
Abstract
Grain texture evolution in starter block during single crystal (SX) casting with a grain selector had been investigated. Several spiral grain selectors with different spiral geometries were designed to investigate the effects of spiral geometries on grain selection in spiral passage. The results indicated that the percentage of grains with a deviation angle of <10° from the axial orientation increased simultaneously with distance from the chill plate. When the distance reached 36·1 mm, nearly 90 of the grains’ misorientations were <10°, and the minor grains deviated >12°. As the spiral angle θ and the spiral thickness T decrease, the SX structure occurred at the lower position of the grain selector. In addition, it was concluded that the SX structure cannot be selected when the spiral angle is <15°. Moreover, the effect of spiral geometries on grain selection has also been discussed.
Introduction
Owing to the excellent high temperature strength, nickel based superalloys were widely used as blades in advanced aircraft engines.1–4 Over the last 30 years, a concerned period of alloy compositions and process development enabled the performance of superalloys to be improved dramatically.1,5–8 Through using the directional solidifying technology, the dendrites are aligned in the direction of the heat flux during casting with long parallel boundaries, which largely improve the thermal capability and mechanical properties. Recently, it was found that the high temperature mechanical behaviour of single crystal (SX) superalloys was more excellent than that of directional solidified columnar superalloys. 1 9 1,9,10 To ensure that only one grain can be selected and grown into the cavity, a grain selector was used.11 Over the last several decades, several different grain selectors (restrictor, angled and spiral selectors) were designed to grow well oriented SX. Furthermore, the spiral grain selector was most widely used in the industry to cast turbine blade because of its efficient grain selection and higher yield rate of SX.
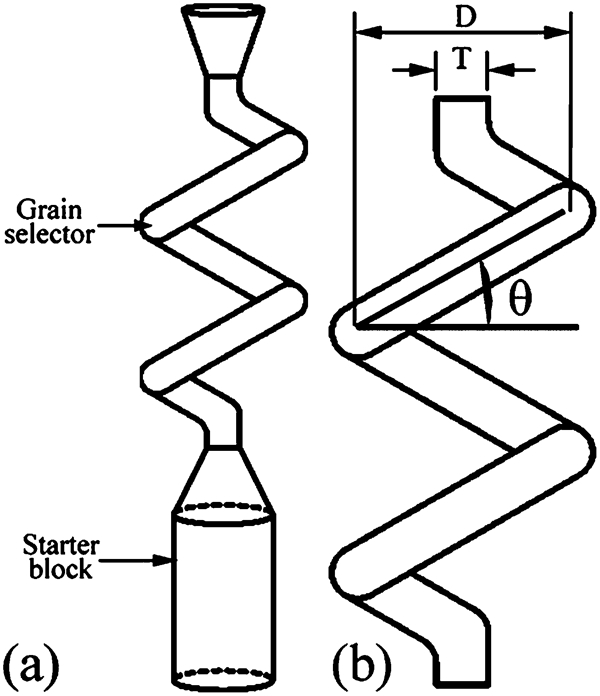
Generally, the spiral grain selector involves a starter block and a grain selector (Fig. 1a). Only one grain can finally survive after grain competitive growth process in the grain selector. A number of studies12–16 had been carried out on grain texture evolution in the spiral grain selector. It was found that the grain structure in the starter block has great influence on the yield rate of well oriented SXs. The yield rate of well oriented SX can be increased when increasing the height of the starter block.13 Meanwhile, a prior study13 indicated that there was little chance that the grain selection would take place in the spiral passage with a small spiral angle. Thus, grains with higher deviation angle may remain, and consequently, the yield rate may be low. On the other hand, with a large spiral angle, only to eliminate the badly oriented grains in spiral passage was not efficient enough. Therefore, the yield rate of the well aligned product may be low. However, most of the prior studies had focused on grain selection using the numerical simulation method, and not enough experimental works have been carried out. Therefore, it is necessary to study the effects of the geometries of the spiral grain selector on grain selection. Meanwhile, it would be an important scientific interest to investigate the process of competitive dendritic growth in the starter block.
Schematic structure of grain selector
Therefore, in the present work, we focused on the effects of spiral geometries (i.e. the thickness of spiral T and the spiral angle θ; see Fig. 1b) on the grain selection in spiral passage, expecting to provide a theoretical foundation for improving the yield rate of a good SX structure in the industry. In addition, grain texture evolution during directional solidification with a grain selector had been investigated.
