
Abstract
The Charpy V notch impact toughness of twinning induced plasticity steels was investigated at 20, −50, −80, −110 and −196°C. The fracture morphologies were analysed by scanning electron microscopy. The microstructural characteristic near the fractures is investigated by optical microscopy, X-ray diffraction and transmission electron microscopy. The impacted twinning induced plasticity steels exhibit better impact toughness due to the simultaneous generation of deformation twins and martensite, which hinders crack propagation and does not display ductile to brittle transition. The ruptures exhibit cleavage characteristic, and traces of deformation twins can be observed in the cleavage facets, so the cracks should propagate through the deformation twin, martensite and grain. The martensite transformation occurs because of the intensive high rate force with rapidly changing direction. The nucleation and growth of deformation twins are accomplished by the pile-up of dislocations at the positions of stress concentration, and the stacking fault grows through the moving and vanishing dislocation.
Introduction
To meet the increasing demands of environmental protection and energy conservation, many car manufacturers have been pursuing the weight reduction of automobiles. Thus, light alloys, such as aluminium and magnesium, as well as high strength, high toughness steels, such as dual phase, transformation induced plasticity and twinning induced plasticity (TWIP) steels, have been applied in automotive parts production. These practices could lighten automobiles, increase fuel efficiency and improve safety.1 With the main alloying elements manganese, aluminium and silicon, TWIP steel exhibits an excellent combination of strength and ductility as evidenced by the product of its tensile strength and elongation exceeding 50 000 MPa ⋅ and impact toughness reaching 0·5 J mm−2 at 20°C. 2 2,3 Thus, TWIP steel could be used in the production of structural components in automobiles to reduce weight and improve safety. Furthermore, as automotive structural parts, especially the body, TWIP steel will be impacted by foreign dynamic loading within service temperatures ranging from about −50 to 20°C. Thus, the steel must possess not only sufficient static strength but also dynamic properties within the service temperature range. The impact toughness and fracture mechanism of metals are affected not only by their type but also by their fine microstructure. Crystallographic orientation of the ferrite lamellae in pearlite strongly influences the fracture toughness of high carbon hypoeutectoid steels.4 The differences in the toughness of niobium microalloyed steel are related to the average ferrite grain size and pearlite colony size, interlamellar spacing and degenerated pearlite.5 If a lath-like bainitic ferrite, a larger amount of retained austenite and a relatively fine prior austenite grain can be obtained in the microstructure of the low alloy high carbon steel, then a higher impact toughness of steel can be produced.6 The reversed austenite embedded in the martensitic matrix can greatly enhance the impact toughness of Fe–13Cr–4Ni–Mo steel subject to two-stage tempering.7 The impact toughness of magnesium alloy can be pronouncedly improved as the mean grain size is reduced to <3 μm.8 The impact properties and fracture mechanism of metals are relevant to their microstructure, especially their fine structure. The deformation mechanism of TWIP steel is twinning for low stacking fault energy (SFE) determined by its composition. Hence, TWIP steel has high strength and good ductility because of the numerous deformation twins formed in the original austenitic grains during deformation with low2,3,9–13 or high 14 14,15 strain rate. The deformation mechanism of TWIP steel is influenced by the change in the SFE induced by temperature altering,16 affecting the fracture of the TWIP steel. However, up to now, little research has been conducted regarding the impact toughness and microstructure evolution of TWIP steel. The purpose of the present paper is to document the influence of test temperature on the impact toughness and microstructural evolution of TWIP steel. The dynamic response characteristics of the steel are discussed in light of the mutually interactive influences of intrinsic microstructural features, test temperature and aspects of fracture.
