
Abstract
Increasing Al from 0·05 to 1 in Nb containing transformation induced plasticity steel resulted in deepening and considerable widening of the hot ductility trough. Further increase in the Al level to 1·5 produced a trough similar to the low Al steel but having better ductility in the temperature range of 650–800°C. This improved ductility could be ascribed to its finer austenite grain size. Nb(CN) was able to precipitate readily in these steels and was important in influencing the hot ductility of the 0·05 and 1·5Al steel in the temperature range of 750–1000°C, with ductility improving as the particle size increased with test temperature. No AlN was found in 0·05Al containing steel, and there was no significant dendritic precipitation of AlN in 1·5Al containing steel, although precipitation of AlN in plate form was readily observed. In 1Al steel, copious dendritic precipitation of AlN was present at the γ grain boundaries, leading to rock candy fracture. The poor ductility shown in 1Al containing steel is due to a combination of this dendritic precipitation, which took place only in a steel of peritectic carbon composition, and its coarse grain size. Both low and 1·5Al containing steels had compositions outside the peritectic range. It is strongly advised that for this type of steel, the composition should be designed to fall outside the peritectic carbon range.
Introduction
Generally, Al additions to steel are not >0·08, and for high strength low alloy (HSLA) steels, it is recommended that the Al levels should be <0·04 to avoid transverse cracking during continuous casting, particularly in Nb containing steels within the peritectic C range.1 Aluminium, as well as being a deoxidiser, can also be used as a grain refiner by combining with N to form AlN. The amount required to achieve this is not generally more than 0·03Al even in high N steels. Recently, a new generation of steels, i.e. transformation induced plasticity (TRIP) steels, with very high Al content is being developed for the automotive industry.2 These TRIP steels require the presence of one or more of the elements Si, Al and P in order to produce a small amount of retained austenite at room temperature. This, when deformed, transforms to martensite, thus strengthening up regions that would otherwise neck down to failure.2 These steels offer very high strengths and exceptional stretch formability and are hence favoured for structural car parts to lighten the weight of a car and hence reduce petrol consumption and emissions. Although a high Si, TRIP steel has been conventionally used to give these exceptional properties, the surface of such steel does not galvanise well, forming red spots.2
Previous work3–6 has examined the influence of Al in the range of 0–2 on Nb containing and Nb free TRIP steels and found that the worse ductility occurs when the Al level is 1, giving a very wide and deep trough. The present examination is an in-depth scanning electron microscope (SEM) and transmission electron microscope (TEM) study to find why this is so.
Experimental
Three steels were examined. The compositions of the steels are given in Table 1, together with their Ae3 and liquidus TL and solidus TS temperatures from FactSage thermodynamic predictions.
Compositions of steels examined (wt-) and Ae3 and liquidus and solidus temperatures (°C)

Some of the previously reported works5,6 for these steels included a number of specimens in which porosity was subsequently found to be high. These data points in no way altered the main conclusions from the work, but for the present in depth study, only specimens in which there was <10 porosity were included in the analysis.
The tensile samples were heated to 1406°C, close to the solidus temperatures of 1440–1460°C in an induction furnace attached to an Instron tensile testing machine. The specimen was of 7·9 mm diameter, and the uniformly heated zone extended 2·5 mm in length being protected from oxidation by an argon atmosphere. After holding for 2 min at 1406°C, the tensile specimens were cooled at 60°C min−1 to test temperatures in the range of 650–1100°C. The samples were held for 5 min at test temperature before straining to failure at a strain rate of 3×10−3 s−1. The argon flow was increased on fracture to gas quench the samples and freeze in the microstructure before fracture. The reduction in area (R of A) was taken as a measure of hot ductility. A schematic diagram of the testing procedure is given in Fig. 1.
