
Abstract
The effect of process variables on flow response and microstructure evolution during hot working of Ti-17 (Ti–5Al–2Sn–2Zr–4Mo–4Cr) alloy with lamellar microstructure was established using isothermal hot compression tests at strain rates of 0·001–10 s−1, test temperature between 780 and 860°C, and height reductions of 15–75. All of the flow curves exhibited a peak stress followed by noticeable flow softening, and tended to exhibit a noticeably lower rate of flow softening at the strain of the order of 0·7. The peak flow stress decreased with increasing temperature and decreasing strain rate. Flow softening of the Ti-17 alloy was caused by kinking, break-up and globularisation of lamellas during deformation and, to a small extent, by deformation heating. At high strain rate, adiabatic shear bands and flow localisation were observed to play a role in flow softening. In α+β phase region discontinuous yielding was discovered at higher temperature (⩾820°C) and 10 s−1. According to the deformation microstructure, lamellar α phase gradually kinked, broke up and globularised of lamellas resulting from the development of shear bands and the penetration of β phase during deformation in the α+β phase field. The degree of dynamic globularisation of α phase increased with increasing strains, temperature and decreasing strain rate.
Introduction
Titanium alloys have a wide range of applications, especially in the aerospace industry. 1 Ti-17 alloy is a ‘beta-rich’ two phase alloy, which was developed primarily for gas turbine engine components, such as discs for fan and compressor stages. 2 The chief design goals were a 25 increase in strength as compared to Ti–6Al–4V, fracture toughness of 65 MPa m1/2, and the ability to obtain uniform hardening in section sizes to 150 mm. 3 Recently, Ti-17 alloy has received increasing attention in China due to its potential for manufacturing dual-property blisk (composed of a disc and blades). The dual-property blisk should have a lamellar microstructure in disc section and equiaxed microstructure in the blades. For hot processing of the dual-property blisk, the preform was usually conducted in β phase field to obtain a transformed microstructure consists of acicular or lamellar morphology, and subsequent forging in α+β phase field to allow the morphology in the blade region to moderately adjust. To realise ideal forging of the blisk, it has great practical significance to research the flow behaviour and microstructural evolution of Ti-17 alloy with lamellar microstructures during hot deformation in α+β field.
To increase the achievable deformation for a particular process, and to achieve desired properties demands of products, it is essential to know the flow behaviour and microstructural evolution of the material, which is determined by process factors such as the true strain, the strain rate and the deformation temperature. Such relationships have been the subject of much research on titanium alloys, especially on Ti–6Al–4V.4–9 However, for Ti-17 alloy, there is little work focusing on the flow stress behaviour, microstructural evolution and their relationship during hot deformation.
The objective of the present study is to systematically analyse the flow behaviour and microstructure evolution of Ti-17 alloy with lamellar microstructure during hot deformation in α+β field. Hot compressive behaviour of Ti-17 alloy was examined by compressive tests over a wide range of temperature and strain rate. A wide strain rate range encompasses the speeds of commonly used machines in the industry such as hydraulic presses, mechanical/friction screw presses and hammers. The relationship among flow behaviours, microstructure evolutions and correlated deformation parameters was investigated. Furthermore, there is a requirement for high temperature flow stress data for input into constitutive laws that are used in finite element modelling of isothermal forging process in α+β field.
Material and procedure
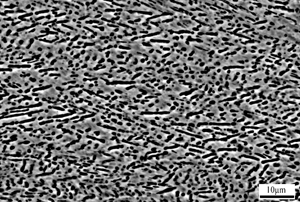
Ti-17 alloy used in the present work had the chemical composition of Ti–5·02Al–3·93Cr–3·88Mo–2·37Sn–1·95Zr–0·05Fe–0·01C–0·01N–0·003H–0·12O (wt-). The beta transus temperature Tβ (at which α+β→β) of 905°C was determined by metallographic observations. The microstructure with the starting material is shown in Fig. 1. As seen from Fig. 1, the initial alloy has a typical lamellar microstructure with 400 μm grain size and 20–30 μm length, ∼0·5 μm thick α lamellas. In addition, a random orientation of lamellar α was observed.