Experimental
Materials and impact toughness test
The experimental steel was melted in a medium frequency induction furnace, cast into ingots and forged into a 30 mm thick plate. Then, the plates were annealed at 1100°C for 1 h and quenched in water. The chemical composition of the investigated steel is Fe–0·059C–29·85Mn–2·98Si–3·07Al–0·0068P–0·001S (wt-). The impact toughness of TWIP steel was measured using a standard Charpy V notch impact test (ASTM E23).17 The specimens machined from the annealing billet measure 10×10×55 mm (V notch depth, 2 mm). The impact tests were preformed at 20, −20, −50, −80, −110 and −196°C. The temperature was controlled using a mixture of liquid nitrogen and alcohol. Three samples were tested at each temperature, and the absorbed fracture energy is the arithmetical mean of three experimental values.
Microstructural examination
The fracture surfaces were analysed by scanning electron microscopy using a Hitachi SU-1500 SEM. The area of the fracture surface towards the middle of the width of the specimen and a few millimetres below the notch was the main area of investigation. The fractured samples were sectioned along the central plane perpendicular to the V notch and fracture. The inside surface of one-half was ground, mechanically polished and chemically etched using 4 nital. An Axiovert 25 CA (Zeiss) optical microscope was used to examine the microstructure. A Rigaku D/Max-2400 X-ray diffractometer with Cu radiation was used to determine phase constitution of the other half. The hardness of the vicinity of the sample fracture was determined with a Rockwell hardness meter (Wolpert Wilson 2000). Samples for TEM were cut out along the central plane perpendicular to the V notch and fracture. They were mechanically polished to a thickness of 30 μm. Thin foils were prepared using a double jet electrolytic polisher at a voltage of 30 V and a temperature of about −20°C. The electrolyte contained 5 vol.- of perchloric acid and 95 vol.- of alcohol. The thin foils were examined under a JEM-2100 TEM, which was operated at an acceleration voltage of 200 kV.
Results
V notch impact toughness of TWIP steel
The impact toughness of the TWIP steels (Fig. 1) decreased along with temperature reduction from 141·7 J at 20°C to 50 J at 196°C. The impact toughness at 20 and −20°C were 141·7 and 133·8 J respectively, with a difference of 8 J. From 20 to −50°C, the TWIP steels exhibited better impact properties with toughness exceeding 100 J. When the TWIP steels were tested from −20 to −110°C, the difference in the impact toughness increased as the temperature decreased by 30°C, and the obtained values were about 17, 20 and 29 J. However, from −110 to −190°C, the difference decreased to 17 J. Additionally, the TWIP steels did not display ductile to brittle transition at the experimental temperatures, and the impact toughness at −196°C is 50 J (higher than 20·3 J).
