
Abstract
The effect of austenite grain size on isothermal bainite transformation in a low carbon microalloyed steel was studied by means of optical microscopy, SEM and TEM. Two widely varying austenite grain sizes, a fine average grain size (∼20 μm) and a coarse average grain size (∼260 μm), were obtained by different maximum heating temperatures. The results showed that the morphology of isothermal microstructure changes from bainite without carbide precipitation to bainitic ferrite with a decrease in holding temperature. Coarse austenite grain can retard the kinetics of bainite transformation and increase the incubation time of bainite transformation by reducing the number of nucleation site, but it does not influence the nose temperature of the C curve of bainite start transformation, which is ∼534°C.
Introduction
The austenite grain size is well known to have a significant influence on phase transformations and mechanical properties of steels. Moreover, there are some differences in the effect of austenite grain size on phase transformations because of different transformation products.1–4 With regard to martensite transformation, some researches indicated that martensite start transformation temperature Ms decreases as the austenite grain size is reduced.1 For pearlite transformation, Umemoto et al.2 proposed that increasing austenite grain size can evidently retard isothermal pearlite transformation rate because the dominant nucleation site for pearlite of tested steel is grain edge. Nevertheless, the effect of austenite grain size on the evolution of the isothermal bainitic transformation was controversial in spite of many studies.3–7 Graham and Axon3 suggested that the fine austenite grains must retard the growth of bainite because of the length of bainite sheaves resisted by the matrix. By contrast, Umemoto et al.4 reported that the bainite reaction rate is increased by a decrease in austenite grain size for isothermal bainite transformation. On the other hand, Matsuzaki and Bhadeshia5 derived a general equation to describe the opposite effects of austenite grain size on the bainite reaction rate for different steels.5 Under continuous cooling condition, the austenite grain size has no appreciable effect on the bainitic transformation temperature proposed by Yamamoto et al.6 However, Lee et al.7 investigated the continuous cooling transformation kinetics of upper and lower bainite in a low alloy steel using a dilatometer and concluded that the transformation rate of upper bainite increases with a decrease in austenite grain size, while that of lower bainite is not related to the austenite grain size.
Recently, low carbon microalloyed steels have been widely applied in building, bridge, pipeline and offshore structures not only because of their high strength and toughness but also excellent field weldability, and the typical microstructure is bainite or acicular ferrite.8–10 However, due to low/ultralow carbon content, the supercooled austenite is extremely unstable.11 The bainite transformation may have its own characteristic feature compared with other low alloy steels. However, very few studies are conducted on the isothermal bainite transformation in the low carbon microalloyed steels. 8 8,12 Therefore, it is necessary to investigate the evolution and kinetics of bainite transformation in consideration of the austenite grain size effect.
Experimental
The chemical composition of tested steel was as follows: 0·06C–0·3Si–1·71Mn–0·029Al–0·22Cr–0·23Cu–0·21Mo–0·32Ni–0·04V–0·028Nb–0·005P–0·002S (wt-). The specimens cut from hot rolled steel plate were machined into cylindrical shape with the dimension of φ8×15 mm. Figure 1 shows isothermal treatment process conducted using a thermomechanical simulator. First, to study the regulation of austenite grain growth, specimens were austenitised at various temperatures between 1000 and 1250°C for 3 or 10 min and then water quenching to room temperature. Then, according to the regulation of austenite grain growth, the maximum heating temperatures of 1000 and 1200°C for 3 min were chosen to obtain a fine austenite grain size (∼20 μm) and a coarse austenite grain size (∼260 μm) respectively. To eliminate the possible effects of precipitation and solution behaviour on the bainite transformation, the specimens with different austenite grain sizes were held at 1000°C for 5 min. These were then gas quenched (cooling rate, ∼60°C s−1) to four different isothermal temperatures (from 520 to 580°C with steps of 20°C) and held at various times (from 5 to 300 s) to transform to upper bainite, then water quenched to room temperature. Each condition was conducted three times, and the mean value of volume fractions transformed at each condition was reported in the present paper.
