
Abstract
In the present research, a combined forward extrusion–equal channel angular pressing was developed and executed for the deformation of a plain carbon steel. In this method, two different deformation steps, including forward extrusion and equal channel angular pressing, take place successively in a single die. The deformation process was performed at different deformation start temperatures (800, 930 and 1100°C). Three-dimensional finite element simulation was used to predict the strain and temperature variations within the samples during deformation. With microstructural observations and the results of finite element simulation, the main grain refinement mechanisms were studied at different deformation temperatures. The results show that the forward extrusion–equal channel angular pressing is effective in refining the ferrite grains from an initial size of 32 μm to a final size of ∼0·9 μm. The main mechanisms of grain refinement were considered to be strain assisted transformation, dynamic strain induced transformation and continuous dynamic recrystallisation, depending on the deformation temperature.
Introduction
Ultrafine grained (UFG) microstructures lead to greater mechanical properties of the bulk material.1–3 In recent years, severe plastic deformation (SPD) has been proposed as the most attractive method for the fabrication of UFG metallic materials.4–6 So far, different SPD methods have been suggested to produce UFG steels. 7 7,8 Although equal channel angular pressing (ECAP)9 and some other SPD methods have been used in some investigations, the deformation temperatures of processed steels have been always under critical transformation temperatures. Therefore, plastic deformation has always been imposed on ferrite or ferrite plus pearlite phases, depending on the chemical composition of processed steel. Moreover, in the last years, it has been confirmed that the combination of ECAP with other conventional deformation processes results in improved mechanical properties of the material.10 However, there are a few attempts to investigate the applicability of combined SPD processes, including extrusion and ECAP on steels.11 Accordingly, in the present research, an integrated forward extrusion–ECAP (EX-ECAP) was developed and executed for the deformation of a plain carbon steel. The deformation process was performed at different deformation start temperatures. The main objective was to investigate the effect of EX-ECAP temperature and strain on the ferrite grain refinement mechanisms.
Experimental
Materials and deformation process
The material used in the present study was a plain low carbon steel with chemical composition (wt) of 0.033C–0.12Si–0.8Mn–0.008S–0.007P–0.024Al–0.0038N, and balance Fe. The initial microstructure of the as received steel consisted of 95 ferrite with an average grain size of 32 μm and remaining pearlite (Fig. 1). Initially, a differential scanning calorimeter (DSC) with a cooling rate of 1°C min−1 was used to measure the critical transformation temperatures. The Ar1 and Ar3 temperatures were found to be 745 and 835°C, respectively.
