
Abstract
The potential of forming EN AW-2014 alloy in semisolid state was investigated. The EN AW-2014 slugs were partially melted at 610°C, to a liquid fraction of ∼15, before they were extruded into a solid bar with a diameter of 16 mm. The ram speed used in this process was much lower than that employed in thixoforging of the same alloy to maximise heat removal from the slug and to fully solidify the liquid fraction by the time the extruded bar exits the die. The high solid fraction employed was also of help in this regard. Forming during extrusion under these conditions took place largely via rotation of the α-Al globules over one another, producing a remarkable microstructure of predominantly uniform globular α-Al grains. The forming load was at least an order of magnitude smaller with respect to that measured during hot extrusion of the same alloy, underlining the benefits of extruding the hard to form 2XXX alloys in semisolid state. Having been largely drained of its liquid, the final part of the preheated slug, however, failed to enjoy extrusion under such favourable conditions. The large extrusion deformation and temperatures well above the liquidus point have led to dynamic recrystallisation, which is responsible for the equiaxed, instead of fibrous, grain structure in this region.
Keywords
Introduction
With copper as the main alloying addition, alloys from the 2XXX family offer high strength at low specific weight and are widely employed in the form of extrusions for aircraft fittings, wheels and major structural components. 1 1,2 However, they suffer from low extrusion speeds, require high extrusion pressures3 and are thus assigned a low extrudability index. Hence, it is very attractive to extrude these alloys in semisolid state for technical as well as economical reasons.
The thixoextrusion process offers higher productivity, lower extrusion pressures and energy consumption, longer die life and more uniform microstructures than conventional extrusion at competitive cost.4
Casting and forging of aluminium alloys in semisolid state have received a great deal of attention in recent years.5–13 Thixoextrusion has also attracted some attention.14–18 The key feature that permits the thixoextrusion of aluminium alloys is, once again, a globular microstructure, which may be handled like a solid but flows readily when sheared.17 The extrudability of such a material is exceptional owing to the liquid phase between the globular grains. 19 19,20 However, extrusion in the semisolid state is a relatively challenging manufacturing route with respect to other semisolid forming operations owing to the configuration of the forming tool and the nature of the forming process. The process parameters have to be fine tuned very precisely to maintain semisolid features at the entrance of the extrusion die and to establish a fully solid part at the exit. The present work was undertaken to explore the potential of forming EN AW-2014 alloy in the semisolid state. Hot extruded bars of EN AW-2014 were isothermally held at a high enough temperature to achieve partial melting and then extruded into solid bars with a diameter of 16 mm in the semisolid state. The micro- and macrostructural features of the thixoextruded bar were investigated.
Experimental
The 152 mm diameter EN AW-2014 alloy billet, with chemical composition of 0·603Si–0·513Fe–4·618Cu–0·932Mn–0·265Mg–0·180Zn–0·030Ti–92·80Al (wt-), was produced industrially with a vertical air slip dc casting unit and soaked at 480°C for 12 h to achieve homogenisation. It was subsequently heated to 430°C, extruded into a 40 mm diameter bar (corresponding to an extrusion ratio of ∼15) and supplied in T4 temper to produce the feedstock for thixoextrusion experiments. Differential scanning calorimetry (DSC) was employed to determine the solidus and liquidus temperatures and thus the solidification interval of the present alloy. Disc samples (3 mm diameter) weighting ∼30 mg were cut and placed into the alumina pans in an argon atmosphere using a Setaram Labysys DSC unit. The samples were heated at a rate of 2·5 K min−1 between 450 and 700°C. The heat flow versus temperature curves obtained by DSC were used to calculate the change in liquid−solid fractions with temperature.
