
Abstract
Additions of high modulus particles to aluminium alloys offer the potential to develop a lightweight composite with high strength and hardness. Al356 matrix composites reinforced with B4C particles were prepared using stir casting method. Hardness and tensile strength of unreinforced alloy and composites with different volume percentages of boron carbide particles were measured and compared. Microstructural characterisation revealed an almost uniform distribution of the B4C particles in the matrix. It also showed that the grain size of aluminium composite is smaller than that of monolithic aluminium. X-ray diffraction studies also confirmed the existence of boron carbide and some other reaction products, such as AlB2 and Al3BC, in composite samples. It is observed that the mechanical properties enhance with increasing particle fraction. The great enhancement in values of ultimate tensile stress and hardness observed in this experiment is due to small particle size and good distribution of the B4C particles, which was confirmed by SEM images. According to the results of this experiment, quite significant improvement in strength is noted when 10 vol.-B4C particles is added; a further increase in B4C content leads to a reduction in strength values. This might be the result of greater agglomeration of particles and higher degree of microporosity present in the composite at higher B4C content.
Introduction
Metal matrix composites (MMCs) have been studied for some years, and their potential advantages over conventional monolithic alloys are increasingly being appreciated. A vast range of MMC materials has been conceived and studied. This diversity comes from the large number of permutations of metal matrices and reinforcements and the almost endless combinations of reinforcement size, morphology and distribution. Matrices based on Ag, Al, Be, Co, Cu, Fe, Mg, Ni and Ti are all commercially produced and used. By far, the largest commercial volumes are for aluminium matrix composites (AMCs), which account for 69 of the annual MMC production by mass.1 This large commercial volume is the result of their excellent physical, mechanical and tribological properties and also because of good combination of thermal conductivity and dimensional stability.2–6 Monolithic B4C ceramic is a low density material that is very hard, strong and stiff. However, densification of monolithic B4C requires high temperatures and/or application of high pressures.7 Al–B4C composites have the potential to combine the high stiffness and hardness of B4C with the ductility of Al without defeating the goal of obtaining a strong low density material. The process of stir casting generally involves the admixture of ceramic particulate reinforcement with a molten metal matrix. The particulates are distributed and suspended in the molten metal via high energy mixing or another appropriate process. The suspended slurry is then cast as a foundry ingot, extrusion billet or rolling bloom. This process is widely used for applications that require high production volumes and low cost.8
Composite mechanical property enhancement is a function of the volume fraction, size, shape and spatial distribution of the reinforcement and also dependent upon how well the externally applied load is transferred to the reinforcing phase. Stronger adhesion at the particle/matrix interface improves load transfer, increasing the yield strength and stiffness, and delays the onsets of particle/matrix decohesion.
The conventional reinforcement materials for AMCs are SiC and Al2O3. Owing to the higher cost of B4C powder relative to SiC and Al2O3, limited research has been conducted on B4C reinforced MMCs.9 In the present study, the Al–B4C composites have been processed using stir casting. B4C powder was chosen as reinforcement because of its higher hardness (very close to diamond) than the conventional and routinely used reinforcement, such as SiC, Al2O3, etc. Furthermore, its density (2·52 g cm−3) is very close to Al alloy matrix. The microstructure and mechanical properties of composites have been investigated.
Experimental
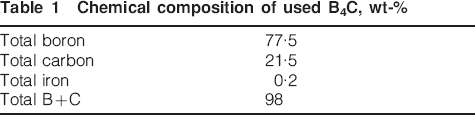
In the present study, 356 aluminium alloy (Al–7·5Si–0·38Mg–0·02Zn–0·001Cu–0·106Fe, wt-) was used as the matrix material, while B4C particles with average particle size of 1 μm were used as the reinforcements. The chemical composition of used B4C is shown in Table 1.
Chemical composition of used B4C, wt-
For the manufacturing of MMCs, 5, 7·5, 10, 12·5 and 15 vol.-B4C particles were used. The MMCs have been produced using a vortex method (stir casting). Approximately 450 g of Al356 alloy was charged into the graphite crucible and heated up to three different temperatures above the alloy's melting point (750, 850 and 950°C). The graphite stirrer fixed on the mandrel of the drilling machine was introduced into the melt and positioned just below the surface of the melt. Approximately 1 g reinforcement and aluminium powder mixture was inserted into an aluminium foil by forming a packet. The packets were added into a molten metal of crucible when the vortex was formed every 20 s. The packet of mixture melted, and the particles started to distribute around the alloy sample. It was stirred for 15 min at ∼600 rev min−1 speed. Composite slurry was poured into preheated cast iron moulds. The composites were shaped in the form of a cylinder of 14 mm outer diameter and 140 mm height.
