
Abstract
Relevant quantification issues of high temperature solid particle erosion (HTSPE) are investigated on steel and thermally sprayed Cr3C2–25NiCr. Important physical parameters of HTSPE tests, such as alumina particle size (average diameter 232 μm), temperature (985°C), speed (64 m s−1), feedrate (114 g min−1) and sample temperature (650°C), are kept constant, whereas the particle impingement angle (30 and 60°) is varied in a simple experimental set-up. The determining criterion for quantifying erosion is volume loss. Oxidation and embedment of erodent particles in the material surface, transforming the material and/or invalidating the wear quantification, are detectable by energy dispersive X-ray spectroscopy and backscattered electron analysis in a scanning electron microscope. Particle embedment seems to have a stronger contribution to the wear quantification than surface oxidation and significantly affects the high temperature erosion performance of the tested materials.
Introduction
Solid particle erosion tests are widely used to evaluate the wear resistance of materials for several industrial applications involving erosive conditions.1 The erosion rate expressed as the ratio of material mass loss Δm to mass of erodent striking the tested surface is normally the preferred parameter to rank materials.2 However, expressing the erosion rate in terms of volume loss ΔV is more useful from the engineering point of view. Besides the particularities of each wear quantification method, two additional factors which can affect the quantification, especially under high temperature conditions and in the presence of oxygen, are the erodent particle embedment and surface oxidation.3 However, very few efforts to quantify the contribution of these factors to the measured wear have been made.4–7 Neglecting such parameters might influence the measured wear so strongly that even completely wrong rankings of materials in terms of erosion resistance result.
In the present work, the influence of particle embedment and oxidation on the wear quantification and behaviour of materials subjected to high temperature solid particle erosion (HTSPE) with alumina is analysed.
Experimental
Cr3C2–25NiCr coatings with a thickness of 150 μm and less than 4 porosity were vacuum plasma sprayed onto the square surfaces of 40×40×10 mm AISI 304 steel substrates. The Vickers microhardness of the steel substrates and Cr3C2–25NiCr coatings was 238±15 and 1215±138 HV0·3 respectively.
The coatings and uncoated substrates were HTSPE tested with a CastoDyn DS8000 flame spray equipment (Fig. 1). The flame produced by burning acetylene with oxygen was used to heat up both the sample and the erodent particles. Alumina was chosen as the erodent material for several reasons: its high melting point minimises the probability of in flight particle melting, its high hardness decreases testing time and the tested materials do not contain aluminium. Angular Al2O3 particles with 232±30 μm average diameter (Fig. 1), determined with a particle scanner and the software Powdershape (IST Ltd, Switzerland), were used in the erosion tests.
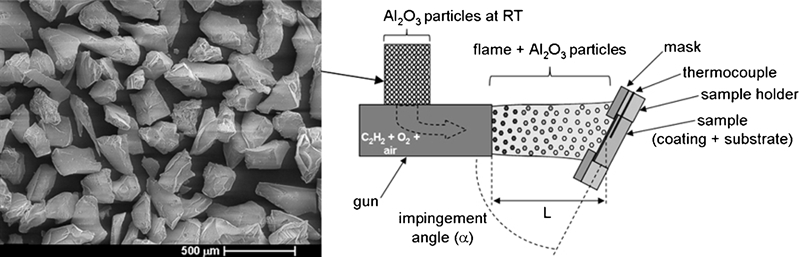
Schematic representation of HTSPE test using flame spray torch (right) and SEM image of Al2O3 particles (left): darker particles in flame are hotter than brighter ones
Before erosion, a 12 min preheating period with the flame was applied to heat the samples up to 650±10°C, as measured with a thermocouple positioned 3 mm below the centre of the tested surface. The erosive particles were subsequently injected in the flame, impinging on the sample during 4 min, which produced a significant wear crater size without exceeding the coating thickness. The particle feedrate was 114 g min−1 and the torch nozzle to sample surface distance (L in Fig. 1) was 140 mm. The average particle velocity and temperature at the sample surface position, measured with a GTV Verschleiss-Schutz GmbH near infrared sensor,8 were 64±25 m s−1 and 985±200°C respectively. A 5 mm thick heat resistant steel mask with an aperture area of 31·3×32·8 mm was placed in front of the sample to avoid sample edge erosion effects, which may introduce errors in the wear determination. Impingement angles (α in Fig. 1) of 30 and 60° were used to compare the material wear response respectively, at predominantly cutting and close to normal impact of the particles. Erosion at 90° was avoided due to high risk of interference between rebounding particles and incident ones,9 as a result of the high particle feedrate characteristic of the flame spray equipment.
