
Abstract
Based on the solute drag model, a practical model incorporating the segregation effect is proposed to calculate grain growth rates in carbon steels. The segregation effect is modelled using two factors: the difference in atomic diameter between a solvent and a substitutional element, and the solubility of a substitutional element. By including the segregation energy, the proposed model enables the simulated retardation of grain growth by the addition of microalloying elements. The calculated grain growth rate by the proposed model shows reasonable correspondence between grain growth rates for experimental and calculated results. The temperature dependence of the grain growth rate is also well simulated.
Introduction
In order to produce high quality industrial parts made of metallic alloys, controlling the grain size by recrystallisation and grain growth is an effective method. For control of the grain size, process conditions are typically determined using equation (1). Here,  is the mean grain size, and
is the mean grain size, and  is the mean initial grain size. The parameters K and n in equation (1) are determined experimentally. Therefore, the grain size predicted by equation (1) is usually reliable for the corresponding experimental conditions. However, if the conditions used, such as temperature and chemical composition, are outside this range, the reliability of equation (1) becomes lower
is the mean initial grain size. The parameters K and n in equation (1) are determined experimentally. Therefore, the grain size predicted by equation (1) is usually reliable for the corresponding experimental conditions. However, if the conditions used, such as temperature and chemical composition, are outside this range, the reliability of equation (1) becomes lower

In the solute drag model, the grain boundary property4 is defined for expressing the difference in properties between the interior of the grain and the grain boundary. It is difficult to measure the grain boundary property for calculating the velocity of grain boundary movement. However, the difference in properties needs to be defined to simulate the solute drag effect and the interaction between the solute and grain boundary more realistically.10 The interaction between the solute and the grain boundary is one of the causes of grain boundary segregation, especially in the case of microalloyed steels. Microalloyed Nb, V and Ti have a strong tendency to segregate at a grain boundary. These segregated elements retard boundary movement significantly in spite of low concentrations, even if the segregated elements do not form precipitates. For this reason, the segregation effect must be incorporated into the solute drag model. As far as we know, only a few studies have considered the segregation effect in the solute drag model based on experimental results. However, Nb was the only alloying element considered in these studies. 7 7,9
The purpose of the present study was to develop a practical model for calculating the grain growth rate including the influence of alloying elements and temperature. By coupling with thermodynamic calculations, the solute drag model can be applied to a wide range of alloying elements. Therefore, the solute drag model was chosen for the present study. A model that incorporates the segregation effect and the procedure to determine the segregation energy for each substitutional element is first proposed, based on the solute drag model. Next, using this model, the concentration profile across a grain boundary affected by the segregation effect of microalloying elements is calculated. Then, the influence of solute drag into grain size evolution is discussed. Finally, in order to show the validity of the model, the temperature dependence of grain growth rate is calculated, and the results are compared with experimental results.
Modelling
Calculation of concentration profile across grain boundary
Odqvist et al. developed the model to calculate the deviation from local equilibrium at moving phase interfaces in multicomponent systems. The method is based on finite interface mobility and solute drag theory.5 According to the solute drag model,5 the concentration profile across a grain boundary during grain growth can be calculated by coupling equations (2) and (3)



 are related to the diffusion mobilities of different elements.
are related to the diffusion mobilities of different elements.

Balancing driving force and dissipation energy for grain growth
The balance between the driving force and dissipation energy yields equation (6)


 is the mean radius of the grains. Total dissipation energy is energy resulting from the solute drag ΔGsd in addition to dissipation of the Gibbs energy resulting from grain boundary friction ΔGfric. The two kinds of dissipation energy are defined by equations (8) and (9) respectively5
is the mean radius of the grains. Total dissipation energy is energy resulting from the solute drag ΔGsd in addition to dissipation of the Gibbs energy resulting from grain boundary friction ΔGfric. The two kinds of dissipation energy are defined by equations (8) and (9) respectively5