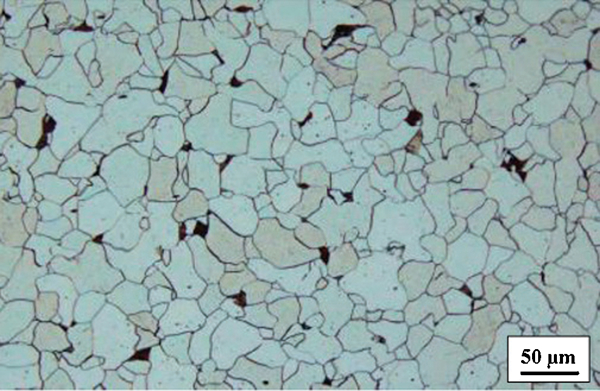
Initial microstructure of as received steel
Cylindrical samples were machined out from the as received hot rolled plate. The samples were 40 mm in length and 14 mm in diameter, with the longitudinal axis aligned in the rolling direction of the plate. Die and ram were designed and manufactured from hot worked tool steel. Figure 2 shows the two-dimensional schematic representation of the die used in the present research. As can be seen, the deformation process consists of two different successive steps. At first, the forward extrusion process takes place in a vertical channel, and the billet diameter is reduced from 14 to 7 mm. Therefore, the extrusion ratio is about 4∶1, which corresponds to the true strain of 1·39. Then, the deformed material passes the vertical channel, and subsequently, the ECAP process executes at the intersection of two channels with equal cross-sections. When the sample passes through the intersection of two channels, the value of the equivalent strain is dependent upon the values of two angles denoted by Φ and Ψ, where Φ is the die intersection angle, and Ψ is the outer curvature angle of two intersecting channels. The total effective strain in the pressed workpiece after a single pass ECAP was given by Iwahashi et al.12

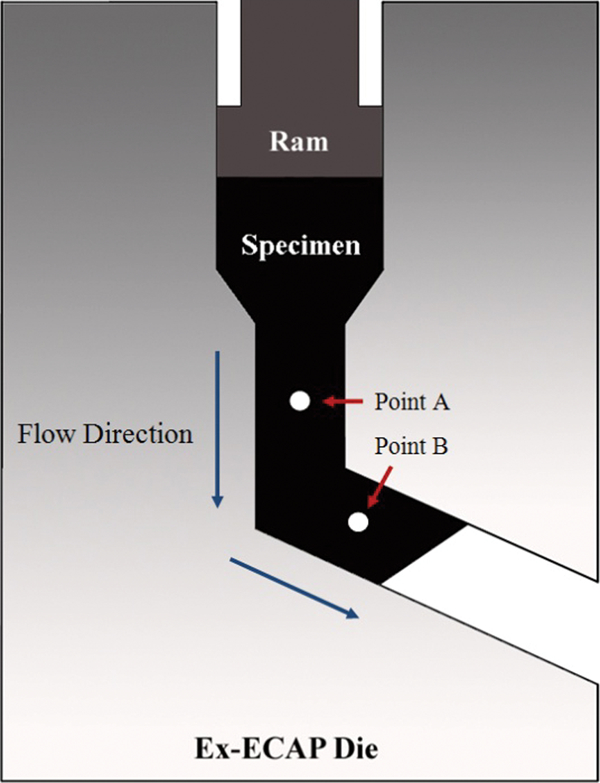
Two-dimensional schematic view of EX-ECAP die used in present investigation
Microstructure characterisation
The extrusion–equal channel angular pressed samples were cut into pieces using wire cut. Optical microscopy was used for microstructural investigations. For this purpose, the pieces of samples were mounted so that the microstructure on a selected surface can be studied. The specimens were mechanically polished and etched in 2 nital solution. Optical micrographs were taken just from an area after extrusion (point A) and from an area just after extrusion plus ECAP (point B) on a plane perpendicular and parallel to the material flow direction. The location of points A and B are shown in Fig. 2. The average equiaxed ferrite grain sizes were measured using the linear intercept method.
Finite element simulation
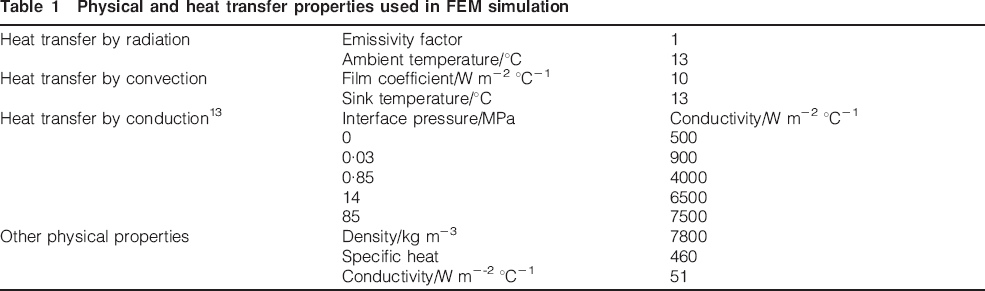
The deformation parameter (strain and temperature) variations were defined using three-dimensional finite element simulation. For this purpose, the commercial code Abaqus 6·7 software was used. In the simulation procedure, a cylindrical specimen having dimensions of 14 mm diameter and 40 mm length was meshed with 31 832 linear hexahedral elements of type C3D8T. Hot and warm flow curves obtained at different temperatures ranging from 600 to 1100°C were used to import the mechanical properties of material to software. The other physical and heat transfer properties of the material used in finite element method (FEM) simulation are listed in Table 1. In the simulation, it was assumed that ∼90 of the work carried out in the deformation process is converted to heat and transforms equally to die and workpiece. The coefficient of friction between specimen and die wall is selected as 0·05.
