
Abstract
Haynes HR-120 alloy (UNS N08120) is a nickel–iron–chromium alloy that exhibits high strength at elevated temperature and resistance to carburising and sulphidising environments. These properties make this alloy suitable for the production of components of land based turbines, including rings. Manufacture and heat treating of such rings require strict control of the processing variables, such as temperature and deformation ratios, as well as the time and temperature of the solution treatment, due to their effect on microstructure and mechanical properties. It is common practice to treat this alloy at temperatures above 1100°C to promote dissolution of undesired particles and recrystallisation of deformed structures, but it has been found that grain coarsening can occur during treatment. The present work presents the results of a series of solution heat treatments that were performed within a broad range of temperatures on industrial ring rolled pieces. It was found that the increment in time and temperature enhances the dissolution of intergranular precipitates that result in the improvement of mechanical properties, but grain coarsening is observed to occur when the material is treated for long times and high temperatures. The best combination of mechanical properties and grain size was obtained by treating the material for half an hour at 1050°C.
Introduction
Haynes HR-120 alloy (UNS N08120) is a nickel–iron–chromium heat resisting alloy characterised by its high mechanical strength and high resistance to oxidising, carburising and sulphidising environments at temperatures up to 1095°C. 1 1,2 These properties make this alloy suitable for the production of components of land based turbines. Table 1 shows the properties required for forged parts to be considered for manufacturing components of gas turbines. Like any other alloys, their mechanical properties and microstructural characteristics are consequences of the processing route during the manufacture of a given component and the heat treatment after it. In the specific case of forged rings made from this alloy, parameters like temperature and deformation ratios are critical to promote the microstructure required to develop adequate mechanical properties.3
Minimum properties for forged parts to be considered in the manufacturing of gas turbines

Production of rings by rolling normally starts with the upsetting of a preform cut from a billet that may come directly from casting or from a former wrought stage. The preform is heated up to the working temperature to reduce its height in a press (Fig. 1a), and the centre of the upset piece is pierced (Fig. 1b) before the actual ring rolling proceeds. The final geometry of the ring is obtained by the pressure exerted by different rolls. Figure 2 shows this process, in which vertical mandrels promote the increase in internal diameter while maintaining the wall within the required conditions; the height of the wall is controlled by auxiliary conical rolls. Full information on ring rolling can be found elsewhere. 4 4,5

a upsetting and b piercing of preform cut from round billet

Ring rolling to desired shape
Parts made of Haynes HR-120 can be heat treated at temperatures depending on their condition. Temperatures within the 1175–1230°C range are favoured in as cast pieces, as homogenisation and solution of primary carbides take place at shorter times; however, lower temperatures are preferred for wrought pieces as most microstructural constituents are refined by the combination of solution cycles and plastic deformation. Rapid cooling, such as forced convection or immersion in polymer or water quench tanks, is recommended after solution treatment to assure a fine grain size and avoid the precipitation of undesired precipitates.2
The present work presents the results of a series of solution treatments carried out on samples cut from hot rolled rings made from Haynes HR-120. The aim of the present study was to evaluate the effect that solution heat treatment exerts on the mechanical properties of hot rolled rings in order to assure consistent microstructures and mechanical properties in such pieces.
Experimental
Samples from the heat of Haynes HR-120 (composition shown in Table 2) were prepared and cut to produce a series of rings 73 kg in weight that had an external diameter of 643 mm, an internal diameter of 510 mm and a height of 75 mm. The different stages of the process are illustrated in Figs. 1 and 2. The pieces were upset at a temperature of 1200°C with an intermediate reheat and rolled into rings, maintaining the pieces within the temperature range of 1150–1170°C. The rings were cooled down to room temperature in still air and inspected to detect for any type of surface defect. The parameters that were used assured a microstructure consisting of an average grain size of 90 μm (ASTM 4·0) with grains as large as 180 μm (ALA ASTM 2·0) in the as rolled condition.