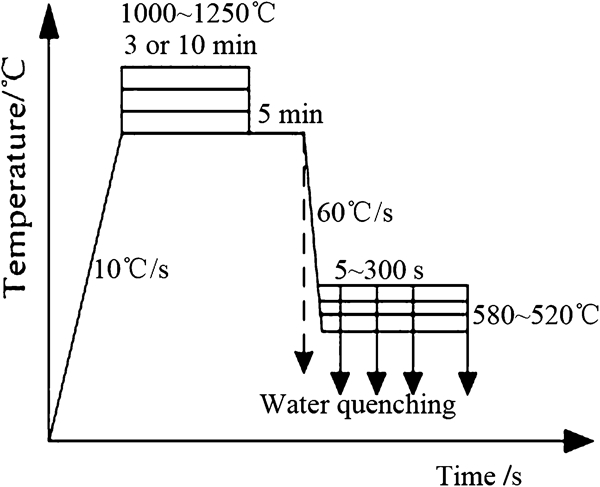
Schematic diagram of isothermal treatment process
To reveal the prior austenite grain boundaries of high temperature water quenched specimens, a saturated picric acid solution was used to etch the cross-section of those specimens, and the austenite grain size was measured by the line intercept method based on the optical micrographs. The observation region was fixed at the centre of the cross-section of all isothermal bainite transformation specimens to reduce the error resulting from relatively uneven cooling rate. Microstructure was observed by means of optical microscopy, SEM and TEM. Volume fractions transformed in isothermal holding were measured for at least 20 random fields using an image analyser to describe the effect of austenite grain size on transformation behaviour.
Results
Regulation of austenite grain growth
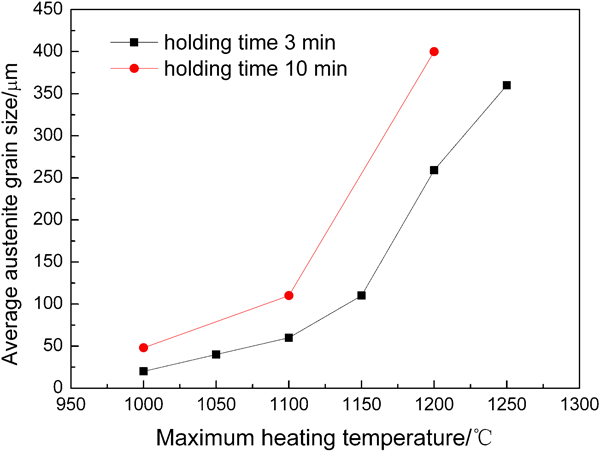
Figure 2 shows austenite grain growth behaviour as a function of maximum heating temperature and holding time. In the microalloyed steel, austenite grain growth is suppressed at lower temperatures (1000–1100°C), presumably because of pinning effect of grain boundaries by microalloy carbides or nitrides such as Nb(CN).13 At higher temperatures, some grains begin to grow abnormally at the expense of the fine surrounding grains. Therefore, the average grain size abruptly increases, as shown in Fig. 2, and austenite grain coarsening temperature of tested steel can be determined between 1100 and 1150°C. When specimens are subjected to different maximum heating temperatures of 1000 and 1200°C, different austenite grain sizes can be obtained, as shown in Fig. 3. Fine average grain size is ∼20 μm, while coarse average grain size is ∼260 μm. The proposed method of selecting two widely varying grain sizes is to conveniently study the effect of austenite grain size on isothermal bainite transformation.
