
Abstract
The influences of rare earth neodymium on microstructure and mechanical properties of as cast and hot rolled AZ31B wrought magnesium alloy were investigated. The results show that the mechanical properties of both as cast and hot rolled AZ31B alloys decrease due to Nd addition. Nd reacts with Al to form Al2Nd phase when Nd is added. Bulky and brittle Al2Nd intermetallic degrades the mechanical properties. Moreover, the addition of Nd weakens the grain refining effect of Al on as cast AZ31B alloy, resulting in grain coarsening. Coarse grains also cause the decline of the mechanical properties of as cast AZ31B–Nd alloy. The negative influence of the bulky and brittle intermetallics on mechanical properties of AZ31B alloy can be relieved by large deformation because the intermetallics can be sufficiently broken up during the deformation process.
Introduction
Rare earth is often added into magnesium alloys to improve their performances.1 Liu et al.2 found that the corrosion resistance of AM60 magnesium alloy was improved by the addition of Ce and La. Hossein and Ehsan3 found that the thermal fatigue property of AZ91 alloy was enhanced by rare earth addition. Pettersen et al.4 found that the addition of cerium rich mixtures improved the creep properties of Mg–4Al alloy at high temperature due to the formation of the thermostable Al11RE3 phase in α-Mg matrix. Wang et al.5 also found that the mechanical properties of AZ91 alloy at high temperature were improved due to the Al11RE3 phase precipitated in AZ91 alloy. Furthermore, rare earth increases the fluidity of molten magnesium alloy.6
AZ31 alloy is the most successful wrought magnesium alloy at present, but the use of AZ31 alloy is very limited on account of its poor mechanical properties. 7 7,8 AZ31 alloy has limited ductility due to hexagonal close packed structure magnesium with fewer slip systems compared with face and body centred cubic structure metals. Moreover, AZ31 alloy has lower strength than AZ91 alloy due to the limited alloying content in AZ31 alloy that cannot cause the remarkable solution strengthening.
Recently, some researchers tried to improve the mechanical properties of AZ31 alloy by the addition of rare earth. Li et al.9 found that rare earth Nd could remarkably refine the grains of as cast AZ31 alloy and improve the mechanical properties of as cast AZ31 alloy. The tensile strength of as cast AZ31 alloy increased from 135 MPa (0 wt-Nd) to 245 MPa (0·57 wt-Nd), and the elongation increased from 3 to 9. Yu et al.10 investigated the effects of 0·8 wt-Ce and 0·8 wt-Nd on the mechanical properties of hot rolled plate of Mg–Al–Zn (RE) alloy respectively. The results showed that a few second phases formed on the grain boundaries due to Ce and Nd addition, such as Al4Ce, Mg12Ce and Mg12Nd. These second phases have a better strengthening effect. The tensile strengths of hot rolled plate increased by 10 because of the addition of 0·8 wt-Ce and increased by 12 due to the addition of 0·8 wt-Nd. However, Zheng et al.11 found that the addition of cerium rich mischmetal coarsened the grains of AZ31 alloy and then worsened the mechanical properties of AZ31 alloy. Pan et al.12 also found the same phenomenon when they studied the effects of Ce on as cast microstructure of AZ31 alloy. Pettersen et al.4 found that the addition of rare earth improved creep resistance, and the Al11RE3 precipitated phase on the grain boundaries caused the decline in ductility. It is clear that researchers hold different opinions on the influences of rare earth on mechanical properties and microstructure of AZ31 alloy.
It is very essential to clarify the effects of rare earth on microstructure and mechanical properties of AZ31 alloy. In the present paper, Nd was added into AZ31B alloy to investigate the effects of Nd on microstructure and mechanical properties of as cast and hot rolled AZ31B alloy. Moreover, the influence of Nd on microstructure evolution of AZ31B alloy was discussed.
Experimental
Commercial AZ31B wrought magnesium alloy was used as the matrix alloy, and the nominal composition of the AZ31B alloy is listed in Table 1. AZ31B–Nd alloys containing 0, 0·4, 0·8 and 1·2 wt-Nd were prepared respectively. The AZ31B alloy was melted in a low carbon steel crucible under the flux protection. After refining treatment, Mg–25Nd intermediate alloy was added. The AZ31B–Nd alloy melt was stirred for 5 min, held for 30 min at 720°C and then cast into a cylindrical steel mould with a diameter of 65 mm.