Composition of the Haynes HR-120® alloy used for evaluation (wt. )

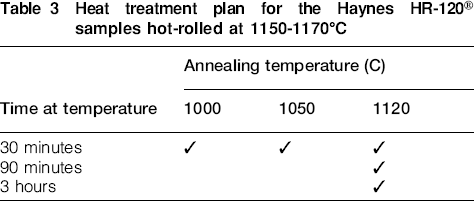
Representative specimens from the rings were sectioned into pieces to carry out a series of solution annealing trials. Times varied from 30 min to 3 h at temperatures of 1000 and 1050 and 1120°C, as summarised in Table 3. The samples were either cooled in still air or immersed in water after heat treatment; the results obtained will be identified as either AC or WQ, depending on the cooling medium (air or water).
Heat treatment plan for the Haynes HR-120® samples hot-rolled at 1150-1170°C
Tensile and stress rupture test specimens were machined from these samples. The tests were conducted at room temperature following ASTM E8 for tension6 and ASTM E10 for hardness.7 High temperature stress rupture tests following ASTM standard E1398 were carried out on the specimens that were treated at 1120°C. These tests consisted of subjecting the samples at either a stress of 17·2 MPa at 982°C or a stress of 44·8 MPa at 899°C until rupture. The grain size was evaluated by optical means following ASTM E112.9 Scanning electron microscopy (SEM) was used to obtain detailed information on the microstructural components of the selected samples.
Results and discussion
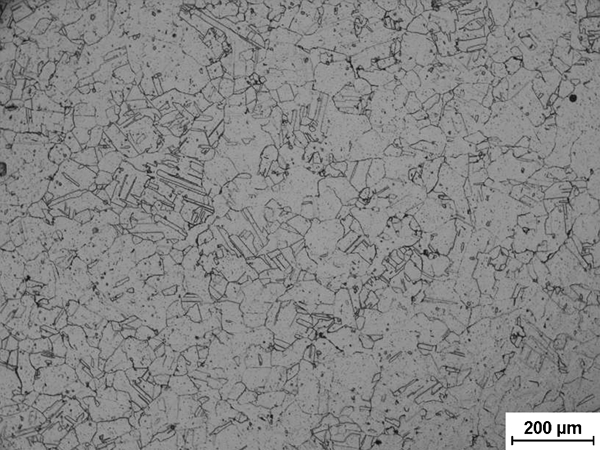
Figures 3–5 show optical micrographs corresponding to samples from the rolled rings that were solution annealed for 30 min at 1000, 1050 and 1120°C respectively. The alloy shows a typical austenitic microstructure of roughly equiaxed grain size of ∼25 μm (ASTM 7·5), although the microstructure in Fig. 5 reveals that some grains grew to ∼60 μm (ALA ASTM 5·0). Figure 6 shows the micrograph of a section that was treated at 1120°C for 3 h and water quenched to room temperature. The changes in grain size as a function of time and temperature from the specimens shown in Figs. 3–6 are plotted in Fig. 7. Clearly, the average grain size for all the samples treated for 30 min is very close, regardless of temperature. This strongly suggests that dynamic recrystallisation was active during deformation, 10 10,11 minimising the driving force for further recrystallisation or grain growth. At the highest temperature (1120°C), the data reveal grain growth as a function of time. The average grain size of the samples left at 1120°C for 3 h was 35 μm (ASTM 6·0), but some of the grains were found to be as large as 200 μm (ALA ASTM 1·5).
