
Abstract
The present study concerns the mechanical properties of low carbon (0·05 wt-) high Mn bainitic steel. The continuous cooling transformation diagram exhibited bainitic transformation without any prior diffusive transformation of austenite even for a cooling rate as low as 0·5°C/s. The bainitic steels have shown continuous elongation behaviour with attractive combination of strength (>1200 MPa) and elongation (>14). The bainitic microstructure obtained after annealing treatment has yielded excellent combination of strength, uniform elongation, yield ratio and static toughness value.
Introduction
Maximisation of strength–toughness combination in formable steels is the major challenge for manufacturing lighter, stronger and formable structural components. Efforts in this direction during the last two decades have resulted in the emergence of a wide variety of advanced high strength steels (AHSS). The potential members in the AHSS family include thermomechanically processed steels, 1 1,2 dual phase (DP) steels, 3 3,4 transformation induced plasticity (TRIP) steels, 5 5,6 complex microstructure steels,7 martensitic steels,7 etc. The TRIP aided steels exhibit varying combination of microstructural constituents, namely, ferrite–bainite–austenite, bainite–austenite and austenite–martensite.8 Recently, improved combination of strength and elongation has been achieved in a new class of austenitic steels with stacking fault energy close to 20 J m−2, which offer large twin induced plasticity9 with or without the TRIP effect. 10 10,11 However, such austenitic steels demand a high level of alloying for the stabilisation of austenite and to achieve the desired level of stacking fault energy.
Among the popular microstructures of AHSS, finer and chaotic distribution bainitic constituents offer the most attractive combination of strength and toughness. Attempts for further enhancement of strength by increasing the carbon content result in sluggish bainitic transformation, yield point effect and unfavourable yield ratio. In such steels, precipitation of carbide or presence of blocky austenite often impairs the achievable toughness. Limited studies on low carbon steels (<0·1 wt-C) with complete bainitic matrix have so far been reported. In an earlier study,12 it has been found that diffusional transformation is completely suppressed under the air cooling condition by addition of >5 wt-Mn. This provides the opportunity to obtain a bainitic microstructure during the continuous cooling of austenite with or without the intermediate isothermal holding within the range of bainitic transformation temperature. Recently, a class of low carbon hot rolled Mn alloyed steel subjected to annealing treatment exhibited a wide range of strength–ductility combination (10 000–30 000 MPa ).13 Therefore, it may be useful to study the evolution of the microstructure and the concerned mechanical properties in such Mn alloyed steels under different cooling conditions, including those achievable in conventional hot strip mills.
In view of the above, the present study aims to study the evolution of the microstructure under continuous cooling conditions and the concerned mechanical properties of a low carbon (∼0·05) high manganese (∼8·0 wt-) hot rolled steel.
Experimental
The alloy was prepared in a laboratory scale air induction melting furnace as a 5 kg melt. Table 1 presents the results of spectroscopic analysis using an optical emission spectrometer (ARL 3460). The ingots (50×50×200 mm) was hot forged into bars of 18×18 mm section. The forged bars after soaking at 1200°C for 45 min were hot rolled down to a thickness of ∼6 mm in a laboratory scale too-high rolling mill (10 HP). The reduction was achieved in six passes with equal reduction in each pass with finish rolling temperature (FRT) of 900°C. After completion of rolling, the samples were air cooled to room temperature.
Chemical composition of investigated steel/wt-

*CE (IIW) = C+(Mn+Si)/6+(Ni+Cu)/15+(Cr+Mo+V)/5 = 1·756 (Ref. 14).
A dilatometric study was carried out using a Gleeble 1500 thermomechanical simulator with a quartz tipped linear variable displacement transducer (LVDT) type dilatometer. After soaking at 1050°C for 15 min, the samples were cooled under constant cooling rates of 0·5, 1, 5, 7, 15 and 20°C s−1. Temperatures concerning transformation start and finish were determined from the dilatometric cooling curves, and the same were used for the construction of the continuous cooling transformation (CCT) diagram of the investigated steel.