Approximately 25 mm long slugs were sectioned from the as received hot extruded bar. A medium frequency induction coil (12 kHz, 12·5 kW) was used to heat these slugs into the semisolid temperature range at a rate of ∼300°C min−1. The temperature was monitored with a K type thermocouple inserted in a 3 mm diameter hole drilled at the centre of the slugs. The slugs were then soaked at 610°C for up to 15 min to allow globularisation of the grains. Thixoextrusion was performed with a Dartec model universal tensile testing equipment modified into a vertical extrusion press (Fig. 1a). The die configuration used is shown in Fig. 1b. The die was manufactured from 1·2344 hot work tool steel heat treated to 48 HRC. A hydraulic cylinder with a load capacity of 60 tons was used to provide the extrusion load. The speed of the ram was 10 mm s−1. The thermocouple was withdrawn just before the heated slug was pressed through the die into a solid extruded bar of 16 mm diameter. The die was coated with a graphite paste during the operation.
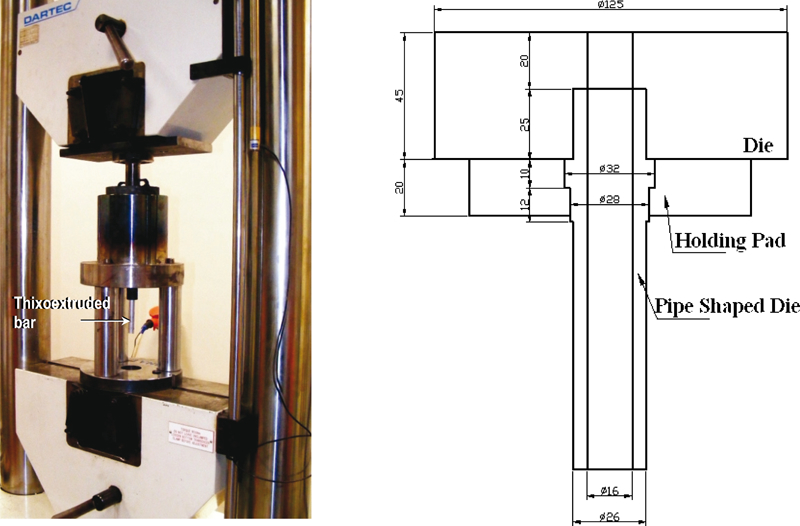
a universal tensile testing machine modified into vertical extrusion press and b line diagram of die configuration: all dimensions are in millimetre
Sections of the thixo extruded parts were prepared with standard metallographic techniques: ground with SiC paper, polished with 3 μm diamond paste and finished with colloidal silica. They were examined after etching with Keller's solution using an Olympus BX51M model optical microscope and a JEOL 6335F model field emission gun scanning electron microscope (SEM) fitted with an Oxford INCA model energy dispersive X-ray analyser (EDS). A Shimadzu X-ray diffraction (XRD) unit equipped with Cu Kα radiation was employed for the identification of intermetallic particles. The diffractometer was operated at very low scanning rates (0·1–0·5° min−1) in order to improve the counting accuracy. The grain structure of the thixoextruded parts was investigated after anodic oxidation with Barker's solution using cross-polarisers. The hardness of these parts was measured in Vickers units and reported as the average of minimum five readings.
Results and discussion
Fibrous α-Al grains and strings of intermetallic particles are the predominant features in the as received hot extruded EN AW-2014 bar (Fig. 2a and b). The latter is evidently of two different species with distinctly different contrasts. The quantitative EDS analysis of light grey particles reveals only Al and Cu peaks, while the dark grey variety additionally generates Fe, Mn and Si signals. The EDS results are consistent with the XRD spectrum, which reveals Bragg reflections of the soluble Al2Cu intermetallic phase and the insoluble cubic αc-Al12(Fe, Mn, Cu)3Si compound (Fig. 2c). Lack of evidence for recrystallisation across the section of the hot extruded bar implies that the deformation introduced during the extrusion process is largely retained.