Experimental
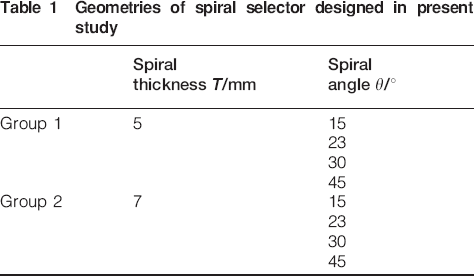
The first generation Ni based SX superalloy DD3 was used in the present experiment, and the detailed chemical composition is Ni–9·5Cr–5·0Co–3·8Mo–5·2W–5·9Al–2·1Ti (wt-). The SX castings were carried out using the improved Bridgman furnace in a vacuum environment. Several different grain selectors with different spiral angles θ and spiral thicknesses T were designed to investigate the effect of the spiral shape on grain selection; meanwhile, the spiral rotation diameter D was kept constant (see Fig. 1b). Table 1 shows the key parameters of the grain selector. Before casting, the mould was mounted on a water cooled copper chill plate and preheated at a temperature of 1550°C, and then the melt was poured into the preheated mould and held for 2 min in order to stabilise the melt. Following, the mould was withdrawn from the furnace at a speed of 6 mm min−1.
Geometries of spiral selector designed in present study
Electron back scattered diffraction (EBSD) techniques were used to characterise the grain texture evolution in the selector. Before the examination, the samples were mechanically polished to remove deformed surface layers that were produced during the preliminary cutting and grinding. To maximise the intensity of back scattered electrons, the specimen was tilted 70° relative to the detector. The EBSD hardwares used for the present study are mounted on an IEISS SUPRA 55 scanning electron microscope and consisted of a square phosphor screen (the Kikuchi pattern detector) and a charge coupled device camera for the live acquisition of the Kikuchi patterns. The Kikuchi patterns were acquired with a high voltage of 20 kV. The acquired patterns were automatically indexed (relative to the nickel fcc structure), and the Euler angles for the crystal orientations were determined and stored in orientation files with help of the Channel 5 analysis software.
Results and discussion
Competitive grain growth in starter block
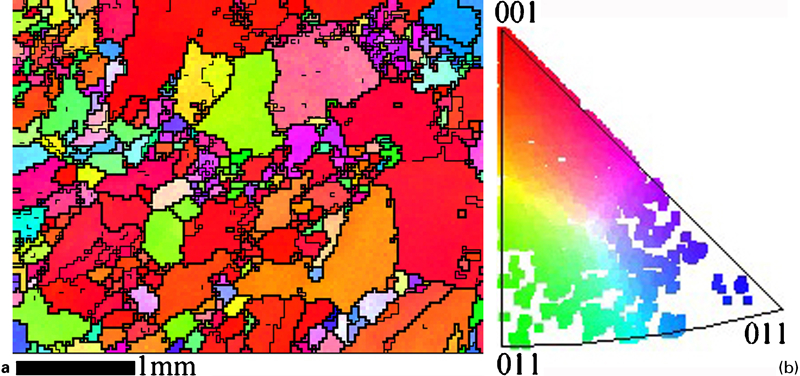
Figure 2 shows the EBSD orientation image map and the corresponding inverse pole figure (IPF) at the bottom of the starter block. As shown in Fig. 2a, at the bottom of the starter block, there are a large number of equiaxed grains. From Fig. 2b, we can find that the orientations of these equiaxed grains are random. This result is in coincidence with prior studies. 17 17,18 Figure 3 exhibits the statistical grain orientation distribution at different cross-sections along the growth direction in the starter block. Figure 4 shows the macrostructure of the starter block. It is found that the equiaxed grains gradually transform to columnar grains as the growth distance in the starter block increased. Meanwhile, the favourably 〈001〉 oriented grains overgrow the unfavourable grains (Fig. 3). The percentage of grains with deviation angle of <10° increased as the distance from the chill plate increases. This deviation is defined as the angle between the 〈001〉 orientation of grains and the vertical (casting) axis. At the height of 36·1 mm of the starter block, ∼90 grains deviate <10°, and only a few grains deviate >12°.