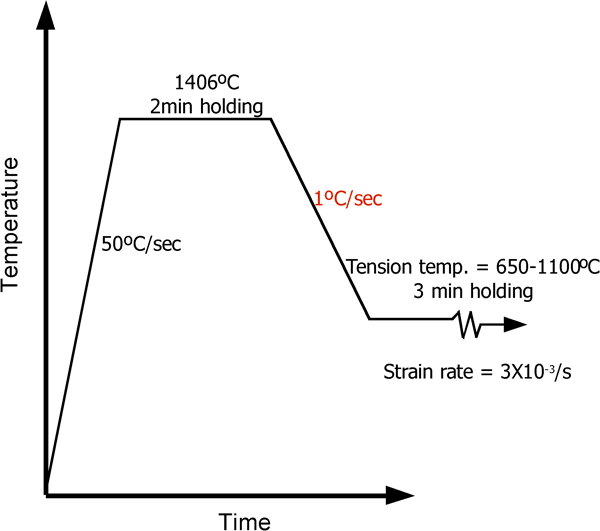
Schematic diagram for testing procedure
The curves for these steels are shown in Fig. 2, and it can be seen that the best ductility is given by the 1·5Al steel. The low Al steel has poor ductility at 750°C, but it starts to recover at temperatures >800°C. The 1Al containing steel not only has a deep trough, it is also very wide, stretching up to 1000°C before ductility materially starts to improve.
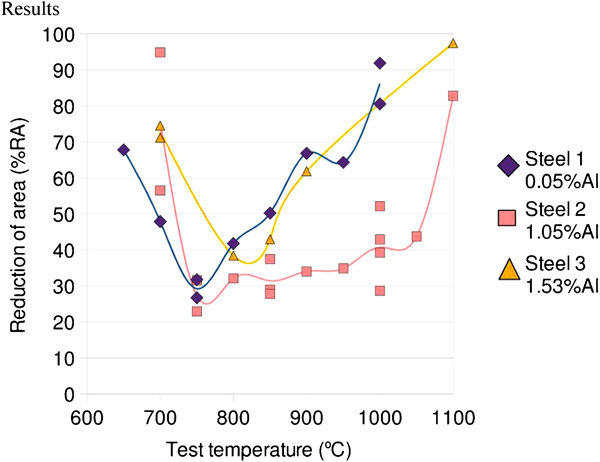
Hot ductility for three steels under examination
In order to examine the cause of this behaviour, extensive replica TEM has been carried out. Carbon extraction replicas were mounted on Cu grids from cross-sections close to the point of fracture. Scanning electron microscopy examinations of the fracture surfaces were made using various JEOL instruments, some equipped with electron diffraction scattering as well as a Zeiss field emission gun (FEG) SEM having exceptional resolution. The TEM work was carried out using a Philips CM200 electron microscope equipped with electron diffraction scattering (super thin window, EDAX system). Although matrix examinations were performed, the replicas were mainly taken in the vicinity of the austenite grain boundaries where precipitation generally occurred. Precipitation size was measured from the images, and a statistical analysis of the precipitate distribution was performed.
Results
Electron microscope examination of 0·05Al containing steel
For the 0·05Al containing steel, the average Nb(CN) precipitate size showed some tendency to coarsen with temperature being 15±7 nm at 700°C and 24±11 nm at 1000°C (Fig. 3).
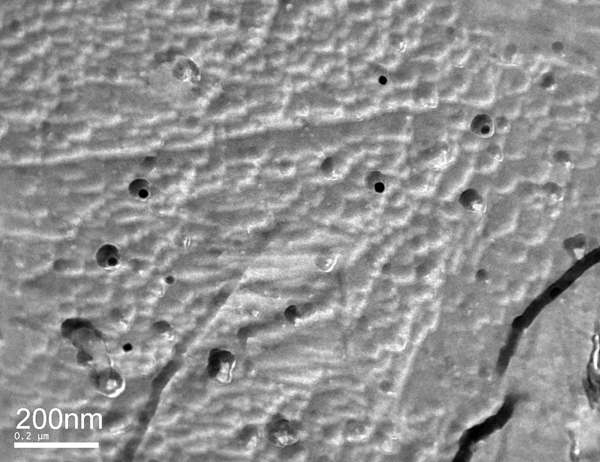
Steel containing 0·05Al reheated to 1406°C and tested at 1000°C: Nb(CN) size is 18±7 nm (TEM)
Proeutectoid ferrite was observed in samples tested at 850°C and was seen up to 950°C. The γ grain size was coarse, averaging ∼1500 μm.
There was no evidence for any AlN precipitation even when the fracture surfaces were examined using the SEM-FEG microscope.
Electron microscope examination of 1·05Al containing steel
‘Rock candy’ type fractures7 were observed on the fracture surface of all these samples in either trans- or intergranular failure mode (Fig. 4).