Regulation of austenite grain growth with maximum heating temperature and holding time
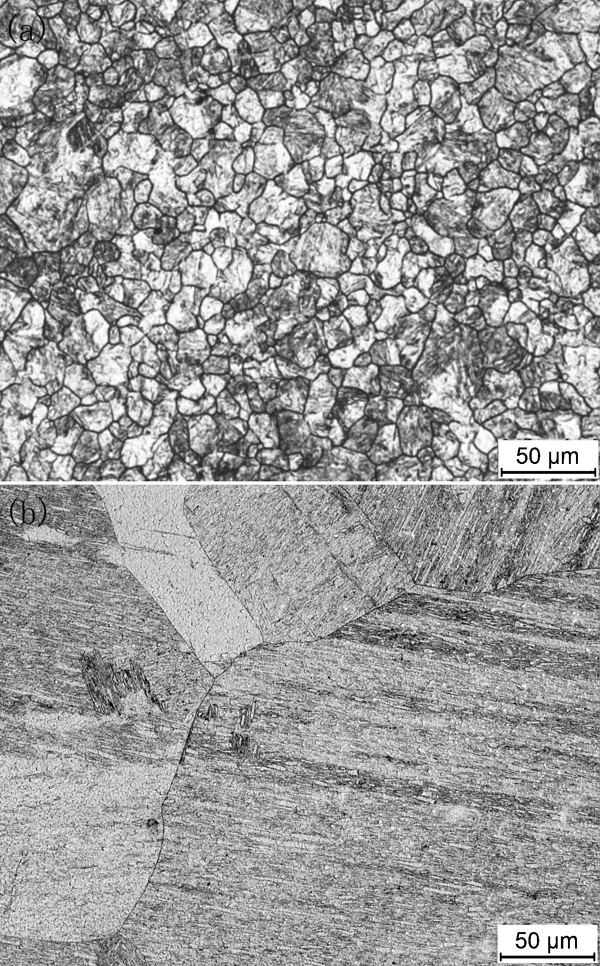
Optical micrographs showing prior austenite grain boundaries of specimens with different maximum heating temperatures
Morphology of isothermal bainite microstructure
Figure 4 shows optical microstructures of the fine and coarse austenite grain size specimens after isothermal holding at various transformation temperatures for different times. When isothermal holding time is ∼5 s, the microstructure obtained is complete lath martensite, indicating that the incubation time of isothermal bainite transformation is more than 5 s. In the fine austenite grain size specimen, a small amount of bainite forms with very few or without carbide precipitation at 580°C for 100 s (Fig. 4a). This kind of bainite morphology is B-I type in the definition by Ohtani et al.14 However, such microstructure cannot be observed in the coarse austenite grain size specimen until holding time prolongs to 150 s (Fig. 4d). As transformation temperature lowers, the sheaves of bainitic ferrite start to form, as well as martensite/austenite constituents and carbides occur between those sheaves, as shown in Fig. 4b and e, which is B-II type bainite in the classification system of Ohtani et al. In a coarse austenite grain, bainite transformation has an obvious character of two stage nucleation. The first stage is the primary plates nucleating at the boundaries and growing towards austenite grain inside. The second stage is the secondary plates nucleating, attaching to the primary plates and growing towards the other direction.15 When isothermal temperature further lowers to 520°C for 100 s, the distribution of martensite/austenite constituents and carbides becomes more dispersive, and the amount of martensite transformed decreases sharply, but the morphology of bainitic ferrite does not show obvious change (see Fig. 4c and f).
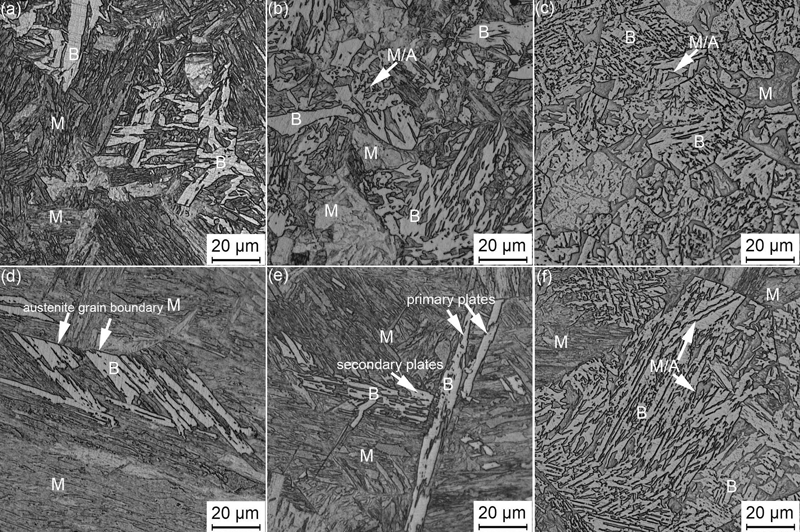
Optical micrographs showing isothermal bainite microstructures: coarse austenite grain size specimens transformed a at 580°C for 100 s, b at 560°C for 50 s, c at 520°C for 100 s and fine austenite grain size specimens transformed d at 580°C for 150 s, e at 560°C for 50 s and f at 520°C for 100 s (B: bainite, M: martensite, M/A: martenite/austenite constituent)