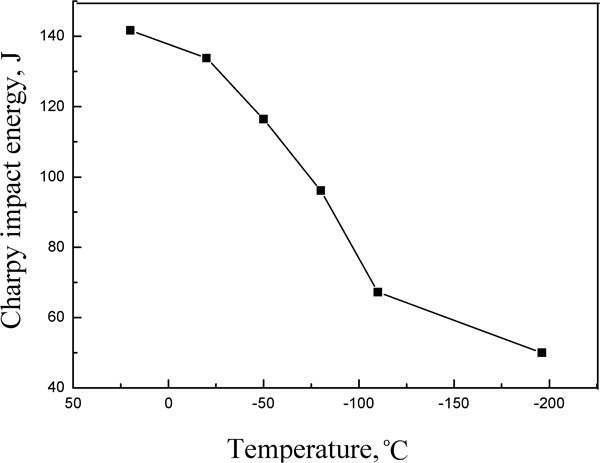
Impact toughnesses of TWIP steels tested at various temperatures
Fractography
The fracture surfaces at the TWIP steels tested at various temperatures are shown in Fig. 2. The fractures exhibited the characteristic of cleavage fracture and were composed of tongue shaped cleavages surrounded by dimples. The size of the cleavages at 20°C was ∼70 μm, similar to the austenitic grain size, and the shapes were like elongated grains. With decreasing temperature, their shape gradually became regular, and the size was smaller than the grain size, as indicated by Fig. 2c and d. Then, cleavages with different sizes occurred on the fracture surface, but more small sized cleavages were observed (Fig. 2e and f). Meanwhile, the secondary cracks increased as the temperature decreased (Fig. 2d–f). The bigger voids, which are formed through matrix and inclusion separation, were observed in the fracture at −110 and −196°C (Fig. 2e and f) due to the low toughness. The morphology of the cleavage facets with traces of parallel deformation twins and river-like tear ridges is illustrated in Fig. 3. The flat facets with vague trace of deformation twins were observed in the fracture at 20°C, but the appearance of interacting deformation twins was noted in the facets, as indicated by the write cycle in Fig. 3a. The rough facets with more obvious marks of single and interacting deformations were observed in the fracture formed at −50°C, and a few interacting deformation twin traces were observed in one facet, as shown in Fig. 3b. At −110°C, the trace of single deformation twins was observed in one facet, twin traces of different directions were seen in different facets and peel-off layers were observed, as shown by the white rectangle in Fig. 3c. The facets, with marks of different twin directions, gradually became angular at −196°C. Figure 4 presents the morphology of the crack tip and propagation. The crack propagated through the deformation twins, and the marks of the twins were clearly observed in the facets after crack formation. The relationship between hardness near the fracture surface and the tested temperature is shown in Fig. 5. The hardness decreased and then increased with decreasing temperature. The hardness first gradually decreases from 99 HRB at 20°C to 91·8 HRB at −80°C, then falls considerably to 78·8 HRB at −110°C and finally increases to 87·7 HRB at −196°C.