In order to calculate grain size evolution, the following procedure should be applied. Dissipation energy of the solute drag is caused by grain boundary movement with velocity v. If the grain boundary does not move, energy is not dissipated by the solute drag. The velocity v is solved by equation (6) at first time increment. During grain growth with velocity v, it is natural that grain size increases gradually. As a result of this, the driving force for grain growth decreases. Therefore, a grain size  in equation (7) must be renewed, and then the velocity must be solved for the following time increment. This calculation flow corresponds to the suggestion5 as ‘The net driving force is obtained after subtracting the capillarity effect if the interface is curved’.
in equation (7) must be renewed, and then the velocity must be solved for the following time increment. This calculation flow corresponds to the suggestion5 as ‘The net driving force is obtained after subtracting the capillarity effect if the interface is curved’.
Grain boundary modelling for segregation effect
Some elements, especially microalloying elements, segregate at grain boundaries, and this significantly retards grain growth. Therefore, in order to calculate the grain growth rate, this segregation effect should be considered. According to a model by Hillert and Sundman4 for an interface during phase transformation, an energy gap across the boundary is defined to make the model more realistic. In the present study, a similar approach is applied to consider the segregation effect for the solute drag model. The segregation effect is introduced as segregation energy into the energy gap between the grain boundary and internal grain. The corresponding equations (3) and (8) are modified to equations (3)′ and (8)′

 expresses the segregation energy of composition k. It should be noted that
expresses the segregation energy of composition k. It should be noted that  is non-dimentionalised by dividing RT as well as φk.
is non-dimentionalised by dividing RT as well as φk.
It is known that both the difference in atomic diameter between a solvent and a substitutional element and the solubility of a substitutional element strongly influence the segregation energy.
11
11,12 In order to consider both factors in ΔGseg, it is assumed to be expressed as equation (10)


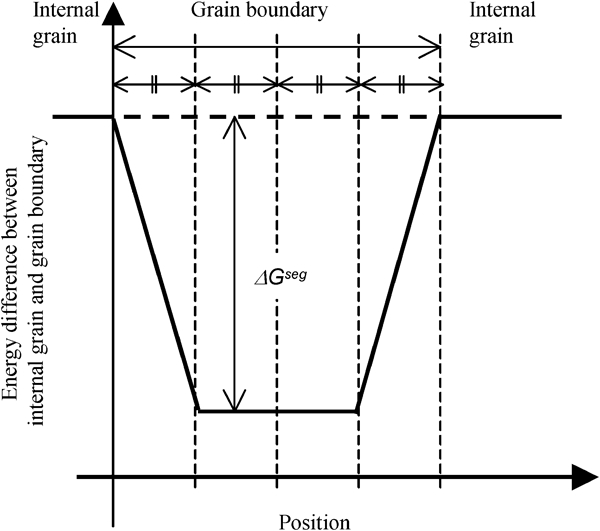
Schematic diagram of grain boundary model
Estimation of contribution rate of solute drag for grain growth
In the proposed model, the velocity of grain boundary movement is calculated by the balance of the driving force and dissipation energy of the solute drag and boundary friction. In this section, contribution rate of the solute drag for grain growth in total dissipation energy is discussed.
In order to estimate the driving force, an average grain size  is assumed as 50 μm. For the boundary mobility of a pure metal, estimation by Turnbull13 is applied
is assumed as 50 μm. For the boundary mobility of a pure metal, estimation by Turnbull13 is applied