The hot rolled and air cooled samples were austenitised at 900°C for 30 min and subjected to normalising, annealing and isothermal treatment at 300°C for different times.
To study the microstructures, the samples were subjected to standard grinding and polishing techniques before etching using 2 nital solution. Properly etched samples were examined under a Hitachi (S-3400N) scanning electron microscope operated at 20 kV, and representative photomicrographs were presented. Transmission electron microscopy of samples was performed using a transmission microscope (Philips, CM-200) at an operating voltage of 200 kV. Thin slices of the samples were cut with a slow speed diamond cutter and manually ground down to 0·1 mm thickness. Discs (3 mm diameter) were punched out of the thin strips and further polished by twin jet polishing technique using an electrolyte consisting of 90 acetic acid and 10 perchloric acid using 60–70 V at a temperature of 14°C. The thin electron transparent foils were examined under the microscope. The chemical compositions of the precipitates were determined by energy dispersive X-ray analysis.
Small rectangular specimens (15×12×3 mm) were mechanically polished followed by chemically polishing using a mixture of hydrochloric acid, nitric acid and distilled water in 1∶1∶1 proportion to remove the residual stress in the surface. The X-ray diffraction (XRD) study of the samples was conducted using a Philips diffractometer (PW-3050) with Cu Kα radiation with 45 kV operating voltage, 40 mA current and 0·006° 2θ s−1 scan rate.
Bulk hardness was recorded using 30 kg load in a Brinell cum Vickers combined hardness tester [model BV-250 (SPL)]. Room temperature tensile test was carried out using a computer controlled Instron 5582 universal testing equipment with an extensometer at a strain rate of 3·3×10−3 s−1. The test specimen with 25 mm gauge length was prepared as per ASTM standard (ASTM: Vol. 01.02: E8M-00).
Results and discussion
Determination of CCT diagram
Figure 1 shows the CCT diagram constructed from the cooling curves obtained with different cooling rates in the range of 0·5–20°C s−1. The hardness values achieved for different cooling rates are also appended in the same figure. The Ac1 and Ac3 temperatures have been found to be 650 and 775°C respectively. The CCT diagram reveals that the diffusional transformations are completely suppressed for a cooling rate as low as 0·5°C s−1, allowing the low temperature transformation of austenite to bainite under continuous cooling condition for a cooling rate of 5°C s−1. The cooling rate above 5°C s−1 is effective for the formation of martensite and/or mixture of bainite and martensite. Complete martensitic transformation takes place at higher cooling rates (⩾20°C s−1). The observed variation in hardness is consistent with the phase evolution predicted by the CCT diagram.
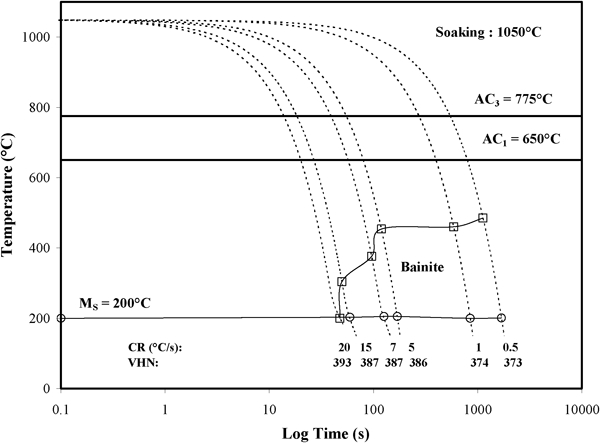
Diagram (CCT) along with hardness data at each experimental cooling rate
Figure 2 shows the SEM images of the dilatometric sample subjected to the cooling rates of 0·5 and 20°C s−1 respectively. While the micrograph of the sample subjected to the cooling rate of 0·5°C s−1 results in the formation of predominantly bainitic αb phase with nominal lath martensitic α′ constituent (Fig. 2a), the same for a higher cooling rate of 20°C s−1 (Fig. 2b) reveals the formation of lath martensitic phase as the major microstructural constituent. The higher hardness value (393 VHN) for the cooling rate of 20°C s−1 is attributed to the presence of finer lath martensitic phase in the microstructure.