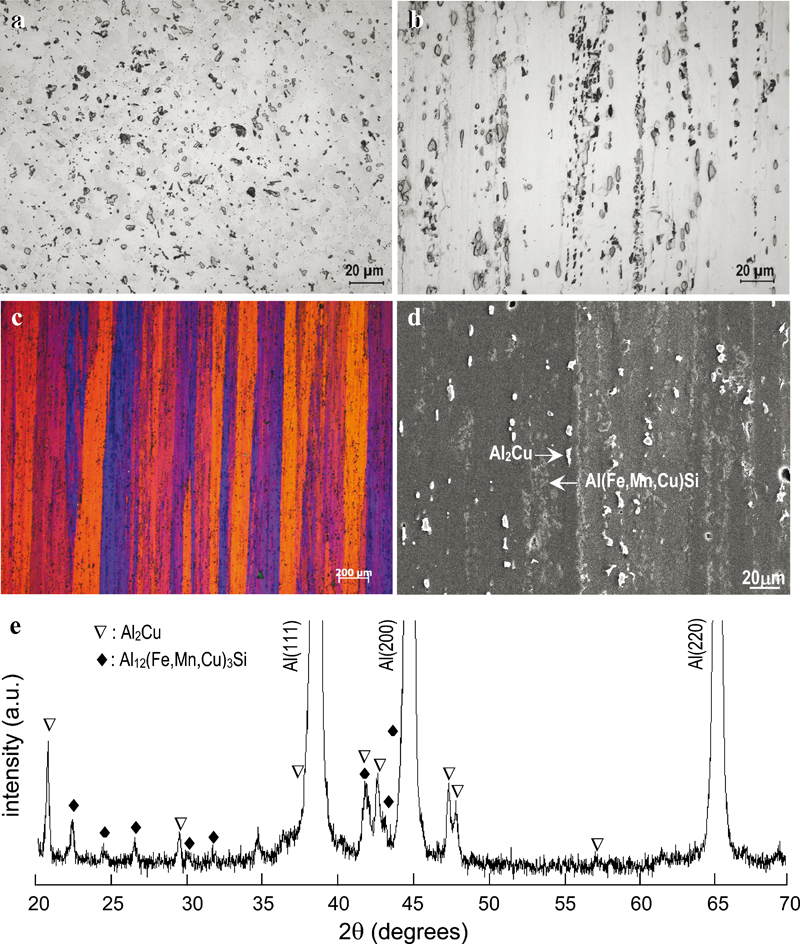
Optical micrographs of a transverse and b longitudinal section of hot extruded EN AW-2014 alloy, c macrograph showing grain structure and d SEM image showing intermetallic particles on longitudinal section and e XRD spectrum of as extruded 2014 alloy bar
The DSC spectrum of the present alloy and the change in liquid fraction with temperature dFL/dT, across the melting interval are plotted in Fig. 3. The solidus and liquidus temperatures are estimated from Fig. 3a to be 528 and 648°C respectively. However, much of the melting occurs above 600°C in spite of a wide melting interval. Thixoforming is often carried out with as much as 30–50 liquid in the feedstock.21 The sensitivity of the liquid fraction to temperature change across the corresponding temperature range of 623–631°C is too high (>1·5°C−1). This could make it difficult to maintain a predetermined liquid fraction during processing. The 2014 alloy slugs were heated to 615°C (FL, ∼0·2) in a recent study to ensure a trouble free thixoforging operation.22 The slugs in the present study were heated to and held at 610°C, i.e. at a slightly higher solid fraction, where dFL/dT drops to ∼0·5°C−1. A higher solid fraction in the feedstock is attractive in the thixoextrusion process also to achieve a fully solid bar at the die exit and was thus one of the measures taken in the present work.