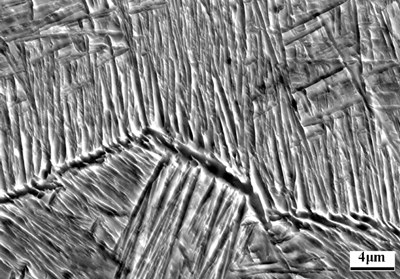
Image (SEM) of Ti-17 alloy with initial lamellar α microstructures
Isothermal compression tests were conducted on Ti-17 alloy samples with initial lamellar microstructures to establish the effect of hot working conditions on flow behaviour and microstructural evolution. For this purpose, cylindrical specimens measuring 8 mm diameter×12 mm in length were machined. The cylinders ends were grooved for retention of the glass lubricants used during compression tests. Specimens were heated to test temperature, soaked for 5 min, and then upset under constant axial strain rate conditions to a height reduction range 15–75 at an interval of 15. Test temperatures were 780–860°C at an interval of 20°C and strain rates were 0·001–10 s−1 at an interval of an order magnitude. After hot compression, the specimens were quenched immediately in water, to preserve the hot deformed structures. Deformed specimens were axially sectioned parallel to the compression axis and the cut surface was prepared for metallographic examination. The specimens for microstructural examinations were etched by the following solution: 3HF+5HNO3+20H2O. The microstructures of compressed alloy were directly observed by optical microscopy, SEM and TEM. Samples of TEM were prepared by electropolishing in a solution of 5HClO4+32C4H9OH+63CH3OH. Observations of TEM were carried out on a Hitachi H-800 microscope operated at 175 kV.
Results and discussion
Shape of hot flow curves
The true stress–strain curves of the Ti-17 alloy hot compressed to the strain of 60 at different temperatures and strain rates are shown in Fig. 2. All of the curves, besides under 820–860°C, 10 s−1, exhibited that stress increased to a peak at relatively low strains (axial strain ⩽0·07) followed by noticeably continuous flow softening, then remained near steady state flow at large strains. The type of behaviour is considered to be a characteristic of titanium alloys with lamellar α+β starting microstructure.
9
It is well known that these stress–strain curves become asymptotic that of equiaxed α+β starting microstructure at larger strains and tend to steady state.3,9 Similar flow stress characteristic have been observed for Ti–6Al–4V,
9
Ti–6Al–2Sn–4Zr–6Mo,10 Ti–10V–2Fe–3Al,
11
and Ti–4Al–4Mo–2Sn–0·5Si,
12
and so on. Flow stress decreases with increasing temperature at a fixed strain rate and increases with increasing strain rate when the temperature is fixed. The effect of the strain rate on the flow stress may be explained by the dislocation kinetics13,14

 increases. At the same time, when velocity of mobile dislocations increases, the applied stress also increases, as shown in Fig. 2. The peak flow stress values have the same tendency with deformation temperature and the strain rate (Fig. 3), which is discussed further in the following section. An analogous relationship between peak stress and deformation conditions has been observed in α+β alloy Ti–4Al–4Mo–2Sn–0·5Si by Robertson.
12
increases. At the same time, when velocity of mobile dislocations increases, the applied stress also increases, as shown in Fig. 2. The peak flow stress values have the same tendency with deformation temperature and the strain rate (Fig. 3), which is discussed further in the following section. An analogous relationship between peak stress and deformation conditions has been observed in α+β alloy Ti–4Al–4Mo–2Sn–0·5Si by Robertson.
12
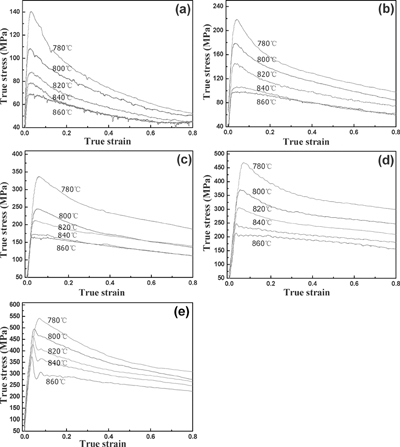
a 0.001 s–1; b 0.01 s–1; c 0.1 s–1; d 1 s–1; e 10 s–1
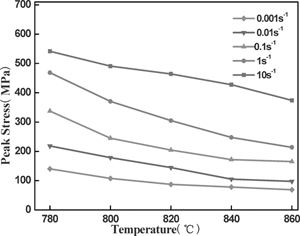
Relationship curves of peak flow stress and deformation conditions
Flow softening behaviours
All of the flow curves tended to exhibit a noticeably lower rate of flow softening at of the order of 0·7. Therefore, the values of the stress corresponding to the strain of 0·7 were considered as the steady state flow stress values σs. Figure 4 showed the relationship between the softening of flow stress (Δσ = σp−σs) and deformation conditions of the specimens hot compressed. It can be seen that lower deformation temperature and higher strain rate will induce a more obvious softening of flow stress. Flow softening may indicate lamellar globularisation, dynamic recrystallisation, adiabatic heating, and so on. 15 Malcor et al. 16 suggested that the flow softening was attributed to the break-up of lamellas and deformation heating. Semiatin et al.5,6 suggested that flow softening arisen from deformation heating and lamellas kinking. Seshacharyulu et al. 17 also suggested that flow softening resulted from globularisation of lamellar structures, flow instability due to flow localisation, or microcracking.
