
Abstract
In the present paper, Al–Al2O3 composite strips are produced by the cold roll bonding process of anodised aluminium strips. This technique has the flexibility to control the volume fraction of metal matrix composites by varying the oxide layer thickness on the anodised aluminium strip. Microhardness, tensile strength and elongation of composite strips are investigated as a function of quantity of alumina and the applied production method. It is found that higher quantities of alumina improve microhardness and tensile strength, while the elongation value decreases negligibly. Furthermore, prerolling annealing is found to be the best method of producing this composite via the cold roll bonding process. Finally, it is found that both monolithic aluminium and aluminium/alumina composite exhibited a ductile fracture, having dimples and shear zones.
Introduction
There has been a wide interest in developing metal matrix composites (MMCs) due to their unique mechanical properties, such as light weight and high elastic modulus. The common fabrication routes of particulate reinforced MMCs include spray deposition, liquid metallurgy and powder metallurgy. 1 1,2 Since expensive equipment is required and the processing routes are usually complex, the high cost of producing MMCs using these methods has limited the application of MMC materials.
Among the current composite material technologies, cold roll bonding (CRB) for producing composite sheets and foils has experienced rapid growth and development in recent years owing to its efficiency and economic considerations. Cold roll bonding is a solid phase welding process, in which bonding is established by joint plastic deformation of the metals to be bonded. Bonding is obtained when the surface expansion breaks the oxide layers, and the roll pressure bonds the surfaces together causing the material to be extruded through cracks in the fractured oxides, if present.3–7
CRB is also referred to by different authors as ‘cold pressure welding by rolling’,8 ‘bonding by cold rolling’,9 ‘clad sheet by rolling’,10 and cold roll bonding.3–7 This process can be used with a large number of materials. In addition, materials that cannot be bonded by traditional fusion often respond well to CRB. Compared with other methods, CRB is of low cost and simple, and can be easily automated.
To date, this method has been widely used for producing dissimilar layered composites, including Al–steel,11 Al–Zn,12 Al–Ti (Ref. 13) and Al–Ni.14 In addition, the authors have produced MMCs by continual annealing and roll bonding 15 15,16 and accumulative roll bonding 17 17,18 processes. These MMCs exhibited excellent microstructure and mechanical properties, but the production methods were costly. However, there is no conclusive research either on the production of MMCs with different quantities of reinforcement by anodising and CRB processes or on the effects of different annealing treatments (pre- and post-rolling) on the MMC microstructure and mechanical properties.
The aim of the present study was to manufacture the Al–Al2O3 composite via anodising and CRB processes and to investigate the composite's microstructure and mechanical properties, such as tensile strength and microhardness. In addition, the effects of pre- and post-rolling annealing treatments on microstructure and mechanical properties were examined.
Experimental
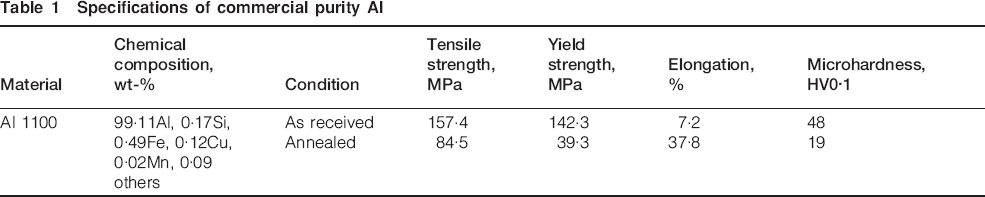
As received commercial purity aluminium sheets were cut into 200×50×0·4 mm strips parallel to the sheet rolling direction. Furthermore, some of the specimens were annealed at 643 K for 2 h (specifications are given in Table 1).