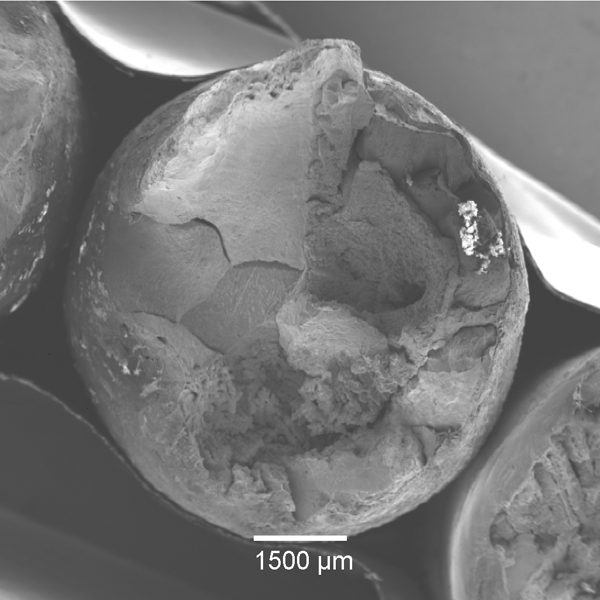
Rock candy failure in 1·05Al containing steel (SEM)
Nb(CN) was present at all testing temperatures, but there was no significant decrease in size with decreasing temperature, with the average matrix sizes at the test temperature of 900°C being 11±1·7 and 16·3±8·8 nm at the grain boundaries. The average austenite grain size was coarse (∼800 μm), but it was finer than that found in 0·05Al containing steel. However, copious precipitation of plate, needle and dendritic AlN precipitation occurred (Fig. 5). As plate AlN precipitation was often seen in areas where there was some porosity (Fig. 6), it is likely that they formed in the liquidus.
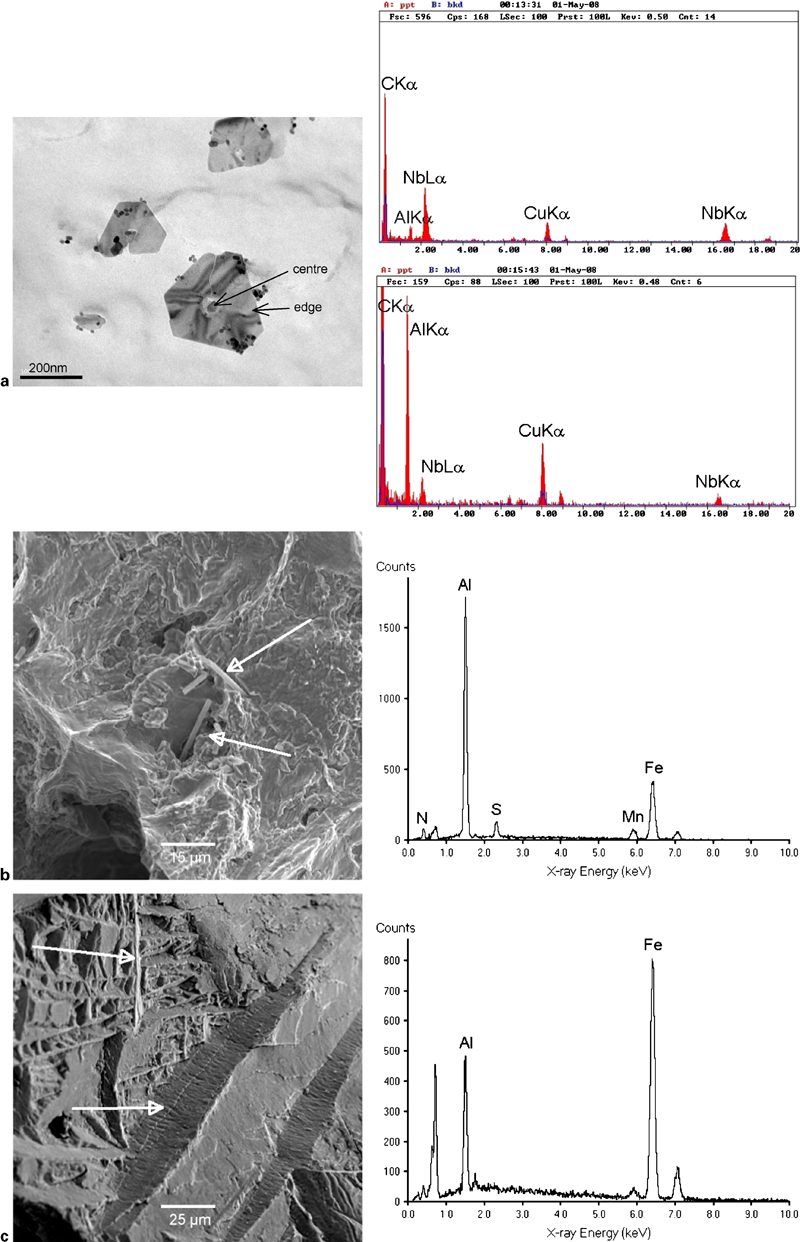
Precipitation of AlN
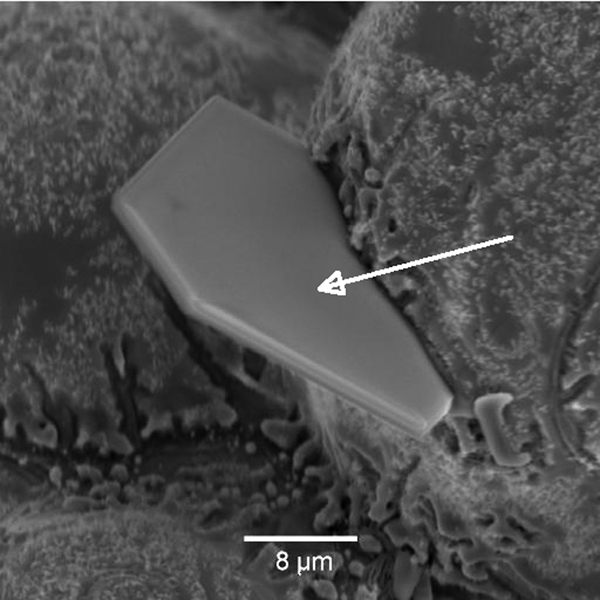
Precipitation of AlN on dendrites in region showing porosity in 1Al containing steel
Electron microscope examination of 1·5Al containing steel
The grain size of this steel was considerably finer than the other two steels, being on average 180 μm. Nb(CN) precipitation was found to be present throughout the temperature range of 700–1000°C, and precipitation was most readily seen in this steel, indicating that high Al additions encourage Nb(CN) precipitation. The precipitate size was found to decrease with temperature being 13·5±2·6 nm at 950°C and 9·8±3·7 nm at 650°C, but there was a large variability in their size.
