
Abstract
A metallurgical model has been developed to predict the austenite grain growth in Nb microalloyed steels. The mutual effects of Nb(CN) particle pinning and Nb solute drag on grain growth kinetics are studied. The particle dissolution, the undissolved particle coarsening and the changes in Nb solute in solution during reheating or isothermal heat treatment process are taken into account in the model. It is shown that, besides the pinning exerted by the NbC precipitates, the solute drag of Nb in solid solution plays an important role in the inhibition of austenite grain growth in Nb microalloyed steels. The Nb solute drag effect on grain growth decreases with increasing temperature because the grain boundary can gradually break away from the solute atmosphere in the higher velocity region at high temperature. The mean austenite grain size sluggishly increases with temperature in the low temperature region, while it significantly increases in the relative high temperature region. The predicted austenite grain size concerning the combined effect of Nb drag and Nb(CN) pinning is in good agreement with the experimental results from the literature.
Introduction
It is well known that grain size has a profound effect on the resultant mechanical properties. Grain refinement is the only method to increase both strength and toughness of materials so far. The austenite grain size during reheating or hot working processes will directly affect the subsequent microstructures of the phase transformation during cooling, consequently determining the final mechanical properties of the steel. A small austenitic grain size can be achieved by minimising the growth rate or boundary migration velocity during the grain growth process. It is usually known that two strategies can effectively slow the grain boundary migration during grain growth: pinning effect of the particles1 and drag effect of the solute in solution.2
Nb is often considered to be an effective alloying element and of technological importance for controlling the recrystallisation and the subsequent grain growth in steel. It was found that the addition of a small amount of Nb to plain carbon steels is effective in retarding grain growth, consequently reducing the final grain size so as to increase both strength and toughness of the steel. Generally, Nb presents both as a solute in solution, where it is thought to exhibit a strong solute drag effect, or as Nb(CN) precipitates, which are thought to be effective in pinning the grain boundaries. Much work has been carried out on austenite grain size control by Nb(CN) because Nb atoms have strong affinity for interstitial elements, such as carbon and nitrogen atoms, and with them to form dispersed pinning particles to inhibit the recrystallisation and grain growth.3–5 A lot of work have proven that Nb in solution also plays a role in retarding austenite recrystallisation and grain growth after deformation through the process of solute drag.6–9 Comparably, rather limited scientific attention has been paid to the grain growth kinetics under the condition of particle pinning in combination with solute drag in Nb microalloyed steel during heat treatment or homogenisation process. It becomes, therefore, increasingly urgent to obtain a detailed knowledge of the mutual effect of drag and pinning on grain growth kinetic in the heat treating process.
Previous models for grain growth are usually based on Beck's formula,10 which are inadequate for the quantitative prediction of austenite grain growth behaviour in microalloyed steels and insufficient for modelling the abnormal grain growth at high temperature region.11 In particular, due to the inability of the empirical model to fully account for particle pinning at lower temperature and solute drag effect caused by dissolved Nb at higher temperature, the predictions for the grain growth of Nb steels overestimate the grain sizes at all temperatures.11 In the authors’ previous work, a mathematical model based on physical and metallurgical principles of grain growth was developed to predict the austenite grain growth kinetics, which was successfully applied to the prediction of Ti microalloyed steels.12 However, the model only accounted for particle pinning on the grain boundary migration without consideration of the effect of solute drag, which seems inadequate for application to Nb microalloyed steels because the grain growth might also be caused by the solute drag effect and the pinning effect. In the present paper, as an extension of the previous work,12 a metallurgical model was further developed for the theoretical solution of grain growth behaviour on the basis of a fundamental approach by considering the mutual effects of solute drag and particle pinning in Nb microalloyed steels.