For microstructure study, specimens were prepared by grinding through 120, 400, 600 and 800 grit papers followed by polishing with 6 μm diamond paste and etching with Keller's reagent [2 mL HF (48), 3 mL HCl (concentrated), 5 mL HNO3 (concentrated) and 190 mL water]. Microscopic examinations of the composites and matrix alloy were carried out using a scanning electron microscopy (CamScan-MV2300 Model, Oxford). Image analysis was carried out to determine the grain size of the materials.
The density of composites was measured using the liquid displacement technique following the Archimedes principle. The amount of porosity in the cast alloy and the composites was determined by comparing the measured density with that of their theoretical density using rule of mixtures.
To study the hardness, the Brinell hardness values of the samples were measured on the polished samples using an indenter ball with 2·5 mm diameter at a load of 31·25 kg. For each sample, five hardness readings on randomly selected regions were taken in order to eliminate possible segregation effects and get a representative value of the matrix material hardness. During hardness measurement, precaution was taken to make indentation at a distance of at least twice the diagonal length of the previous indention.
The tensile tests were used to assess the mechanical behaviour of the composites and matrix alloy. The composite and matrix alloy rods were machined to tensile specimens according to ASTM B557 standard. The load displacement diagram and the load displacement data were recorded from the digital display attached with the equipment. These load and displacement data were transformed to true stress and true strain data using the standard methodology, and ultimate tensile strength values were obtained. Each value of ultimate tensile strength is an average of at least three tensile specimens.
Results and discussion
Figure 1 shows the XRD pattern of the composite produced with 5 vol.-B4C at 750°C. It can be seen that B4C and aluminium are present in the sample. The results for other samples were also similar to this one. In general, the XRD results showed Al3BC, AlB2 and AlB12 phases. The type of these phases and their quantity depend on processing conditions. Dissolution of the carbide rapidly saturates the melt with boron and carbon since the maximum solubility of these two elements in aluminium is relatively low (0·1 wt- and a few tenths of a part per million). Subsequently, AlB2 nucleates on impurity seeds from the supersaturated melt, while the Al3BC phase nucleates at the B4C surface. Growth continues via a classical dissolution–precipitation mechanism.10
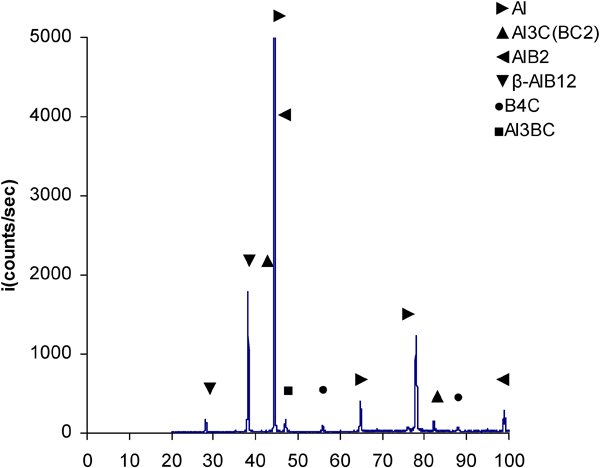
X-ray diffraction pattern of composite produced with 5 vol.-B4C at 750°C
Figure 2a shows the SEM image of the monolithic aluminium, and Fig. 2b displays the SEM image of the same composite used in Fig. 1. In these images, the black matrix is aluminium, and the white spots represent B4C particles. The presence of silicon laminate through the grain boundaries of the aluminium matrix can obviously be observed (white plate). It can be seen that B4C particles are homogeneously dispersed throughout the composite sample. There are also a few agglomerated particles. These micrographs almost indicate that the grain size of aluminium composite is smaller than that of monolithic aluminium. It seems that B4C particles increase the number of nucleus and solidification speed. Therefore, the grain size of the aluminium reinforced with B4C is smaller than that of the monolithic one. The results of grain size measurement also show a slight decrease as the amount of B4C particles is added. In order to investigate the composition of black matrix, white spot and other phases, several X-ray maps were carried out, confirming the accuracy of previous speculation. Figure 3 shows a typical X-ray map, which proves the existence of boron and carbon in white spots and silicon laminate through the grain boundaries of aluminium matrix.