Chemical composition of AZ31B, wt-

The ingots were annealed at 420°C for 12 h to eliminate segregation. Five cylindrical samples with a diameter of 12 mm were cut from each ingot along the diameter direction. These cylindrical samples were machined into tensile specimens (as cast tensile specimens) with a diameter of 5 mm and a gauge length of 25 mm. Two kinds of plates with the same size 100×50×10 mm for hot rolling were cut from AZ31B ingot and AZ31B–0·8Nd ingot respectively. The plates were rolled by multiple pass rolling process. Initial and final rolling temperatures were 400 and 300°C respectively. Specific processing parameters of hot rolling are summarised in Table 2, where the absolute values of true strains were taken.
Parameters of hot rolling (original thickness, 10 mm)
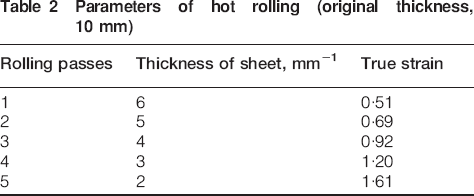
Through three- and five-pass rolling, the plates with thickness of 4 and 2 mm were obtained. After rolling, the plates were cooled to room temperature in the air and then were annealed at 250°C for 30 min. Tensile test specimens (hot rolled tensile specimens) were machined from the annealed plates by electrospark wire electrode cutting, and their axis parallels to the rolling direction. The width of tensile specimens was 5 mm, the gauge length was 15 mm and the thickness was equal to the plate thickness. The tensile strength and the elongation were measured using a SHIMADZU AG-I 250 KN tensile testing tester. The mean value of the five tensile specimens was taken.
Metallographic specimens were cut from the rest of as cast ingots annealed at 420°C for 12 h and hot rolled plates annealed at 250°C for 30 min respectively. They were polished and then etched in solution containing 4·2 g picric acid, 5 mL glacial acetic acid, 70 mL ethanol and 10 mL distilled water. The microstructures were observed using an Olympus PMG3 optical microscopy and a JSM-5610 LV SEM. Phase identification was carried out on a Bruker D8A X-ray diffractometer, and the chemical composition of the second phase was analysed by an energy dispersive spectrometer.