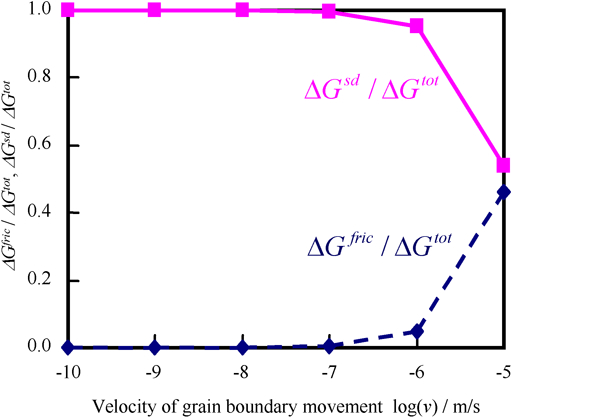
Contribution rate of solute drag and boundary friction for grain growth
Results and discussion
Parameters determination
There are three unknown parameters (A, B and C) in equation (10). The process to determine those parameters is discussed here. If there are three simultaneous equations for three unknown parameters, the equations can be solved to determine the parameters. This is the basic concept for determining parameters A, B and C.
The grain growth rates under high temperature in five steels were measured.14 Grain growth rates measured in three steels without precipitations are applied for the present paper. The chemical compositions of the steels investigated are shown in Table 1. The three materials represent a base steel without microalloying elements (steel 1), a V alloyed steel (steel 2) and an Nb and V alloyed steel (steel 3). Squared grain diameters measured were proportional to time, and the factors of proportionality were defined as rate constant. Substituting the rate constants in these three steels at 1473 K into equation (6), three simultaneous equations for parameters A, B and C can be prepared. By solving those equations numerically, parameters A, B and C were determined. With this procedure for determining the parameters, the segregation energy is expressed by equation (14)

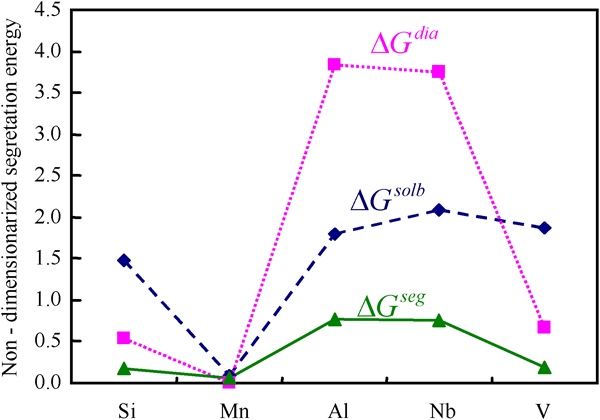
Determined segregation energy of elements
Chemical compositions of steels14