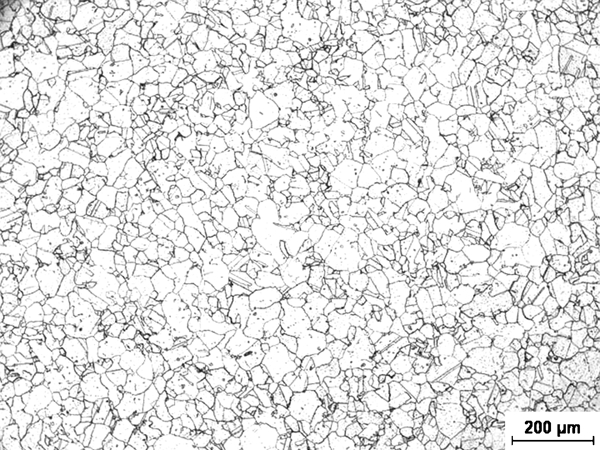
Optical micrograph of sample held for 30 min at 1000°C and cooled in water
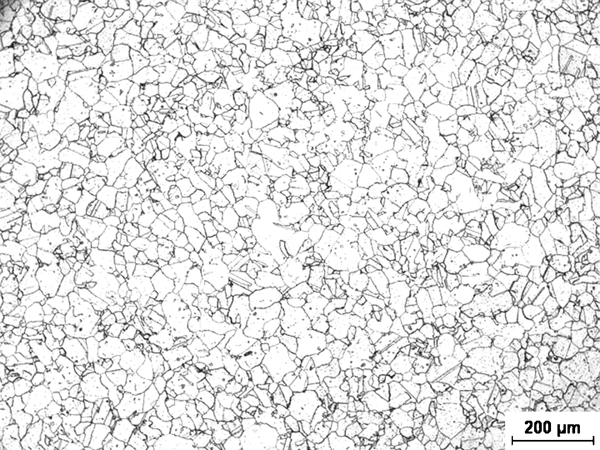
Optical micrograph of sample held for 30 min at 1050°C and cooled in water
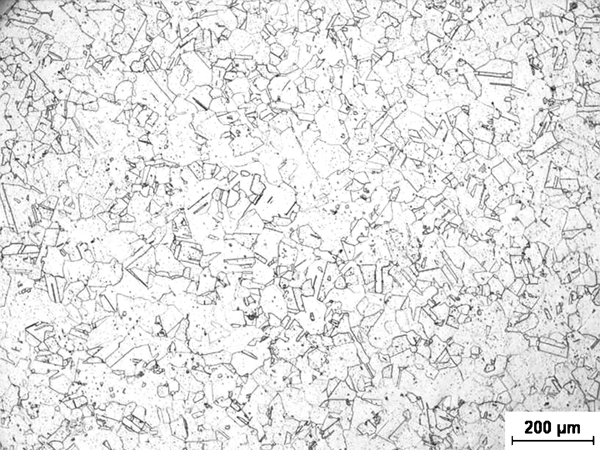
Optical micrograph of sample held for 30 min at 1120°C and cooled in water
Optical micrograph of sample held at 1120°C for 3 h and cooled in water
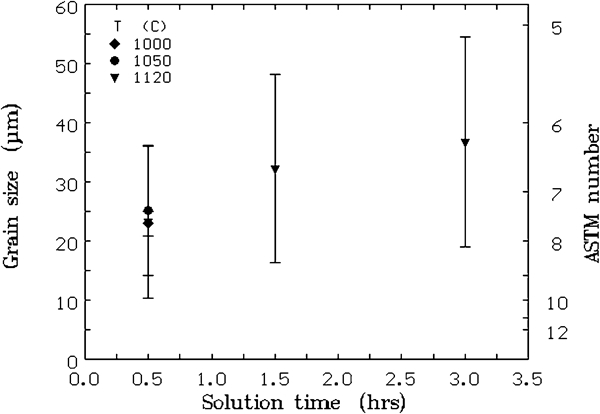
Changes in grain size as function of time and temperature for solution time
Figure 8 shows the variation in tensile strength as a function of the reduction in area of the various specimens: all the data points are above the minimum requirements (Table 1). It can be appreciated that, with the exception of two data points, the results fall within a relatively tight scatterband, which is consistent with the relative uniformity of grain size. However, the specimen solutions annealed for 30 min at 1000°C and that for 3 h at 1120°C were exceptions to this trend. For these samples, grain sizes varied somewhat from the others. A comparison of the tensile and yield strengths in Fig. 9 shows a similar trend to that in the case for Fig. 8: all values surpass the minimum requirements.