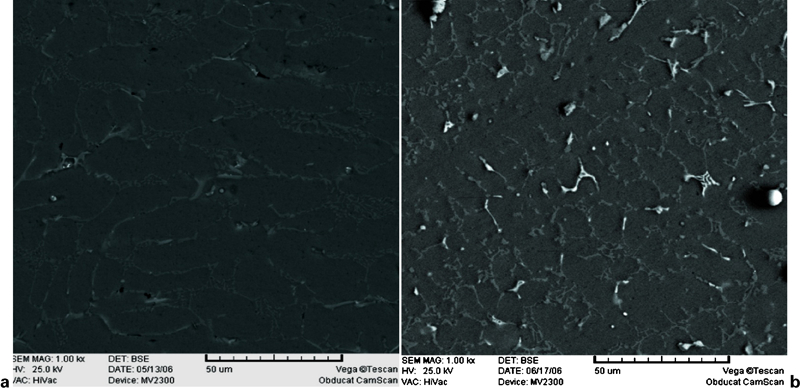
Typical SEM images
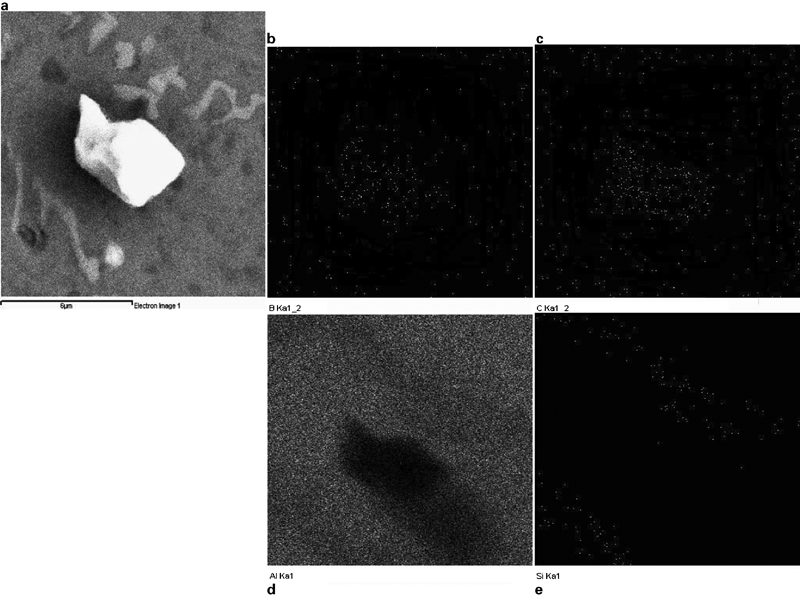
a B4C particle throughout Al matrix and X-ray maps showing elements in picture, b boron, c carbon, d aluminium and e silicon
Figure 4 shows the variation in porosity with the B4C content in composites cast at 750°C. It indicates that increasing amount of porosity is observed with increasing volume fraction. The porosity level increased as the contact surface area was increased. It is also reported by the early works.11,12 This is attributed to pore nucleation at the B4C particulate sites (porosity associated with individual particle) and to the hindered liquid metal flow due to more particle clustering (porosity associated with the particle clusters).
