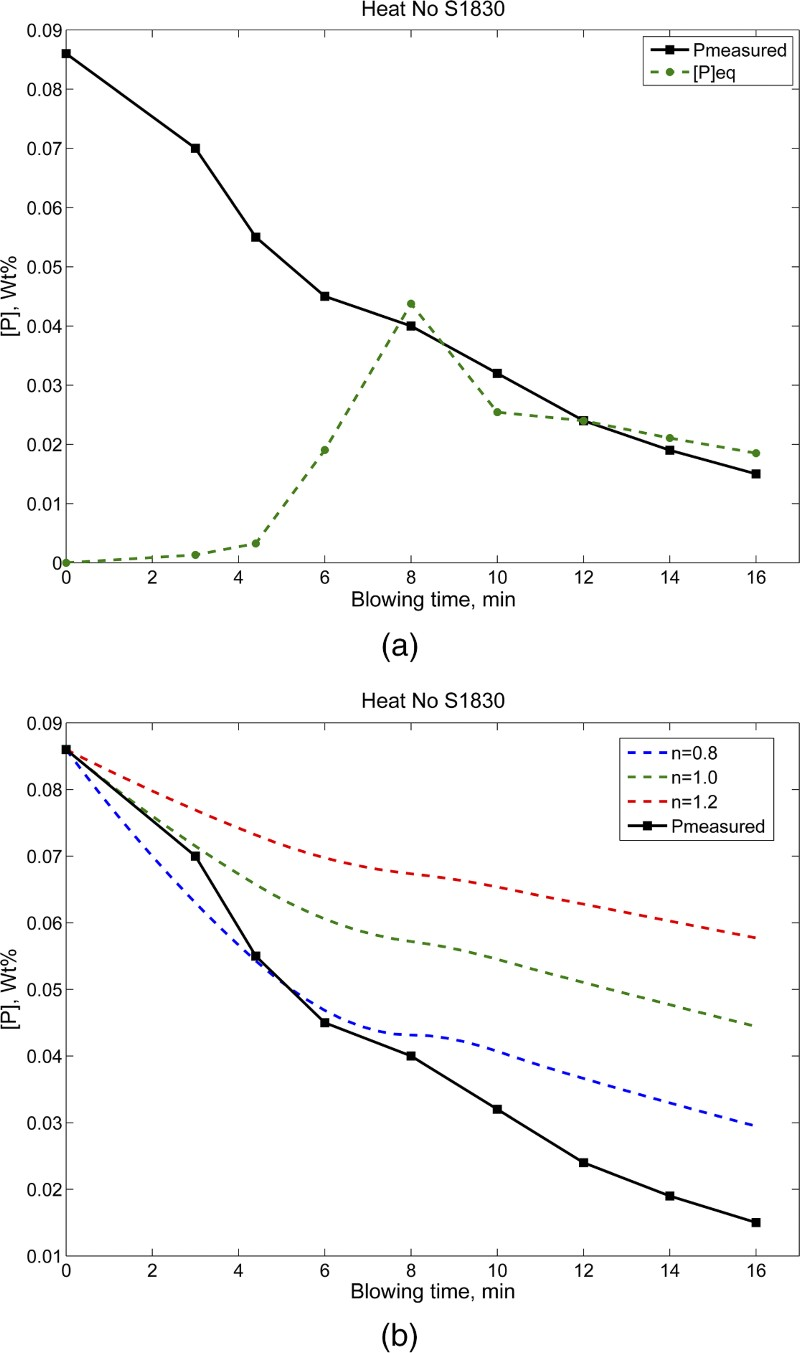
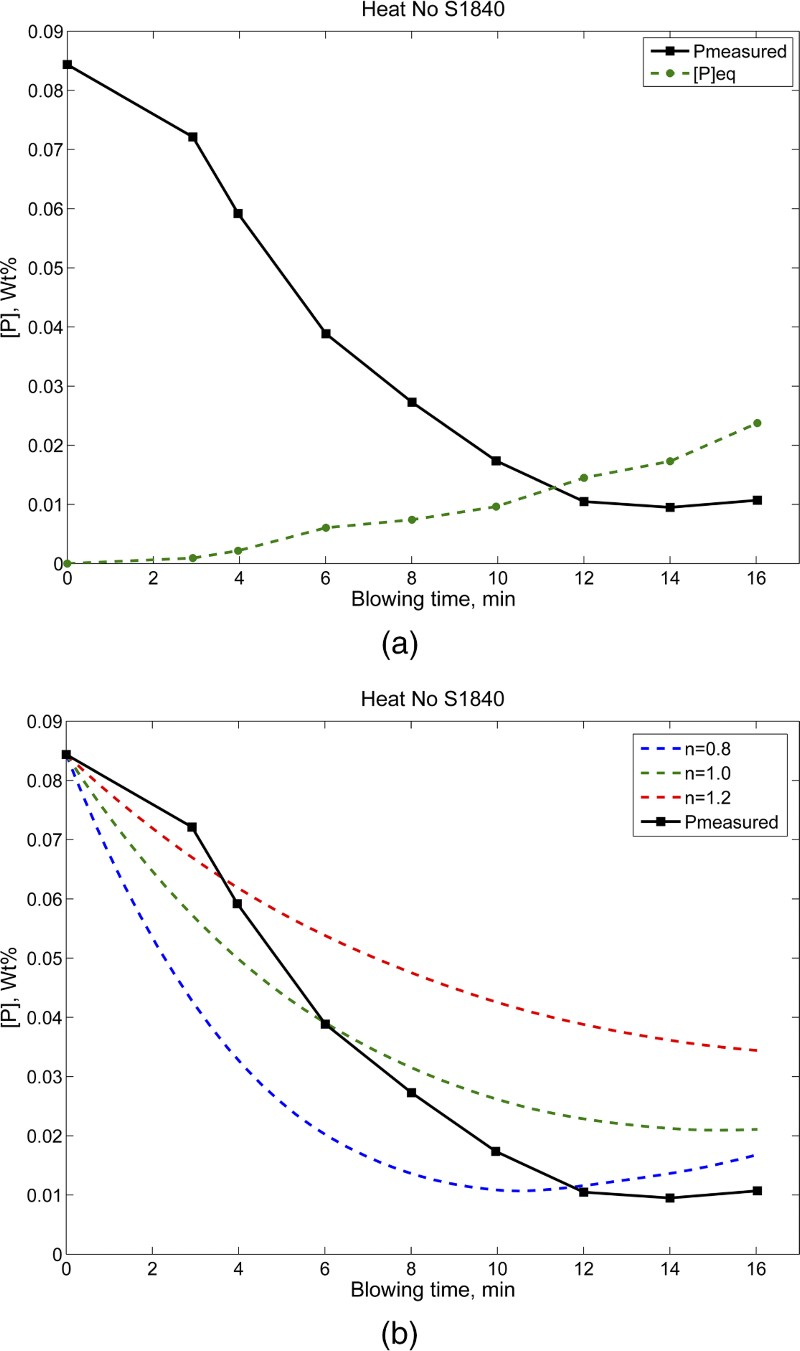
Figs. 13a and 14a show the comparison of measured phosphorus in the bath with the equilibrium phosphorus value with two different IMPHOS heats. In both the cases, it was observed that driving force for phosphorus reaction during early part of the heat is very high, which resulted in high phosphorus removal rate. As seen from Fig.13a , Pe exceeds the actual phosphorus at ∼8 and 12 min of blowing time. At this point, shift in reaction direction is expected to occur, and direction of flux associated with the reaction favours from slag to metal. However, no reversion in the phosphorus curve was observed. Similar finding was observed in heat no. 1840 (Fig.14a ), where no reversion of phosphorus was found in the actual measurement due to change in equilibrium driving force.
Further, a kinetic model for dephosphorisation was developed to predict instantaneous phosphorus concentration of metal bath during blowing period. The dynamic value of equilibrium concentration Pi was calculated based on the slag compositions predicted from the slag generation model. The rate constants used for the calculation is assumed to be same as calculated by fitting the first order rate equation, which is shown in Table 5. In addition, the order of the reaction was varied from n = 0.8, 1 and 1.2 to observe the effect of the order of reaction on kinetics of phosphorus removal profile. As seen from Figs. 13b and 14b , as the value of n is increased, the rate of phosphorus removal becomes slower and the dynamic phenomena associated with the nature of the curve disappears and curve tends to becomes more linear. In heat S1830, the model prediction is close to the measured value of phosphorus at early part of the blow. Similarly in heat S1840 with first order rate equation (n = 1), the predicted value for phosphorus is closer to the measured value during initial and final period of blow. However, one important point to be observed is that none of the predicted curves were able to capture the dynamic phenomena such as slowdown of phosphorus rate or reversion of phosphorus from slag to metal completely. Similar observations were frequently observed in other IMPHOS heats under investigation.
Therefore, it is observed from the IMPHOS heats analysis that neither the equilibrium driving force nor the order of reaction could explain the direction of reaction and its dynamic behaviour during the process completely.
Discussion
As outlined in the section on ‘Introduction’, the applicability of first order kinetics to explain the removal behaviour of impure elements in steelmaking was studied in this paper. In this analysis, two different equilibrium concentrations were calculated to be used in the first order kinetics equation, i.e. static equilibrium and dynamic equilibrium, as explained in the section on ‘Methodology’.