Discussion
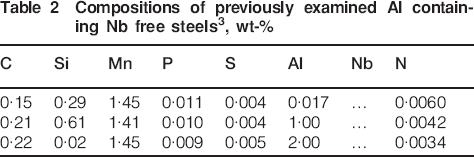
There have been very few investigations that have examined the influence of high Al additions on the hot ductility of steel.3,4,6 Of these, the closest to the present examination is that of Mintz et al.3 who examined the influence of high Al additions on the ductility of Nb free steels, although in this work, no TEM work was reported. The compositions of these steels are given in Table 2, and the hot ductility curves are shown in Fig. 7.
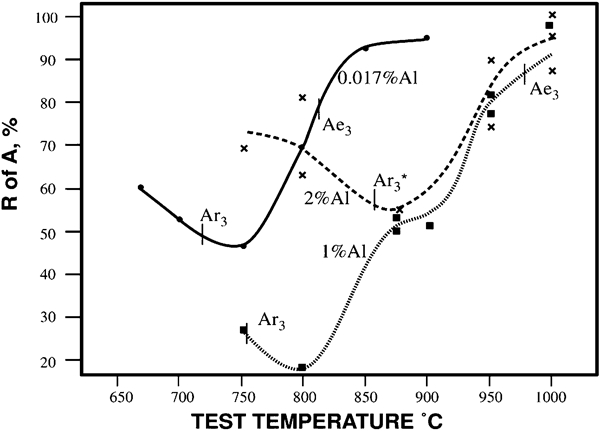
Effect of increasing Al on hot ductility curve for Nb free steels (Note the 2Al steel is never fully austenitic)3
Compositions of previously examined Al containing Nb free steels3, wt-
It can be seen from Fig. 7 that the behaviour is similar to the present examination in that the minimum ductility at the 1Al level is very low (<18) and recovers only very slowly at higher test temperatures. In contrast, 0·017 and 2 Al give much better ductility and have similar shaped curves, with the 2Al steel curve being displaced to higher temperatures by ∼100°C, indicating that aluminium has a considerable influence in raising the Ae3.