The volume loss due to erosion, calculated from the mass loss and material density, was used to quantify wear. For the density determination, about 13×5 mm area and 50 μm deep grooves were mechanically milled in the samples. The mass loss due to milling was measured with a 0·01 mg readability balance and the groove volume was determined with an optical profilometer. The densities of steel and the Cr3C2–25NiCr coating, calculated from the mass loss due to milling and the groove volume, were 8·0±0·1 and 6·9±0·1 g cm−3 respectively. These values are in agreement with the expected density values for steel (7·9 g cm−3),10 and the Cr3C2–25NiCr (6·8 g cm−3) coating, the last value being estimated for 96 dense Cr3C2–25NiCr, based on the chemical composition of the coating and the densities of the chemical elements.
Results and discussion
Figure 2 shows the erosion rate in terms of volume loss (ratio of ΔV to mass of impinging erodent), where the experimental error determined from five independent tests is <6. The values are already corrected for the mask shadow effect and particle impingement density (ratio of the total mass of erodent to the full impingement area) variation with impingement angle. Steel shows higher wear at 30° than at 60° (ductile behaviour),2 whereas the inverse behaviour is exhibited by Cr3C2–25NiCr (brittle behaviour).2 More interesting is the difference in the erosion resistance of the two materials, with the high temperature erosion resistant coating11,12 surprisingly wearing between 2·6 and 3·8 times more than steel, depending on the impingement angle. The observation of the Al2O3 particles after erosion showed many particles fractured into small fragments due to impact against the tested materials and also onto already present alumina particles penetrating and sticking in these materials. Chemical analysis of the craters using energy dispersive X-ray spectroscopy (EDX) confirmed the hypothesis of particle embedment (Fig. 3). Moreover, the weight percentage of Al2O3 embedded in steel, estimated from the weight percentage of Al obtained by EDX and the stoichiometry of Al2O3, is almost two times that in Cr3C2–25NiCr (Fig. 4).
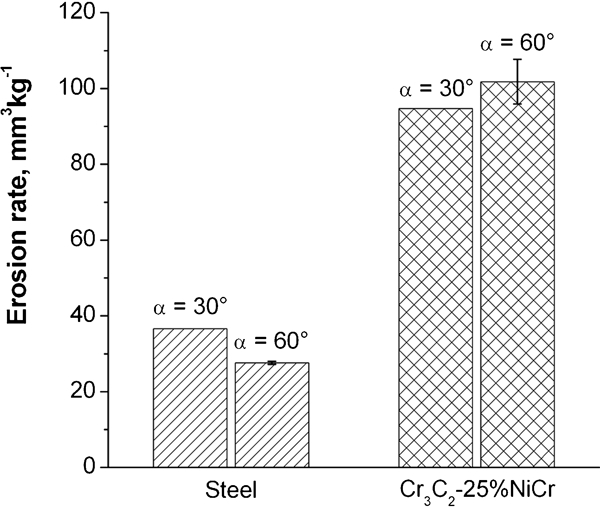
Erosion rate of steel and Cr3C2–25NiCr eroded at 650°C with 232 μm Al2O3 particles
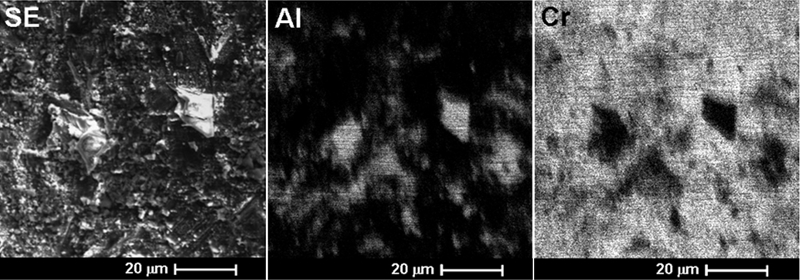
Particle embedment in Cr3C2–25NiCr after HTSPE with Al2O3 particles: secondary electron SEM image (left); EDX map of Al (middle); EDX map of Cr (right)
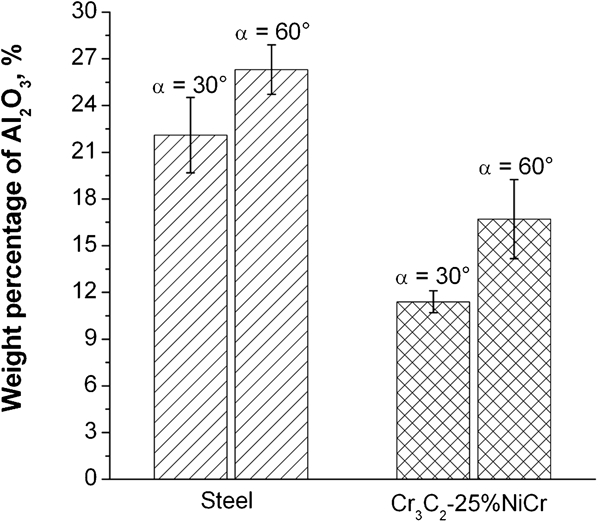
Percentage of Al2O3 embedded in steel and Cr3C2–25NiCr, determined with EDX