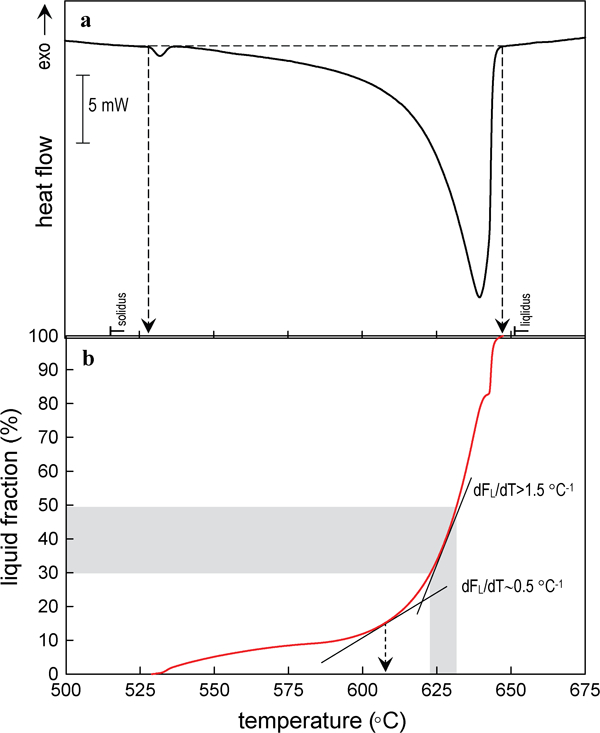
a differential scanning calorimetry scan of melting interval and b change in liquid fraction with temperature across melting interval
There is hardly any change in the microstructural features of the 2014 slug during preheating until 400°C with predominantly fibrous matrix grains and strings of intermetallic particles (Fig. 4a). The populations of the intermetallic particles gradually decrease with increasing temperature as inferred from the change in the contrast of the matrix phase (Fig. 4b and c). Of the two main constituents in the present alloy, namely, Al2Cu and Al12(FeMnCu)3Si, the former was shown by the XRD analysis of samples quenched during preheating to be the dissolving species with increasing temperatures.22 Al2Cu lines were no longer present in the XRD spectrum of the sample quenched from 550°C, suggesting that Al2Cu has completely dissolved in the matrix. This is believed to be exactly when the recrystallisation process gets started. The fibrous matrix grains inherited from the extrusion process are entirely replaced by strain free equiaxed grains at 600°C (Fig. 4d). It is thus fair to claim that recrystallisation is retarded due to the pinning of grain boundaries by the Al2Cu particles and starts once they dissolve in the matrix, i.e. between 550 and 600°C, well above the solidus temperature. Recrystallisation above the solidus temperature is not typical for wrought aluminium alloys but was recently reported for a 7075 alloy23 as well as for the present alloy.22
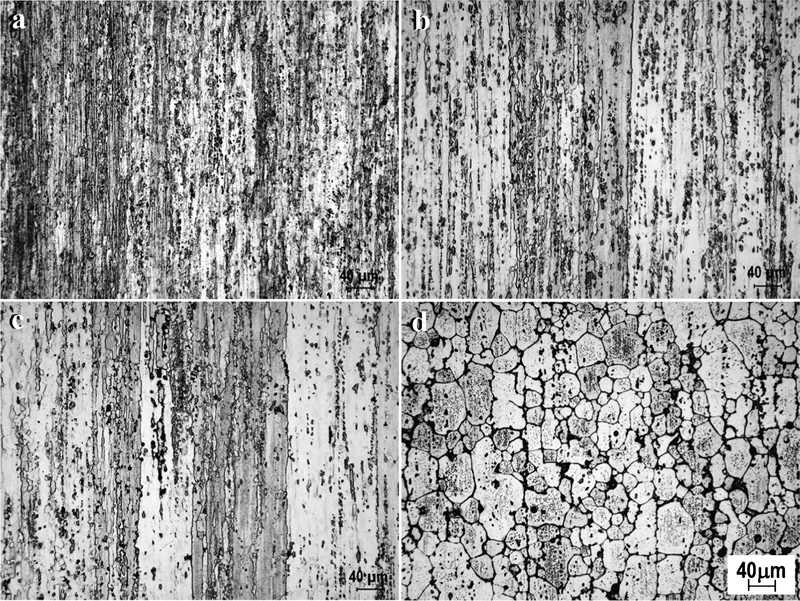
Microstructures of hot extruded 2014 slugs, cooled, then reheated to a 400°C, b 500°C, c 550°C and d 600°C and finally quenched in water
Polygonal grains produced by recrystallisation become more globular and coarsen with time at 610°C. This sequence is shown with a series of micrographs taken from samples held at 610°C for up to 15 min (Fig. 5). Si and Cu segregate to the grain boundaries during semisolid soaking, thereby driving the grain boundary chemistry closer to that of the Al–Cu–Si ternary eutectic (Fig. 6). With a lower melting point than the binary Al–Cu eutectic, 24 24,25 the ternary eutectic encourages grain boundary melting. Once the Al–Cu–Si ternary eutectic phase melts, it penetrates between the grains, forming a more or less continous intergranular network (Fig. 6). The semisolid slug is ready to be pressed through the extrusion die when all the grain boundaries are decorated by the liquid phase.