Sue et al.4 have also examined the influence of increasing the Al level on a very low N, Nb free steel and found that increasing the Al to 0·087 results in a significant widening of the trough.
Considerable hot ductility work has of course been carried out on Nb containing HSLA steels at the lower Mn level of 1·4 with low Al levels of around 0·02–0·04. 8 8,9 In these steels, it is found that the trough is widened and deepened by the ready formation of Nb(CN) on deformation. Generally, at these low Al levels, AlN is not detected. When the test temperature is above 1000°C in Nb containing steels, ductility is good, as dynamic recrystallisation can take place and the precipitates are coarse and few. 8 8,9 A similar behaviour is noted here for the higher Mn, low Al steel (steel 1). The absence of AlN precipitation means that the ductility behaviour noted in Fig. 2 can be ascribed to a combination of having a thin film of ferrite present concentrating the strain, which encourages intergranular failure and, at higher temperatures above the Ae3 (795°C), the presence of Nb(CN) delaying dynamic recrystallisation.
Increasing the Al to 1 (steel 2) considerably widens the trough (Fig. 2) and, from the TEM work, results in the copious precipitation of AlN at the prior γ grain boundaries, causing ‘rock candy’ type failures (Figs. 4 and 5c). Although Nb(CN) is precipitated in the lower temperature range, it is the AlN precipitation that is controlling ductility in this steel. However, a further increase in Al level to 1·53 (steel 3) leads to much better ductility and a return to the narrower trough given by the 0·05Al steel. At this high Al level, although AlN precipitates in abundance, there is little evidence for precipitation at the prior γ grain boundaries in dendritic form.
Much evidence 1 10 1,10,11 has been accumulated to indicate that the carbon range covered by the peritectic is the worst compositional range for the incidence of transverse cracking. The explanations for this are as follows. First, the peritectic composition corresponds to the highest temperature at which a fully austenitic structure first forms on cooling and will therefore result in the coarsest grain size. This could account for why this range can also give poor hot ductility. Second, in the continuous casting operation, when γ forms, there is a contraction of the shell away from the mould, leading to poor thermal extraction of heat and an irregular thinner solidified shell, which is more susceptible to cracking. This, of course, is something that the hot ductility test cannot replicate.
However, although refinement of grain size occurs at C levels on either side of the peritectic C point, the refinement in grain size from 1·5 mm to 180 μm when raising the Al level to 1·53 will, from previous work,1 only give rise to a relatively small improvement of the hot ductility and is unlikely to be the sole explanation for the improvement in ductility that has been observed. There is likely to be an additional reason, and this most probably is the manner in which the AlN precipitation occurs in the peritectic compositional range.
The peritectic reaction in the Fe–C system (Fig. 8a) is when the two phase, L+δ, transforms to γ at 1493°C at the peritectic C level of 0·16. Steels with C contents <0·16 transform to δ+γ, and steels with >0·16 transform to L+γ at this same temperature. The peritectic point thus represents the C level (0·16), which corresponds to the highest temperature at which a fully austenitic structure first forms and thus will give rise to the coarsest γ grain size and so will have the worst hot ductility.