Specifications of commercial purity Al
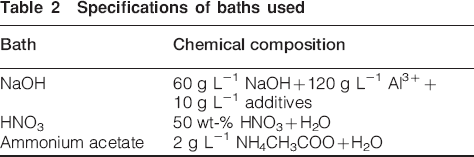
Some of the as received and annealed strips were anodised in 15 wt- sulphuric acid under an applied voltage of 16 V for two different times (5 and 60 min) to generate two extra oxide film thicknesses. Before anodising, the specimens were cleaned in NaOH and then in a HNO3 bath. Chemical compositions of the baths are given in Table 2. To ensure a constant and homogeneous temperature throughout the solution, forced convection was provided by electrolyte stirring. These oxide layers were formed at a low electrolyte temperature (16°C) favouring rapid growth and reduced dissolution of the oxide layer. Then, strips were neutralised in ammonium acetate (Table 2) under an applied voltage of 16 V for 15 min, to enhance bonding in the CRB process. The thickness of the alumina layers obtained by the anodising process was determined by scanning electron microscopy (SEM) of the oxide cross-sections. Average and standard deviations of ∼20 measurements were calculated.
Specifications of baths used
The schematic illustration of the CRB process is shown in Fig. 1. First, the two annealed strips (non-anodised) were surface prepared. A number of authors have claimed degreasing followed by scratch brushing with a rotating steel brush to be the best method for surface preparation. 6 6,19 Therefore, the preparation processes for some of the (non-anodised) strips in the present study included degreasing in an acetone bath followed by scratch brushing using a stainless steel brush with wires 0·26 mm in diameter. The initial surface roughness of the specimens was 0·5 μm, which, after scratch brushing, rose up to ∼4·2 μm in the longitudinal and transverse rolling directions. Then, the anodised strip was laid between the prepared surfaces of strips. The strips were stacked over each other, fastened at both ends and roll bonded with a specific reduction percentage equal to 60. The final thickness of the as rolled samples was ∼0·4 mm. Generally, the time between surface preparation and rolling was kept to <120 s. Care was taken to properly align the two strip surfaces before rolling. The CRB experiments were carried out with no lubrication, using a laboratory rolling mill, with a loading capacity of 20 tons. The roll diameter was 125 mm, and the rolling speed was set at 2 m min−1. A number of the samples were annealed at 643 K for 2 h before or after the CRB process to investigate the effects of pre- and post-rolling annealing on mechanical properties.
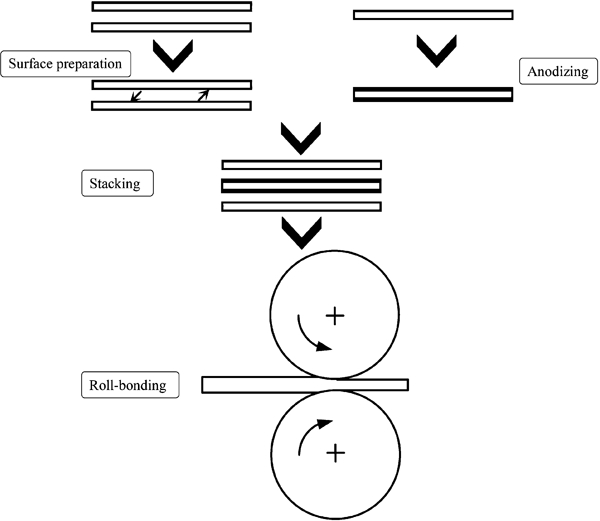
Schematic illustration of principle of CRB for producing composite
The microstructures of the CRB processed composite strips under various conditions were evaluated by optical microscopy (OM) and SEM Philips XL30. To evaluate alumina distribution in the matrix and the bonding conditions of the CRB processed composite strips, optical examination of the strips was conducted. All optical microstructures were observed along the rolling direction–normal direction (RD–ND) plane of the strips. To evaluate the alumina layer thickness after anodising and before CRB process and investigation of the fracture surfaces after tensile test, SEM examination of strips was conducted.