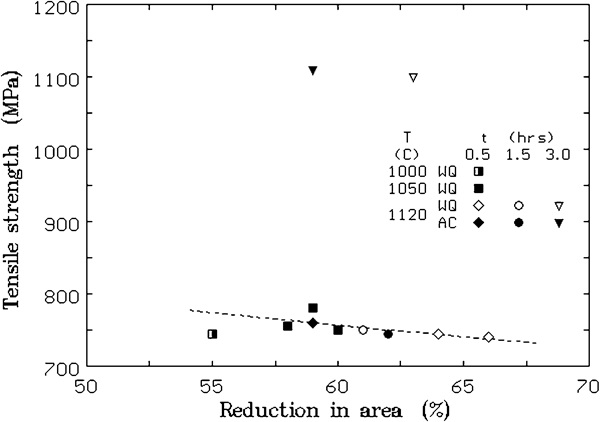
Tensile strength as function of reduction in area of specimens tested in tension; specimens cooled in air (AC) or immersed in water (WQ)
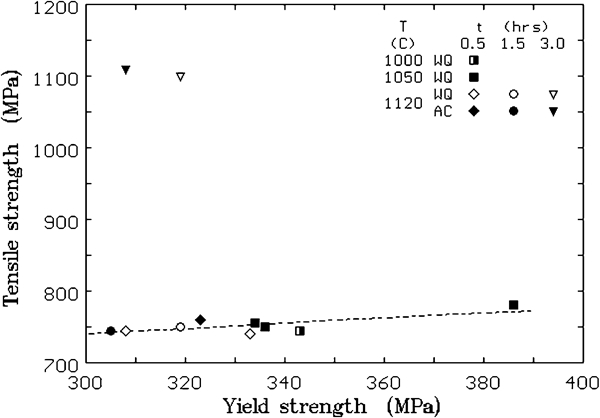
Tensile strength as function of yield strength of specimens tested in tension; specimens cooled in air (AC) or immersed in water (WQ)
Figure 10 shows the time to fracture of the specimens subjected to the stress rupture test that were solution annealed at 1120°C. All the samples passed either the 110 or 120 h required (Table 1), but the material that was cooled in water (WQ) exhibited the tendency towards shorter times to fracture as the annealing time increased. The times for rupture were compared with those from a model constructed from experimental results of the HR-120 alloy in the hot rolled condition.12The model yields 705 and 638 h respectively for the tests conducted either at 17·2 MPa at 982°C or at 44·8 MPa at 899°C, which are at least three times higher than the ones shown in Fig. 10.
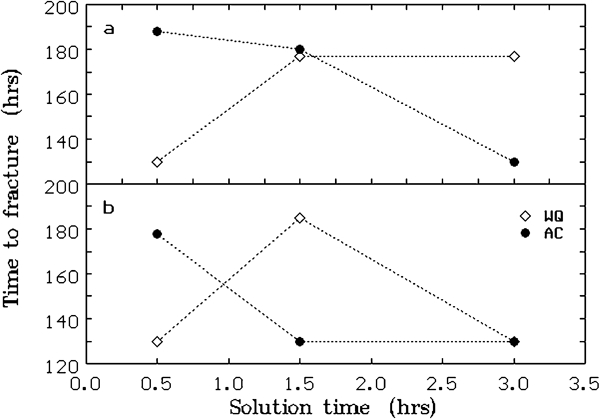
Time to fracture as function of solubilisation time: specimens cooled in air (AC) or immersed in water (WQ)
Figures 11–13 correspond to SEM images in backscattered electron mode of the samples that were treated for 30 min at 1000, 1050 or 1120°C respectively. The microstructures are shown at two different magnifications, as image b in each figure corresponds to the area enclosed within the rectangle of image a. Different particles were found in the samples; the use of energy dispersive spectroscopy analyses allowed for the identification of up to five different phases:
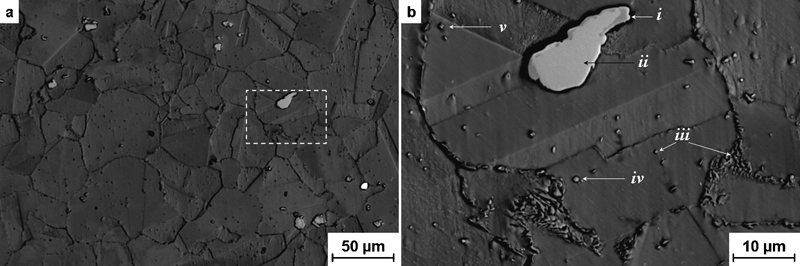
Images (SEM) of sample held at 1000°C for 30 min
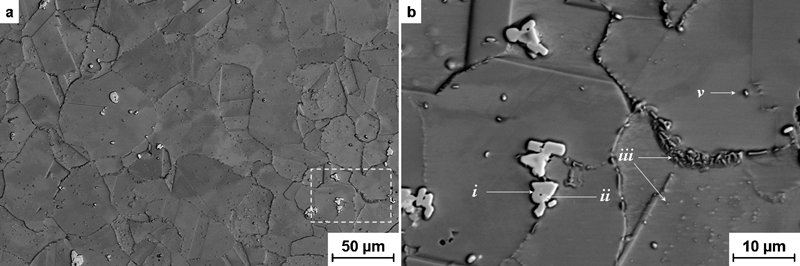
Images (SEM) of sample held at 1050°C for 30 min
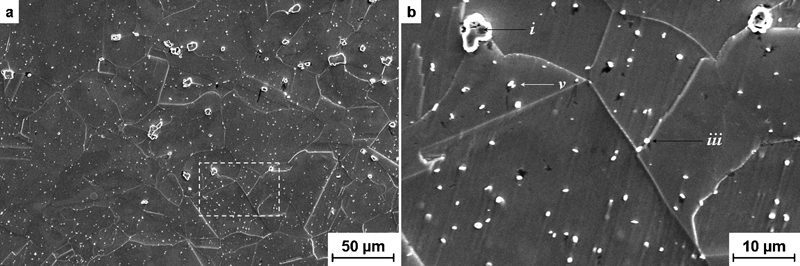
Images (SEM) of sample held at 1120°C for 30 min
M23C6 massive carbides
Ni3Nb orthorhombic particles, known as δ, associated with particles identified as (i); the lighter tone of particles (ii) is due to the heavier elements that form them
M23C6 carbides precipitated at grain boundaries
Ni3Nb ordered body centred tetragonal precipitate γ″, which strengthens the alloy
TiN particles.