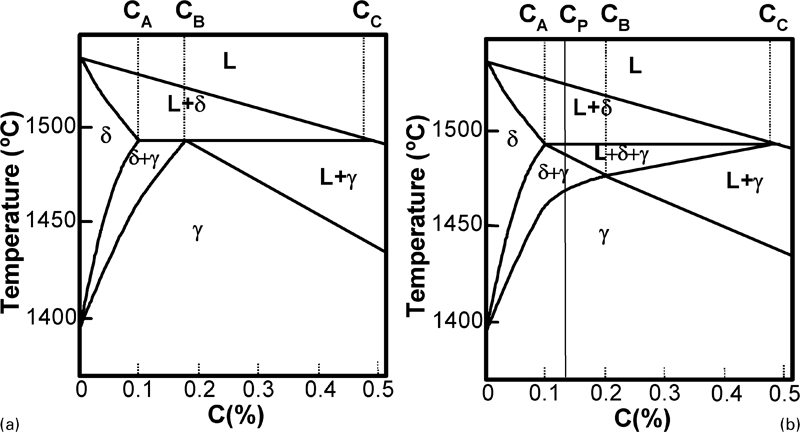
Peritectic part of constitutional diagrams for a Fe–C system and b influence of small amounts of alloying elements, 0·02P and 0·002S on peritectic adapted from Refs. 12 and 13
In the Fe–C diagram, the peritectic spans the region CA to CC, as shown in Fig. 8a, but only regions CA to CB are likely to give problems on casting as this is where  precipitates from the solid δ and γ phases, and marked contraction from the shell wall can take place. Once the peritectic C level has been exceeded under equilibrium conditions (>CB), complete solidification to γ only occurs when the liquid and γ phases are present, and contraction away from the wall will hence be reduced (Fig. 8a). Examination of Fig. 8 shows that a small amount of alloying can radically change the phase transformations, particularly the peritectic part of the diagram, and high Al additions have been shown to have a dramatic effect on the peritectic.14
precipitates from the solid δ and γ phases, and marked contraction from the shell wall can take place. Once the peritectic C level has been exceeded under equilibrium conditions (>CB), complete solidification to γ only occurs when the liquid and γ phases are present, and contraction away from the wall will hence be reduced (Fig. 8a). Examination of Fig. 8 shows that a small amount of alloying can radically change the phase transformations, particularly the peritectic part of the diagram, and high Al additions have been shown to have a dramatic effect on the peritectic.14
Although the peritectic range is well documented for the Fe–C system, Blazek et al.14 have redefined it recently for new alloys having high Al, Mn, Si, Mo, Cr, Ni, etc., levels. Previous to their work, 15 15,16 it was common to use a carbon equivalent equation to calculate the effective composition for a particular grade, and if the C equivalent was between 0·07 and 0·18C, the grade would be assumed to be peritectic and hence difficult to cast.
In the work of Blazek et al.,14 two equations are given to cover the peritectic carbon range CA and CB, and these equations were produced specifically for the high Al steels that are being developed.
These equations are
They also determined a point between CB and CA at which the heat transfer rate is minimum, and the peritectic reaction can have the worst effect on surface quality. This point is defined as Cp and given by the following relationship

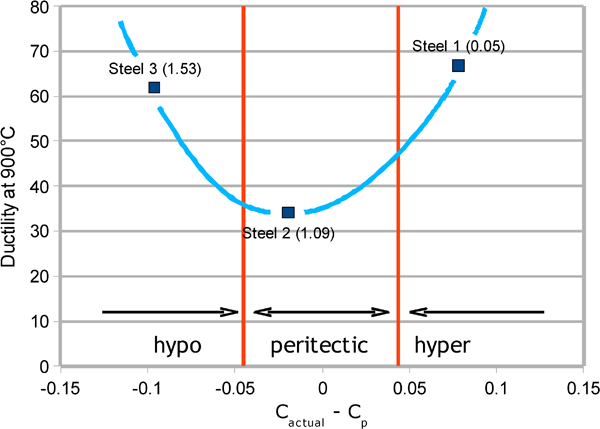
Curve of ductility against Cactual−Cp for three steels at test temperature of 900°C
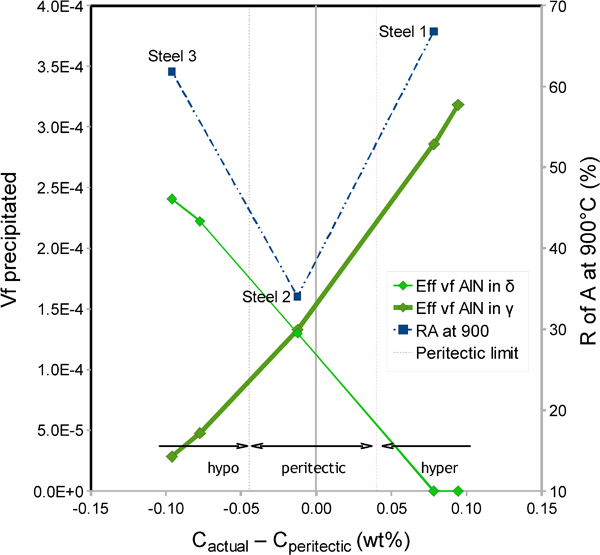
R of A values at 900°C and volume fraction Vf calculations for AlN precipitated in δ and γ phases
In Fig. 9, three ranges are shown: the peritectic, hypoperitectic and hyperperitectic ranges.