Figure 5 shows TEM images of the fine and coarse austenite grain size specimens transformed at 540°C for 100 s. The microstructure consists of martensite and bainite in the fine austenite grain size specimen (Fig. 5a), and prior austenite grain boundary is retained perfectly as indicated by an arrow. Bainite transformation is confined to the prior austenite grain due to shear transformation mechanism.16 Figure 5b shows magnified bainite microstructure corresponding to the square grid region in Fig. 5a. There are high densities of dislocations and some sub-boundaries inside the bainite grain, and many small martensite/austenite constituents form on the sub-boundaries to accommodate supersaturated carbon. Bainitic ferrite plate and lath-like martensite/austenite constituent can be simultaneously observed in fine and coarse austenite grain size specimens (see Fig. 5c and d). It is noted that the width of bainitic ferrite formed in different austenite grain sizes is approximately in the same range of 0·5–1·2 μm, but the length of bainitic ferrite in fine austenite grain size specimens is often shorter than that in coarse austenite grain size specimens, as shown in Fig. 4. According to the model of the bainitic ferrite lath width expressed by equation (1),17 the width size is a function of temperature, austenite strength and driving force for bainitic ferrite formation under paraequilibrium. Thus, austenite grain size has no direct influence on the width of bainite lath

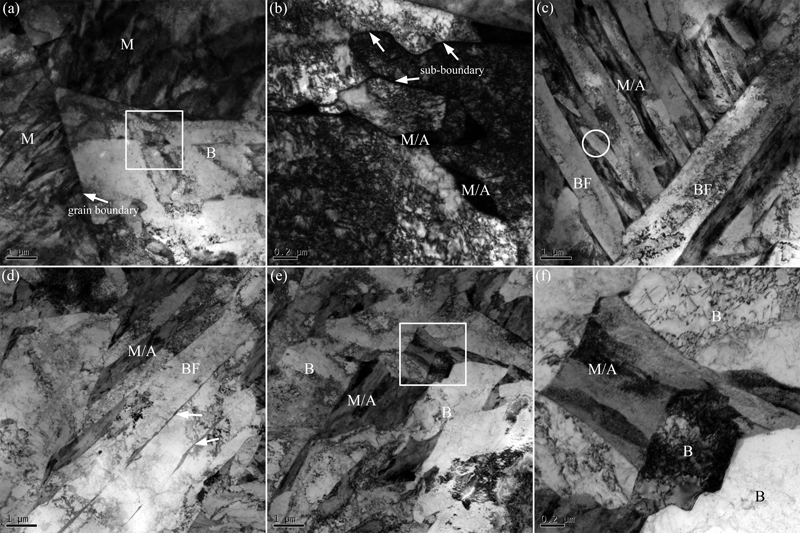
Images (TEM) showing fine microstructures at isothermal temperature of 540°C for 100 s of a–c fine austenite grain size specimen and d–f coarse austenite grain size specimen (B: bainite, M: martensite, BF: bainite ferrite, M/A: martenite/austenite constituent)
Discussion
Effect of austenite grain size on nucleation of isothermal bainite transformation
