
Abstract
The present work deals with the spheroidisation behaviour of pearlitic cementite in 1·0 wt-% carbon steel subjected to equal channel angular extrusion followed by annealing. The influences of intense strain and annealing temperature on the morphological change of cementite were investigated. Intense strain even by single equal channel angular extrusion was sufficiently beneficial to accelerate spheroidisation kinetics upon annealing, resulting in reducing annealing time required for achieving fully globular cementites with uniform distribution. An optimum condition to obtain the fully spheroidised microstructure of 1·0 wt-% carbon steel was suggested. In addition, the correlation between processing variables and spheroidisation of 1·0 wt-% carbon steel was explored based on microstructural evolution.
Introduction
The actual commercialisation of high carbon steels, whose carbon content is above 1·0 wt-%, has not been appreciably considered due to their difficult manufacturing processes associated with brittle nature during deformation. Recently, however, these materials have generated much attention because of their promising room temperature mechanical properties with the aid of nanostructuring related to severe plastic deformation (SPD).1–3 Among the SPD methods, equal channel angular extrusion (ECAE) was considered highly beneficial for tailoring a variety of nanostructured materials. Earlier investigations reported that an ECAE deformed sample exhibited more enhanced spheroidisation behaviour compared to that of the sample deformed via conventional mechanical work.4–6 This was due to the fact that the enhancement of spheroidisation would be closely related to the easy carbon dissolution of pearlitic cementite due to severe plastic straining. In addition, Zhang et al.7 found that the formation of spheroidised cementite was related to the energy stored in the form of intragranular dislocations, i.e. curled cementite formed during deformation. The driving force for cementite spheroidisation was the reduction in surface free energy of the system.8–10 It is certain that high carbon steels would show better ductility if a spheroidised condition, i.e. transformation of cementite from lamellar morphology to globular shape, would be determined using ECAE deformation.
The aim of the present study is to investigate the spheroidisation behaviour of 1·0 wt-% carbon steel and then discuss its mechanism related to cementite dissolution. The ECAE deformed steels are heated for two different temperatures in order to fabricate a fully spheroidised cementite steel. Morphological changes in cementite after heat treatments are observed, and the tensile properties are also examined.
Experimental
The programmed material used in the present study was a type of high carbon steel with a chemical composition of Fe–1·0C–0·2Si–0·25Mn–1·5Cr (wt-%), which was homogenised at 1223 K for 30 min and then air cooled, resulting in the fully pearlitic structure, as shown in Fig. 1. After the samples were machined into a cylindrical specimen of 130 mm in length and 10 mm in diameter, a series of ECAEs were carried out at 773 K with route C, where the workpieces were continuously rotated 180° along their longitudinal axis between passages.11 The pass number was almost equivalent to the total accumulated strain in the sample since the channel angle and the outer angle of curvature in the ECAE die were 90 and 20°, resulting in an effective strain of ∼1 by a single operation.12 The ECAE deformed samples were annealed at two different temperatures of 973 (subcritical) and 1023 K (intercritical) for 1 h. Details of the thermomechanical process, which involved ECAE and subsequent annealing, are illustrated in Fig. 2. The microstructure was observed by utilising scanning electron microscopy (SEM). For the investigation of the mechanical properties, room temperature tension tests were performed at a strain rate of 1·33×10−3 s−1 on plate typed specimens (gage length, 25 mm; gage width, 4 mm; and gage thickness, 2 mm) machined along the ECAE direction.
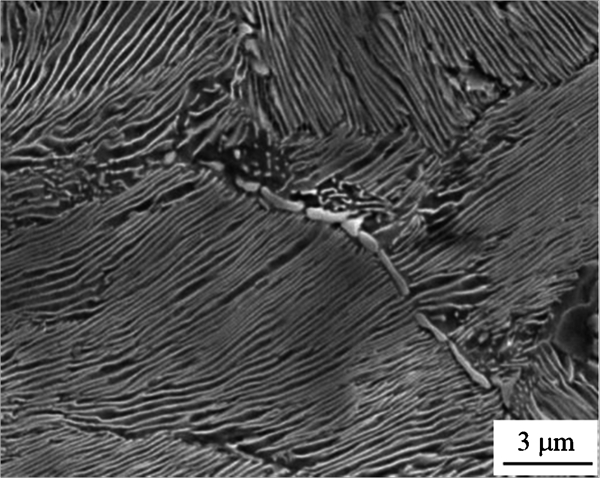
Initial microstructure consisting of fully pearlite structure
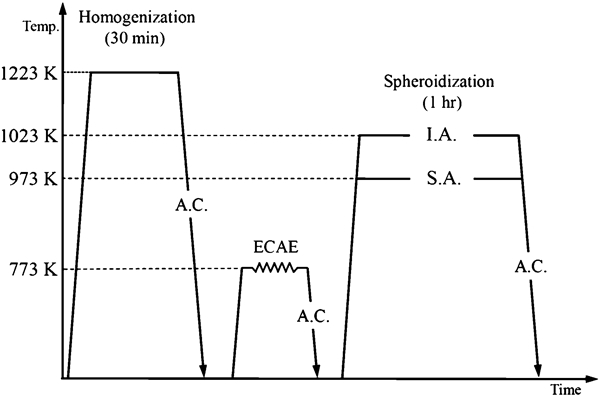
Schematic illustration of processing routes: A.C., I.A. and S.A. stand for air cooling, intercritical annealing and subcritical annealing respectively
Results and discussion
To understand influence of the applied deformation on the spheroidisation rate, a test for the undeformed sample was executed first. The sample was homogenised at 1223 K and then air cooled. Thus, the microstructure of 1·0 wt-% carbon steel was mainly composed of lamellar ferrite and cementite, which appear as black and white areas in Fig. 1. The specimen was annealed for spheroidisation at 1023 K for 10 h. As shown in Fig. 3, the microstructure with fully spheroidised cementite was attained. Unfortunately, it was a time consuming process, which might impede the industrial applications.
