
Abstract
Magnesium alloy sheet is prone to edge cracking during rolling. We carry out a microstructural analysis for edge cracks in Mg sheet under multiple rolling passes and different temperatures, where the microstructure, hardness and crystal orientation are explored and compared at the edge and middle of the specimen. The results indicate that the cracks are likely initiated from the edge due to coarsened grains, less basal texture and severe damage. A grain band with very fine grains is developed along the crack propagation path owing to the recrystallisation that takes place at the plastic zone in front of the crack tip. A rolling map is also obtained, which may help to guide the edge crack free rolling of Mg sheet.
Introduction
Magnesium alloy is one of the lightest metals and has been extensively used in portable electronics, automobiles and other transportation vehicles. However, manufacturing magnesium products represents a significant challenge (compared with steel and aluminium) primarily owing to its hexagonal close packed (hcp) crystal structure, low volume specificity and fracture toughness. The rolling process of Mg sheet is quite complex as the reduction of every pass must be sufficiently small so as to ensure the quality of the sheet without cracking;1 to reach a desired thickness, in general, many rolling passes are needed at high temperature. At the end of the rolling process, the damaged portion containing the edge cracks must be cut. Therefore, the reduction of the edge cracks can save a considerable amount of material and energy, and this is the motivation for exploring the mechanism of edge cracking in Mg sheet. Unfortunately, most previous studies on rolling induced edge cracks were focused on steel.2–10
Previous studies on edge cracking were carried out by either mechanical or metallographic approach. Fracture mechanics was used to effectively predict edge cracking with the former approach.2–4 Optical micrographs, X-ray diffraction analysis or texture analysis was helpful for investigating the microscopic mechanism with the latter approach.5–9 Since the microstructure plays an important role in edge cracking, 5 5,9 this is the main focus in the present study.
Among the very limited previous research on the rolling of Mg alloys, by using finite element analysis and ductile damage theory, the stress field and mechanical reasons of edge cracking were explored for sheets with different widths; it was found that a special stress field at the edge caused cracks, and there existed a relationship between width and damage.11 However, the microstructural mechanism remains obscure. The influence of insoluble second phase particles on the workability in Mg–Al–Ca alloy12 and the effect of grain refinement on the rollability of AZ31 Mg alloy13 were investigated, but the edge cracking was not explicitly studied. Nevertheless, the microstructure analysis on edge crack initiation, as well as the crack propagation and closure in Mg alloys under rolling, is still lacking. Note that the interaction between texture and edge cracking in steel rolling 9 9,14 cannot be applied directly to Mg alloys, due to the hcp crystal structure, which is different from the steel's fcc and bcc structures. The main purpose of the present paper is, therefore, to study the interaction between Mg microstructure/texture and edge crack initiation and propagation under rolling, which may help to improve the quality of rolling of Mg alloys under different working conditions.
Experimental
The AZ31 alloy [Mg–3Al–1Zn (wt-)] is chosen as a representative Mg alloy in the present study. AZ31 has better deformation performance than many other Mg alloys, and it has been widely adopted for sheet rolling. In order to obtain a homogeneous microstructure, the extruded AZ31 alloy is employed, whose original crystal orientation is shown in Fig. 1. We assume that the distribution of particles, precipitates and voids is uniform; that is, we ignore the difference between the precipitates/voids at the edge and middle. The extruded AZ31 Mg sheet is cut into a rectangular block with a dimension of 16×30×70 mm before being rolled. The rolling process is carried out at high temperature of 400°C in most parts of the present paper (unless otherwise denoted); to ensure the uniformity of sample temperature, the sample is first heated at 400°C for 30 min before being rolled and also heated at 400°C for 5 min between passes. The diameter of the roller is 170 mm, with a rolling speed of 2·2 rad s−1. In most parts of the present study (except when the rolling map is constructed in Fig. 2), the reduction between every pass is fixed at 1 mm. In general, prominent edge cracks appear on the sample after being rolled for 10 passes.