As illustrated in Figs. 3 and 4, first order kinetics using the static equilibrium conditions can be used to predict the removal behaviour of silicon accurately and that of carbon approximately Manganese and phosphorus did not show a reasonable agreement with the first order kinetics using static equilibrium conditions as shown in Figs. 5 and 6. In this part of the analysis, the following observations were made on the removal behaviour of carbon, silicon, manganese and phosphorus.
a manganese removal kinetics (heat S1840) and b manganese removal kinetics (heat S1832)
a phosphorus removal kinetics (heat S1830) and b phosphorus removal kinetics (heat S1844)
The removal behaviour of carbon showed a coefficient of determination R 2 between 0.99 and 0.58, in all the 20 heats, where 60% of them showed a R 2 value of 0.80 or more. For silicon, the R 2 value varied between 0.99 and 0.89, of which 95% showed a R 2 value of more than 0.90 among the 20 heats. R 2 value variation for manganese was between 0.92 and 0.0001; only 25% of the 12 heats analysed had R 2 value of 0.7 or more. The R 2 value variation for phosphorus was between 0.95 and 0.55, where 75% of the heats were with 0.7 or more R 2 values.
As expected from the previous studies, the first order kinetics using the static equilibrium conditions were capable of predicting the removal of those elements with minimal effect from factors including the slag composition and temperature (i.e. carbon and silicon), but were incapable of predicting the others. Therefore, the analysis was extended to use dynamic equilibrium conditions in the first order kinetics equation in analysing manganese and phosphorus removal behaviour.
For manganese removal kinetics, the R 2 values varied between 0.95 and 0.0002 as shown in Fig. 15, and more than 38.5% of heats showed R 2 >0.80. For phosphorus, as shown in Fig. 16, the variation of R 2 for the 13 heats was 0.90–0.013, with ∼38.5% of heats showing >0.70 R 2 value.
While analysing the kinetics of phosphorus reaction with dynamic equilibrium concentration and with varying the order of reaction, it was appeared that neither of the above two factors are able to explain the transient behaviour of phosphorus concentration in bath completely. It is well established that dephosphorisation reaction primarily takes place at ejected metal drop resulting from high speed oxygen jet and slag interface in slag–metal emulsion. As these droplets are smaller in size and becomes bloated due to rapid decarburisation, a high interfacial area as high as 100 times more than the actual bath area gets available for the reaction. 40–42 Further, the recent finding by Assis et al. 43 showed that, due to rapid transfer of surface active elements such as oxygen across the metal drop and slag interface, the drop gets emulsified and increases its surface area. Therefore, the rate parameters such as instantaneous area, volume, residence time and mass transfer coefficient associated with the kinetic equation of phosphorus vary significantly, and it would be inaccurate to study the kinetics of dephosphorisation without taking into account of the transient behaviour of these variables.
Although it was expected that first order kinetics using dynamic equilibrium conditions would improve the results, a slight improvement was observed in the manganese removal behaviour analysis, but no comparable improvement was observed in that of phosphorus. However, the limitations of the calculation worth notifying, as incorporation of more rigorous relationships for calculation of FeO, PCR and flux and scrap dissolution in slag over time may improve the results for manganese and phosphorus.
Conclusions
Although it is well established by previous research that the kinetics of steelmaking reactions are complex, several attempts to approximate those kinetics using first order reaction kinetics were reported in the literature. Most of those studies were limited to laboratory scale and had limitations when applied to the plant scale. Therefore, in the present study, applicability of first order kinetics to explain steelmaking reaction kinetics have been analysed based on industrial trial by IMPHOS. The findings of the analysis are as follows. First order removal kinetics with static equilibrium conditions can be used in predicting the behaviour of silicon accurately and that of carbon approximately. First order removal kinetics with dynamic equilibrium conditions can be used for predicting the behaviour of manganese to a reliable extent. Kinetics of removal of phosphorus cannot be explained by simple first order equation with either static equilibrium values or dynamic equilibrium values.
These findings further establish the complexity of the steelmaking reactions. They explain the inadequacy of first order kinetics for explaining those reaction kinetics, especially for the elements, where the removal rates are affected by factors excluding their concentration in metal or slag. The present analysis is a start of evaluating the applicability of existing kinetics models to plant scale steelmaking process, and the limitations are the simple relationships used for flux and scrap dissolution, PCR and slag weight calculations and limited amount of available data. Therefore, further investigation of transient rate parameters such as interfacial area, mass transfer coefficient and volume change are required to understand the kinetics of steelmaking reactions more effectively.