Grain structure at bottom of starter block
Grain orientation distribution at different cross-sections in starter block

Macrostructure of starter block
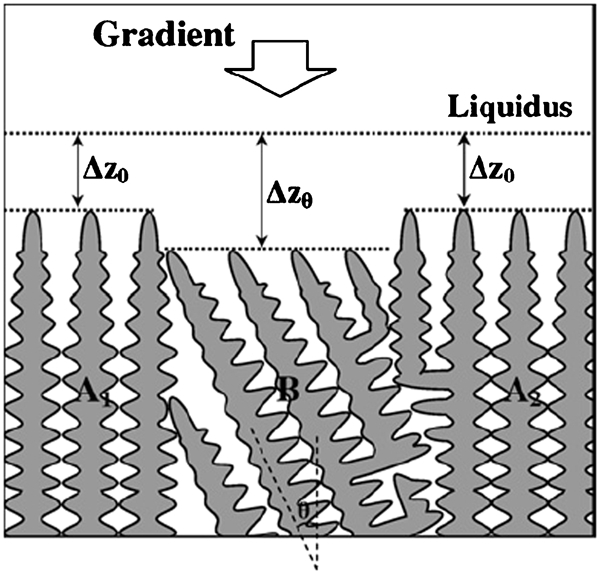
For nickel based superalloys, the fast growing dendritic orientation is 〈001〉. 19 19,20 Walton and Chalmers21 proposed a model for competitive grain growth, which was based on the difference in undercooling of favourably and unfavourably oriented dendrites with respect to the thermal gradient. As shown in Fig. 5, in order to keep the same growth rate with favourably oriented grains A1 and A2, unfavourably oriented grain B grows under greater undercooling. Thus, during the process of competitive grain growth, the favourably oriented grain A2 overgrows the unfavourably oriented grain B. Recently, Zhou et al. 22 22,23 reported that the misaligned grains were able to overgrow the better aligned grain by blocking the dendrites of the better aligned grains at the grain boundary. Zhao24 has found similar results about the grain competitive growth. The solutal interaction of dendritic tips and the interactive blocking of dendrites have great effects on the competitive dendritic growth. Therefore, misaligned dendrites are able to block the better aligned dendrites, resulting in the misaligned grain overgrowing the better aligned grain. Thus, the 〈001〉 oriented grains with larger deviation angle could still exist at the top of the starter block.
Grain selection in spiral grain selector
In order to explore the grain selection mechanism at the grain selector and identify the location where SX occurs, different cross-sections of the spiral grain selector were carefully examined by EBSD analysis. Figure 6 presents the EBSD maps, which are determined at different cross-sections of the grain selector region. It can be found that the grain number is dramatically reduced in the spiral passage (Fig. 6b–d). Grains are first selected within the starter block, so the grain number decreases (Fig. 6b), and the grain orientations are optimised (Fig. 3). As shown in Fig. 6b and c, a great portion of grains are overgrown when the grains from the starter block go through the spiral passage ‘b’ to ‘c’. At the location of ‘d’, only a few grains are found to persist (Fig. 6d). At the height of one pitch (Fig. 6e), only one grain finally survives after the competitive growth in the grain selector. It is confirmed that the spiral is effective in controlling the grain number.
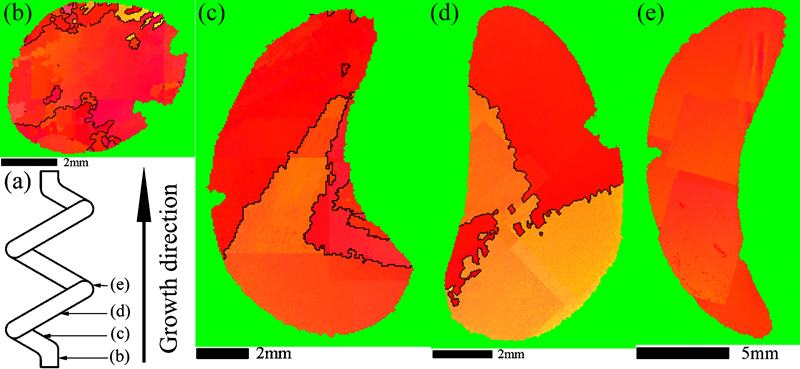
Electron back scattered diffraction maps at different cross-sections of grain selector region
Effects of spiral geometries on height of SX structure in spiral selector
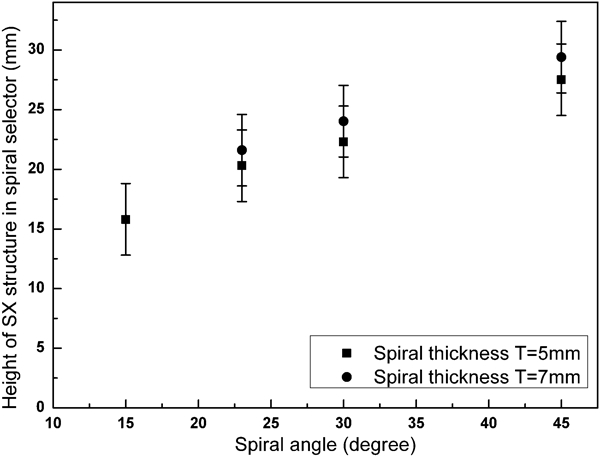
The effects of spiral geometries T and θ on the height where the SX structure occurs in the spiral grain selector are shown in Fig. 7. The dots and square points represent the heights for SX selection corresponding to spiral selectors with spiral thickness T = 7 mm and T = 5 mm respectively. As indicated in Fig. 7, with a smaller spiral thickness, the height where SX occurs slightly decreases. It is known that the main grain selection mechanism of the helical grain selector is the geometric constraint of the spiral passage. As the spiral thickness decreased, the dendrite growth