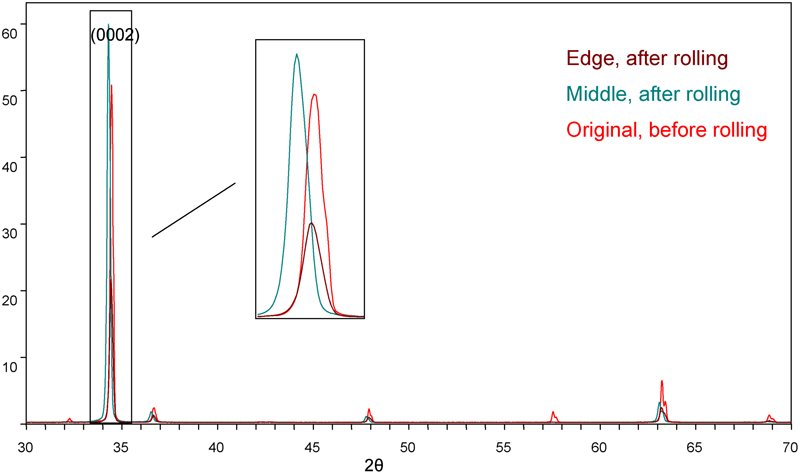
X-ray diffraction results before and after rolling: data are taken at surface and along normal direction of sheet
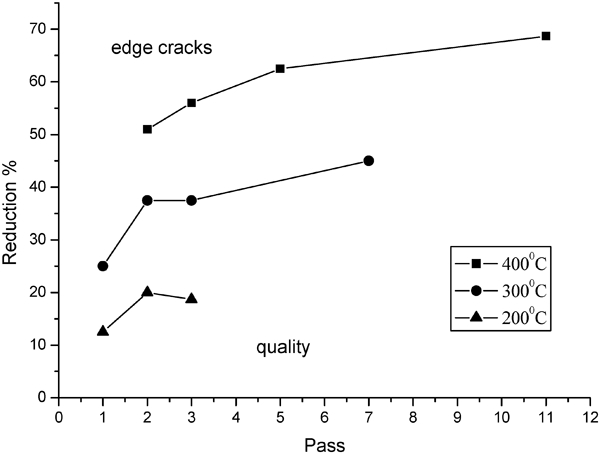
Rolling map of present Mg sheet with different reductions, passes and temperatures
Results and discussion
Crystal orientation difference
The crystal orientation is one of the important microstructural factors affecting the deformation of Mg alloys.15–17 According to a previous study,9 the crystal texture plays an important role on initiating and preventing edge cracks. For the Mg alloy, in order to study the effect of texture on edge fracture, the crystal orientations near the edge and the middle of the specimen are measured in Fig. 1, which shows the amount of change of crystal orientation after rolling. Although the (0002) orientation is predominant both at the edge and in the middle, after rolling, it becomes much more prominent in the middle and less so at the edge.
As indicated in Fig. 1, the difference between the crystal orientation of the edge and middle of the specimen becomes more prominent after 10 passes. In essence, the large compressive stress in the middle11 causes grain rotation and makes the hcp lattice axis perpendicular to the sheet, and the grains are also elongated along the rolling direction; this leads to the prominent peak of (0002) shown in Fig. 1. Such a basal texture is more dominant in the middle and less dominant at the edge (where the stress field is different).11 Since the texture can also affect cracking,9 the microstructural orientation difference between the edge and the middle may be responsible for edge fracture, which is a unique mechanism for Mg alloy sheet: the hcp structure has limited slip system compared with fcc crystals, and the hcp's base slip plane is closely packed and easier to be activated. At the edge, with less basal texture, the base slip plane is not parallel to the sheet, and thus during rolling, slipping is difficult to occur at the edge, and therefore, fracture takes place.