Physical and heat transfer properties used in FEM simulation
Results and discussion
Plastic strain distribution within sample
Figure 3a shows the three-dimensional plastic strain distribution in the sample at the end of EX-ECAP process. As can be seen, the plastic strain is not uniformly distributed throughout the sample. Strain at the central regions is always lower than that at the near surface regions. This is mainly due to the existence of friction between specimen and die channel walls. Strain distribution at the centreline of the specimen is also shown in Fig. 3b. It is seen that the extrusion–equal channel angular pressed sample can be divided into four different regions according to the development of plastic strain at the centreline. The first region (I) denotes metal that does not realise any plastic strain. The second region (II) denotes metal in the extrusion zone, which is being subjected to plastic deformation, and strain gradually increases during plastic flow in this region. The third region (III) denotes metal that was previously subjected to plastic deformation by extrusion but does not realise ECAP. As can be seen, the equivalent plastic strain is constant in region III. Finally, the fourth region (VI) denotes that the extruded metal is being subjected to ECAP process. These results are in agreement with those reported by other workers. 13 13,14
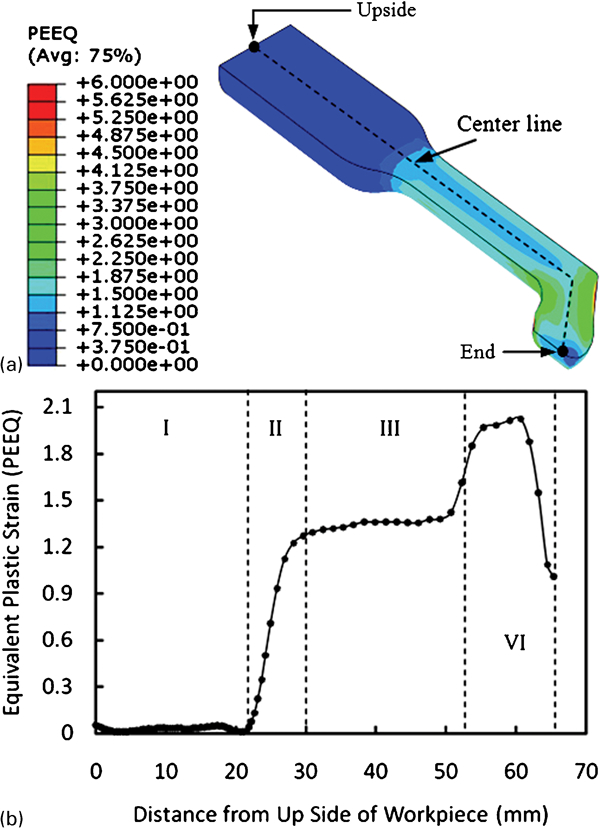
Finite element method simulation results
Hydrostatic pressure and Ae3 temperature variations
Figure 4 shows the hydrostatic pressure variations in the sample at point A (in Fig. 2) during extrusion at different deformation start temperatures. As can be seen, hydrostatic pressure changes continually during deformation and reaches the maximum value at the end of ECAP, which is in agreement with what has been previously observed by other authors. 11 11,13 Oscillations in hydrostatic pressure value are related to the different constraints in the way of material during flow within the channel. In addition, it is seen that with increasing deformation start temperature, hydrostatic pressure decreases.