Vickers microhardness of the samples was measured under a load of 100 g. Microhardness was measured randomly at 10 different points on the strips for each sample, the maximum and minimum results were disregarded and the mean microhardness value was calculated using the remaining eight values.
The tensile test specimens were machined from the rolled strips according to the ASTM E8M tensile sample, oriented along the rolling. The gauge width and length of the tensile test specimens were 6 and 25 mm respectively. The tensile tests were conducted at ambient temperature on a Hounsfield H50KS testing machine at an initial strain rate of 1·67×10−4 s−1. Three tensile tests were performed with each sample. Total elongation of the sample was measured as the difference in gauge length before and after testing.
Results and discussion
Microstructure observation
Figure 2 demonstrates the SEM image of the RD–ND plane of the strips anodised for 60 min before subjecting to the CRB process. It is clear that the alumina layer has formed on aluminium strip. The thickness of this layer throughout the strip is constant, which is one of the advantages of the anodising process. As mentioned before, the alumina layer thicknesses on aluminium strips anodised for 5 and 60 min were about 5·1±0·2 μm and 16±0·5 μm, which are equal to 1·13 and 3·55 vol.- respectively.
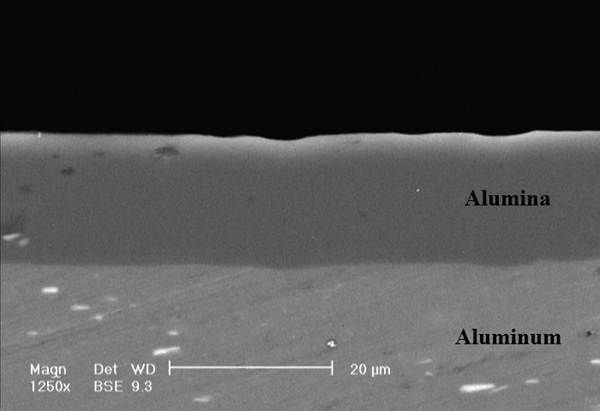
Image (SEM) of RD–ND plane of 60 min anodised strip
Figure 3 illustrates the OM images of the microstructures of the 3·55 vol.- composite strips produced by the CRB process for production methods. For as received and post-rolling annealed samples, the alumina particles are larger and non-uniformly distributed in the matrix compared to the prerolling annealed sample. During rolling process, the aluminium matrix plastically deforms and extends, the but alumina layer is very brittle and can respond to stress by necking, fracturing and separation phenomena. Therefore, the alumina layer breaks up into particles or platelets, and it is consequently uniformly distributed in the aluminium matrix. Owing to the cracks that open up in the alumina layer, aluminium flows through the fractured alumina regions. The interface, therefore, is a combination of oxide fragments and bonded areas of extruded aluminium. Consequently, the cracking of the alumina layer allows metal–metal contact and roll bonding to take place. The matrix of the prerolling annealed sample can open all the cracks in the alumina layer due to high plasticity, which subsequently allows stronger bonding to take place when compared with the as received and post-rolling annealed samples. It is important and interesting to note that in as received composite strip, dominant phenomenon is necking, while for post-rolling annealed sample, both necking and fracturing are dominant phenomena. Finally, in prerolled annealed composite strip, all three phenomena (necking, fracturing and separation) take place, and therefore, an MMC with a uniform particle distribution and fine particle size is produced. Based on the above results, it can be concluded that prerolling annealing is a good alternative method for producing the Al–Al2O3 composite by the CRB process.