Not all the phases were detected in all the samples due to their different solubilities. All five phases were observed in the specimen treated at 1000°C (Fig. 11). As the temperature increased to 1050°C, the γ″ particles (iii) disappear, while the δ phase precipitates (ii) exhibited refinement (Fig. 12). Finally, the only particles remaining after treatment at 1120°C were the M23C6 carbides and the TiN precipitates (Fig. 13). These observations agree with the solubility of Ni3Nb that has a solvus temperature within the range of 1020–1039°C. 13 13,14 Work on the low cycle fatigue of this alloy reports the occurrence of similar precipitates, although the research was carried out at lower temperatures.15
Figures 8 and 9 show that the specimens treated for extended periods of time at 1120°C exhibit the highest tensile strength, which can be attributed to the high strain rate hardening that characterises single phase austenitic alloys.16 Figure 10 shows that the material fulfils the resistance to fracture requirements at high temperature, but it shows the tendency to fracture towards shorter times in the specimen immersed in water as the particles that contribute in strengthening grain boundaries dissolve. This observation is confirmed when comparing the times for rupture of hot worked material.12
From the present work, it can be recommended that the material can be solution annealed for 30 min at either 1050 and 1120°C, as the uniform microstructure minimises brittle paths and assures high tensile strength, whereas the presence of enough boundary pinning particles contributes to the increase in the time to fracture in the stress rupture test. Solution annealing at the lower temperature (1050°C) offers the bonus of reducing the cost of annealing.
Conclusions
The microstructure in rolled rings made from Haynes HR-120 alloy can be modified by an adequate solution annealing treatment. Five different types of precipitates were found in the as rolled pieces, as the material is produced by a combination of heating and deformation cycles. These particles were identified by selected X-ray spectra analyses carried out in a scanning electron microscope.
The various particles were dissolved at different temperatures, with the ones identified as M23C6 and TiN remaining undissolved at the higher temperature for longer times; grain growth will be expected to occur once the particles, which are blocking grain boundaries, disappear. This is the reason for having a broad variation in grain size within the samples treated for long times at the highest temperature.
The mechanical properties required for the forged parts to be considered for the production of gas turbines were surpassed in all cases, but the best combination in mechanical properties and reduction in costs can be achieved by treating the rings for half an hour at 1050°C.