
Abstract
Metal matrix composites are considered as a distinct category of the advanced materials, which have low weight, high strength, high modulus of elasticity, low thermal expansion coefficient and high wear resistance. Among them, Al–Al2O3 composites have achieved significant attention due to their desired properties. In the present research, Al–Al2O3 composites with 5 vol.- alumina were produced by stir casting at a temperature of 800°C. Two different particle sizes of alumina were used as 53–63 and 90–105 μm. The microstructure of the samples was evaluated by SEM. In addition, the mechanical properties of the samples were measured, and hence, the optimum temperature and particle size of alumina to be added to the Al matrix were determined. The results demonstrated the positive effect of alumina on improving the properties of Al–Al2O3 composites.
Introduction
Metal matrix composites (MMCs) are materials that have a metal or metal alloy as the matrix phase. The dispersed phase may be particulates, fibres or whiskers that normally are stiffer, stronger and/or harder than the matrix.1 The necessity of achieving better properties than those obtained in monolithic metals has allowed the development of different kinds of MMCs. Therefore, new materials resulting from the addition of reinforcements to a metal may provide enhanced specific stiffness coupled with improved fatigue and wear resistance or perhaps increased specific strength coupled with desired thermal characteristics in the resulting MMC.2
Particular interest has been paid on the use of aluminium and its alloys as matrix material in MMC owing to their low density. Al–Al2O3, Al–SiC, Al–graphite, Al–B, etc. are all well known aluminium matrix composite (AMC) systems. Reinforcing aluminium alloys with ceramic particles produces high strength AMCs. This property enables the applicability of AMCs in the aerospace and defence industries, as well as in automotive disc brake rotors, pistons, upper control arms, etc. In the manufacturing of these cast MMCs, a foremost topic is the appropriate distribution and wettability of the reinforcement material in the alloy matrix.3–6
Several melt processing techniques have been used in AMCs with different degrees of success to favour the incorporation of reinforcing particles. The high cost of production of AMCs can postpone additional applications of these profitable materials. For this reason, the design of new AMCs with a stable microstructure (in terms of matrix/reinforcer reactivity) is a requirement to keep the cost of production at low levels.7–9
Stir casting route is the most promising method for synthesising discontinuous reinforcement aluminium matrix composites because of its relative simplicity and easy adaptability with all shape casting processes used in metal casting industry. 10 10,11 In general, stir casting of MMCs involves producing a melt of selected matrix material followed by the introduction of reinforcement materials into the melt and the dispersion of the reinforcing material through stirring. Stirring is carried out vigorously to form a vortex where the reinforcing particles are introduced through the side of the vortex. The formation of the vortex will drag not only the reinforcement particles into the melt but also all impurities, which are formed on the surface of the melt. The vortex will also entrap air into the mould, which is extremely difficult to remove as the viscosity of the slurry increases.12
In the present research, Al–Al2O3 composites were produced by stir casting method, and the effect of volume percentage and particle size of alumina on mechanical properties and microstructure was investigated.
Experimental
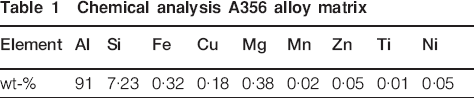
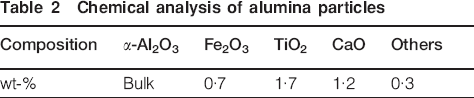
The A359 aluminium alloy was used as a matrix material, and alumina was added as reinforcement particles. The A359 aluminium alloy was supplied by the Kashan Kian Alloy Company while alumina powder was from Merck Company. Al2O3 particles were used in different sizes (53–63 or 90–105 μm) and volume fractions (1·5, 2·5, 3·5, 5 or 10 vol.-). The chemical properties of these materials are shown in Tables 1 and 2.
Chemical analysis A356 alloy matrix
Chemical analysis of alumina particles
For each set of the samples, aluminium ingot was melted in a fireclay crucible by an electric furnace at 800°C. An electrical stirrer was installed over the furnace, and the stirring of the molten Al was performed for a few minutes. Then, alumina reinforcement particles enclosed in aluminium foils were added to the melt followed by more stirring. The molten composite then was cast into metallic moulds. The solidified samples were used for tensile strength and hardness tests. The optimum amount of alumina addition was determined by the result of these tests. Detailed microstructural investigations were carried out using scanning electron microscopy (SEM) on the samples containing optimum amount of alumina. A CamScan MV 2300 SEM of Oxford Company was utilised for SEM analysis. For tensile strength test, a model 1195 equipment made by Instron Company and for hardness test, a DVRB-M Brinell test equipment made by Eseway Company were used.