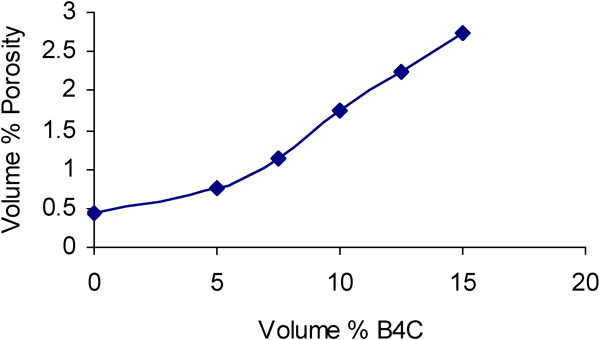
Variation in porosity with B4C content in composites
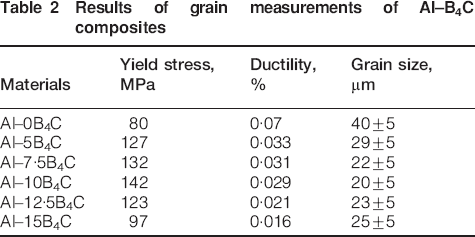
Figure 5 shows the variations in ultimate tensile stress (UTS) of the composites with the variations in volume fraction and casting temperature. Note that the volume fraction of ceramic particles quoted in this figure is the sum of all three main present ceramic phases: B4C, AlB2 and Al3BC. Each value of ultimate tensile strength is an average of at least three tensile specimens. The UTS of the materials was initially found to increase with increasing B4C content. However, within this variation, the samples containing 15 vol.-B4C exhibit the minimum values of UTS among the composites. The UTS of monolithic 356Al was also measured in the present work and was obtained ∼120 MPa. Table 2 shows the results of yield stress and ductility of composites cast at 850°C. It is noted that the addition of B4C particles improves the ultimate tensile and yield strengths of the metal. However, the ductility of the composites deteriorates significantly with ceramic particle concentration. The great enhancement in values of flow stress observed in composites relative to monolithic aluminium is due to grain refinement (Table 2), the strong multidirectional thermal stress at the Al/B4C interface, small particle size and good distribution of the B4C particles, which was confirmed by SEM images and low degree of porosity, which leads to effective transfer of applied tensile load to the uniformly distributed strong B4C particulates. Many researches that have been carried out in the development and characterisation of aluminium alloy particle reinforced composites report that the strength and the stiffness increase while using small particles as reinforcement. However, there is a greater tendency of agglomeration with a decrease in particle size, which again leads to reduction in strength.13,14 It was also reported that because of less possibilities of flaws present in the finer particles, the strength of particle reinforced AMCs increases with a decrease in particle size. Additionally, the extent of dislocation strengthening is more in the case of finer particle reinforcement.15 Hereby, fine B4C particles used in the present experiment are one of the important factors, which plays an important role in the high strength of the composites. The strength and the stiffness also increase with the increase in reinforcement content. However, according to the results of the present experiment, quite significant improvement in strength is noted when 10 vol.-B4C particles is added; further increase in B4C content leads to reduction in strength values. This might be the result of greater agglomeration of particles and higher degree of defects and microporosity present in the composite at higher B4C content. These results are consistent with the trends reported by other investigators.16
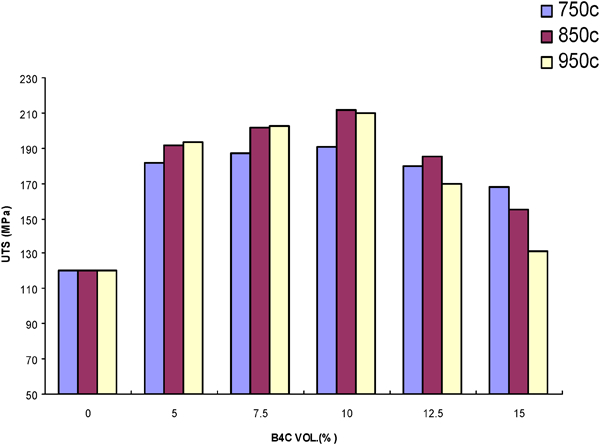
Variation in UTS value of samples as function of volume percentage of B4C particulates and casting temperature
Results of grain measurements of Al–B4C composites
It is expected that due to the thermal mismatch stress, there is a possibility of increased dislocation density within the matrix, which might lead to making local stress and also increasing strength of the matrix, and thus to the composite. This stress also depends on the temperature from which the composite is cooled. Higher temperature leads to more local stress and increase in strength of the composite.