Model
The finite interfacial mobility is related to the velocity v by the equation13,14




 is the Fe self-diffusivity along a grain boundary, δ is the boundary width,
is the Fe self-diffusivity along a grain boundary, δ is the boundary width, 

For grain growth in reheating process, the driving force for interface motion satisfies

The driving force dissipated by the precipitate pinning effect Gp can be estimated by1

Considering that the Nb content is very low, the driving force caused by solute drag Gsd can be omitted.14,20 Thus, equation (6) reduces to



Results and discussion
The physical values employed in the present calculations are listed in Table 1 for the calculation of austenite grain size in microalloyed steels upon heat treatment. For convenience of discussion, the experimental results of two kinds of Nb microalloyed steels with compositions of Fe–0·09C–0·008N–0·049Nb and Fe–0·08C–0·008N–0·09Nb from Palmiere et al.21 were used to examine the present model. In the process of calculations, it was found that the grain boundary coefficient of solute, which is often assumed to be estimated from the bulk diffusion coefficient due to the absence of an accurate result, plays an important role in the prediction of austenite grain size. In a previous work by Wang and co-workers,12 an adjustable factor α was applied to describe the real grain boundary diffusivity, i.e. α times the activation energy of the bulk diffusion coefficient. In the present calculations, a value of α in the vicinity of 2·0 gives the best fit to the experimental results.
Physical value employed in present calculation
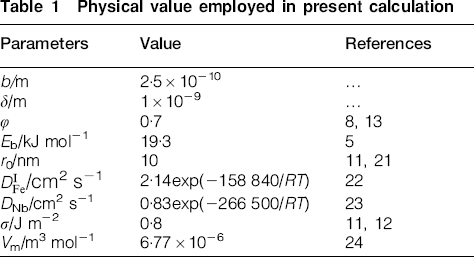
According to equations (2) and (6)–(8), the pinning effect of particles on the grain growth is mainly influenced by the net driving force G, which is determined by particle volume fraction and particle size. Figure 1 shows the temperature dependences of the volume fraction of precipitates and the equilibrium Nb content dissolved in austenite matrix. As expected, the volume fraction of particles decreases slowly at lower temperature and then quickly drops until complete dissolution. The calculated equilibrium dissolution temperature of Nb(CN) particles for the two kinds of Nb steels are about 1180 and 1270°C respectively. Likewise, the dissolved Nb concentration in the matrix increases gradually with increasing temperature due to the Nb(CN) particle dissolution.
Temperature dependence of predicted volume fraction of particles and Nb content dissolved in matrix
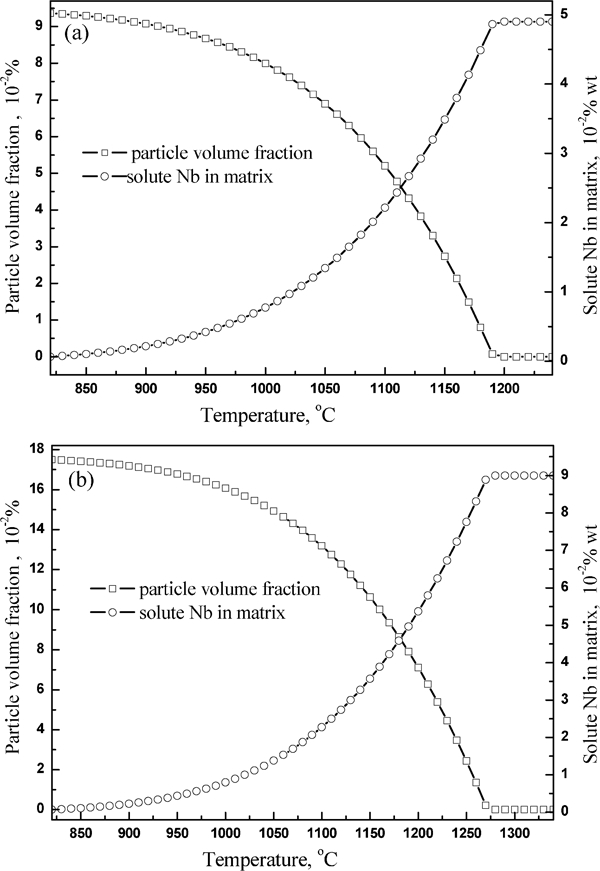
The particle size is another important parameter directly influencing the austenite growth kinetics. Upon reheating or isothermal heat treatment process, the carbonitrides in steel may dissolve first, and then these undissolved particles will continue to coarsen. As a matter of fact, the dissolution of the Nb carbonitride particle in Nb microalloyed steels is very fast during high temperature reheating process. It usually takes only several seconds for the particles with size ranging from several to tens of nanometres to completely dissolved or reach the equilibrium state in Nb microalloyed steels.25 Based on the dissolution model,26 Fig. 2 shows the size evolution of particles of 30 nm as a function of holding time at different temperatures for 0·049Nb and 0·09Nb steels. It is obvious that the precipitates exhibit different dissolution behaviours at different temperatures. The second phase particles are completely dissolved at interest of temperatures 1200, 1250 and 1300°C for 0·049Nb steel and at elevated temperature of 1300°C for 0·09Nb steel, which are consistent with the calculated results shown in Fig. 1. The final and equilibrium average