Results and discussion
Figure 1 shows the tensile strength test results of the samples containing different weight percentages and sizes of alumina reinforcement particles after casting at 800°C. Adding alumina particles up to 5 has improved the strength ∼40, which is due to the increase in age hardening. Alumina particles have elastic properties, while the matrix tends to show plastic deformation. Supposing that a strong interface has been created, reinforcement particles hinder the plastic deformation, and so the age hardening will be increased.
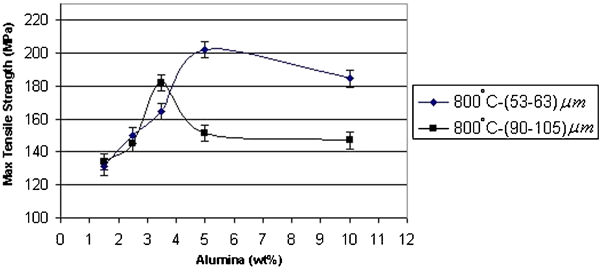
Tensile strength data variation in samples containing different weight percentages and sizes of alumina reinforcement particles after casting at 800°C
With increasing the reinforcement particles from 5 to 10, the strength decreases. It can be due to the fracture of alumina particles or their agglomeration because of powder aggregation, which leads to weakening of the interface with the matrix and finally its separation. Of course, casting deficiencies and even the presence of gas pits as crack sources also can affect the strength.
For the particle size effect, it can be seen that the finer the particle sizes, the higher the tensile strength of the reinforced composite. The reason can be attributed to the role of finer particles in more age hardening. Considering identical volume fraction of particle size for both distributions, the number of finer particles will be more than the coarser ones. Assuming that particle size distribution is the same in both cases, it can be expected that the distance between the finer particles is shorter than that between the coarser ones. It means that finer particles prohibit the movement of dislocations or slipping of matrix within smaller dimensions and leading to more age hardening.
Figure 2 shows the Brinell hardness test data of the samples containing different weight percentages and sizes of alumina reinforcement particles after casting at 800°C. The hardness has increased at first, but by exceeding alumina content to more than 3·5, the hardness value decreased. This can be due to the diminishing fluidity of molten aluminium after this percentage of Al2O3, which leads to reduction in wettability of particles. Lower wettability brings about more porosity, drop of properties, fracture of particles and, finally, weakening of interface.
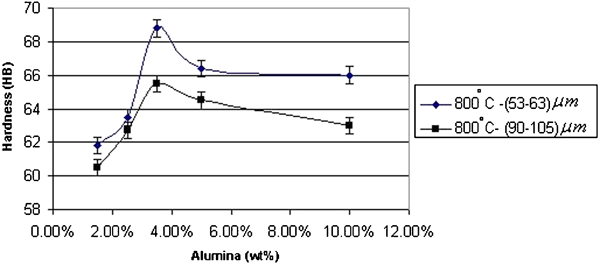
Brinell hardness data variation in samples containing different weight percentages and sizes of alumina reinforcement particles after casting at 800°C
Again, for particle size effect, it can be seen that the finer the particle sizes, the higher the hardness of the reinforced composite. Several reasons can be considered for this behaviour. One is the interface, which is higher for finer particles, and hence leads to more hardness. Furthermore, coarser particles have more defects, making them more susceptible to fracture under applied forces. On the other hand, assuming that particle size distribution is the same in both cases, the distance between finer particles will be shorter than that between the coarser ones. Therefore, the finer particles have more effects in hindering the movement of dislocations while pressure is being applied by the hardness equipment indicator. Thus, more hardness values are created.
Figures 3–6 show the microstructures of stir cast Al–Al2O3 composites containing 5 alumina with two different particle sizes. Figures 3 and 4 are related to the composite with alumina particle size of 53–63 μm, while Figs. 5 and 6 represent the one with 90–105 μm particle size. Alumina particles appeared as white spots due to higher atomic number of alumina compared to the matrix. The dark areas are related to the aluminium matrix. Although wettability problems has given rise to the formation of piled areas of alumina, silicon and magnesium near each other, nevertheless, white dispersed alumina particles can be distinguished readily. Referring to X-ray maps of different elements in the samples confirm this idea.