It is a certainty that the nucleation of sheaves of bainite normally occurs at the austenite grain boundaries, and they propagate towards the grain interiors by the nucleation and growth of individual subunits.19 Austenite grain size has a significant influence on the morphology characteristics of bainite through controlling the number of nucleation sites. Adopting the equiaxed and spherical geometry for undeformed austenite grain, the effective nucleation area of the grain boundaries per unit volume Sv0 (mm−1) can be expressed as equation (2).20 Here, dγ is the austenite grain size. In the present case, the Sv0 value varies from about 8 to 100 mm−1 when decreasing the austenite grain size from about 260 to 20 μm. In particular, there is a large increase in effective grain boundary area for smaller austenite grain sizes. As a result, lowering the austenite grain size leads to the occurrence of more amounts of bainite transformed and the apparent refinement of transformation products under the same isothermal condition

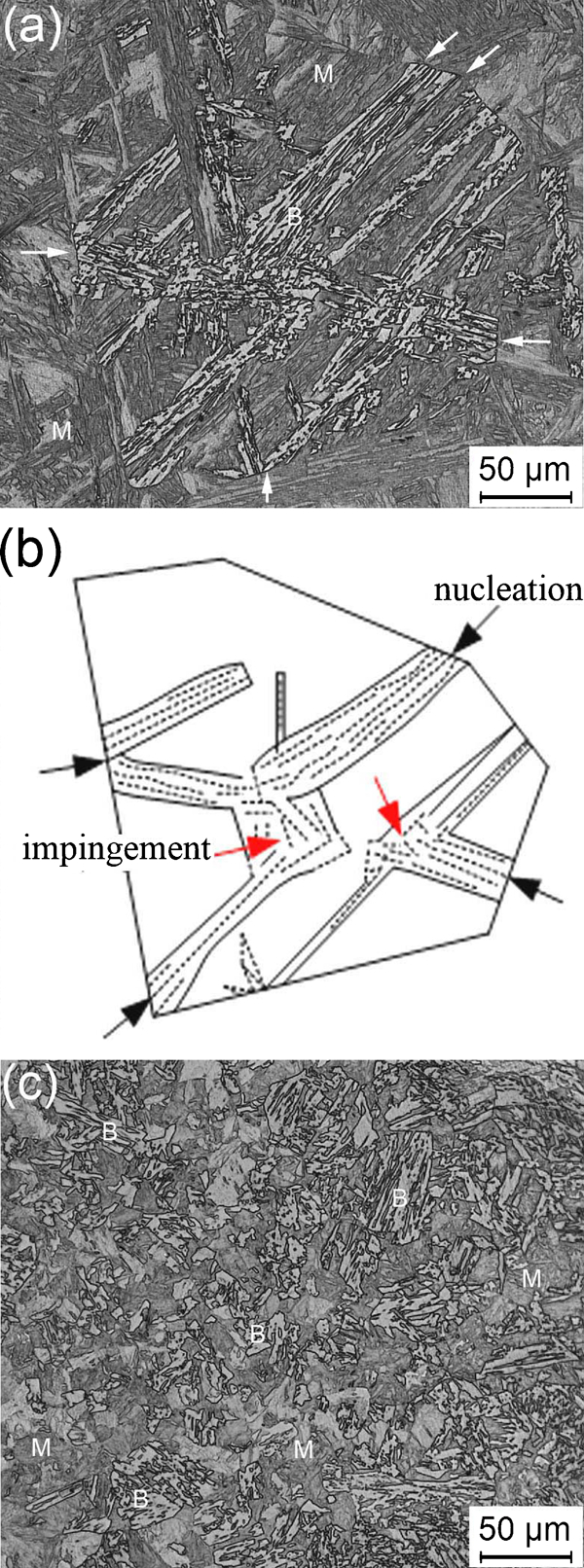
Effect of austenite grain size on morphology of bainite sheaves at 560°C for 150 s
Effect of austenite grain size on kinetics of isothermal bainite transformation
Figures 7 and 8 show changes in the volume fraction transformed at the isothermal temperatures of 560 and 540°C respectively. At a given isothermal condition, the volume fraction transformed in fine austenite grain size is distinctly higher than that in coarse austenite grain size, and the kinetics of bainite transformation is retarded in coarse austenite grain size. That is because the grain boundaries as the optimal sites for the nucleation of bainite ferrite promote bainite transformation as stated above. It is also implied that the rate of bainite transformation mainly depends on the nucleation rate for this tested steel. Therefore, this result is consistent with the conclusions proposed by Umemoto et al.4 and Matsuzaki and Bhadeshia.5 They also claimed that bainite formation was accelerated as the grain size decreased in the high carbon (∼1 wt-C) steel. However, the morphologies of bainite between the present steel and their studied steels have some discrepancy mainly because of different carbon contents. 7 7,22
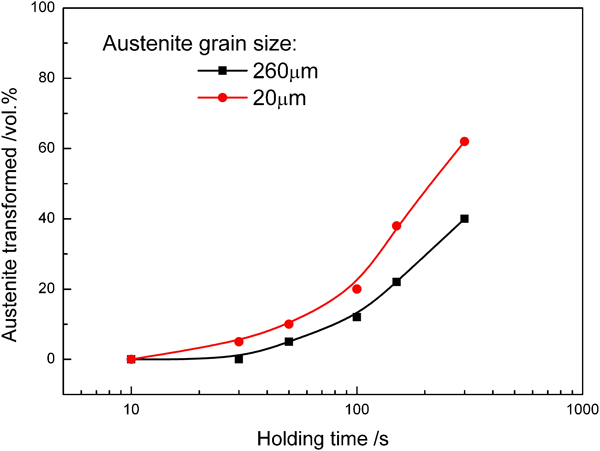
Isothermal transformation kinetics of different austenite grain sizes at 560°C
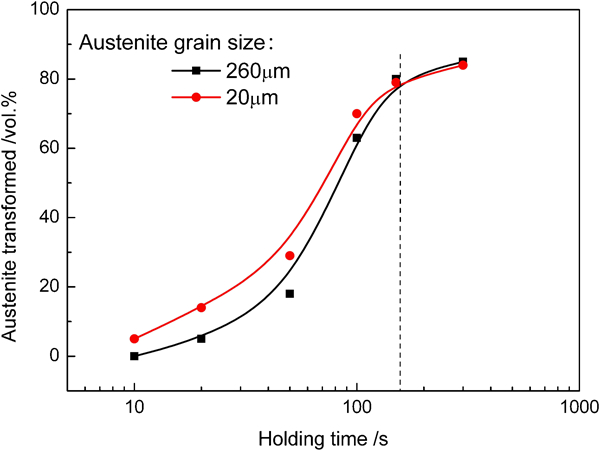
Isothermal transformation kinetics of different austenite grain sizes at 540°C