Backscattered electron (BSE) images of the craters show that the areal fraction f of Al2O3 in steel, corresponding to the dark regions in the images, is also almost two times larger than that in Cr3C2–25NiCr (Fig. 5). Al2O3 particles appear as dark regions in the images because of their lower density (3·98 g cm−3) and hence lower electron backscatter efficiency, when compared to steel (7·9 g cm−3) and the Ni–20Cr matrix (8·4 g cm−3) and Cr3C2 particles (6·7 g cm−3) of the coatings.10 By considering the 4 maximum porosity of the coatings, which also corresponds to dark regions in BSE images, the areal fraction of Al2O3 in Cr3C2–25NiCr is even further reduced. Both the EDX and BSE results show that the amount of embedded particles increases with impingement angle, as is commonly observed in the grit blasting with hard particles.13
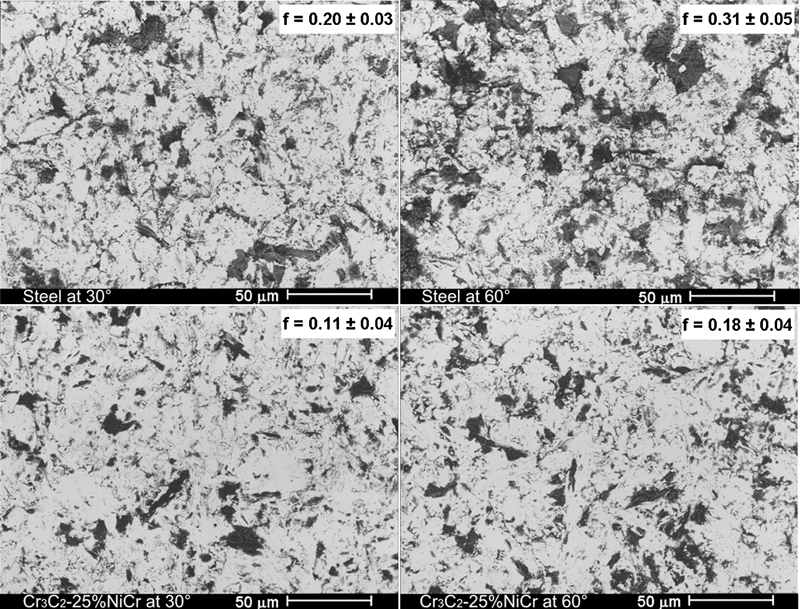
Images (BSE) of steel eroded at 30 and 60° (top left and right respectively) and Cr3C2–25NiCr eroded at 30 and 60° (bottom left and right respectively)
The significantly larger percentage of embedded Al2O3 in steel can be explained by the much lower hardness of steel in comparison to Cr3C2–25NiCr. Therefore, it can be concluded that the alumina particle reinforced composite layer formed in the surface of these materials is more efficient in protecting steel against incoming alumina particles, due to the higher percentage of deeper embedded particles in steel. This composite layer protection mechanism responsible for the smaller erosion rate of steel has also been previously observed in other eroded materials.14–16
The contribution of surface oxidation is more difficult to quantify due to the simultaneous processes of oxide growth and removal.17 Four different stages of erosion–oxidation mechanisms can occur in the HTSPE of metallic materials: oxide erosion, oxidation controlled erosion, oxidation affected erosion and metal erosion.17 In the first two mechanisms, there is a dominant influence of oxidation and the erosion behaviour is brittle. In the oxidation affected erosion mechanism the erosion behaviour can be either brittle or ductile, depending on the amount of oxide present in the metal–oxide composite layer formed at the surface. The metal erosion mechanism is essentially independent of oxidation and the resulting erosion behaviour is ductile.
The weight percentage of oxygen from oxidation can be estimated from the EDX semiquantification by subtracting the amount of oxygen belonging to the Al2O3 particles from the total percentage of oxygen. Using this approach it is found that the percentage of oxygen from oxidation in steel is up to 70 higher than that in Cr3C2–25NiCr, which can be explained by the higher corrosion resistance of the coating material.