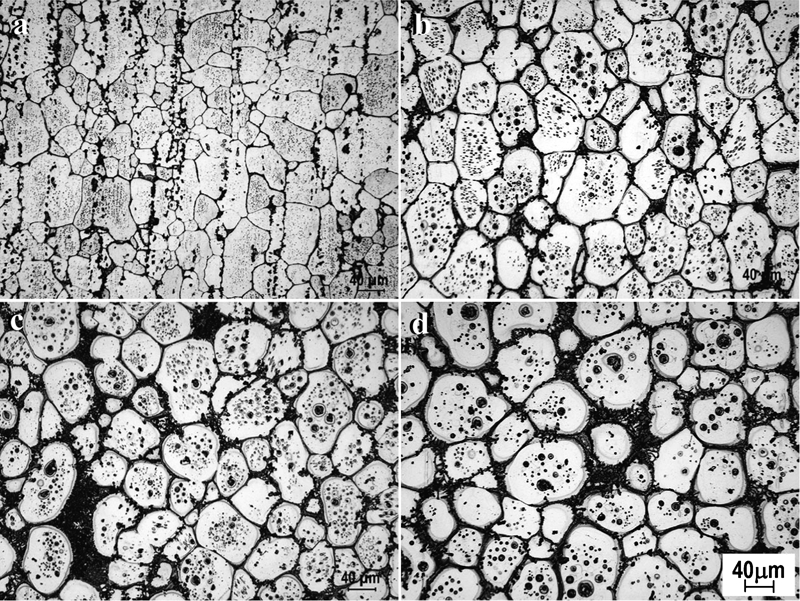
Microstructures of 2014 slugs quenched in water a at 610°C during isothermal heating at 610°C after b 5 min, c 10 min and d 15 min
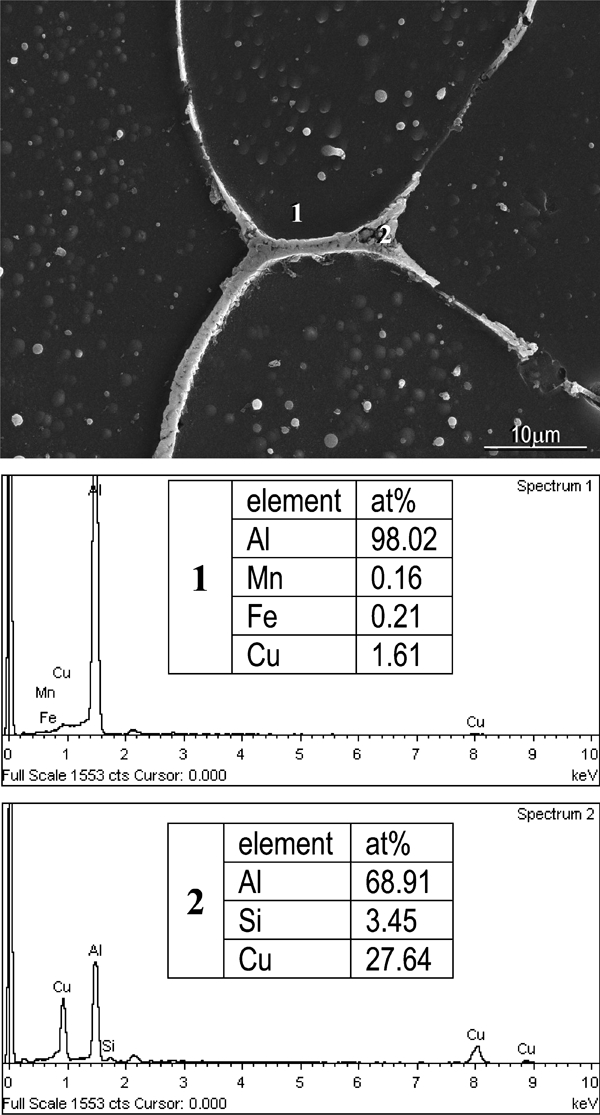
Image (SEM) of 2014 slug held at 610°C for 10 min: EDS spectra and analysis results at points 1 and 2
Extrusion in the semisolid state is a relatively more challenging manufacturing route with respect to other semisolid forming operations owing to the configuration of the forming tool and the nature of the forming process. The extrusion die provides a shaping hole with a limited size in the forming direction rather than a closed cavity. Hence, there is no die filling in thixoextrusion as in thixoforging and thixocasting. In addition, forming via extrusion is a continous process and essentially takes place just before the feedstock enters the die rather than inside the die. The feedstock must contain enough liquid when entering the die to facilitate semisolid forming but has to be fully solid at the exit. This requires a very precise control of the tool temperature and extrusion rate in order to maximise the thermal exchange between the feedstock and the tool. In addition, squeezing of the liquid phase and its segregation as the semisolid slug enters the forming zone should not be overlooked. Hence, several measures were taken to achieve a delicate balance between critical forming parameters and to avoid potential forming problems. A high solid fraction of nearly 85 was selected to ensure a fully solid material at the die exit. This is why the thixoextrusion experiment in the present work was carried out at 610°C, at a temperature slightly lower than that employed