Results and discussion
Effects of Nd on as cast AZ31B alloy
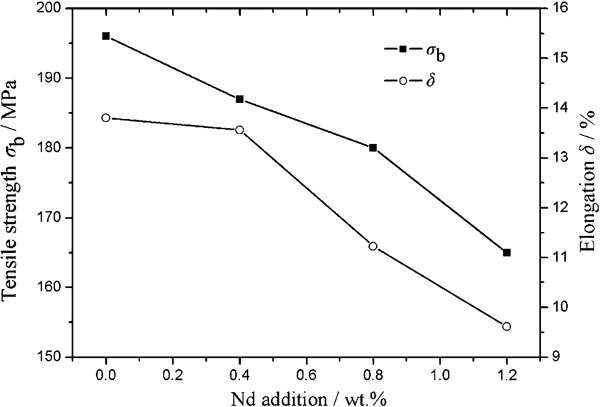
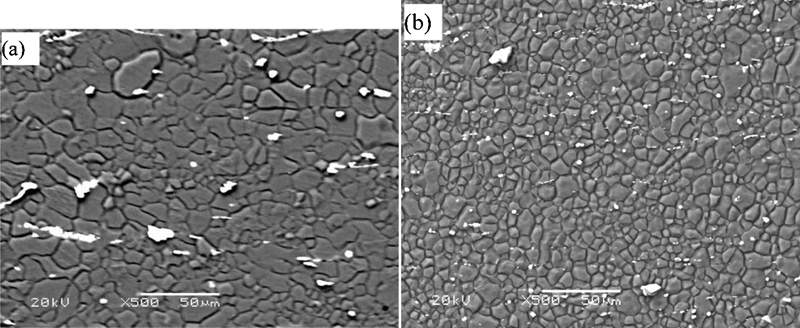
Figure 1 shows the tensile strengths and elongations of AZ31B–Nd alloys after diffusion annealing at 420°C for 12 h. Both tensile strengths and elongations of AZ31B–Nd alloys decrease gradually with increasing Nd content. Figure 2 shows the as cast microstructures of AZ31B and AZ31B–Nd alloys. It can be seen clearly that the grain size increases with increasing Nd content. The grain size of as cast AZ31B alloy increases from ∼500 μm to more than 1000 μm when the Nd content increased from 0 to 1·2 wt-. The same phenomena were also observed by Zheng et al.11 and Pan et al.12
Effects of Nd on mechanical properties of AZ31B alloy at room temperature
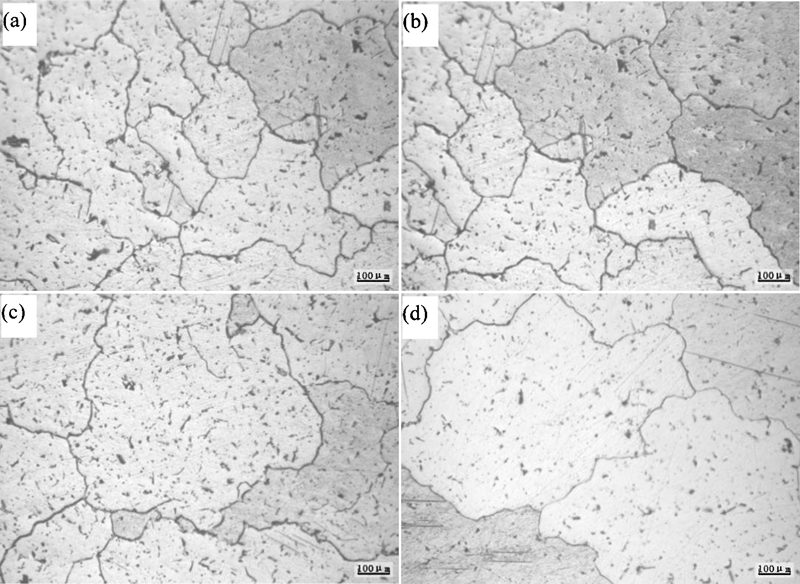
Grain size of AZ31B alloy with and without Nd addition
Effects of Nd on hot rolled plate of AZ31B alloy
Table 3 shows tensile strengths and elongations of hot rolled plates of AZ31B alloy and AZ31B–0·8Nd alloy with different strains. When the true strain of plate is ∼0·92, in other words, the ultimate thickness of hot rolled plate is 4 mm, the tensile strength and the elongation of AZ31B–0·8Nd alloy are merely 256 MPa and 15·3 respectively. By comparison, the tensile strength and the elongation of AZ31B alloy are 274 MPa and 18·3 respectively. With a true strain of 1·61, the final thickness of hot rolled plate is 2 mm, the tensile strengths are 278 and 274 MPa for AZ31B and AZ31B–0·8Nd alloys respectively, and the elongations are 27·6 and 25·4 for AZ31B and AZ31B–0·8Nd alloys respectively. It can be seen that after high strain, the mechanical properties of AZ31B–0·8Nd alloy become close to that of AZ31B alloy, but the performance of AZ31B–0·8Nd alloy are still lower than that of AZ31B alloy.