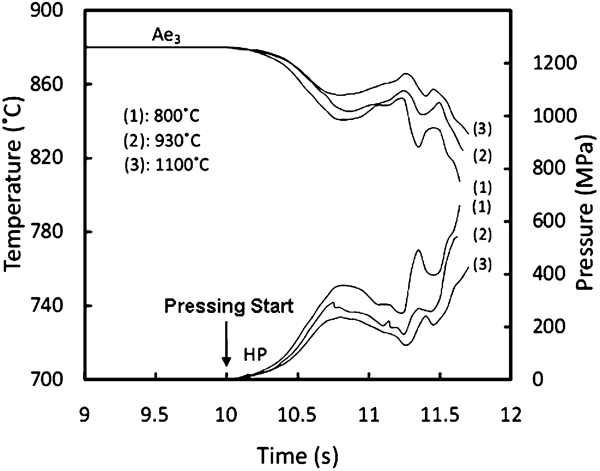
Hydrostatic pressure and Ae3 temperature variations of sample (corresponds to point A in Fig. 2) during extrusion at different deformation start temperatures
It has been demonstrated that the imposed hydrostatic pressure on austenite can alter the austenite to ferrite transformation temperatures (Ae3 and Ar3).15 It has been reported that in low carbon steel equilibrium transformation (γ→α), temperature variations with pressure can be calculated by the following equation16

Figure 5 shows the temperature and strain variations in the sample at point A (in Fig. 2) during EX-ECAP process at different deformation start temperatures. The Ae3 and Ar3 temperature variations are seen as well. As can be seen, at 800°C (Fig. 5a), the temperature of the specimen decreases during extrusion from 750 to 710°C. Therefore, in this temperature range, warm deformation has been executed on the ferrite phase and thereby continuous dynamic recrystallisation (CDRX) can occur.17 At 930°C (Fig. 5b), the temperature of the specimen is between Ae3 and Ar3 during deformation. As reported, 18 18,19 at this temperature range, the dynamic strain induced transformation (DSIT) of austenite to ferrite phase can be the main grain refinement mechanism. At 1100°C (Fig. 5c), plastic deformation is imposed above Ae3 on austenite phase during continuous cooling from 980 to 920°C.
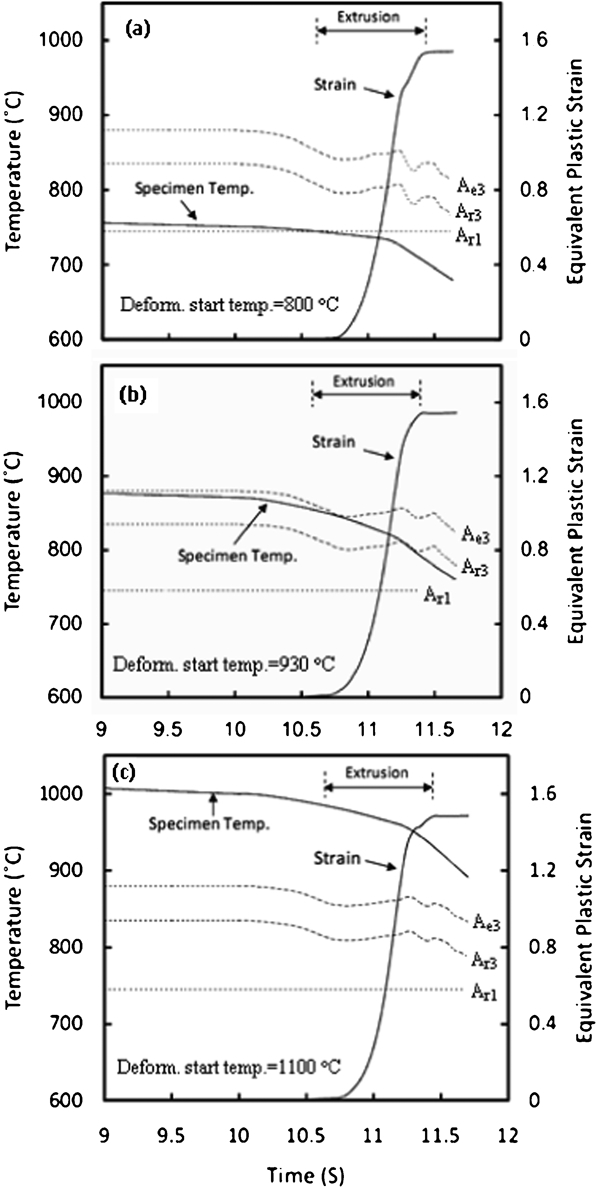
Strain and temperature variations in specimen (corresponding to point A in Fig. 2) during 10 s elapsed time and extrusion at different deformation start temperatures
Evolution of microstructure
Figure 6 shows the typical micrographs taken from point A (in Fig. 2) on a plane parallel and perpendicular to the flow direction of the deformed sample. As can be seen, at 800°C on a plane parallel to the flow direction (Fig. 6a), the microstructure consisted of elongated ferrite grains with fine grains near their boundaries. The average grain size of these fine