Microstructure analysis at edge and middle of specimen
The representative microstructure micrographs in different regions of the sheet after 10 rolling passes are shown in Fig. 3. A prominent edge crack at the corner of the upper edge can be seen in Fig. 3c (whose position is sketched in Fig. 3a). Quite a few fine grain bands are observed in Fig. 3f, which consist of numerous small and fine grains; note that these grain bands occur after rolling and are distributed in the middle of the sheet (not at the edge where the crack is initiated); moreover, the grains in the fine grain band are small (typically <30 μm) and equiaxed, and the smallest ones are <10 μm. Some of the fine grain belts are near the surface, while the others are accompanied by the crack and way below the surface.
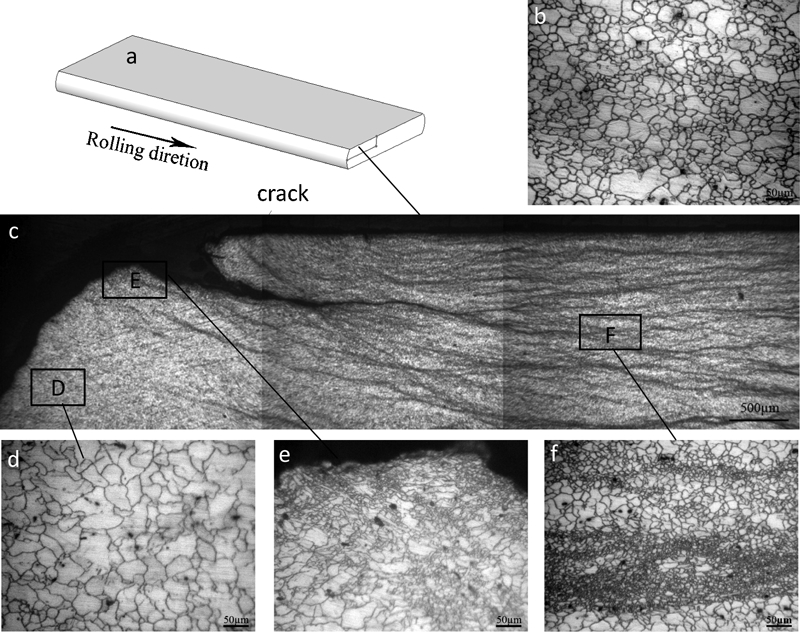
Microstructures of Mg sheet after 10 passes rolled (each pass with reduction of 1 mm)
By contrast, after rolling, the grains at the edge (in the uncracked region) are much bigger (Fig. 3d); some are larger than 50 μm (even larger than the biggest grain size seen in the initial structure before rolling, Fig. 3b), and along the end of the crack surface, some small grains are also observed at the edge (Fig. 3e), which are consistent with the fine grain band along the crack path (Fig. 3f). Therefore, the observations suggest that after 10 passes of rolling, recrystallisation has taken place, where the grains became small and equiaxed. By contrast, at the edge and outside the fracture zone, there is no recrystallisation, and thus, the grains become bigger due to grain growth caused by reheating between passes. Note that although the temperature is relatively lower at the edge, it is still above 200°C,18 and thus, the grains can grow large at the edge.
The interesting discovery of the formation of the fine grain band is unique to Mg alloys, which is very different from that found in steel,6 where the grains were elongated at the edge and there was no such small grain band feature. Thus, the formation of the fine grain band must be due to the different crystal structures and properties between Mg alloys and steel. Note that with its small volumetric heat capacity (1781 J dm−3 K−1) and large thermal conductivity, the Mg alloy's temperature may change easily. Thus, besides the stress gradient from the edge to middle of the sheet that occurs during rolling (which is the mechanical contribution to edge cracking, same as that occurred in other materials), there is also a temperature gradient from the interface contacting with rollers to the middle of the sheet. This temperature gradient, when combined with the fact that the recrystallisation temperature of Mg is fairly low (∼180°C) and the material has undergone severe plastic deformation, can lead to recrystallisation and formation of small grains after several passes and eventually form those fine grain bands near the surface of the specimen (Fig. 3c). This is a unique characteristic of Mg alloys. Some other fine grain bands along the crack path and deep inside the specimen will be analysed below.