Mechanical properties of AZ31B–0·8Nd alloy hot rolled plates with different strains
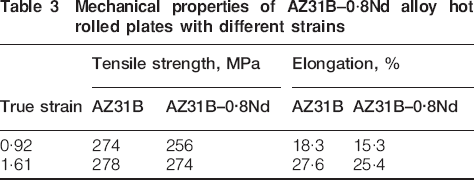
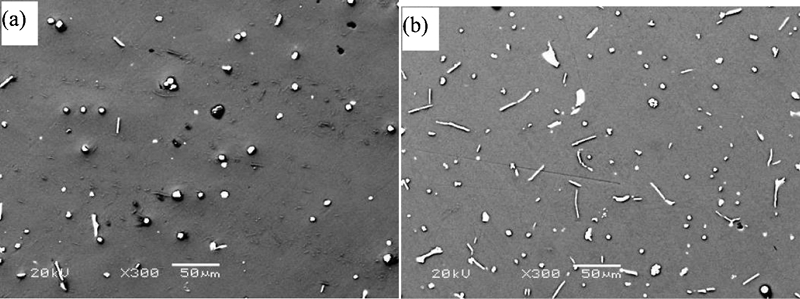
Figure 3 shows the microstructures of AZ31B–0·8Nd alloy at different strains. It can be seen from Fig. 3a that bulky second phases mainly distribute along the rolling direction at the true strain of 0·92. The bulky second phases will deteriorate the mechanical properties of hot rolled plate. It can be seen from Fig. 3b that the bulky second phases are broken up during the rolling process with a larger strain, and the broken second phases distribute dispersedly along the rolling direction. The refined second phases have a less harmful impact on the mechanical properties compared to bulky second phases. It should be noticed that recrystallised grain sizes of hot rolled AZ31B and AZ31B–0·8Nd alloys are mainly dependent on the strain, and the second phases in AZ31B–0·8Nd alloy cannot play a role to enhance the strength and refine the grain size even if the second phases are refined clearly after a larger strain. The refinement of the second phases merely relieves the negative influence of the bulky second phases on the mechanical properties. Only if the particles of the second phase are very tiny, and disperse sufficiently in the matrix, can they block the motions of dislocations during the plastic deformation and pin the grain boundaries during the recrystallisation process. It can be seen from Fig. 4 that the average grain sizes of the two alloys had no significant difference in spite of more second phases in AZ31B–0·8Nd alloy. Moreover, the mechanical properties of AZ31B–0·8Nd alloy are enhanced significantly when the true strain increases from 0·92 to 1·61, but the mechanical properties of AZ31B alloy are still better than that of AZ31B–0·8Nd alloy.
Annealing microstructure of AZ31B–0·8Nd alloy at different strains
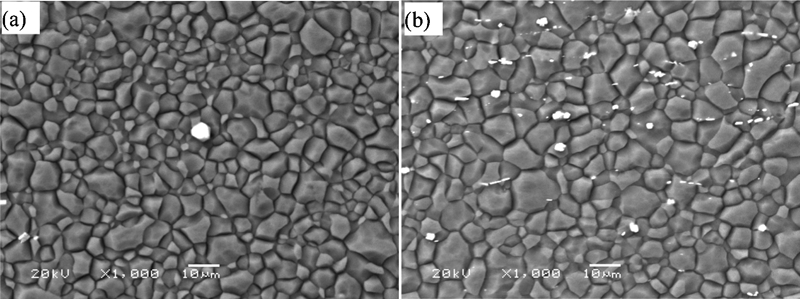
Annealing microstructures of AZ31B and AZ31B–0·8Nd alloys at true strain of 1·61
Effect of Nd on second phases of AZ31B alloy
Second phase of AZ31B alloy with Nd addition
As shown in the Mg–Al binary phase diagram, the saturated solid solubility of Al at eutectic temperature is ∼13 wt-, and eutectic reaction cannot happen in AZ31 alloy in the equilibrium freezing. However, eutectic phase Mg17Al12 often appears in AZ31 alloy owing to the divorced eutectic reaction happened in the course of non-equilibrium solidification. It was found that the eutectic reaction happened in the alloy containing as little as 2 wt-Al under non-equilibrium solidification, and the non-equilibrium solidification is normally encountered in castings, and Mg17Al12 phase distributes continuously along grain boundaries.13 The divorced eutectic phase is unstable in thermodynamics and is harmful to the performances of materials. The divorced eutectic phase can be eliminated by diffusion annealing. Mg17Al12 phase is spheroidised during diffusion annealing resulting in some improvements in elongation.13 Figure 5a shows the appearance of Mg17Al12 phase after annealing.