space becomes less. Thus, the competitive growth in the passage of the helical grain selector becomes more severe and effective, which leads to the height of the SX structure occurring in the spiral selector to decrease. This result is consistent with the findings of Dai et al. 14 14,16 Meanwhile, the spiral angle θ also has an effect on the height where the SX structure occurs. It suggests that the height can be decreased by decreasing the spiral angle in Fig. 7. It means that the efficiency of the spiral selector in grain selection decreases with an increase in the spiral angle. The reason is that decreasing the spiral angle offers a smaller space in the vertical direction for competitive grain growth and makes the grain selection quicker. Therefore, the height where the SX structure occurs decreased with decreasing spiral angle. It can be concluded that the grain selection in spiral passage significantly depends on the spiral geometry, i.e. with increasing spiral angle and spiral thickness, the height where the SX structure occurs increased obviously.
Effects of spiral thickness T and spiral angle θ on height of SX structure occurring in spiral grain selector
However, when the spiral angle θ = 15° and the spiral thickness T = 7 mm, experiments failed in successfully selecting the SX structure after the length of two and a half pitches (Fig. 8). The spiral passage becomes less steeped with decreasing spiral angle, which makes the macroscopic curvature of the liquidus isotherm become markedly concave. This leads to the formation of a thermally undercooled region in front of the mush zone. Thus, stray grains can be discovered at the region. Another reason is that the passage space becomes larger with increasing spiral thickness, which results in that the effects of the geometric constraint of spiral grain selector become less efficient. Therefore, the grain selector cannot successfully select the SX structure after the length of two and a half pitches.
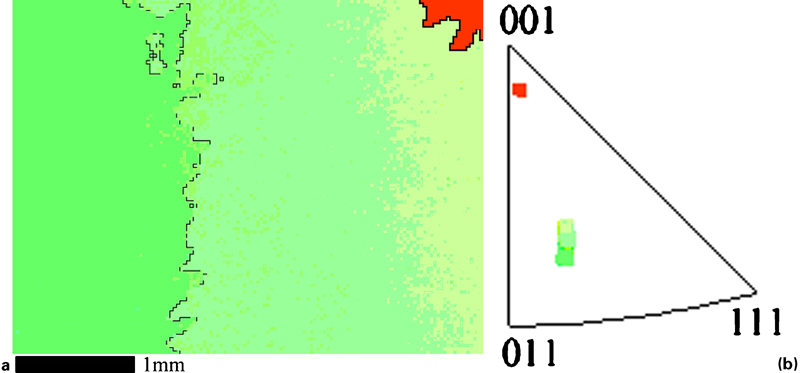
a electron back scattered diffraction orientation image map and b corresponding IPF of specimen
Conclusions
In the present paper, grain selection in starter block and spiral passage have been investigated. Based on the experimental results presented above, the following conclusions can be made.
The result of grain evolution in the start block indicates that the percentage of grains with deviation angle of <10° increased as the distance from the chill plate increased. When the distance from the copper chill plate reaches 36·1 mm, ∼90 of the grains deviate <10°, and only a few grains deviate >12°.
The efficiency of the spiral selector is affected by the spiral geometries. The spiral selector becomes more effective in grain selection with a smaller spiral thickness T and a smaller spiral angle θ.
When the spiral angle θ = 15° and the spiral thickness T = 7 mm, experiments failed in selecting the SX structure after the length of two and a half pitches.
Footnotes
Acknowledgements
The authors are grateful to the financial support of the National Basic Research Program of China (grant nos. 2010CB631202 and 2011CB610406), the National Natural Science Foundation of China (grant nos. 50827102 and 50931004) and the Aeronautical Science Foundation of China (grant no. 2010ZE53048).