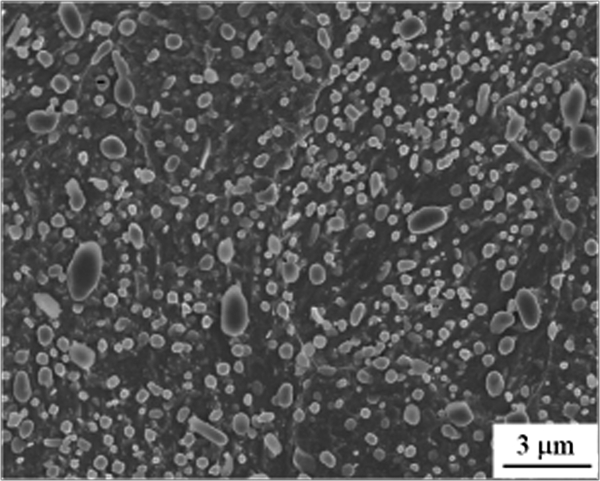
Image (SEM) of cementite after conventional spheroidisation treatment at 1023 K for 10 h
Figure 4 shows the SEM images of the microstructural change in pearlitic cementite of ECAE deformed 1·0 wt-% carbon steels. Figure 4 indicates the deformed microstructures after one and four passes of ECAE operations, suggesting that the morphological changes of cementite were significant. The cementite became wavy and curled due to the SPD imposed. The difference in cementite morphologies was thought to result from the orientation of cementite in relation to the macroshear direction imposed by ECAE deformation. When cementite was aligned perpendicular to the shear direction before the ECAE process, the thinned and wavy cementite might be expected, and the colony boundaries of the lamellar phase evidently disappeared.13 It is also noted that, as the amount of strain increased, most of the continuous cementites were curled in order to accommodate severe shear deformation without generating cracks.14–16
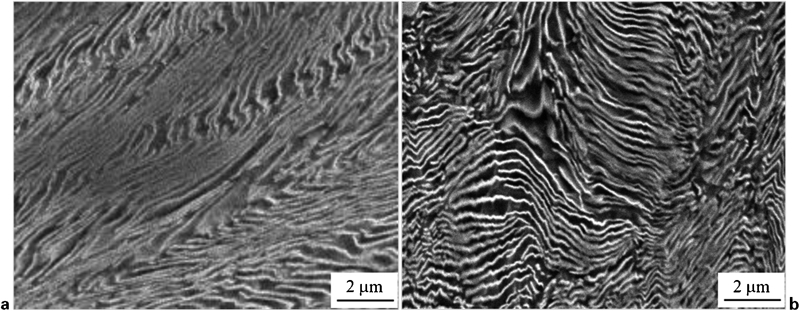
Images (SEM) of 1·0 wt-% carbon steel samples after a one pass and b four passes of ECAE
Since the lamellar cementites were metastable due to somewhat high interfacial energy as compared to the spheroidal cementite, the kinetics of cementite spheroidisation depended on chemical composition and heat treatment. In addition, the deformation also offered the driving force for spheroidisation. 7 7,17 Here, the influences of the amount of strain and annealing temperature on the spheroidisation behaviour of 1·0 wt% carbon steel samples were studied. After ECAE deformation, the microstructures of the present samples annealed at a subcritical temperature of 973 K for a duration of 1 h are shown in Fig. 5. Particles with an aspect ratio of <2 were considered to be fully spheroidised. Figure 5a and b shows the annealed microstructures after one- and four-pass ECAE deformation respectively. Irrespective of the level of strain imposed, groups of lamellae cementite still existed as remnants. This fact indicated that a subcritical annealing treatment was insufficient to attain a homogeneous microstructure containing fine globular cementite particles.