grains is calculated to be ∼0·9 μm. On a plane perpendicular to the flow direction (Fig. 6d), a curly structure was obtained. Furthermore, a very fine equiaxed grain consisted at deformed ferrite boundaries. At 930°C, on a plane parallel to the flow direction (Fig. 6b), the microstructure can be divided in two distinct regions. The white region consisted of ferrite grains with carbide particles at their boundaries. The average grain size of ferrite at this region is calculated to be ∼3 μm. The second region consisted of elongated ferrite grains with fine grains at their boundaries (average grain size of 1·5 μm). It is worth noting that there is no carbide particle at the ferrite grain boundaries in this region. On a plane perpendicular to the flow direction (Fig. 6e), the deformed microstructure is uniform with the average grain size of 1·2 μm. Finally, at 1100°C (Fig. 6c and f), the microstructure on both planes is quite uniform and consists of equiaxed ferrite grains with average size of 4 μm.
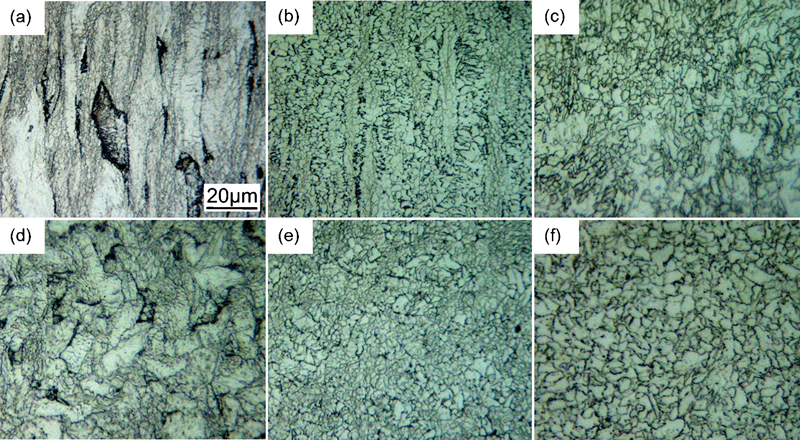
Optical micrographs of deformed microstructures (corresponds to point A in Fig. 2) on plain parallel to pressing direction at a 800°C, b 930°C and c 1100°C and perpendicular to pressing direction at d 800°C, e 930°C and f 1100°C
Figure 7 shows the microstructures of the deformed sample at point B (in Fig. 2) on a plane parallel to the flow direction. This region of sample was subjected to two successive deformations by extrusion and ECAP. As can be seen, the macroscopic shear bands in Fig. 7a and b demonstrate that the second deformation by ECAP is imposed below Ar1 temperature on the extruded material where ferrite phase is dominant. On the other hand, one cannot see any macroscopic shear band obtained in the microstructure at 1100°C (Fig. 7c). This is due to the fact that in this deformation start temperature, both deformations (extrusion and ECAP) are imposed successively on austenite phase and then ferrite transforms from deformed austenite.