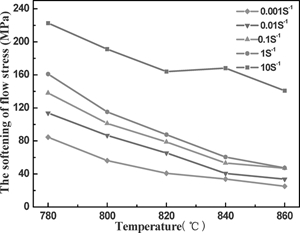
Relationship curves of softening of flow stress and deformation conditions
In order to analyse the effect of deformation heating on the flow softening, an increment of temperature ΔT, which was a result of the deformation heating, was calculated using the following equations
18
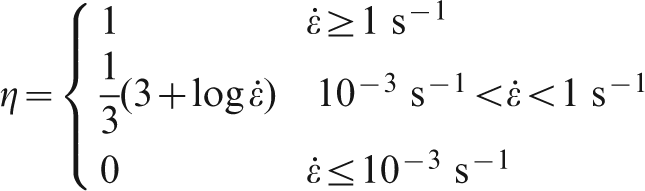
 is the strain rate and η is thermal efficiency. The corrected and non-corrected flow curves (at 840°C and various strain rates) for deformation heating in Fig. 5 provide a convenient means of quantifying the flow softening due to heating effects. As shown in Fig. 5, the flow behaviours exhibited that the data corrected for deformation heating were qualitatively similar to those just discussed for the measured curves, and obvious flow softening still existed. This implied that the softening in Ti-17 alloy was not solely a result of the deformation heating. Furthermore, it can be seen that a slight degree of flow softening appeared at large strain rate (e.g. 10 s−1) due to near adiabatic conditions, and a negligible difference at strain rate of 0·01 and 0·001 s−1. A maximum flow softening of ∼17 MPa was observed in specimens deformed at 840°C and strain rate 10 s−1 (Fig. 5), which accounted for only 10 of total softening of ∼168·1 MPa (Fig. 4). It suggested that deformation heating played a less significant role in flow softening in Ti-17 alloy even in the specimens deformed at large strain rate. Hence, there must be some other sources causing flow softening. Low magnification examination of the microstructure on the transverse sections indicated that adiabatic shear bands and flow localisation had occurred in some compressed samples at large strain rate. The microstructure of the specimen compressed at 780°C and 10 s−1 exhibiting adiabatic shear bands at an angle 45° to the compression axis was shown in Fig. 6. Prasad et al.
19
suggested titanium materials in general, exhibit flow instability due to adiabatic shear bands formation at higher strain rates. Meanwhile, flow localisation was easily discovered in the heavily deformed zone of samples compressed at larger strain rate, especially in the specimens of 75 strains (Fig. 7). As expected, the tendency to adiabatic shear bands formation and flow localisation increasing with increasing strain rate, which displayed a consistent dependence on strain rate as flow softening. These could be considered that, at larger strain rate, other reasons for flow softening were adiabatic shear bands and flow localisation in Ti-17 alloy.
is the strain rate and η is thermal efficiency. The corrected and non-corrected flow curves (at 840°C and various strain rates) for deformation heating in Fig. 5 provide a convenient means of quantifying the flow softening due to heating effects. As shown in Fig. 5, the flow behaviours exhibited that the data corrected for deformation heating were qualitatively similar to those just discussed for the measured curves, and obvious flow softening still existed. This implied that the softening in Ti-17 alloy was not solely a result of the deformation heating. Furthermore, it can be seen that a slight degree of flow softening appeared at large strain rate (e.g. 10 s−1) due to near adiabatic conditions, and a negligible difference at strain rate of 0·01 and 0·001 s−1. A maximum flow softening of ∼17 MPa was observed in specimens deformed at 840°C and strain rate 10 s−1 (Fig. 5), which accounted for only 10 of total softening of ∼168·1 MPa (Fig. 4). It suggested that deformation heating played a less significant role in flow softening in Ti-17 alloy even in the specimens deformed at large strain rate. Hence, there must be some other sources causing flow softening. Low magnification examination of the microstructure on the transverse sections indicated that adiabatic shear bands and flow localisation had occurred in some compressed samples at large strain rate. The microstructure of the specimen compressed at 780°C and 10 s−1 exhibiting adiabatic shear bands at an angle 45° to the compression axis was shown in Fig. 6. Prasad et al.