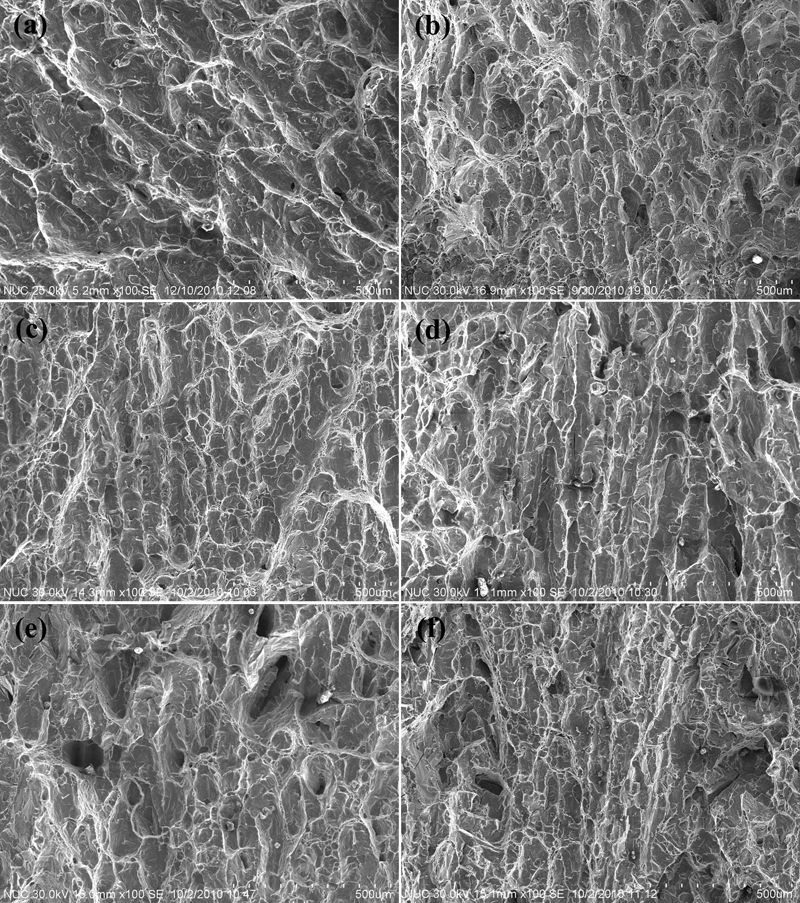
Fractographs of TWIP steels impacted at various temperatures
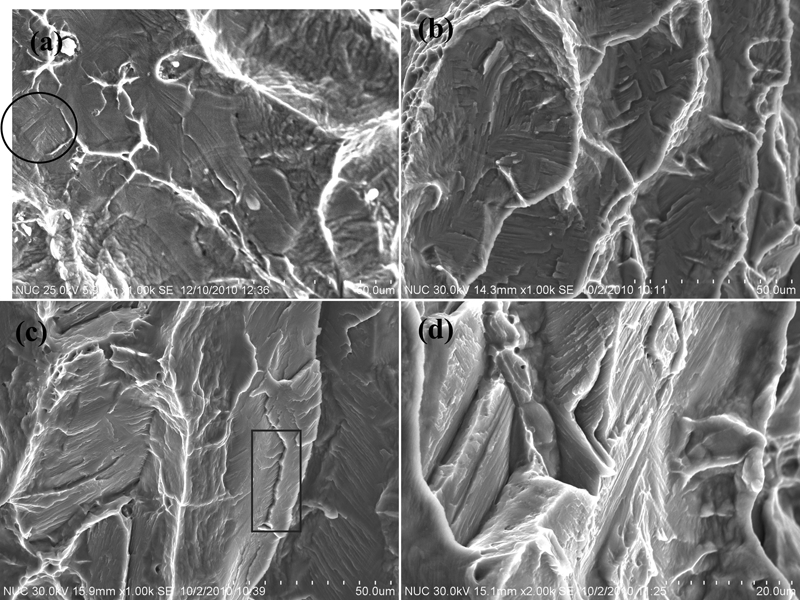
Morphologies of cleavage facets in impact fracture formed at various temperatures
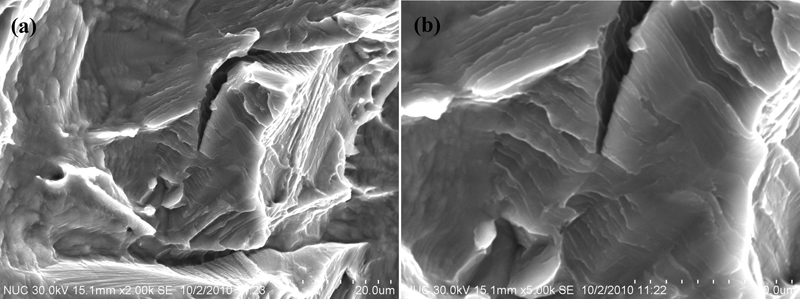
a crack propagation in fracture of TWIP steel impacted at −196°C and b magnification of a
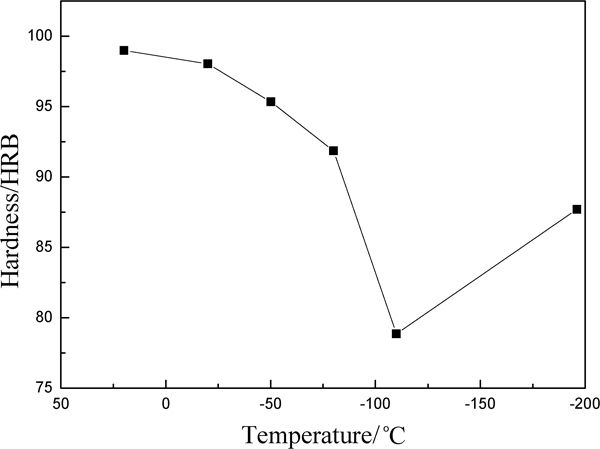
Variations in hardness of sections near fracture formed at various temperatures
Microstructure
Figure 6 shows the optical micrographs of the TWIP steels before and after impaction at different temperatures. The original microstructure is single equiaxed austenite, ascertained by the X-ray diffraction patterns in Fig. 7. In addition, straight annealing twins penetrated or remained in some of the austenitic grains. The parallel bundles emerged at the microstructure close to the fracture, disappeared with the reduction in the tested temperature and existed only as a few grains when the ambient temperature was lower than −80°C. Moreover, the bundles are deformation twins because the main deformation mechanism of the experimental steels is twinning. 3 3,16 Thus, loading was concentrated near the V notch from the reduction in the deformation twins with the incremental distance to the fracture. The incomplete grains at the fracture characterise transgranular fracture, i.e. cracks propagated through austenitic grains along certain directions. Figure 8 shows the TEM bright field image in the section neighbouring the fracture of the TWIP steels impacted at 20, −110 and −196°C. The impact temperature greatly affected the microstructural evolution of the TWIP steel. Straight bundles with widths ranging from about 20 to 40 nm were observed in the microstructures near the fractures formed at 20 and −110°C, and the bundles were deformation twins, as ascertained by the selected area electron diffraction at the top right of Fig. 8a and b. The deformation twins decreased with the decrease in ambient temperature, which is in accordance with the optical micrographs. Moreover, stripes with widths ranging from about 100 to 150 nm observed in the microstructure at −196°C were not deformation twins but stacking faults, as confirmed by the selected area electron diffraction at the top right of Fig. 8c. The stacking fault at the far right of Fig. 8d exhibited a triangular form with the width reducing from top to bottom, where dislocations were observed.