Besides the mechanical reason that should be shared with all the other materials, the microstructural evolution at the edge and in the middle of the specimen is another important and unique reason for edge fracture in Mg sheet. As shown in Fig. 3 and analysed above, the grains at the edge and outside the fracture zone are large and coarse, while the grain size is much smaller elsewhere due to recrystallisation. Since small grains may resist cracking during the rolling of Mg alloy13 owing to the presence of more grain boundaries, the coarse grain zone near the edge should be responsible for crack generation when severely deformed.19 In other words, during the first several passes of rolling, the grains near the edge grow bigger (than the original grain size) and the mechanical stress initiates edge fracture [often near a particle or void (Fig. 4a)], and with further rolling, the edge crack propagates and becomes more prominent after 10 passes, like that shown in Fig. 3c.
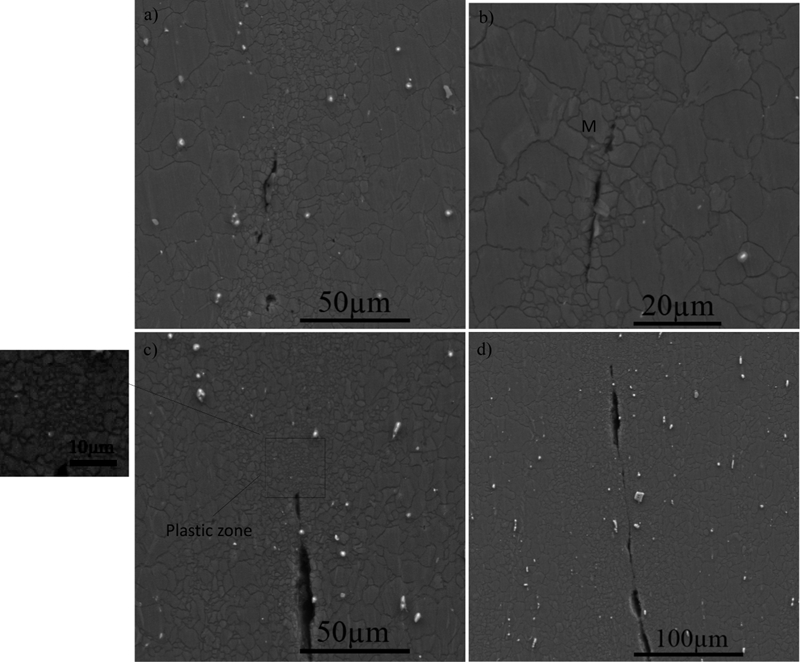
Images (SEM) of microcracks caused by rolling, taken from section perpendicular to rolling direction
Damage analysis
Microhardness measurement may provide qualitative information for evaluating material damage;20 in general, with the increase in damage, the hardness decreases. 21 21,22 Vickers hardness tests are carried out at the edge and in the middle of the sheet after rolling, where 20 measurements are taken in each location and the averaged results are 65 and 71 HV respectively after 10 passes of rolling. The average hardness at the edge is smaller than that in the middle. Since the sheet is rolled at a high temperature and the microstructure of the sheet is almost equiaxed grain, the workhardening and residual stresses are likely very small throughout the specimen. This indicates that the damage at the edge is more prominent than that in the middle (owing to the stress distribution of rolling contact),11 which is the mechanical reason for initiating edge cracks.