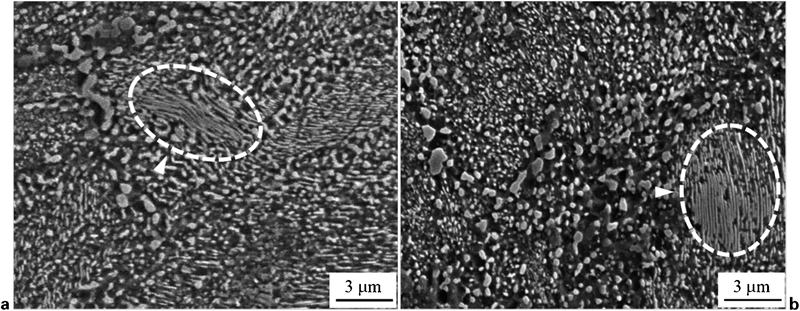
Images (SEM) of 1·0 wt-% carbon steel samples upon subsequent annealing at 973 K for 1 h after a one pass and b four passes of ECAE: groups of lamellae cementite within white circle still remained
Figure 6 displays the microstructures of the samples that experience intercritical annealing treatments after one- and four-pass ECAE deformation. The lamellar structure evidently disappeared by spheroidisation of cementite, resulting in the microstructure with fine globular cementite distributed uniformly, as seen in Fig. 6. This suggested that, in contrast to the above result, the intercritical annealing treatment was sufficient to obtain a homogeneous spheroidised cementite microstructure and successfully accelerate the spheroidisation of high carbon steels with a combination of ECAE deformation. It should also be noted that the resultant microstructures looked the same in terms of the size and the distribution of globular cementite, although the amount of strain was different. Thus, we believed that, in case of severely deformed carbon steels receiving more than an effective strain of ∼1, the effect of annealing temperature was more significant than that of strain level. In addition, a comparison of Figs. 3 and 6 led to the conclusion that ECAE deformation before heat treatment was effective, reducing the annealing time for achieving spheroidisation.
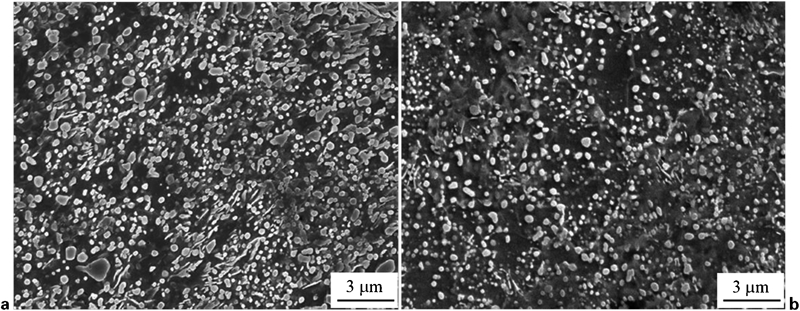
Images (SEM) of 1·0 wt-% carbon steel samples upon intercritical annealing at 1023 K for 1 h after a one pass and b four passes of ECAE
The engineering stress–strain results of the present samples at ambient temperature are tabulated in Table 1. As observed above, the resulting microstructures of the annealed samples after one- and four-pass ECAE looked the same in terms of spheroidisation. The examination was conducted on the sample via single ECAE because the microstructure dominantly affected the mechanical properties unless other experimental variables were different. The initial sample exhibited high yield strength together with limited ductility. The deformation and heat treatment considerably altered the mechanical properties. Although the strength was sacrificed, the elongation of the deformed and annealed sample was threefold higher than the initial sample. Thus, the combination of single ECAE and subsequent intercritical annealing afforded better ductility, which was attributed to the fact that the formation and uniform distribution of spheroidised cementite, which was modified by annealing at an intercritical temperature, would increase the ductility of the present sample.
Results of room temperature tension test of present samples

*Yield ratio = yield strength/ultimate tensile strength.
Conclusions
Spheroidisation of 1·0 wt-% carbon steels fabricated by a combination of ECAE and annealing was studied and compared to that without deformation. A number of important conclusions were drawn from the present study.
Intense strain induced by ECAE deformation resulted in wavy and curled cementites in 1·0 wt-% carbon steel. The cementites were neither cracked nor fragmented during deformation.
Irrespective of the two levels of strain imparted to 1·0 wt-% carbon steels in the present study, both microstructures consisted of globular cementites subsequent to annealing treatments. The selection of annealing temperature was important in decomposing the pearlite colony structure.
The combination of ECAE and annealing at the intercritical temperature of 1023 K was beneficial for accelerating spheroidisation by decreasing the spheroidisation time from 10 to 1 h, resulting in the ultimate tensile strength and total elongation of ∼850 MPa and ∼19% respectively.
Footnotes
Acknowledgements
Dr Y. G. Ko would like to acknowledge the support from the Yeungnam University Research Grant (grant no. 209-A-356-006).