while thixoforging the same alloy.22 The heat exchange between the semisolid feedstock and the die as well as the container was optimised to control the solidification of the semisolid material. The extrusion rate used in the thixoextrusion experiments, i.e. 10 mm s−1, was thus much lower than that employed in thixoforging of the same alloy.22 This was performed intentionally to maximise the heat removal from the feedstock and to fully solidify the liquid fraction by the time the extruded bar exits the die.
The evolution of load versus stroke values during the thixoextrusion experiment is shown in Fig. 7 together with those measured during the hot extrusion of the same alloy. The marked decrease in the forming load in the case of thixoextrusion is evident, confirming the merits of extruding the hard to extrude 2XXX alloys in the semisolid state. The microstructural features of the 140 mm long thixo extruded 2014 bar are shown in Fig. 8 with a series of micrographs across its section in the forming direction. Grains in the leading edge of the extruded bar are nearly perfectly globular, suggesting that forming has indeed taken place in the semisolid state via rotation of the α-Al grains over one another with no evidence of deformation. Globular α-Al grains are the predominant feature across nearly two-thirds of the section where grain boundaries are fully penetrated by the eutectic phase. The features in the rear end of the thixo extruded bar, on the other hand, are different and do not allow the identification of the grain structure. The dark coloured eutectic phase is dispersed in the α-Al solid solution matrix and appears to be aligned in the extrusion direction.