Calculation conditions
The calculation procedure was coded using the Fortran programming language. The concentration profile across a grain boundary was solved with the forward difference method. It is known that the grain boundary energy σ changes depending on the kinds of alloying elements and their quantity. However, the grain boundary energy is defined as 0·2 J m−1 for all steels since all influence of alloying elements are considered in equation (14) of the present study. The width of the grain boundary was defined as 10−9 m, and the calculation length was defined as three times the width of the grain boundary. The total number of grid points for a calculation was 601. The diffusion flux φ in each grid was calculated using Thermo-Calc verion S (Ref. 15) software along with the thermodynamic database TCFE6. Thermo-Calc is based on the minimisation of the total Gibbs energy of the system and on the CALPHAD approach.16–18 The Fortran program was compiled with the Thermodynamic Calculation Interface to connect to Thermo-Calc.
Changing of concentration profile and grain size evolution
The concentration profile across a grain boundary was calculated for steel 3, which contains Nb and V, with and without consideration of segregation energy. The following calculation conditions were used: grain growth rate of 1·0×10−8 m s−1 and temperature of 1473 K. The segregation energy for each element was determined by equation (14) and applied for the calculation considering the segregation energy. In the case of the calculation without consideration of the segregation energy, the value determined for Mn by equation (14) was defined as the segregation energy for all elements.
The calculated concentration profiles are shown in Fig. 4. In Fig. 4, y axis shows segregation of each element. u and u0 are the u fraction within the grain boundary and the average concentration in bulk respectively. The x axis is normalised by the width of the grain boundary. The concentration profile calculated without consideration of the segregation energy shows a tendency for the element, which has a higher initial concentration, to have higher concentration at a grain boundary as well. On the other hand, the concentration of Nb increased significantly with consideration of the segregation energy. Figure 5 shows comparison of maximum segregation within grain boundary between the calculation with and without consideration of the segregation effect. It is recognisable that high magnitude of segregation by the calculation with consideration of the segregation effect is a cause of retardation of grain growth.
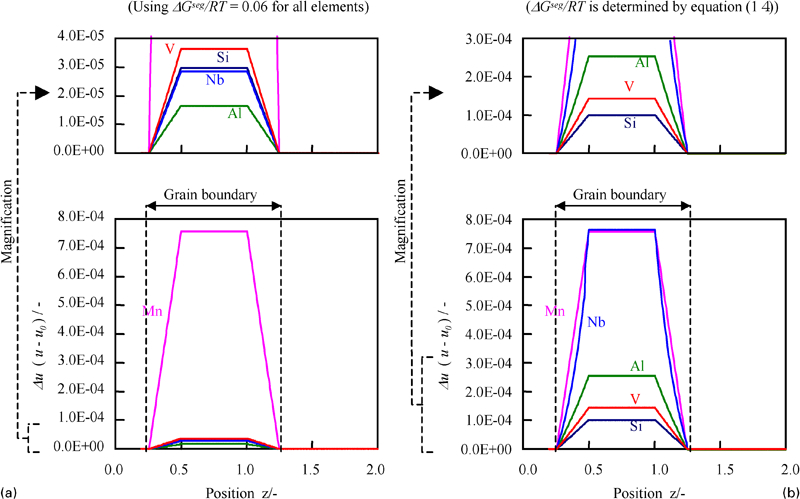
Calculated concentration profile across grain boundary of steel 3 (v = 1·0×10−8 m s−1)
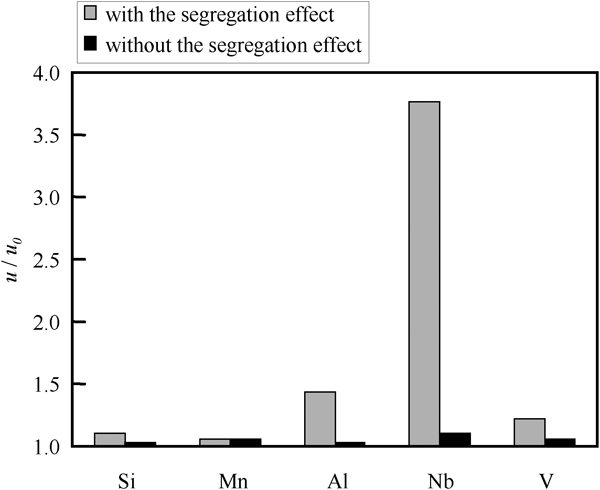
Comparison of maximum segregation within grain boundary of steel 3 between calculation with and without consideration of segregation effect
In the following, grain size evolution is calculated. The calculated grain diameter and driving force of steel 2 at 1473 K are shown in Fig. 6. In Fig. 7, the comparison of grain size evolution between experiment and calculations is shown. Three types of calculations are conducted: the proposed model, the model without considering the segregation effect of each substitutional element and the model considering only the boundary friction. Experiment and the only calculation by the proposed model show reasonable correspondence. It means that it is necessary when calculating grain growth rate to consider the solute drag and the segregation energy of each substitutional element.
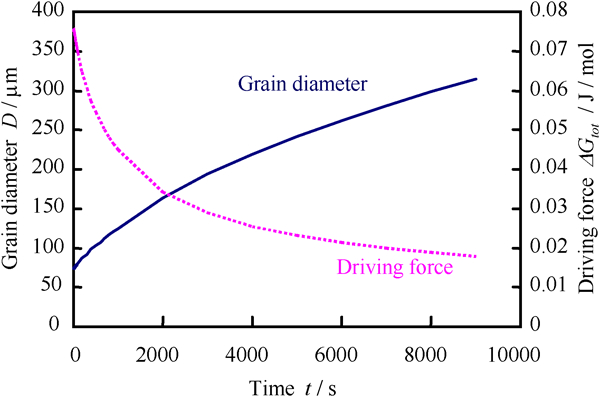
Change in grain diameter and driving force of steel 2
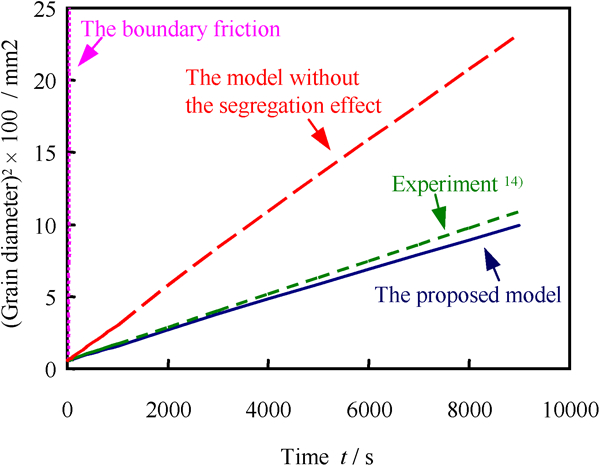
Comparison of grain growth of steel 2 between experiment and models
Calculation of temperature dependence of grain growth rate
The proposed model offers the possibility to simulate temperature dependence of the grain growth rate. This is because the diffusion potential φ, the solubility limit in ΔGsolb and the intrinsic diffusional mobilities of species Mj are included in the proposed model. All of these factors have temperature dependence. For the three materials in Table 1, the grain growth rates at 1423, 1473 and 1523 K are calculated by the proposed model. According to the experimental results,14 the initial grain size  for the driving force is determined at each temperature. Equation (6) is a non-linear equation; therefore, the grain growth rate is solved by iterations. As mentioned above, squared grain diameter is proportional to time. Therefore, that relationship is described as
for the driving force is determined at each temperature. Equation (6) is a non-linear equation; therefore, the grain growth rate is solved by iterations. As mentioned above, squared grain diameter is proportional to time. Therefore, that relationship is described as