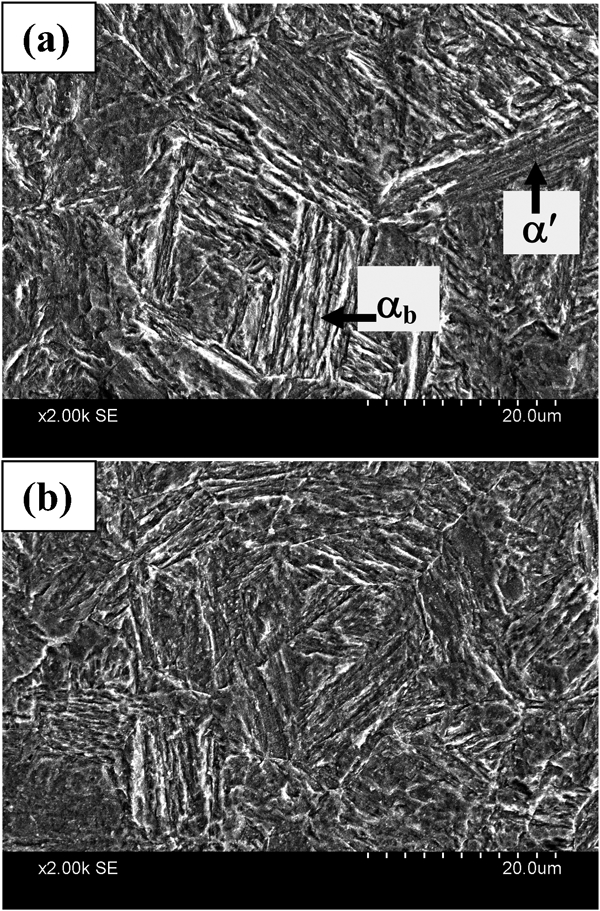
Image (SEM) of dilatometric sample obtained after cooling rate of a 0·5°C s−1, showing mixture of bainitic and lath martensitic phases, and b 20°C s−1, showing predominantly lath martensitic phase
Phase evolution in the hot rolled steels
Figure 3 shows the SEM image of the samples subjected to different cooling schedule. The micrograph of the hot rolled sample shown in Fig. 3a comprises the bainitic and martensitic phases. The microstructure also evidences the signature of incomplete recrystallisation, directionality and localised banding. Figure 3b–d reveals the microstructure of the normalised, annealed and isothermally treated (10 h) samples. All the samples exhibit predominantly a bainitic microstructure with a prominent signature of recrystallisation. The presence of a martensitic phase in the micrograph of the hot rolled sample may be attributed to the incomplete transformation of austenite during isothermal holding, leading to the martensitic transformation of the untransformed austenite during quenching from the holding temperature. It is also interesting to note that despite the slower cooling rate, the annealed sample exhibited a substantial amount of bainite formed within the recrystallised austenite grains.