Morphology of second phases of AZ31B and AZ31B–0·8Nd alloys after annealing
Sumida et al.6 studied the solidification behaviour of Mg–7Al–1Zn–5Nd alloy, and found that Al2Nd particles formed at the beginning of the solidification (the meltingpoint of Al2Nd is 1460°C). Al2Nd particles were pushed in interdendritic region and coarsened gradually during solidification. RE reacts preferentially with Al to form intermetallic compound when RE was added into Mg alloy containing Al. The possibility or ability of two elements to form the intermetallic compound can be judged through the difference in their electronegativities: the greater the difference is, the easier the formation of intermetallic compound will be. The electronegativity difference between Al and RE is 0·4, and the electronegativity difference between Mg and RE is only 0·1, which indicate that Al–RE intermetallic compound will be formed more easily. Therefore, it can be concluded that the Nd reacts with Al to form Al2Nd phase when the Nd is added into AZ31B alloy. With decreasing temperature, eutectic Mg12Nd phase or Mg17Al12 phase will form in residual liquid. Which phase can be formed depends on the mass ratio of RE to Al. Pettersen et al.4 found that when the mass ratio of RE to Al is >1·4, all of Al combines with RE to form Al–RE phase, and the residual RE will combine with Mg to form Mg12RE phase. In the present experiment, the alloy contains 3 wt- Al and 0·8 wt-Nd; the mass ratio of Nd to Al is far <1·4; thereby all of Nd reacts with Al to from Al2Nd phase, and the residual Al reacts with Mg to form Mg17Al12 phase.
The second phases containing Nd have a good thermal stability and are difficult to be spheroidised by annealing. Figure 5b shows the appearance of second phases of AZ31B–0·8Nd alloy. After annealing, the second phases are still rod-like, and their lengths are about 20–50 μm. Figure 6 shows the chemical compositions of the second phase of AZ31B–0·8Nd alloy. Mg, Al, Mn, Zn and Nd are detected in the second phase. It is well known that most of the trace elements, such as Zn, Mn and Si, tend to segregate in second phases.13 Figure 7 shows X-ray diffraction (XRD) spectrum of AZ31B–0·8Nd alloy. It can be seen that α-Mg, Al2Nd and Mg17Al12 were detected. However, the intermetallic compound containing Mn had been not detected by XRD, which may be attributed to a low concentration of Mn in AZ31B alloy, but Mn is detected distinctly by energy dispersive spectroscopy. Therefore, TEM and STEM could help to determine the behaviour of Mn element in AZ31B–Nd alloy. Pettersen et al.4 and Zheng et al.11 claimed that Mn forms Al10RE2Mn7 phase combined with Al and RE.
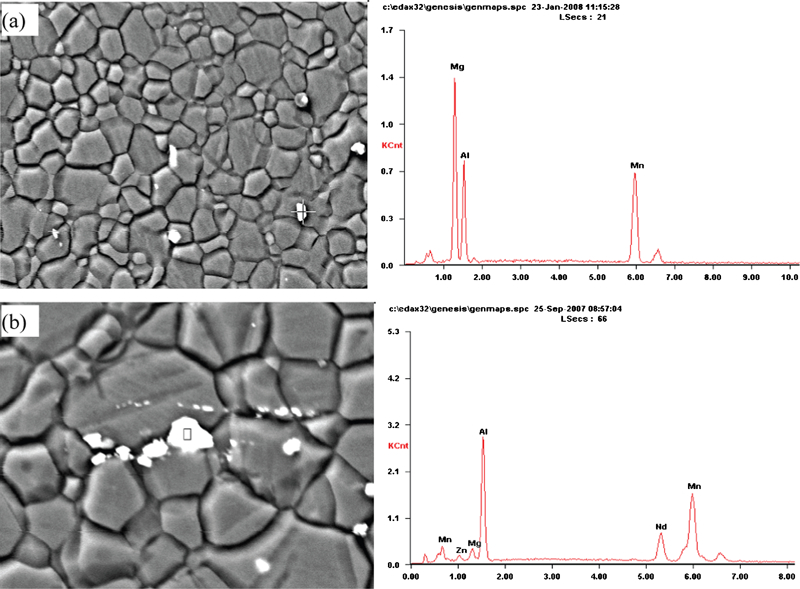
EDS analysis of second phase
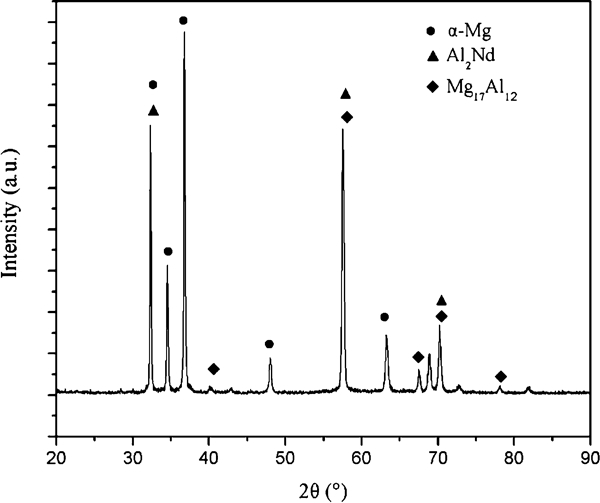
XRD pattern of AZ31B–0·8Nd alloy
Mechanism of effect of second phases on AZ31B alloy