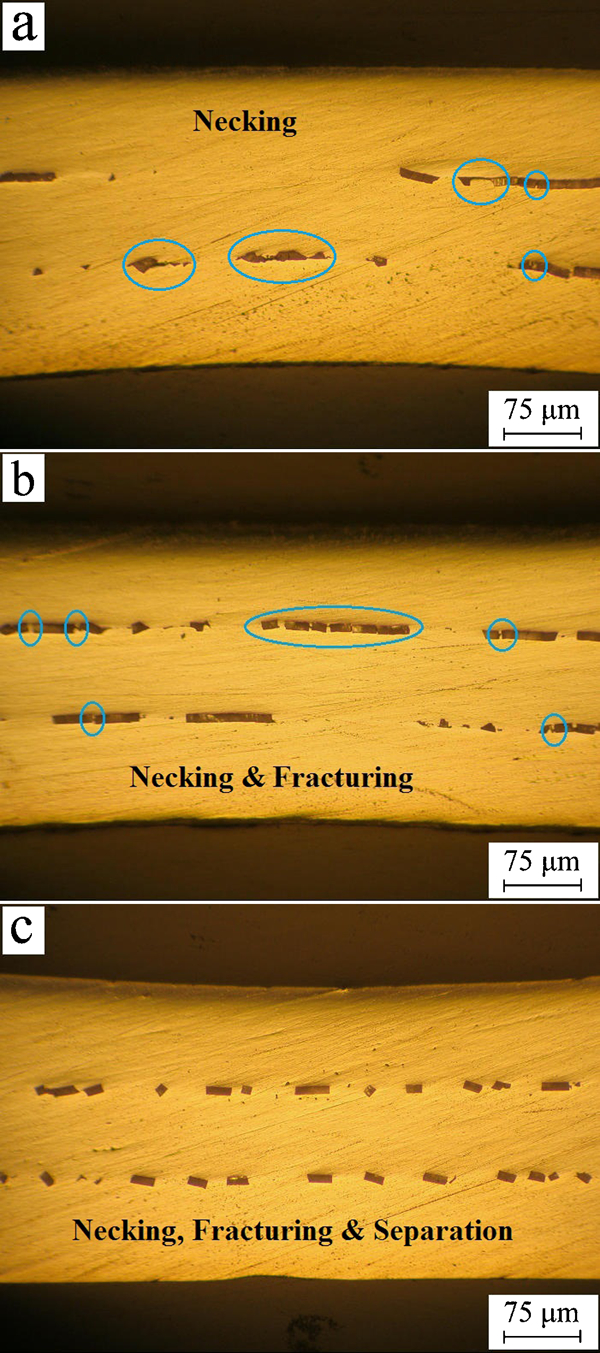
Images (OM) of composite strips with 3·55 vol.- produced by CRB process for a as received, b post-rolling annealed and c prerolling annealed samples
Figure 4 shows the OM images of the microstructures of the composite strips produced by the CRB process with two alumina quantities for the prerolling annealing method. It can be seen that by increasing the amount of alumina, particle size increases but uniformity decreases. In other words, by decreasing the thickness of the alumina layer in the anodising process, this layer breaks up more easily during the rolling, which leads to improved uniformity.
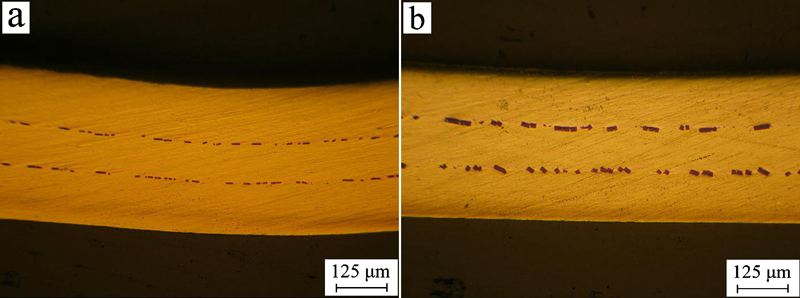
Images (OM) of composite strips produced by CRB process for prerolling annealing method with a 1·13 vol.- and b 3·55 vol.- alumina
Mechanical properties
Figure 5 shows variations in microhardness versus quantity of alumina for different production methods. It should be noted that microhardness measurements were performed on one-third thickness of samples. Maximum and minimum values of microhardness were obtained for the as received (95, 104 and 119 HV) and post-rolling annealed (34, 39 and 43 HV) strips as seen in Fig. 5. In other words, the greatest value of microhardness was achieved when the strip was rolled without pre- or post-rolling annealing treatment. For post-rolling annealed strips, a remarkable decrease was achieved in microhardness, which was almost three times that of the strip before post-rolling annealing treatment. This may be related to the significantly decreased amount of dislocations and dislocation debris after annealing treatment and the consequent decrease in workhardening. From Fig. 5, it is obvious that the microhardness value improved when the alumina quantity increased. For as received and prerolling annealed samples, this is attributed to reinforcing role of alumina particles in the aluminium matrix, which results in additional strain hardening in the matrix and, therefore, increasing the microhardness. For the post-rolling annealed sample, improving the microhardness with increasing the alumina quantity is