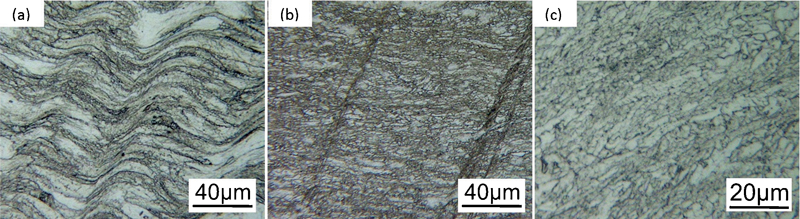
Optical micrographs of deformed microstructures (corresponds to point B in Fig. 2) on plain parallel to pressing direction at a 800°C, b 930°C and c 1100°C
Grain refinement mechanism at 800°C
According to the simulation results shown in Fig. 5a, it is seen that at the deformation start temperature of 800°C, the specimen is deformed within the ferrite region. It has been reported20 that dynamic recrystallisation (DRX) in ferrite is the main grain refinement mechanism during heavy deformation at elevated temperatures. However, the mechanism of DRX in low carbon steels is strongly influenced by the Zener–Hollomon Z parameter.21 At low Z conditions, conventional DRX, apparently similar to that seen in hot worked austenite, has been demonstrated to occur in interstitial free steels.22 Ferrite grains >5 μm have been reported to be obtained as a result of conventional DRX.23 At moderate Z conditions (1012<Z<1014), CDRX occurs by clustering dense dislocation walls, which led to the progressive increase in misorientation angles among subgrains. Much smaller ferrite grains with a size of 1 μm are obtained as a result of CDRX. At higher Z conditions, CDRX does not occur because there is no sufficient time for dislocations to migrate into sub-boundaries. Therefore, only the substructure is developed.24 As shown in Fig. 8, the results of FEM simulation show that at 800°C, the Z parameter is mainly between 1012 and 1·2×1014 s−1. Hence, the possible grain refinement mechanism is CDRX. It is seen from Fig. 6a and d that the ultrafine grains mainly concentrated at deformed ferrite grain boundaries. This ultrafine ferrite with average grain size of 0·9 μm was developed as the result of CDRX.
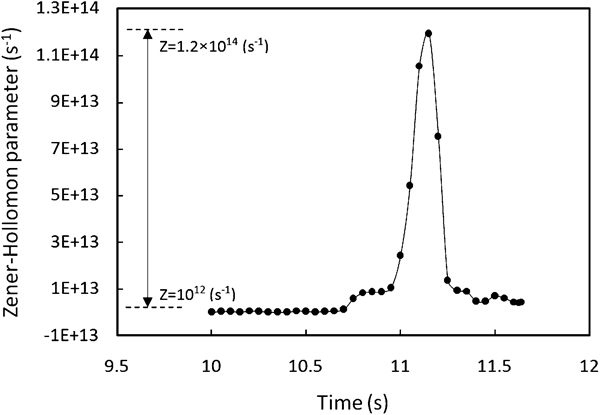
Variations in Zener–Hollomon parameter during extrusion with deformation start temperature of 800°C
Grain refinement mechanism at 930°C
As illustrated in Fig. 5b, at deformation start temperature of 930°C, the specimen temperature varies from 860 to 785°C during deformation. It is mentioned in the section on ‘Materials and deformation process’ that the Ar3 temperature of the specimen has been measured by DSC with a cooling rate of 1°C min−1. However, the cooling rate of the specimen during deformation in cold die and under hydrostatic pressure was calculated to be 50°C s−1. Therefore, it is realised that the Ar3 temperature during deformation is lower than the Ar3 temperature measured by DSC. In addition, considering the effect of hydrostatic pressure on critical transformation temperatures, as illustrated in Fig. 4, it can be concluded that the deformation has been applied within the metastable austenite region (Ae3<T<Ar3) during extrusion. In this condition, the DSIT of austenite to ferrite is likely to occur.19 However, the critical amount of deformation energy is required to store in austenite before the start of DSIT. The critical strain for initiation of DSIT is about 0·1–0·8 for low carbon steels.18
Effect of strain on development of deformation induced ferrite
Figure 9 shows the effect of strain on the development of deformation induced ferrite grains in the extrusion zone at the deformation start temperature of 930°C. The bright phase is ferrite, and the dark phase is martensite, which has been transformed from austenite during cooling.