size of undissolved particles decreases with increasing annealing temperature. The average particle radius decreases rapidly in the early stages of dissolution and then becomes sluggish to the level of equilibrium state at a given temperature. It is apparent that the calculated dissolution time to reach this equilibrium is <2 s for 0·049Nb steel and 0·6 s for 0·09Nb steel. Given that the dissolution time is greatly less than the whole holding time, for the convenience of calculation, the initial particle size is taken as the equilibrium grain size in the present paper.
Size evolution of Nb(CN) particle with average radius of 30 nm as function of holding time at interest of time ranging from 1150 to 1300°C
It is obvious that particle dissolution governs the initial phase transformation with the continuous decrease in both particle size and volume fraction. As the equilibrium volume fraction is reached, the particles that remain undissolved will continue to coarsen by receiving solute atoms from the surrounding matrix. During particle coarsening, the volume fraction remains unchanged, whereas the average particle size increases continuously. The driving force for this process results from the reduction in total interfacial energy of the system. Figure 3 shows the predicted particle radius as a function of holding time at 1150 and 1250°C based on the LSW particle coarsening theory19 in 0·09Nb microalloyed steel. The initial particle size of 10 nm when particle coarsening starts is employed in the calculation.21 It demonstrates that the mean particle size increases monotonically with increasing soaking time at a given temperature. The sluggish particle coarsening is observed at the lower temperature of 1200°C, whereas at the higher temperature of 1250°C, the mean particle size is significantly increased. Because the equilibrium particle volume fraction is constant at a given temperature, the Zener pinning force will decrease with time due to particle coarsening. From equation (7) and according to the results shown in Fig. 1, it is clearly seen that increasing the temperature leads to the decrease in particle pinning. Therefore, particle coarsening after dissolution has great effects on the grain boundary movement of grain growth.
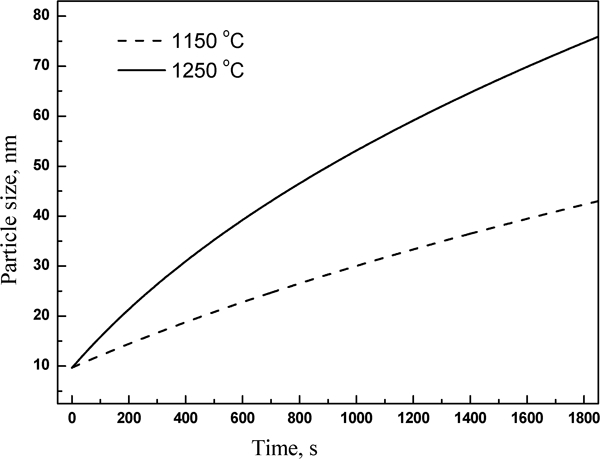
Relationship of predicted particle size of 0·09Nb steel with holding time at 1150 and 1250°C based on LSW theory
As mentioned previously, most work on modelling Nb steel grain growth kinetics only considered the particle pinning effects, but rarely considered the Nb solute drag effects. Based on the present model, Fig. 4 depicts the predicted austenite grain size as a function of temperature after 1000 s of holding time for Fe–0·08C–0·008N–0·09Nb steel under three conditions, i.e. by considering neither Nb solute drag nor Nb(CN) particle pinning, only Nb(CN) pinning and both Nb(CN) pinning and Nb solute drag respectively. It can be observed that the austenite grain size predicted by consideration of either only Nb(CN) pinning or both Nb drag and Nb(CN) pinning is significantly smaller than that of the case by consideration of neither Nb solute drag nor Nb(CN) particle pinning at a given temperature. This means that the austenite grain growth is suppressed due to Nb drag and Nb(CN) pinning effects. Moreover, it is clearly seen that consideration of the coupling effect with both pinning and drag is superior to only the pinning consideration in grain refinement, which are mainly attributed to the Nb solute drag effect at reheating temperature. Therefore, the Nb solute drag on the grain boundary migration should fully be taken into account in modelling the austenite growth kinetics of Nb microalloyed steels.