However, when the fraction transformed reaches to ∼80 at 540°C within 150 s, the rate of transformation slows down apparently, and a ‘transformation stasis’ phenomenon exhibits. Although the data seems to be not enough to explain the ‘transformation stasis’ phenomenon, the effect of austenite grain size on the volume faction transformed basically disappears when holding for 150 s, and the volume fraction transformed in coarse austenite grain size specimens is slightly higher than that in fine austenite grain size specimens when holding for 300 s, which strongly prove the existence of this phenomenon. In the late stage of transformation, untransformed austenite is enriched by carbon with the formation of bainitic ferrite, and the driving force of ferrite transformation is decreased. When the remaining austenite carbon content reaches the T0 curve, which is the locus where austenite and ferrite have the same free energy, the ‘transformation stasis’ phenomenon occurs. 16 19 16,19,21 As shown in Fig. 9, before quenching at 540°C for 150 s, the small untransformed austenite grain and the large block shaped untransformed austenite present in the fine austenite grain size and coarse austenite grain size microstructures respectively. Those untransformed austenite have nearly the same free energy to ferrite, so they can exist for a long time. There are two popular mechanisms to explain the ‘transformation stasis’ phenomenon: the inhibiting effect of Si on the carbides precipitation and the solute drag effect of alloying elements on the interphase migration.19,23–27 The first mechanism is responsible for such a phenomenon in the Si added steels (about 1·5–3 wt-Si content).23–25 However, the alloys used in the present study contain only 0·3 wt-Si, which does not have enough effect on the precipitation kinetics of cementite. Because of many alloying elements, such as Nb and Mo, added in the steel, those elements can segregate at the phase interface in solid solution and form solute drag effect to retard the interface movement.26–28 Thus, it can be proposed that solute drag effect inhibiting growth of ferrite by Nb and Mo segregation at the austenite/ferrite interphase boundary is mainly responsible for the ‘transformation stasis’ in the present steel.