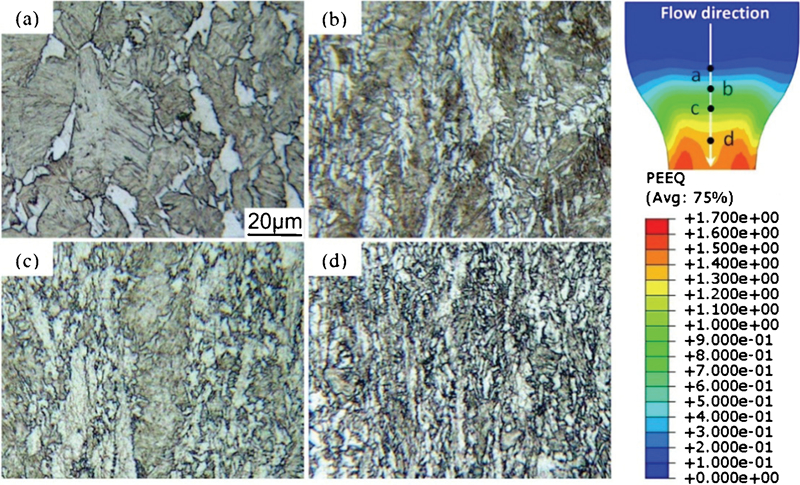
Development of strain induced ferrite grains with increase in strain in extrusion zone at deformation start temperature of 930°C
As can be seen, ferrite grains nucleate preferably on prior austenite grain boundaries at the early stage of DSIT (Fig. 9a). With increasing strain, new ferrite layers originate close to the γ/α interface and then grow into the austenite interior (Fig. 9b–d). In addition, it is apparent that the strain rate increases continuously during extrusion. As reported,25 at low strain rate, ferrite grains nucleate mainly at prior austenite grain boundaries and appear as continuous bands. However, with increasing strain rate, deformation induced ferrite grains become fine and more equiaxed. This trend is also seen in Fig. 9.
Grain refinement mechanism at 1100°C
The results shown in Fig. 10 correspond to the evolution of ferrite grain refinement at the extrusion zone when the specimen deformation start temperature is 1100°C. According to the simulation results shown in Fig. 5c, at the deformation start temperature of 1100°C, the specimen temperature varies from 980 to 910°C during deformation. Therefore, it is apparent that at this deformation temperature range, steel is deformed in the austenite single phase region, and thereby, ferrite grains nucleate from the deformed austenite. It is clearly visible that with increasing strain, the volume fraction of fine ferrite grains is noticeably increased, whereas that of austenite (martensite) is reduced. In addition, it is seen that the ferrite grain boundaries are serrated at lower strains (Fig. 10a and b) as a consequence of high cooling rate at the deformation zone during transformation. However, with increasing strain, the ferrite grain boundaries become smoother (Fig. 10c and d).