related to strain hardening as a result of the mismatch between the matrix and the particles in terms of their coefficients of thermal expansion. Thermal expansion coefficients for aluminium and alumina are 22·2×10−6 and 5·4×10−6 m mK−1 respectively. Furthermore, the value of microhardness error bars increased by increasing alumina particles. In other words, the values of microhardness obtained for cold roll bonded strips without alumina particles are very close. This can be related to the non-uniform distribution of particles with higher quantities of Al2O3 particles.
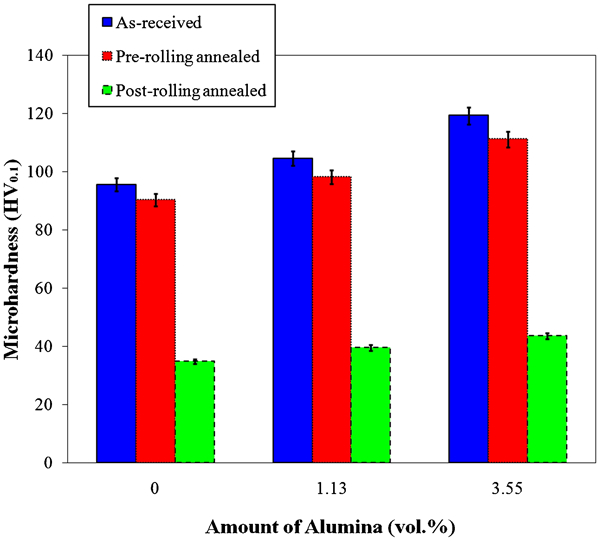
Variations in microhardness versus alumina quantity with different methods
Figure 6 presents the stress–strain curves for the Al–Al2O3 composites produced by the CRB process with various quantities of alumina using the prerolling annealing method, a monolithic aluminium (without alumina particles) produced by the same process and an annealed aluminium used as the raw material. According to Fig. 6, tensile strength values for the Al–3·55 vol.-Al2O3 composite and monolithic and annealed samples were equal to 256, 201 and 84 MPa respectively. In fact, the composites have a higher tensile strength than the monolithic and the annealed aluminium strips so that the tensile strength of the composite (with 3·55 vol.- alumina particles) is 1·3 and 3·1 times higher than that obtained for the monolithic and annealed aluminium strips respectively. This is while the elongation value decreases negligibly. Furthermore, it can be seen that tensile strength increases by increasing the quantity of alumina in the matrix. These results are related to the following two main effects of alumina particles:
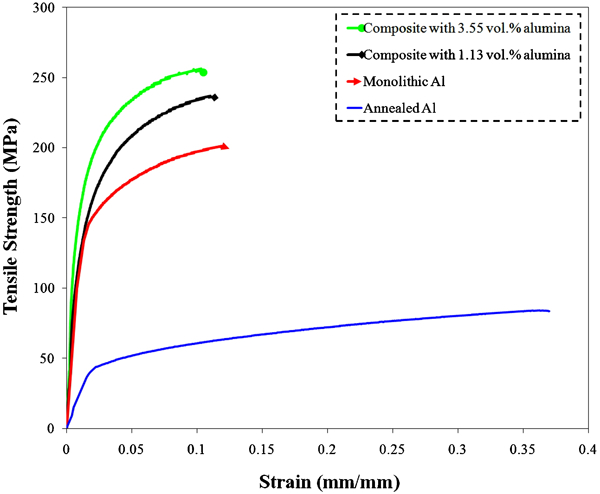
Stress–strain curves of annealed and monolithic aluminium as well as Al–Al2O3 composites produced by prerolling annealing with 1·13 and 3·55 vol.- alumina
during the tensile test, alumina particles act as a barrier to dislocation movement, causing enhancement of strength15–18,20
presence of alumina particles in the soft aluminium matrix generates dislocation to pile up in their neighbourhood.