Zheng et al.11 found that Al can refine the grains of Mg alloys. Nd weakens the grain refining effect of Al on as cast AZ31 alloy because the formation of Al2Nd causes the decrease of Al concentration in α-Mg matrix. Moreover, Al2Nd phase has an orthorhombic crystal structure,6 and α-Mg has a close packed hexagonal structure. For this reason, Al2Nd cannot act as nuclei of α-Mg to refine the grain size. Therefore, grain coarsening is observed in the present experiment. Worse still, the bulky second phases containing Nd cannot be eliminated or be refined by heat treatment. The length of these bulky and rod-like second phases is >20 μm. In tensile process, the brittle intermetallics or the interfaces between intermetallic and matrix will become crack sources and then lead to a premature fracture. Therefore, both the tensile strength and the elongation of as cast AZ31B alloy decreased with increasing Nd addition. The combined effect of coarse grains and the bulky second phase causes the deterioration of the mechanical properties of as cast AZ31B alloy.
Nd also has a negative influence on the mechanical properties of hot rolled AZ31B plates. When the true strain is 0·92, the bulky intermetallics are retained in hot rolled microstructure because the deformation is not severe. The bulky and brittle second phase will result in a premature fracture during tension. However, when the true strain reached 1·61, the bulky intermetallics are sufficiently broken up in the rolling process, and the negative influence of intermetallics is weakened. As seen from Table 3, when the true strain increases from 0·92 to 1·61, the mechanical properties of AZ31B–0·8Nd alloy increase obviously, e.g. the tensile strength increases from 256 to 274 MPa, and the elongation increases from 15·3 to 25·4. By contrast, the tensile strength of AZ31B alloy increases slightly from 274 to 278 MPa, and the elongation increases from 18·3 to 27·6. The mechanical properties of AZ31B–0·8Nd alloy are close to AZ31B alloy after a severe deformation. The refined and granular second phase has a less negative influence on mechanical properties than the bulky and rod-like second phase. It can be seen from Fig. 3 that AZ31B–0·8Nd alloy with a true strain of 1·61 has finer second phases than AZ31B–0·8Nd alloy with a true strain of 0·92. As far as AZ31B alloy is concerned, the mechanical properties are affected by grain size and texture evolution.14–16 However, for AZ31B–0·8Nd magnesium alloy, except for grain size and texture evolution, the mechanical properties are also dominated by the second phase.
Conclusions
When rare earth Nd is added into AZ31B alloy, Nd will react with Al to form Al2Nd phases, and then grain refinement effect of Al is weakened and the grains of as cast alloy coarsen remarkably.
The bulky and brittle second phase results in the decrease in both tensile strength and elongation of as cast AZ31B–Nd alloy.
The bulky and brittle second phase results in the declining of the mechanical properties of hot rolled AZ31B–Nd alloy. After high strain, the bulky second phase could be refined, and its harmful influence on mechanical properties of AZ31B alloy can be removed and the mechanical properties of hot rolled AZ31B–0·8Nd alloy increase remarkably.
Footnotes
Acknowledgements
The present study was supported by the Henan Province Program for Science and Technology Innovation Talents (grant nos. 104100510005 and 2009HASTIT023), Luoyang Applied Technology Study and Development Foundation (grant no. 0901011A) and Henan Province Key Problem Project (project no. 092102210012).