Since steel presents a ductile behaviour under the present erosion conditions (Fig. 2), the oxide layer thickness during the tests must be small enough so that the wear mechanism is either of the oxidation affected or metal erosion type. The same can be stated for the more oxidation resistant Cr3C2–25NiCr, where its brittle behaviour results from the high percentage of brittle carbides and not from the fracture of the oxide layer. Some factors that can account for the efficient oxide layer removal are the high hardness and kinetic energy17 of the large Al2O3 particles and the high particle feedrate17 in the present tests.
An upper limit for the contribution of oxidation to the measured ΔV can thus be roughly estimated by measuring the mass gain after exposing the samples to the flame in the absence of particles. The volume gain due to oxidation in steel, calculated from the mass gain and assuming the density of iron oxide (5·1 g cm−3),18 is only 6 of ΔV.
The simultaneous observation in steel of a ductile erosion behaviour and a much smaller wear rate in comparison with Cr3C2–25NiCr shows that, for the present erosion conditions, particle embedment has a larger influence on the wear quantification and behaviour of the tested materials than surface oxidation.
Conclusions
Factors such as erodent particle embedment and surface oxidation may have a non-negligible contribution to the quantification of high temperature erosive wear. In the present erosion conditions, particle embedment has a dominant contribution compared to oxidation and considerably affects the erosion performance of the tested materials. As a result of the formation of an effective protection alumina particle reinforced surface layer, steel wears more than two times less than the typically high temperature erosion resistant Cr3C2–25NiCr coating.
Footnotes
Acknowledgements
The authors would like to thank the Swiss Commission for Technology and Innovation (CTI – project Kraftwerk 2020, 8523·2 EPRP-IW) for the financial support of this work. The company Stellba Schweisstechnik AG is acknowledged for putting at disposition the near infrared sensor. Empa technicians H. P. Feuz, B. Von Gunten, A. Böll, H. B. Mosimann, P. Ramseier, M. Aeberhard and H. R. Sieber are also acknowledged for their contribution in the sample preparation and testing.
The article is based on a contribution to a meeting on ‘High temperature wear and erosion’ organised in Derby on 10 November 2010 by the High Temperature Materials Committee and the Surface Engineering Division of the Institute of Materials, Minerals and Mining and sponsored by the Tribology Group of the Institute of Physics.