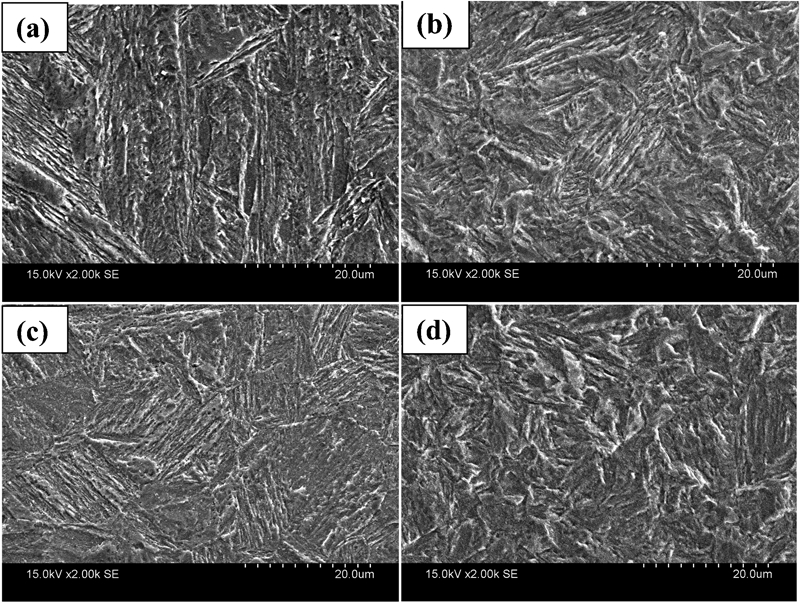
Image (SEM) of a hot rolled sample comprising bainitic and martensitic phases, b normalised, c annealed and d isothermally treated (10 h) samples showing predominantly bainitic microstructure with prominent signature of recrystallisation
Figure 4 shows the XRD patterns of the hot rolled, normalised and annealed samples, and Fig. 5 depicts the XRD patterns of the isothermally annealed steels. None of the XRD patterns revealed the perceptible presence of austenite. This indicates that austenite has primarily transformed to the bainitic phase during cooling through the bainitic transformation temperature regime, and the remaining austenite, if any, transformed into martensite. However, TEM image of the sample isothermally held at 300°C for 10 h, as shown in Fig. 6a, reveals the presence of a thin film (marked by black arrow) of darker contrast in between the ferrite plates. The selected area diffraction pattern (SADP) shown in Fig. 6b with indexing confirms the presence of retained austenite γR. It is also imperative that the austenite volume fraction in the micrographs is too small to appear in the XRD pattern. Figure 6c shows the SADP from the arrowed (marked by white arrow in Fig. 6a) fine cuboidal precipitate (∼20 nm), and the corresponding indexing has been appended in the same figure. The EDS spectra (Fig. 6d) from the particle denoted by white arrow in Fig. 6a show the presence of a high amount of Ti along with C and N, which indicates that the precipitate is most likely TiCN. Figure 6e exhibits the dislocation pinning by the fine precipitate (<50 nm) phase within the ferrite.
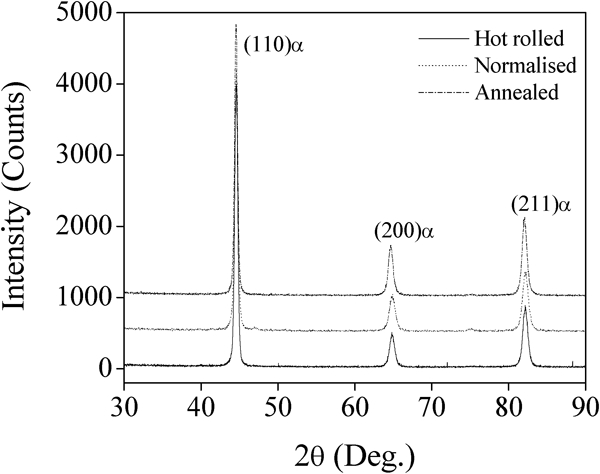
Pattern (XRD) depicting absence of austenite in hot rolled, normalised and annealed samples
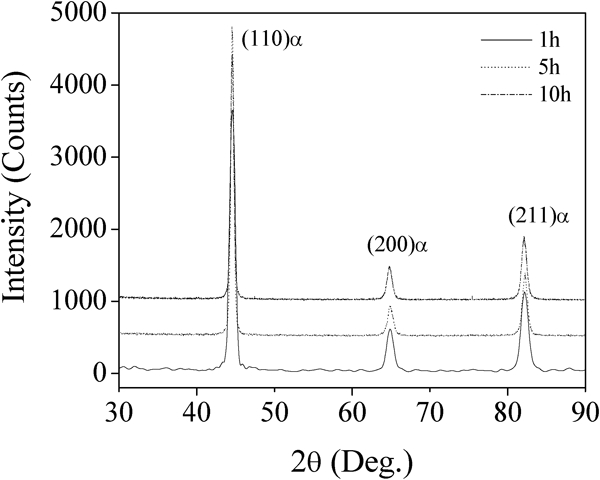
Pattern (XRD) depicting absence of austenite after isothermal annealing treatment (300°C) for 1–10 h
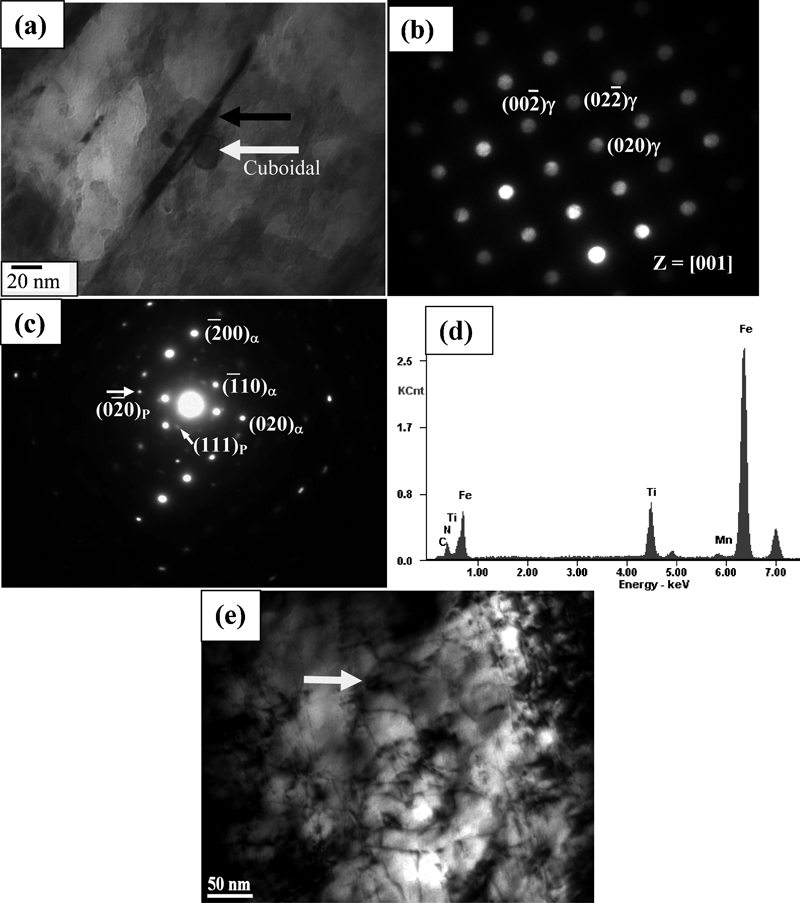