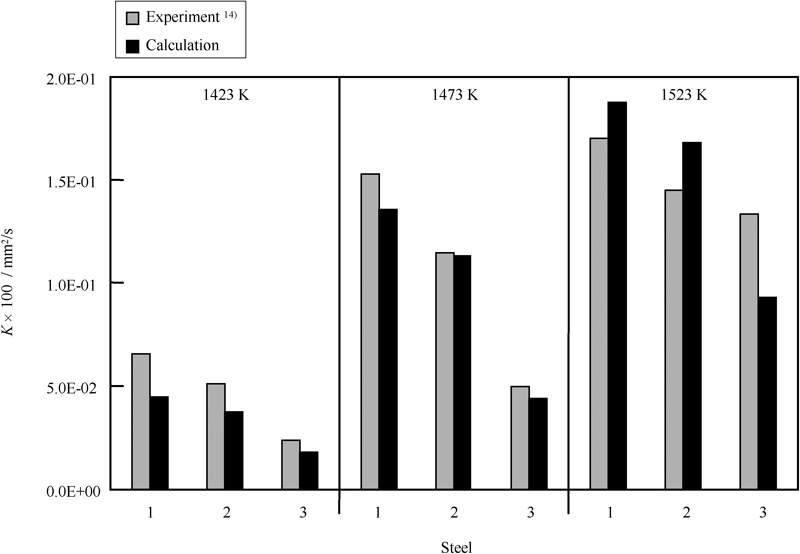
Comparison of grain boundary velocities between experiments and calculations
Summary
A practical model to calculate grain growth rate has been developed. This model is based on the solute drag model incorporating the segregation effect. Using this model, the concentration profiles across grain boundaries and grain size evolution were calculated. The calculated results to simulate the influence of microalloying elements and temperature for grain growth show reasonable agreement with experimental results.