19
suggested titanium materials in general, exhibit flow instability due to adiabatic shear bands formation at higher strain rates. Meanwhile, flow localisation was easily discovered in the heavily deformed zone of samples compressed at larger strain rate, especially in the specimens of 75 strains (Fig. 7). As expected, the tendency to adiabatic shear bands formation and flow localisation increasing with increasing strain rate, which displayed a consistent dependence on strain rate as flow softening. These could be considered that, at larger strain rate, other reasons for flow softening were adiabatic shear bands and flow localisation in Ti-17 alloy.
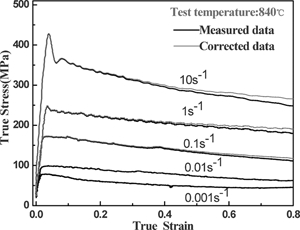
Comparison of measured and deformation heating corrected flow curves for Ti-17 alloy compression tests at 840°C and various strain rates
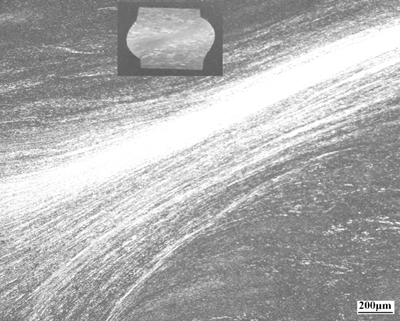
Optical micrograph of Ti-17 alloy deformed at 780°C, 10 s−1 and strain of 30, showing adiabatic shear bands
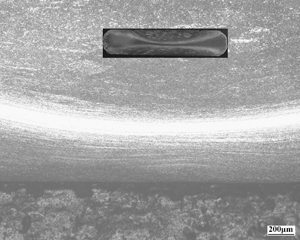
Optical micrograph of Ti-17 alloy deformed at 820°C, 10 s−1 and strain of 75, showing flow localisation
The activation energy (488·86 KJ mol−1) for hot working in current experimentation has been calculated in the authors’ previous work, 20 which is closed to that of 437 KJ mol−1 reported by Weiss. 3 These values are higher than the activation energy for self-diffusion in either the single α phase (169 KJ mol−1) or single β phase (153 KJ mol−1), 21 suggesting a complex combination of dynamic restoration processes. Seshacharyulu 9 suggested that the high activation energy is related to the break-up or globularisation of lamellar structures during deformation in α+β field. It can be concluded that flow softening also perhaps resulted from the break-up, kinking or globularisation of lamellar structures during deformation. A detailed observation and analysis on the microstructure evolution will be carried out in the following section.
Discontinuous yielding behaviours
The flow curves hot compressed under the highest strain rate 10 s−1, the temperature range of 820–860°C exhibited discontinuous yielding behaviour, as shown in Fig. 2e. The magnitude of discontinuous yielding increased with increasing the temperature, and decreasing the strain rate resulted in elimination of discontinuous yielding. The similar effect of temperature and strain rate on discontinuous yielding was observed by Robertson et al. 12 who, studied isothermal hot deformation behaviour of Ti–4Al–4Mo–2Sn–0·5Si alloy in the α+β field. Weiss et al. 3 and Philippart et al. 22 attributed discontinuous yielding during hot deformation of some metastable β and β titanium alloys to rapid generation of mobile dislocation from grain boundary sources, and not to declustering of the solute pinning atmosphere. Robertson et al. 12 suggested that any substitution alloying elements or impurities (O, N, C) unlikely pin dislocations effectively for titanium alloys at such elevated temperatures. In the present work, since the magnitude of discontinuous yielding increased with increasing the temperature in the present work, it was also suggested that a dislocation pinning process should be an unlikely cause of discontinuous yielding.
At the high rate, a sufficient excess of dislocations was generated due to intense work hardening rate relative to the dynamic recovery of β phase. The high stored energy provided a driving force of dynamic recovery, which may result in a sharp drop of the flow stress. Once the density of grain boundary dislocations again reached the critical value, the intense dynamic recovery should start, in turn discontinuous yielding appeared. However, at the slow strain rate, the hardening rate is initially not significantly greater than the dynamic recovery rate since sufficient time for thermal activation of the deformation process. Therefore, there is a smooth transition from yielding to steady state.