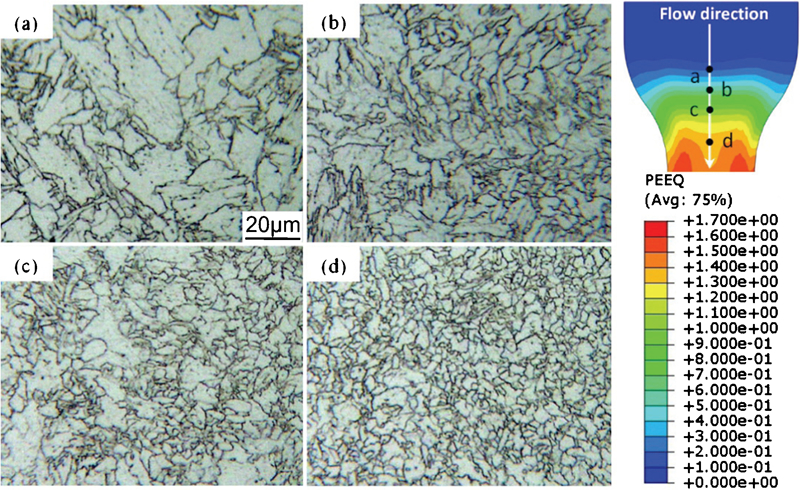
Evolution of ferrite grain refinement in extrusion zone at deformation start temperature is 1100°C
The effect of strain amount on the ferrite average grain sizes produced during extrusion is shown in Fig. 11. As can be seen, the grain size at the beginning of deformation (ϵ = 0·2) is ∼17 μm. With increasing strain, ferrite grain size noticeably decreases and reaches to ∼4 μm at the end of extrusion (ϵ = 1·4). It is known 26 26,27 that in undeformed austenite, ferrite nucleates only at austenite grain boundaries. However, in deformed austenite, there are additional nucleation sites such as deformation bands, twin bands and dislocation arrays that increase the number of possible ferrite nucleation sites and accelerate the austenite to ferrite transformation. This transformation is the so called strain assisted transformation.
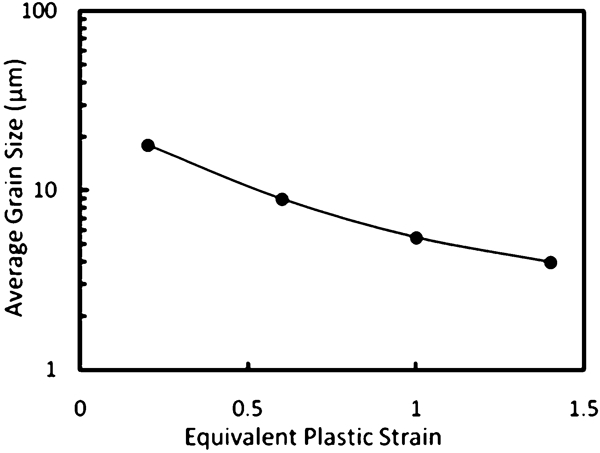
Effect of strain on ferrite average grain size, produced during extrusion, at deformation start temperature of 1100°C
Conclusions
In the present research, a plain carbon steel was subjected to EX-ECAP at different deformation start temperatures (1100–800°C). The results obtained are summarised as follows.
The mechanisms of microstructure refinement during EX-ECAP processing are considered to be strain assisted transformation, DSIT and CDRX, depending on the deformation temperature. For specimens subjected to EX-ECAP at 1100°C, the strain assisted austenite to ferrite transformation is the main grain refinement mechanism, and the minimum ferrite grain size of ∼4 μm is obtained at the end of deformation. At 930°C, finer ferrite with grain size of ∼1·2 μm is obtained as a result of DSIT of austenite to ferrite. At 800°C, ultrafine ferrite with average grain size of ∼0·9 μm is obtained as a result of CDRX. Most of the ferrite grains are elongated and inclined to the ECAP direction, which resulted from shear deformation during deformation at 800°C.
Footnotes
Acknowledgements
The authors would like to acknowledge the financial support provided for the present research by Sahand University of Technology. In addition, they are indebted to Iran Tractor Forging Company for designing and manufacturing EX-ECAP die. Thanks are also due to Mr A. Alipour Jahani and Mr Naghizadeh for their technical help.