Microstructure associated with propagation of edge crack
After crack initiation at the edge and with further rolling, the microcracks grow and coalesce, as shown in Fig. 4b. One puzzle remains to be solved, that is, whether the crack would penetrate the grains during growth or does it propagate along the grain boundary. Figure 4b indicates that the microcrack crosses the grain M as well as other grains; thus, the relatively straight fracture path indicates that the crack has likely gone through the grains (instead of serpentine along the grain boundaries). In order for the crack to penetrate the grains, a large stress concentration is necessary.
Another interesting microstructural feature, as mentioned earlier, is the fine grain band surrounding the crack path. Which one occurs first, the fine grains or the crack growth? When the crack propagates, there is a plastic zone in front of the crack tip23–25 with prominent stress concentration and severe plastic deformation. When the deformation takes place at high temperature, the dynamic recrystallisation process occurs at the crack tip (where the stress concentration is high) and that refines the grains. Thus, from microstructural analysis, we propose the following initiation and propagation mechanisms of edge cracking upon rolling:
under the combined influence of stress field and temperature developed during rolling, at the edge of the Mg sheet, the grains grow larger with less basal texture, and this may initiate edge fracture, near either a particle, a precipitate or a void
with continuous rolling, the microcrack grows under more severe stress and deformation, and it penetrates through the grains during propagation and eventually becomes a prominent edge crack
stress concentration and the plastic zone in front of the crack tip lead to the refined grains along the crack path due to recrystallisation, which is different from the formation of fine grain band near the surface (owing to the large deformation); thus, the grain refinement and crack growth are coupled.
Rolling map
The preceding results are based on a fixed reduction of 1 mm and 400°C. Many rolling tests are carried out with different reductions (1, 2, 3 and 4 mm/pass) and different temperatures. Each sheet is rolled several passes until prominent edge cracks appeared. A rolling map is therefore obtained regarding the possibility of edge fracture after different levels of reduction and passes (Fig. 2). This map is fundamentally different from other existing processing maps, which were based on the strain, strain rate and temperature.26 The present rolling map is with regard to temperature, passes and reduction, which are perhaps more practical and important factors for rolling. For each temperature, when the process of a particular reduction and the number of passes is located below the boundary, the sheet is of quality (edge crack free); otherwise, one expects edge cracking. It can be seen from the map that temperature is a major factor affecting the quality of the Mg sheet, and 400°C is the preferred operation temperature in order to obtain large and quality reduction. With more passes, the reduction can be a little larger without cracks. The map may be useful for guiding the rolling of Mg sheet.
Conclusions
In the present paper, the microstructural mechanism for edge cracking of Mg sheet under rolling is studied. It is found that besides the mechanical contribution (stress field upon contact rolling), the microstructure evolution of Mg sheet plays an important role. During the first few passes with high temperature and strain gradient, the grains at the edge grow bigger and with less basal texture, which initiates edge cracking. This is consistent with the microhardness test, which reveals the more severe damage at the edge of the specimen. As the crack propagates, stress concentration and recrystallisation form the fine grain band along the crack path, and the crack penetrates the grains. The microstructure of AZ31 after rolling is quite different from that of steel, and this brings unique features of edge cracking upon rolling, making the Mg alloy easier to suffer edge fracture. A rolling map is constructed at different temperatures and regarding different reductions/passes, which may help to ensure the quality of rolling of the Mg sheet.
Footnotes
Acknowledgements
The present work was supported by the National Natural Science Foundation of China (grant no.50928601), the Changjiang Scholar Program from the Ministry of Education of China, the World Class University (WCU) programme through the National Research Foundation of Korea (grant no. R32-2008-000-20042-0), the National Science Foundation (grant no. CMMI-0643726), DARPA (W91CRB-11-C-0112), the 973 National Grand Theoretical Research Program (grant no. 2007CB613700), the National Natural Science Foundation of China (grant no. 50725413), the International Cooperation Program (grant nos. 2010DFR50010 and 2008DFR50040) and the Chongqing Sci & Tech Program (grant nos.CSTC2010AA4048 and 2010CSTC-HDLS).