The calculated values of CA, CB and CP are given in Table 3 for the three steels together with the actual carbon content of the steel. Increasing the Al level moves the peritectic reaction to higher C levels so that at a C level of ∼0·15 steel 1, the low Al steel falls outside the peritectic on the hyper side and the highest Al containing steel (steel 3) falls outside the peritectic range on the hypo side of the diagram. Steel 2 (1·05Al) falls within the peritectic and is close to the C level, giving the worst surface quality.
C peritectic ranges for steels examined

*Peritectic region where the transformation from δ+γ to γ is entirely in the solid.
Aluminium therefore causes Cp to increase and encourages the steel to be hypoperitectic at the given carbon level. At the 0·05Al level, no AlN was detected, and the steel falls outside the peritectic range. AlN is not always easy to detect because it can precipitate dendritically as a thin coating covering the grain surfaces. However, extensive examination of the fracture surfaces using SEM-FEG failed to detect its presence. This is contrary to the observation of AlN found by Chamont et al.,17 but may be accounted for by the lower Mn content in their steels, with Mn being noted for delaying the precipitation of AlN.18 Again, from Table 3, the 1·5Al steel falls outside the peritectic range.
Only the 1Al containing steel falls within the peritectic compositional range and very close to the Cp value (Fig. 9).
Examination of Fig. 8 shows that the peritectic range corresponds to the highest temperature for the formation of austenite. In these steels, the peritectic region is believed to account for the very poor ductility shown by the 1·05Al containing steel.
Importance of peritectic in influencing AlN precipitation
To account for the influence of AlN on the hot ductility of these steels, a combination of the TEM examinations and equilibrium thermodynamic data is required.
It is well known that AlN precipitation is sluggish in γ,19 and the present work has shown that in these high Mn steels, it is prohibitively slow below 0·05Al but does precipitate out at the 1·05 and 1·53Al levels. Deformation does of course speed up the reaction in austenite by an order of magnitude compared to when there is no deformation.
In the present analyses, it has been assumed that when AlN precipitation occurs in the δ-ferrite, equilibrium conditions are maintained, while in the γ and α phases, precipitation is only ‘complete’ if AlN was observed in the TEM examinations.
The FactSage program was used to calculate the volume fraction of AlN in each of these steels, and the results are summarised in Table 4 and Fig. 10.
AlN precipitated in δ and γ phases together with TEM observations

It can be seen from this table that as the Al level increases, the amount of AlN precipitated in the δ phase increases. The amount of AlN precipitated in γ, in contrast, is greatest at the 1·05Al level because at the 0·05Al level AlN precipitation takes place too slowly, and at the 1·53Al level, most of the AlN is precipitated in δ-ferrite, leaving only a small amount available to precipitate in γ (Table 4).
What is apparent is that the precipitation of AlN is particularly detrimental to peritectic 1·05Al steel, where rock candy type fractures are observed. It would seem from the foregoing analysis that it is the precipitation of AlN at the γ grain boundaries that is responsible for the poor ductility in the 1·05Al steel combined with its coarse grain size, both occurring because its composition is closest to the peritectic point, this corresponding to the highest temperature when full transformation to γ occurs. Although AlN precipitation occurs profusely in the δ phase in the higher Al steel (1·53), it is likely that even if this precipitation takes place at the δ grain boundaries, on transformation to γ, these precipitates will no longer be located at the γ boundaries and therefore have little influence on the hot ductility. It is the precipitation at the γ grain boundaries that causes the ductility to deteriorate, and this can be seen to be a maximum for the 1·05Al peritectic steel from Table 4.
Further evidence for the peritectic C range giving the worst ductility is obtained when data from the present and all the previous works 3 4 20 3,4,20,21 are examined and the minimum R of A is plotted against Cactual−Cp using the boundary limits for the peritectic region of ±0·05C (Fig. 11).