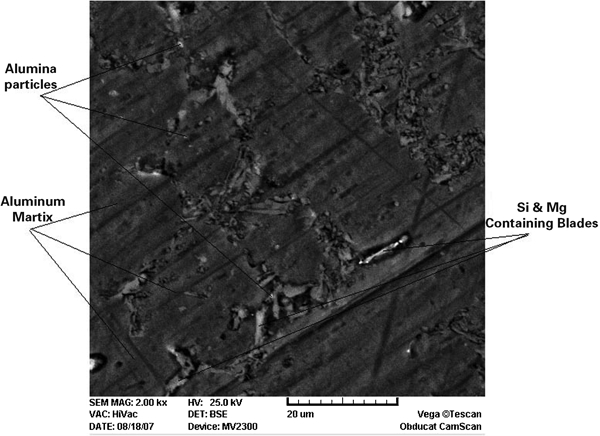
Image (SEM) of Al–5Al2O3 reinforced composite (alumina particle size, 53–63 μm)
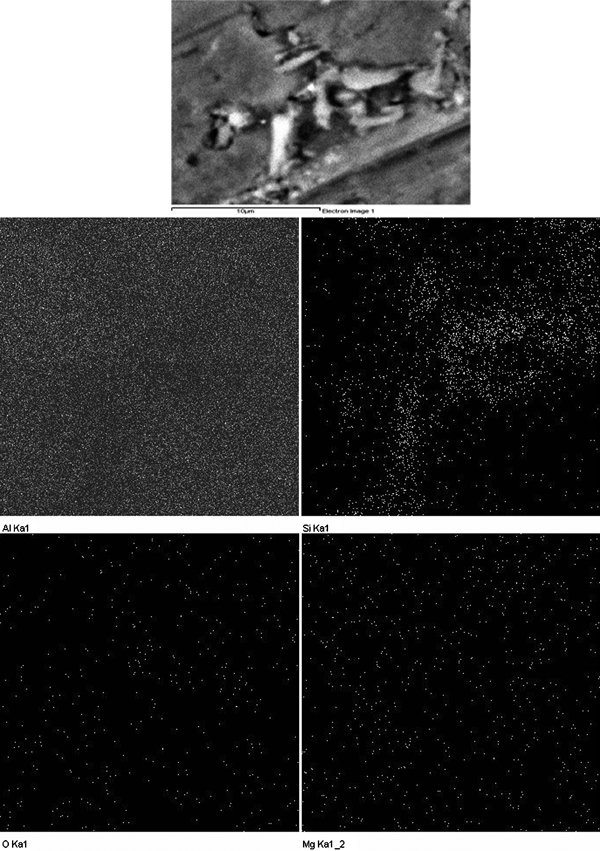
Image (SEM) of Al–5Al2O3 reinforced composite and related X-ray maps (alumina particle size, 53–63 μm) of various particle distributions including Al, Si, O2 and Mg
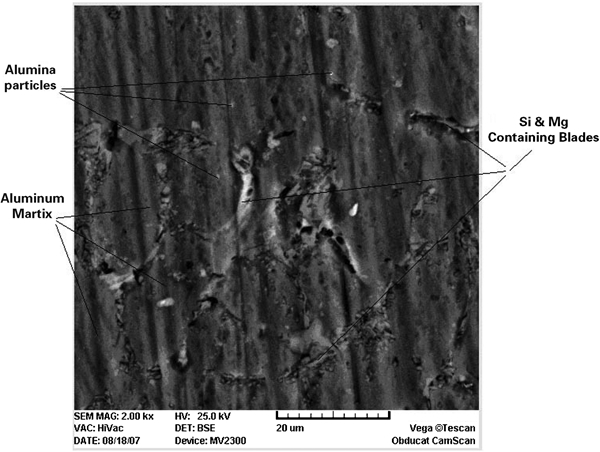
Image (SEM) of Al–5Al2O3 reinforced composite (alumina particle size, 90–105 μm)
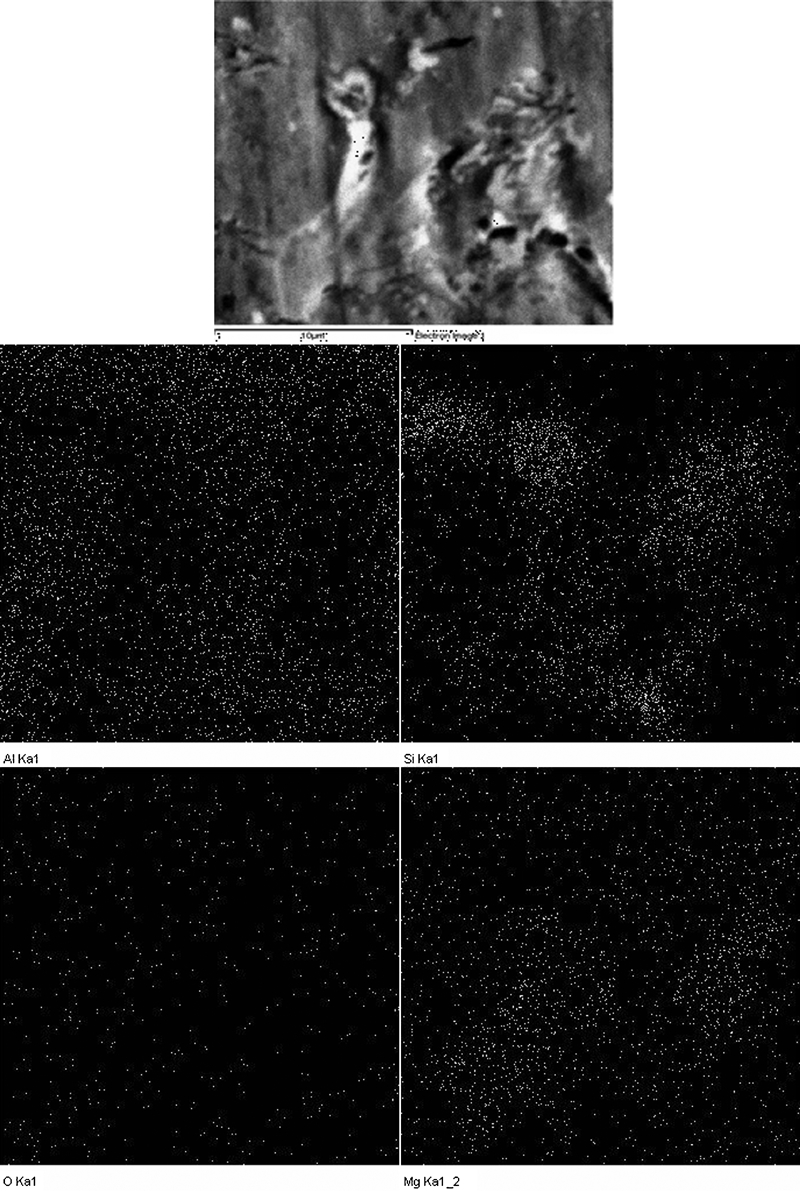
Image (SEM) of Al–5Al2O3 reinforced composite and related X-ray maps (alumina particle size, 90–105 μm) of various particle distributions including Al, Si, O2 and Mg
Knowing that oxygen is the representative for alumina in X-ray maps, one can be convinced for the situation of alumina particles.
Si releasing during the reaction in the interface leads to the formation of intermediate compounds, such as Mg2Si, which can be observed as white coloured blades.
A comparison between Figs. 4 and 6 indicates that the agglomeration of reinforcement particles is enhanced as they become finer, while the porosity is lessened.
Conclusions
Adding alumina particles up to 5 has improved the tensile strength ∼40, which is due to the increase in age hardening, but by increasing the reinforcement particles from 5 to 10 wt-, the strength decreases.
The finer the particle sizes, the higher the tensile strength of the reinforced composite. The reason can be attributed to the role of finer particles in more age hardening.
The hardness of the reinforced composites increases with increasing alumina addition, but by exceeding alumina content to more than 3·5, the hardness value decreased. Again, finer particle sizes of alumina have more effects on improving the hardness.
Microstructure analysis indicates that the agglomeration of reinforcement particles is enhanced as they become finer, while the porosity is lessened.