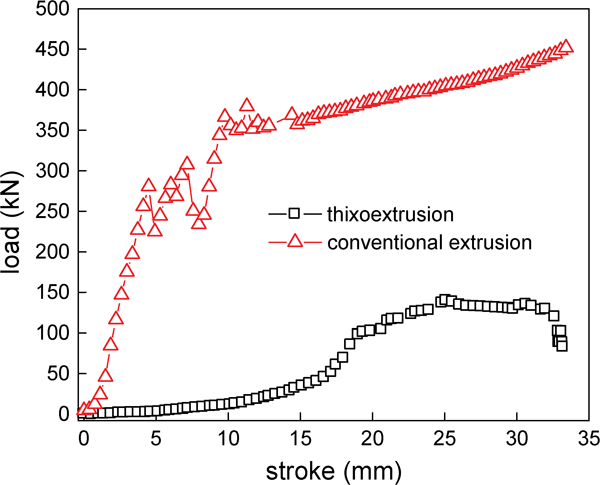
Change in forming load as function of displacement of ram for thixo- and conventional hot extrusion
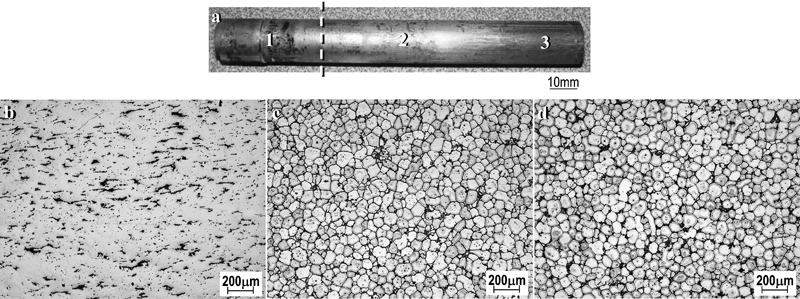
a photo of thixoextruded 2014 alloy bar and microstructural features at b point 1, c point 2 and d point 3 marked in a: vertical section across which structural features change is marked with vertical dashed line
The grain boundaries in aluminium alloys are not revealed by ordinary etching solutions unless they are decorated with a secondary phase with an etching response different with respect to that of the α-Al solid solution matrix. Failure to identify the grain structure in the rear end implies that the fraction of the liquid phase did not suffice to fully penetrate between the grain boundaries, possibly due to the temperature profile across the length of the feedstock. While the temperatures across the feedstock and the container were uniform, the low extrusion rate employed in the present experiment might have led to the unexpected heat exchange between the feedstock and the container and must thus be responsible for the temperature drop in the rear end with time. The rear part was apparently not at a high enough temperature and with the required fraction of liquid to ensure full grain boundary wetting when it was entering the forming zone. It is just as likely that there has been liquid segregation and enrichment in the front end of the bar, while the rear end was drained of its liquid during extrusion. The liquid poor material in the rear end has thus experienced deformation, as evidenced by the alignment of the eutectic phase in the extrusion direction.
When the grain boundary decoration with the eutectic phase is far from complete, as in the rear end of the thixoextruded bar (Fig. 8), grain structure analysis of aluminium alloys relies on the anodic oxidation of the matrix grains, which attain different colours under cross-polarisers depending on their orientations. The section of the anodically oxidised thixoextruded part is shown with a series of macrographs in Fig. 9. The grain structure in much of the section is nearly perfectly globular and is very fine at the same time. While relatively coarser, the grains in the rear end of the section are also equiaxed, rather than fibrous, contrasting the grain structure of the extruded alloys. An equiaxed grain structure in an extruded part implies a dynamic recrystallisation process unless forming has occurred in the semisolid state. Dynamic recrystallisation in the present case is likely owing to the preheated slug temperatures well above the solidus point and to the deformation introduced under an extrusion ratio of 6·25.