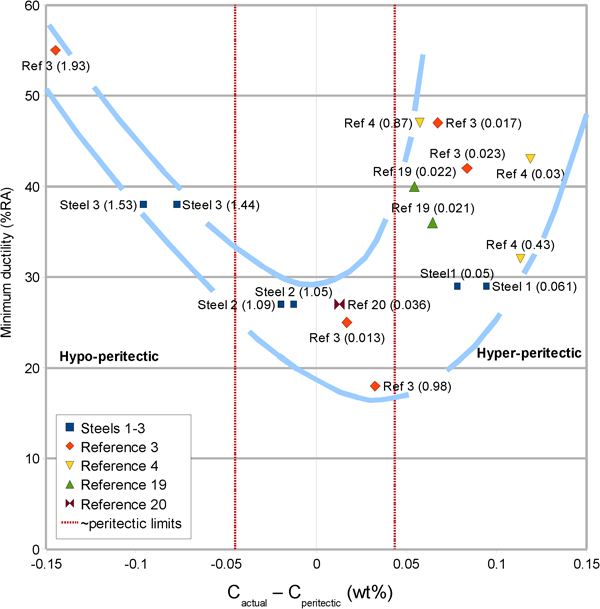
Minimum R of A values from present and past works against Cactual−Cp showing that lowest ductility corresponds to steels that are within peritectic C range
Commercial implications
Ductility in high Al steels is very much influenced by whether the steel is within the peritectic danger zone or not. It can be seen in equations (1)–(3) from Blazek et al.14 that it is possible to adjust the composition so that this can be achieved, i.e. Cactual−Cp>0·05C or <−0·05C. A way of doing this would be to reduce the Mn level, which acts in the opposite way to increasing Al, and so would encourage a move away from the peritectic to the hyperperitectic. Unfortunately, examination of equations (1) and (2) indicates that reducing the Mn content only has a small influence on Cp and would not be sufficient to avoid the peritectic region. Reducing the C level so that Cactual<CA is, of course, another way of achieving freedom from cracks.
Conclusions
The hot ductility behaviour in these Nb, Al containing TRIP high Mn steels is similar for 0·05Al, which has a hypoperitectic C level, and for 1·53Al containing steel, which has a hyperperitectic C level.
For temperatures >820°C, the hot ductility curves of the 0·05 and 1·5Al containing steels were almost identical. Ductility only improved slowly with the increase in temperature, and this was again accompanied by a coarsening of the Nb(CN) particles.
No AlN precipitation was found in the 0·05Al containing steel, and the hot ductility trough was due to the presence of thin films of deformation induced ferrite and precipitation of Nb(CN).
The γ grain size in this steel was coarse, typical of that found in 1·4Mn, HSLA steels.
Ductility gradually improved for temperatures in excess of 750°C, and this was accompanied by a coarsening of the Nb(CN) precipitation.
For 1·53Al containing steel, minimum ductility occurred at a higher temperature of ∼820°C, in accord with the transformation temperatures increasing with the Al level, but the trough was less deep than for the 0·05Al steel, probably because of its significantly finer grain size of 180 μm.
Copious coarse precipitation of AlN was observed in 1·53Al steel, but not generally in dendritic form at the γ grain boundaries, and this precipitation did not seem to influence the ductility.
A major difference between 0·05 and 1·53Al was that increasing the Al level changed the steel from hypo- to hyperperitectic, but both steels avoided the peritectic C range, which has been shown to be particularly susceptible to cracking during continuous casting.
The worst ductility was given by the 1Al containing steel. Not only did this steel have the trough with the greatest depth, but it also had a very wide trough, stretching over 300°C from 750 to 1050°C. For this steel, a profuse dendritic precipitation of AlN was observed at the γ grain boundaries, and this dominated the ductility behaviour, giving rise to rock candy failures and very poor ductility.
The 1Al containing steel was within the peritectic C range, so not only did it have a coarse γ grain size (∼800 μm) but also copious precipitation then occurred at the γ grain boundaries, whereas at the higher Al level of 1·53, because the steel was hypoperitectic, precipitation occurred in coarse form mainly in the δ phase and so was ineffective in influencing the ductility. Recovery in ductility only occurred at very high temperatures of 1100°C when dynamic recrystallisation could take place and the precipitates could no longer prevent boundary movement.
It is strongly recommended that for high Al containing TRIP steels, the composition should be controlled so that the ‘C’ content is outside the peritectic zone. For the currently examined TRIP steels, this would mean avoiding the 1Al level and working at the 1·5Al level.
Footnotes
Acknowledgements
A. Tuling would like to thank T. von Moltke for the help and supervision of the research programme and A. Botha at microscopy for the use of the FEG-SEM microscope.