With increasing deformation temperature, the dynamic recovery rate and the volume fraction of β phase increase. Owing to initial deformation processes mainly occurring in β phase, more obvious discontinuous yielding at higher deformation temperature. However, it was not ignored that the effect of the presence of α phase on the overall deformation of the alloy. Robertson et al. 12 found that the magnitude of discontinuous yielding was much higher at some temperatures in α+β field than it was in β field.
Microstructure observation
Effect of strain
Figure 8 showed SEM backscattered micrographs of globularisation development of the lamellar structure at 780°C and 0·001 s−1. It can be seen that the morphology of α phase is varied with strain significantly. At strain of 15, the morphology of α phase is hardly changed (Fig. 8a). At strain of 30, the kinking and break-up of a few α lamellas have been observed through careful observation (Fig. 8b). At strain of 45 and 60, the break-up of α lamellas has been lightly observed (Fig. 8c and d). At strain of 75, α lamellas broke up more effectively, and α phase of more globular or equiaxed morphology generated (Fig. 8e). As the strain increases, the microstructures indicate significant morphological change of α phase from lamellar to equiaxed. This suggested that the nucleation of globularisation is dependent on strain. Since the globularisation process involved rate of nucleation and rate of migration, it may be considered as a type of dynamic (geometric) recrystallisation.5,15,23 The lamellas were sheared during deformation and subsequently globularised by diffusional process. Weiss et al. 24 and Seshacharyulu et al. 23 have discussed how α lamellas broke up during deformation through the development of shear bands and the penetration of β along these, or along sub-boundaries. Intense shear bands may partially or fully sever α lamellas. On recrystallisation, these sheared regions will become either α/α high angle boundaries or they may be penetrated by β phase, leading to effectively break-up. During dynamic globularisation, lamellar shearing forms the nucleation of dynamic globularised phase, which is easy to occur at the lamellar kinking. 6 Subsequently, the globularisation is induced by interface migration because of the drive force of lowering interfacial energy. In the present study of Ti-17 alloy, the kinking, break-up and globularisation of α lamellas through intense shearing and the penetration of β phase has been demonstrated via TEM examination (Fig. 9). Sufficient deformation is the impetus for dynamic globularisation. The energy storage increases with increasing deformation degree, and so it is easier for dynamic globularisation. Owing to the occurrence of dynamic globularisation, flow stress decreases with increasing strain, as shown in Fig. 2. At low strain, most α phase are present as prior α lamellas, which are relatively fine, and also as grain boundary α phase. The total number of α/β interfaces is greater for the lamellar microstructure than for the equiaxed or globularised α–β microstructure. Therefore, there are more barriers to dislocation propagation between the two phases and slip distances are shorter, leading to a larger flow stress for the lamellar microstructure.
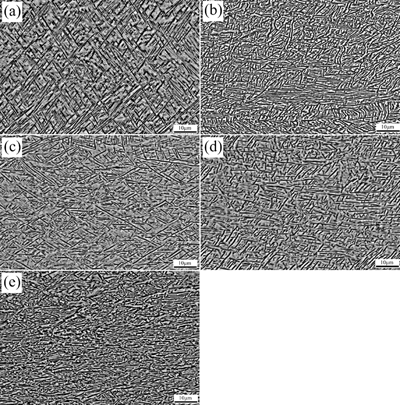
Images (SEM backscattered) of globularisation development of lamellar structure at 780°C and 0·001 s−1 under different strain of a 15, b 30, c 45, d 60 and e 75
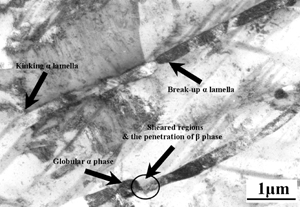
Image (TEM) of Ti-17 alloy deformed at 820°C, 0·01 s−1 and strain of 30, showing kinking, break-up and globularisation of α lamellas
Larger uniaxial strains, on the other hand, caused the random lamellas to align themselves toward a direction perpendicular to forging axis (Fig. 8e). Semiatin et al. 5 suggested the rotation of lamellas (if resulting from kinking) during hot working possibly resulted in flow softening.