In case of composites, the plastic flow of the matrix is constrained due to the presence of these rigid and very strong B4C particles. The matrix could flow only with the movement of B4C particles or over the particles during plastic deformation. While B4C content is significantly higher, the matrix gets constrained considerably to the plastic deformation because of smaller interparticle distance and thus results in a higher degree of improvement in flow stress and UTS. It has been understood that the plastic flow of the composite is due to the plastic flow of the matrix. The strain hardening of the composite is primarily due to the hardening of the matrix during its plastic flow. The strain hardening of the matrix is expected to be influenced by the following factors: dislocation density and dislocation to dislocation interaction, and constraint of plastic flow due to resistance offered by B4C particles. The dislocation density in the matrix of the composite might be increased with increase in B4C. Similar fact is also true for plastic constraint to the matrix due to particle addition. The amount of interface area, nevertheless, increases with increasing B4C content, and the microporosities also increase with increasing B4C content, which might lead to lower flow stress in composite. On the other hand, increasing dislocation, i.e. defects induced around the B4C particles due to the differences in the thermal expansion coefficients of Al and B4C, might result in debonding of the interface and decrease in UTS in the composites with more B4C volume fraction and cast from higher temperature.17 These factors could neutralise the effect of each other, and thus, the composite containing 15 vol.-B4C exhibits less UTS than that containing 10 vol.-.
The results of hardness tests are shown in Fig. 6. For composite materials containing a soft matrix and a hard reinforcing phase, as in the case of particle reinforced composites, the selection of the region in the sample for evaluating the hardness data is very crucial. In order to obtain the average values of hardness, predominant areas in the soft matrix or the hard reinforcing phase should be avoided so that the average values of hardness are attained from these measurements. The hardness of the MMCs increases with the volume fraction of particulates in the alloy matrix due to the increasing ceramic phase of the matrix alloy. A significant improvement in both strength and hardness of Al–Si alloy reinforced with alumina short fibres and Al alloy reinforced with continuous boron fibres has been reported.15 The higher hardness of the composites could be attributed to the fact that B4C particles act as obstacles to the motion of dislocation. As shown, hardness increases with the amount of B4C particles. The dispersion of B4C particles enhances the hardness, as the particles are harder than Al alloy; the materials render their inherent property of hardness to the soft matrix. The measured value of hardness for monolithic alloy was ∼45 HB. Notwithstanding the sharp decrease in strength of the composites with more than 10 vol.-B4C, the same trend is not observed in the hardness test. The reason for such conflicting results is not clear, but may be attributed to the combined effects of particle distribution, defects, porosity content and microstructure that may either enhance or retard the crack nucleation around the particles.
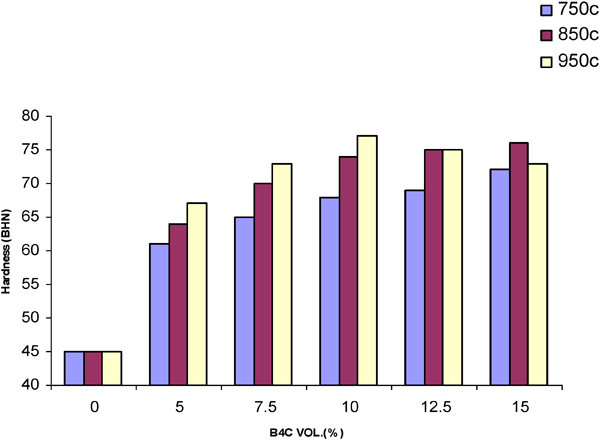
Variation in hardness value of samples as function of volume percentage of B4C particulates and casting temperature
Conclusions
In general, B4C particles are incorporated into the aluminium matrix in the Al–B4C composites produced under the processing conditions of stir casting used in the present study, and the other phases detected by XRD are composed of various combinations of Al3BC, AlB2 and AlB12. The type of these phases and their quantity depend on processing conditions.
B4C particles are homogeneously dispersed throughout the composite samples. There are also a few agglomerated particles. The grain size measurements and SEM images indicate that the grain size of the aluminium composite is smaller than that of the monolithic aluminium.
Porosity level increased slightly with increasing particulate content. These results can be attributed to the increased surface area of the B4C particles, which can in turn increase the porosity levels.
The UTS of the materials was initially found to increase with increasing B4C content. The great enhancement in values of UTS observed in this experiment is due to small particle size and good distribution of the B4C particles, effective transfer of applied tensile load to the B4C particulates and grain refinement of Al matrix.
The hardness of the MMCs increases with the volume fraction of particulates in the alloy matrix due to the increasing ceramic phase of the matrix alloy. The higher hardness of the composites could be attributed to the fact that B4C particles act as obstacles to the motion of dislocation.