a image (TEM) of sample isothermally held at 300°C for 10 h revealing presence of interlath film of darker contrast in between ferrite plates, b SADP from interlath region delineated by black arrow indicates presence of retained austenite γR, c SADP from precipitate particle denoted by white arrow in a showing matrix α and precipitate P spots, d EDS spectra from arrowed particle in a and e dislocation pinning by fine precipitate (denoted by arrow) within ferrite
Mechanical properties
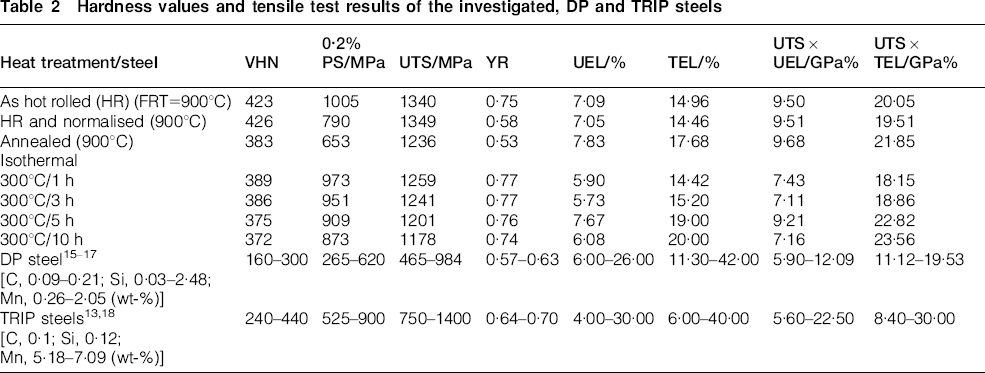
Figure 7 shows the tensile plots of different steels, and Table 2 presents the corresponding mechanical properties. It is apparent from the tensile plots that all the steels exhibit continuous yielding behaviour without any perceptible yield point. The hot rolled steel show comparable 0·2 proof strength (PS) and higher tensile strength than the isothermally treated steels. The normalised steel offers comparable property with that of the hot rolled steel except for the marginally lower PS, which may be attributed to the recovery of the hot rolled structure during holding at the austenitisation temperature. The annealed sample reveals significant improvement of elongation with marginal deterioration of strength. The plots for the isothermally treated steels reveal the decrease in PS and tensile strength and the increase in elongation with the increase in holding time. Table 2 reveals that the variation in hardness values of different steels is consistent with the variation in tensile strength. It is further evident from Table 2 that the best combination of strength and ductility has been achieved for the annealed steel. In the case of isothermally treated steel, the most significant improvement in the product of tensile strength and total elongation values (i.e. static toughness)19 is obtained after increasing the holding time from 3 to 5 h. It is also interesting to note that the static toughness values of the hot rolled and normalised samples are comparable with the same for the sample treated isothermally for 3 h. It is apparent from Table 2 that the products of ultimate tensile strength and uniform elongation values (i.e. measure of formability)8 of the investigated steels are comparable to that of the DP steels. Moreover, the steel considered for the present study has yielded a significantly higher level of strength as compared to the conventional AHSSs at a much lower level of carbon (0·05 wt-).