Effect of strain rate
Figure 10 showed SEM backscattered micrographs of Ti-17 alloy deformed at different strain rates under 840°C and the strain of 45. It can be seen that there is a difference between the morphologies of α phase at lower and higher strain rates. During hot deformation, the lamellas exhibit partly globularisation at lower strain rates, and a large quantity of high Feret ratio (Feretmax/Feretmin) lamellas obviously retain at higher strain rates. The degree of dynamic globularisation increases with decreasing strain rate. This suggested that the globularisation nucleation also depended on strain rate. When the strain rate is relatively low, dynamic globularisation has sufficient time to nucleate. At higher strain rates, the accumulated energy increases, as dislocations have insufficient time to consume or continually generate. In accordance with the microstructural evolution, the flow stress increases with increasing strain rate, as shown in Fig. 2, and more obvious the softening of flow stress occurred at higher strain rate, as shown in Fig. 4. Furthermore, at high strain rate, a large excess of dislocations resulted in a high initial work hardening rate, and in turn resulted in a high stress peak, as shown in Fig. 3. In the previous section, the authors concluded that only a small portion of flow softening could be attributed to deformation heating. The main reason is that deformation heating impossibly resulted in the coarsening and dissolution of a great deal of α phase at higher strain rates. As showed in Fig. 10, the thickness and the volume fraction of α phase hardly changed at different strain rates, because there is insufficient diffusion time during deformation at the higher strain rates.

Images (SEM backscattered) of Ti-17 alloy deformed at 840°C, strain of 45 and different strain rates of a 0·001 s−1, b 0·01 s−1, c 0·1 s−1, d 1 s−1 and e 10 s−1
Effect of temperature
Figure 11 showed SEM backscattered micrographs of Ti-17 alloy deformed at 860°C (75, 0·001 s−1). Compare with the microstructure at lower temperature (780°C, Fig. 8e) under fixed strains and strain rates, the degree of the globularisation noticeably increases with increasing deformed temperature. This is well consistent with the result that the higher deformation temperature the easier the occurrence of dynamic globularisation. This is because diffusion increases with increasing temperature and thus dynamic globularisation occurs more easily. Correspondingly, flow stress decreases with increasing the compressed temperature, as shown in Fig. 2. In addition, less α phase at higher temperature resulted in fewer α/β interfaces and the dislocation slip distances were correspondingly greater. Thus, the initial work hardening rate was lower, which contributed to the reduction of the peak stress, as shown in Fig. 4.
Images (SEM backscattered) of Ti-17 alloy deformed at 860°C, 0·001 s−1 and strain of 75
Interestingly, in the present work a number of obvious kinking or distorted lamellas were infrequently detected in the microstructures at higher temperatures. The phenomena may be related to small thickness of α lamellas in Ti-17 alloy for rich beta alloying elements. In the previous work on Ti–6Al–4V with different initial microstructure by Shell, 6 interface migration (penetration) at kinks within α lamellas was found to be easier in microstructures with thin lamellas and more difficult with thick lamellas. Therefore, a rapid break-up of α lamellas at higher temperatures reduced the opportunities for observing the kinking or distorted α lamellas.
Conclusions
Hot deformation behaviour of Ti-17 alloy with a lamellar microstructure was characterised with help of isothermal compression at train rates of 0·001–10 s−1, test temperature between 780 and 860°C, and height reductions of 15–75. The effect of correlated deformation parameters on the peak flow stress, the flow softening and discontinuous yielding was analysed. The flow stress behaviour of Ti-17 alloy in α+β phase field has been correlated with the microstructural evolution. The following conclusions were drawn from the present work.
1. All of the flow curves exhibited a peak stress followed by noticeable flow softening. The peak flow stress decreased with increasing the temperature and decreasing the strain rate. Discontinuous yielding was discovered at higher temperature (⩾820°C) and 10 s−1.
2. Flow softening of the Ti-17 alloy was caused by the kinking, break-up and globularisation of lamellas during deformation and, to a small extent, by deformation heating. At high strain rate, adiabatic shear bands and flow localisation were observed to play a role in flow softening.
3. The degree of dynamic globularisation of lamellas increased with increasing strains, increasing the temperature and decreasing the strain rate. Owing to small thickness of α lamellas in Ti-17 alloy arisen from rich beta alloying, less obvious kinking or distorted lamellas were detected in the deformed microstructures at lower strain rates and higher temperatures.
Footnotes
Acknowledgement
The authors thank the financial support of the State Key Foundational Research Plan (grant no. 2007CB613807) and the Programme for New Century Excellent Talents in University (grant no. NCET-07-0696).