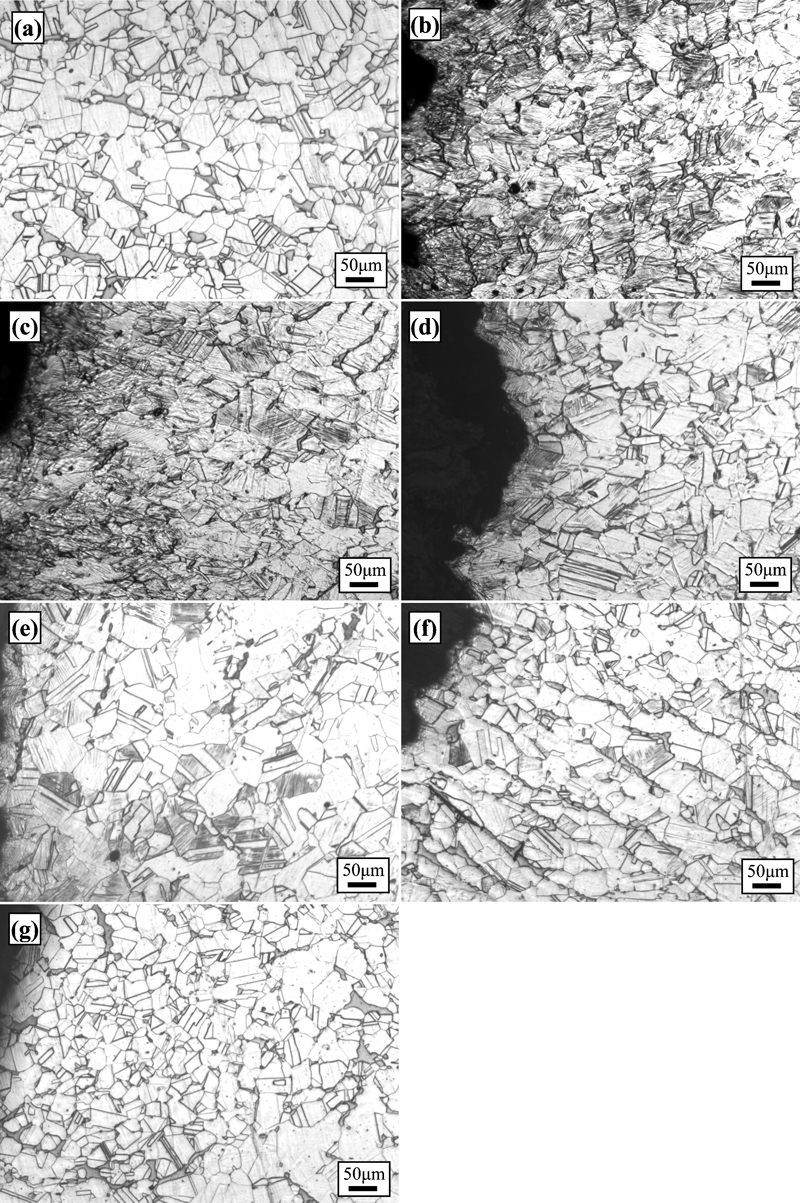
Optical micrographs a at impaction site and at region beside fracture surface impaction sites of specimens impacted at b 20°C, c −20°C, d −50°C, e −80°C, f −110°C and g −196°C
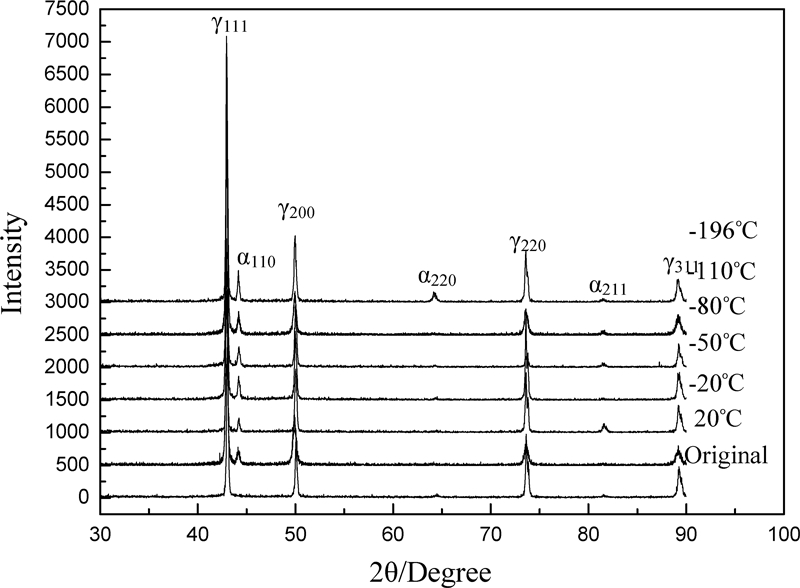
X-ray diffraction patterns of TWIP steel before and after fracturing at various temperatures
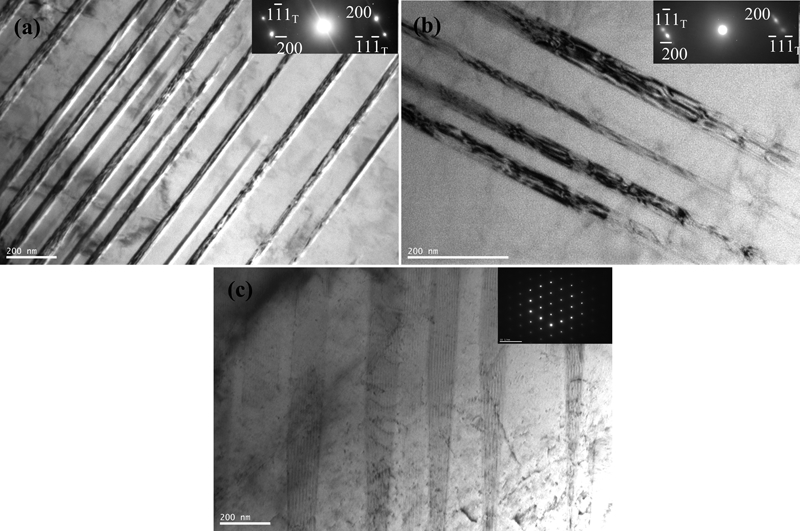
Bright field image (TEM) in section close to impaction site of fracture of TWIP steels impacted at a 20°C, b −110°C and c −196°C
Discussion
Variation of impact toughness
In the experimental temperature range, the impact absorbed energy of the austenitic TWIP steel is similar to that of the martensitic7 and nickel free austenitic stainless steel,18 but much lower than that of the high nitrogen austenitic stainless19 and 8320 steel,20 and higher than the dual phase steels.21 These results show that the impact toughness of metals is affected not only by the original microstructure but also by the microstructure transformation in the progress of impact. Although the impact toughness of TWIP steel decreases with the decrease in tested temperature, the TWIP steel processes enough impact absorbed energy to satisfy the requirement at service temperatures ranging from 20 to −50°C. The impact absorbed energy of TWIP steel varies within a small range, which is 90 J from 20 to −196°C, much lower than the 290 J of the high nitrogen austenitic stainless19 and the 250 J of the 8320 steel.20 Additionally, the impact toughness of TWIP steel at an ambient temperature of −196°C is ∼ 50 J, higher than the low alloy high carbon,6 martensitic,7 nickel free austenitic18 and high nitrogen austenitic stainless steels,19 as well as the 832020 and dual phase steels.21 The impact toughness of TWIP steel may be less affected by temperature and higher at −196°C.