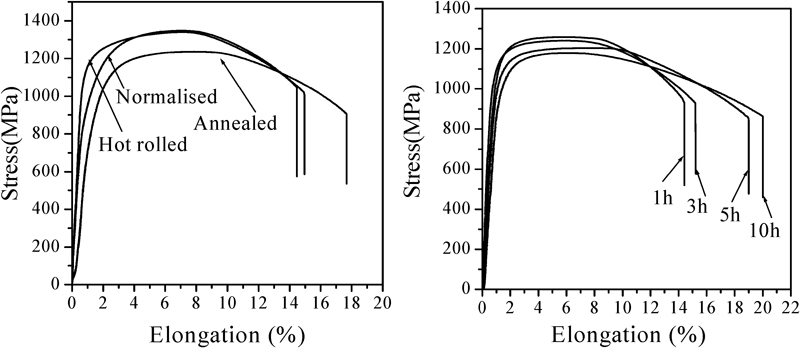
Tensile plots for a hot rolled, annealed and normalised samples and b samples isothermally treated for different durations at 300°C after completion of hot rolling at 900°C
Hardness values and tensile test results of the investigated, DP and TRIP steels
The present steel has exhibited adequate hardenability to circumvent the diffusive transformations during continuous cooling of the hot rolled steel either directly from FRT or from the annealing or normalising temperature. Bainitic and/or martensitic microstructures have evolved even for the air cooling condition without any isothermal holding. This is in agreement with the dilatometric results that indicate the formation of bainite for a wide range of cooling rates under continuous cooling condition. On the other hand, isothermal treatment has resulted in the predominantly bainitic microstructure. Comparison of the results clearly establishes the fact that continuous cooling without isothermal treatment results in comparable, or even better, properties than the isothermally treated steels. It is also imperative to mention that the continuous cooling treatments are most amenable to the facilities available in the conventional hot strip mill.
Conclusions
The low carbon (∼0·05 wt-) high Mn steel has been found to be suitable for the development of predominantly bainitic microstructures for a wide range of processing schedules suitable for the conventional hot strip mills.
Continuous cooling of the hot rolled steel from the FRT has formed almost a complete bainitic microstructure at room temperature. The steels have yielded a significantly higher level of strength as compared to the conventional AHSSs at a much lower level of carbon (0·05 wt-).
The hot rolled steels after annealing treatment has resulted in the most desirable combination of strength, elongation, yield ratio, uniform elongation and static toughness for the formable steels.
Isothermal treatment of the steels at 300°C has resulted in predominantly bainitic microstructure with attractive combination of strength and toughness.