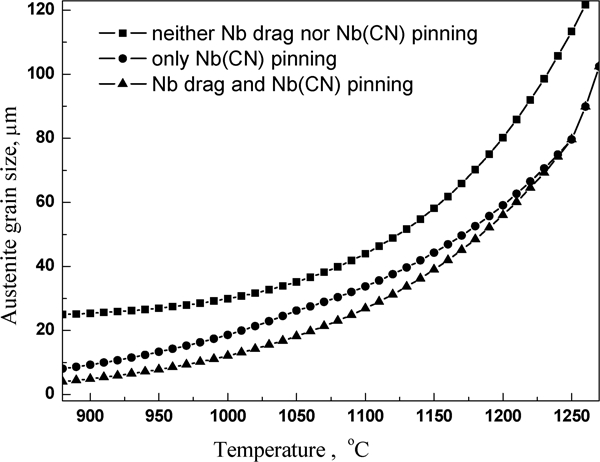
Predicted austenite grain size as function of temperature after 1000 s of holding time for Fe–0·08C–0·08N–0·09Nb steel
It should be pointed out in Fig. 4 that the grain size with consideration of only Nb(CN) pinning gradually approaches that of both Nb drag and Nb(CN) pinning with increasing temperature in the high temperature region. This indicates that the influence of Nb solute drag on grain growth decreases with increasing temperature, which implies that the drag of the Nb solute can exert a greater effect on suppressing the grain growth at lower temperatures than at higher temperatures.
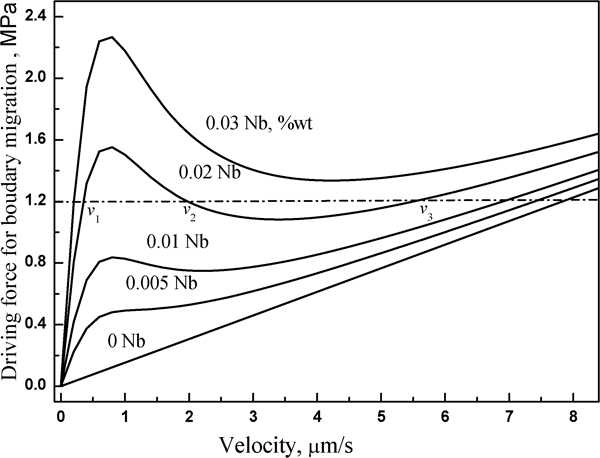
According to equations (2)–(5), the solute Nb in the matrix mainly influences the grain growth by the drag effect on the interface mobility. The relationship of the calculated net driving force for boundary motion with the velocity for increasing levels of Nb solute content according to the present model is shown in Fig. 5. It is seen that a strong solute drag appears in the low velocity region with the increase in solute content. By contrast, in the high velocity region, the solute drag effect on the grain boundary movement becomes small, and the driving force needed is gradually approaching the behaviour of zero solute concentration.