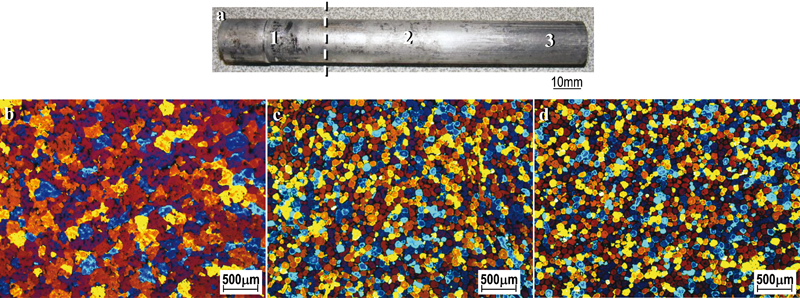
a photo of thixoextruded 2014 alloy bar, and grain structures at b point 1, c point 2 and d point 3 marked in a: vertical cross-section of bar across which structural features change is marked with vertical dashed line
The hardness measurements along the length of the thixo extruded bar confirm the account given above (Fig. 10). The hardness measurements evidence a soft state and hardly reflect any deformation hardening. The hardness profile in Fig. 10 implies, however, a change at approximately two-thirds of the length of the bar from the front end. This is exactly where the microstructural features of the thixoextruded bar also change in a marked fashion. The hardness profile is thus consistent with the forming mechanisms involved in the extrusion of the two ends. The front two-thirds of the bar appears to have been formed in the semisolid state, while the remaining one-third has failed to enjoy extrusion under such favourable conditions. This is further supported by the sudden increase in the forming load during the thixoextrusion process just when nearly one-third of the slug has remained unextruded in the container (Fig. 7). The extrusion of this part of the preheated slug, largely drained of its liquid, has apparently taken place in the conventional manner. The large extrusion deformation and temperatures well above the solidus point have led to dynamic recrystallisation, which is responsible for the equiaxed grain structure in this region.
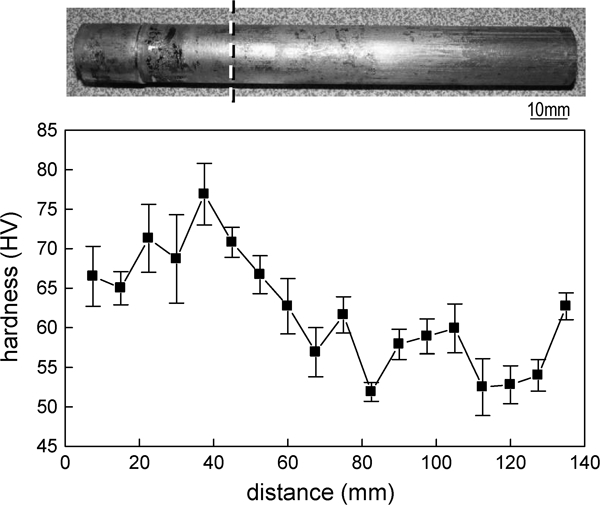
Hardness measurements along length of thixoextruded 2014 alloy bar
Conclusions
The EN AW-2014 slugs were partially melted at 610°C to a liquid fraction of ∼15 before they were extruded into a solid bar with a diameter of 16 mm. The extrusion rate used in this process was much lower than that employed in thixoforging of the same alloy to maximise heat removal from the slug and to fully solidify the liquid fraction by the time the extruded bar exits the die. The high solid fraction employed was also of help in this regard. Forming during extrusion under these conditions took place largely via rotation of the α-Al globules over one another, producing a remarkable microstructure of predominantly uniform globular α-Al grains. The forming load was at least an order of magnitude smaller with respect to that measured during hot extrusion of the same alloy, underlining the benefits of extruding the hard to form 2XXX alloys in the semisolid state. Having been largely drained of its liquid, the final part of the preheated slug, however, failed to enjoy extrusion under such favourable conditions. The large extrusion deformation and temperatures well above the liquidus point have led to dynamic recrystallisation, which is responsible for the equiaxed, instead of fibrous, grain structure in this region.
Footnotes
Acknowledgements
It is a pleasure to thank O. Çakır and F. Alageyik for their help in the experimental part of the present work.