Therefore, dislocation density in the matrix near the aluminium/alumina interfaces increases to enhance strength. In other words, pinning the dislocations and impeding their motion by alumina particles results in enhanced dislocation density, in dislocation–dislocation interactions and, thereby, in improved strength.15–18,20
Fracture surfaces of monolithic aluminium and Al–3·55 vol.-Al2O3 composite produced by prerolling annealing after tensile test are presented in Fig. 7. Regarding Fig. 6, the tensile elongation of the composite strip is lower than that of the monolithic aluminium. This is attributed to presence of Al/Al2O3 interfaces, which act as crack source and crack propagation during tensile test (Fig. 7b). In fact, it has been reported1 that the failure of composite materials is related to void formation in the matrix within reinforcement/matrix interface, and therefore, the elongation of composites decreased compared to pure materials. In addition, higher volume fraction of alumina causes more void formation and strain hardening during plastic deformation, and as a result, the ductility decreases.
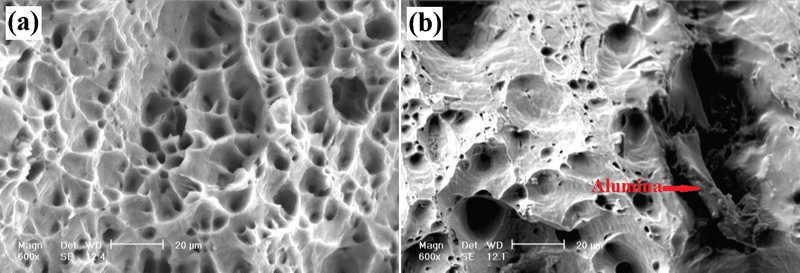
Fracture surfaces after tensile test for a monolithic aluminium and b composite with 3·55 vol.- alumina
Figure 7 also reveals that both monolithic aluminium and Al–Al2O3 composite exhibited a ductile fracture, having dimples and shear zones. This kind of fracture occurs by formation and coalescence of microvoids ahead of the crack and very limited dislocation activity. 16 16,17 It is important that for monolithic sample, the quantity and depth of dimples is higher compared to that for composite sample. This is attributed to additional strain hardening due to the presence of alumina particles in aluminium matrix for composite sample.
Conclusions
The present work investigated the effects of quantity of alumina particles produced by anodising and the production method of Al–Al2O3 composite using the CRB process on the microstructure and mechanical properties of the product. The findings can be summarised as follows.
For the as received and post-rolling annealed samples, the alumina particles were larger and non-uniformly distributed in the matrix compared to the prerolling annealed specimen. Furthermore, by decreasing the thickness of the alumina layer in the anodising process, this layer breaks up more easily during the rolling to enhance uniformity.
Microhardness increased with increasing alumina. Furthermore, the highest values for microhardness were obtained in the as received strips (without pre- and post-rolling annealing treatments).
The tensile strength of the cold roll bonded strips increased with increasing alumina. Furthermore, elongation improved negligibly with decreasing alumina content.
Prerolling annealing was identified as the best method for producing Al–Al2O3 composite strips via the CRB process.
Both monolithic aluminium and Al–Al2O3 composite exhibited a ductile fracture, having dimples and shear zones.