Variation in force with velocity for increasing Nb concentrations
The solute drag on the grain boundary motion mainly depends on the diffusion of solute in the matrix and the short range diffusion of iron atoms to the growing grains. Actually, in the reheating process, it is a spontaneous process for the Nb atoms to segregate at grain boundaries because the disordered grain boundaries can provide the large driving force for Nb segregation, which consequently reduces the strain energy of grain boundaries. Given that in the low temperature region the diffusion of Nb atoms is slow, the grain boundary movement is also in the low velocity. As a result, the moving interface of grain growth cannot break away from the Nb solute at austenite grain boundaries. The grain boundaries have to drag the Nb atoms to move together because of the segregation of Nb atoms. Thus, the grain boundary movement is inhibited by Nb solute drag, which is similar to the Cottrell atmosphere in inhibiting the movement of dislocation. In this case, the Nb drag effect is dominant in retarding the austenite grain growth in the relatively low temperature region. With the temperature increasing, the velocity of the grain boundary rises, and the cloud of segregation Nb atoms gradually disappears because of improvement in the activation energy for the diffusion of iron and Nb atoms. Once the temperature reaches a critical value, the driving force of grain boundary movement is no longer balanced with the tension stress of Nb cloud, so the grain boundaries gradually cast off the Nb solute segregation. As a consequence, the diffusion rate of Nb atoms in solution can keep up with the grain boundary movement, and the Nb solute drag effect is no longer obvious at the high temperature region.
The experimental results of Palmiere et al.21 provide a good start for the application of the present grain growth model. A comparison between the calculated austenite grain size from the present model and the experimental results of Palmiere et al. has been made, as exhibited in Fig 6. The calculated results, especially in the relatively lower temperature region below 1250°C, are in good agreement with the experimental results. This indicates that the present suggested model successfully predicts the austenitic grain growth of Nb microalloyed steels in the heating process. The results have also proved that the coupling effects of Nb solute and NbC pinning have a great effect on the grain growth kinetics, and the Nb drag effect should be considered in modelling the grain growth of Nb steels. It should be pointed out that a slight departure from the experimental results is observed at the high temperature of 1300°C for a holding time of 1800 s. The discrepancies are probably associated with the abnormal grain growth due to the initial austenite grain size differences in the absence of particles at high temperature, as discussed by Yu et al.,27 and the unavoidable errors in experiment and calculation.
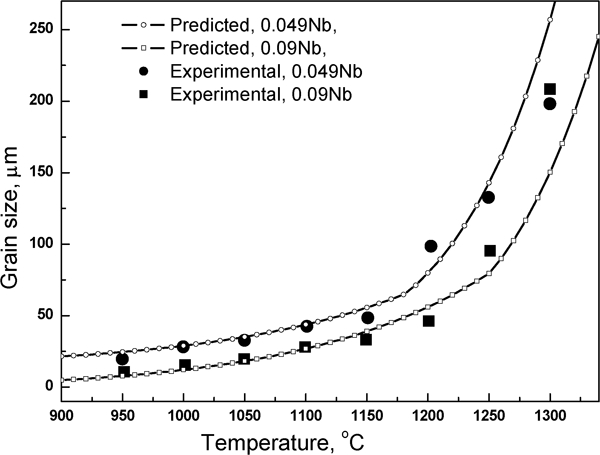
Comparison of present calculation with experimental grain growth data from Ref. 21
It is of interest to note that the mean austenite grain size sluggishly increases with temperature at the low temperature region, while it significantly increases at the relatively high temperature region in Fig. 6. It seems that there exists a critical temperature above which the grain size begins to sharply increase. This critical temperature is very close to the complete dissolution temperature, as shown in Fig. 1. This behavioural appearance is indicative of the fast grain coarsening of austenite at high temperature. Because above this critical temperature, nearly all of the precipitates are dissolved in austenite, the grain boundary motion significantly increases due to the absence of particle pinning. Furthermore, as shown in Fig. 5 and discussed above, owing to the high interface velocity of the grain boundary and the fast diffusion of Nb soluble atoms at the high temperature region, the influence of solute drag on the grain growth boundary gradually diminished. If the driving force for grain boundary motion and the concentration of dissolved Nb are assumed to be constants at a given temperature, then when the temperature arrives at a critical value, the grain growth is possible to jump from the lower velocity region to the high velocity region, i.e. from v1 to v2 or v3, as illustrated by the dotted line in Fig. 5, which consequently results in the sharp increase in grain size at this temperature.