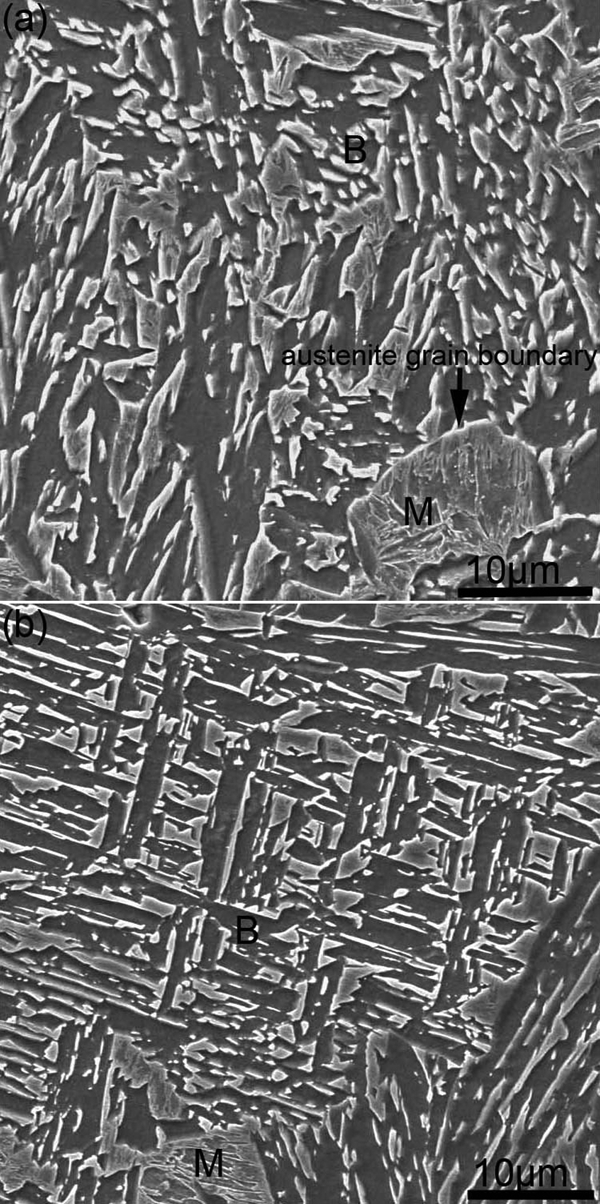
Images (SEM) showing isothermal bainite microstructure of different austenite grain sizes at 540°C for 150 s (B: bainite, M: martensite)
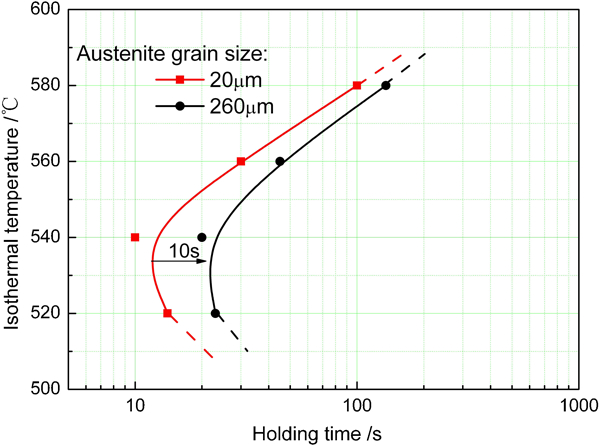
The effect of austenite grain size on the bainite start transformation C curves is presented in Fig. 10. It is obviously revealed that the coarse austenite grain size can increase the incubation time of bainite transformation, even at the nose temperature of C curves. However, it seems to have no influence on the nose temperature of C curves, which is ∼534°C. This is consistent with the results of Morozov et al.29 They showed that with decreasing the austenite grain size from 115 to 20 μm, the incubation time of upper bainite transformation was remarkably reduced in a carbon eutectoid steel.
Bainite start transformation C curves of different austenite grain sizes
Conclusions
Isothermal microstructure changes from bainite without carbon precipitation to bainitic ferrite with a decrease in holding temperature, and the width of bainitic ferrite plate at a given temperature is in the same range irrespective of austenite grain size. Under the same isothermal conditions, lowering the austenite grain size leads to an increase in the volume fraction of bainite formed.
Coarse austenite grain increases the incubation time of isothermal bainite transformation and retards the kinetics of bainite transformation, but it does not influence the nose temperature of bainite start transformation C curve, which is ∼534°C. In the late stage of bainite transformation at 540°C, the bainite transformation occurs to a ‘transformation stasis’ phenomenon, and the effect of austenite grain size on bainite transformation disappears.
Footnotes
Acknowledgements
The present work is supported by the National Natural Science Foundation of China under contract no. 51074052 and no. 50474015