Characteristic of impact rupture
The static tensile fracture of TWIP steel is composed of dimples and it exhibits ductile fractures.1–3 The impact ruptures of TWIP steel tested at all the investigated temperatures are cleavage fractures, completely different from the tensile one. However, the impact properties of metals cannot be confirmed through fractures. The niobium microalloyed,5 832020 and dual phase steels21 process better impact toughness than the low alloy, high carbon and high nitrogen austenitic stainless steels,19 although the fractures of the steels are of the same cleavage rupture type. The impact fractures of the TWIP steels exhibit cleavage rupture, but they still process better impact properties. Therefore, the cleavage fractures do not decrease the impact toughness of TWIP steel, but the isolated cleavage regions induce loss of ductility in Charpy V notch specimens of A533B nuclear pressure vessel steel,22 because the isolated cleavage regions often initiate at particle clumps, have minor section in the fracture and are totally different from the cleavage facets in impact fracture of TWIP steels.23 The cracks of the TWIP steels impacted under various temperatures wholly originated from the bottom of the V notch, but the fractures exhibit different appearances because of different impact toughnesses (Figs. 2 and 3). The paths of cracks must penetrate twins, as observed from the trace of deformation twins in Figs. 3 and 4; otherwise, the trace could not be observed. Moreover, the paths of cracks must penetrate grains from the incomplete grains in the microstructure near the fractures (Fig. 6). At the same time, cracks must also propagate along certain crystallographic directions, as inferred from the morphology of the peel off layers in Fig. 3c. As illustrated in Fig. 7, the diffraction intensity increased gradually at the peak α110 with decreasing temperature; thus, martensite is increasingly generated, which greatly hinders crack propagation. The cracks should grow through the grain, twin and martensite, so the change in the growth paths of the crack change diminishes, consistent with the gradual decrease in the impact absorbed energy. At the same time, big voids induced by the inclusion are observed in the fracture formed at lower temperatures. Thus, the impact properties of TWIP steel can be improved by enhancing the purity of steel because of the significant effect of inclusion on the impact toughness. The hardness of the original TWIP steel is less, and the variation in hardness near the fractures is also less. When the ambient temperature is higher than −110°C, the hardness of the section close to the fracture of TWIP steels gradually decreases because of decreasing deformation. However, at −196°C, the hardness increases minimally because the effect of the increasing exceeds the decrease in hardness due to the deformation twins.