Manohar et al.11 attributed this behaviour to the abnormal grain growth, as suggested by Gladman and Pickering.28 Actually, in the authors’ calculation procedure, a criterion proposed by Gladman and Pickering is also considered to evaluate the commence of abnormal grain growth. This criterion can be achieved by defining equation (8), i.e. the abnormal grain growth begins when the grain radius arrives at a critical value and the grain size keeps thermodynamically stable, because the driving force for austenite grain growth is balanced with the pinning force exerted by the particles on the grain boundary movement. However, it is found that the abnormal growth just appears in some short period of time of the whole holding time at a given temperature. It is due to the fact that the mean grain size was used instead of the grain size distribution for the convenience of calculation. In this case, even if the particle size reaches a certain critical value, as defined by Gladman and Pickering's theory,28 some grains at the given temperature become unpinned and can grow further due to the second phase particle continuous coarsening with holding time, as exhibited in Fig. 4.
A semiempirical model presented by Manohar et al.11 to predict the austenite grain growth in microalloyed steels is actually not satisfactory, although they claimed that their model can be used to account for abnormal grain growth. Their model is just applicable in the presence of particles without consideration of the solute drag effect. In this sense, the model suggested by Manohar et al.11 is unable to predict the grain growth above the temperature after the particles are completely dissolved, which is probably the reason why their predictions overestimate the experimental results at the high temperature region in Nb microalloyed steels.
The present modelling results indicate that, during the thermomechanical processing or heat treatment in Nb microalloyed steels, besides the precipitate pinning, the Nb solute drag effect should also be fully taken into account so as to better refine the austenite grains. These results also provide a guide in the design of alloy composition for fine grained steels. It is feasible to design a kind of Nb containing steel whose chemistry involves an atomic ratio of Nb/(C+N)>1 or (Ti+Nb)/(C+N)>1, which enables Ti or/and part of Nb to form dispersed fine precipitates to pin the grain boundary at higher temperatures while maintaining some soluble Nb for effective solute drag in the austenite grain growth at relatively lower temperatures.
In light of Nb microalloyed steel with a definite Nb composition, the increase in the amount of Nb(CN) precipitates leads to the decrease in Nb solute in solution. Consequently, the effect of solute drag is reduced. Correspondingly, the increase in Nb solute in solution will decrease the effect of precipitate pinning on grain growth. It is evident that there exists an optimal ratio between Nb in solution and Nb in precipitates, under which the mutual effect of Nb(CN) pinning and Nb solute drag comes to the maximum in retarding the grain growth. Undoubtedly, in order to quantitatively describe this process, further work should be undertaken to understand the detailed knowledge of the competitive effects between solute drag and precipitate pinning in Nb microalloyed steels
Conclusions
A metallurgical model is constructed to predict the austenite grain growth of Nb microalloyed steel in heating. The pinning effect of Nb(CN) particles and the drag effect of dissolved Nb on grain growth kinetics are taken into account in the model. It is shown that, besides the pinning exerted by the NbC precipitates, the solute drag of Nb in the solid solution plays an important role in the inhibition of the austenite grain growth in Nb microalloyed steels. The Nb solute drag effect on grain growth decreases with the increasing temperature because the grain boundary can gradually break away from the solute atmosphere in the higher velocity region at high temperature. The mean austenite grain size sluggishly increases with temperature at the low temperature region, while it significantly increases at the relatively high temperature region. The predicted austenite grain sizes concerning the combined effect of Nb drag and Nb(CN) pinning are in good agreement with the experimental results from Palmiere et al.21