Evolution of microstructure
Although showing feather-like cleavage fractures, the TWIP steel processes higher impact absorbed energy, which is closely related to the original microstructure and deformation mechanism of TWIP steel. The investigated steels process lower SFE for the composition, 2 3 24 2,3,24,25 and the martensite is not generated in the microstructure of the TWIP steels at low SFE during the deformation induced by one-way loading.2,3,9–15 However, the difference is that the martensite is generated in the microstructure close to the fracture of the TWIP steels impacted at all the investigated temperatures. One reason is that SFE decreases with temperature reduction,16 which causes martensite transformation. 3 3,26 Li et al.27 proposed that strain induced martensitic transformation in steel is greatly influenced by strain rate and interactive shear bands. Hence, loading is the primary cause of martensite transformation in the investigated TWIP steels. During impaction, the fractures in TWIP steels are acted upon by the intensive high rate loading with rapidly changed direction, resulting in martensite transformation near the fracture. Nevertheless, the TWIP effect dominates the progress of the impact rupture, and the martensite generated from the transformation is much less, so deformation twins rather than martensite were observed in the grains near the fracture. The orientation of the austenitic grains is changed according to the direction favouring deformation because of the generation of deformation twins, enhancing the impact properties of the TWIP steel. The high ductility of such material is attributed to the accompanying twin boundary hardening associated with the gradual loss of boundary coherencies.28 In addition, twinning and cleavage fracture are often associated.29 Owing to the formation of deformation twins and martensite, crack propagation is hindered, and the impact toughness of TWIP steel is improved. Thus, from Fig. 8, the generation of deformation twins is similar to the deformation twin nucleation mechanism in the Mahajan–Chin model.30 The nucleation of twins occurs when a three-layer twin embryo nucleates after the reaction between two partial dislocations at a dislocation pile-up with the interaction between the leading and trailing partial dislocations.30 The dislocation pile-up is dependent on high strain rate, grain size and arrangement of atoms.29 The morphology of the stacking fault, especially the triangular shape with the tip in contact with the dislocations, can be observed in Fig. 8c; thus, the stacking faults should be generated and developed through dislocation motion. Moreover, the relationship between the stacking fault generation and the dislocation motion can be further analysed, as shown in Fig. 9. The dislocation in the experimental TWIP steels with low SFE is difficult to concentrate to cross-glide and exhibits a planar structure. Dislocation pile-up can be observed at the site of stacking fault generation, as indicated by the arrow in Fig. 9. However, the stacking fault cannot be observed at dislocation sites with uniform distribution and better stacking fault development, as indicated by the cycle in Fig. 9. After that, deformation twins form through the moving and well developed dislocation, and more stacking faults transform twins under higher temperature. During TWIP steel impaction, dislocation pile-ups at positions of stress concentration and the nucleation of deformation twins are completed. Then, the stacking fault grows through the moving and vanishing dislocations, and the deformation development is accomplished.
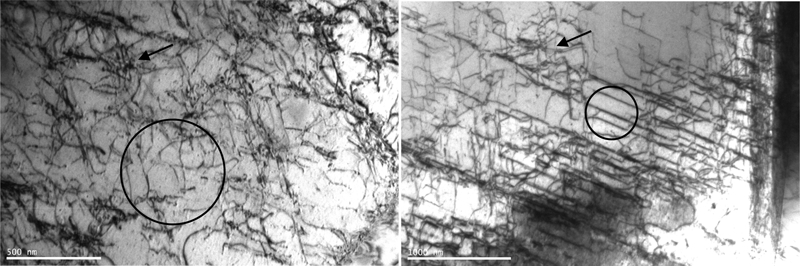
Bright field morphology (TEM) of dislocations and stacking fault in impaction site on TWIP steels
Conclusions
The TWIP steels exhibit better impact toughness at the investigated temperatures and do not display ductile to brittle transition, and the impact toughness is higher at −196°C. The impact absorbing energies of the TWIP steels exceed 100 J from 20 to −50°C, which satisfies the requirement.
The impact ruptures of the TWIP steel tested at all the investigated temperatures exhibit characteristic cleavage, and the crack propagates through the deformation twin, martensite and grain.
The martensite transformation occurs in the microstructure near the fracture because the fracture vicinity is impacted by an intensive high rate force with rapidly changing direction.
During TWIP steel impaction, the dislocation pile-ups at positions of stress concentration induce the nucleation of deformation twins. Then, the stacking fault grows through the moving and vanishing dislocation, resulting in the growth of the deformation.
The TWIP steel exhibits better impact properties because the simultaneous generation of deformation twins and martensite hinders crack propagation.
Footnotes
Acknowledgements
This research was supported by the National Natural Science Foundation of China (grant nos. 51044007 and 51001079), the Scientific Research Plan of Shanxi Province of China (grant no. 20090321072) and the National 863 plan projects (project no. 2007AA03Z555).