
Abstract
The semisolid formability for Ti14, an α+Ti2Cu alloy, is compared with the conventional warm formability from the point of forgeability. The forgeability is evaluated by upsetting and die forging tests. The results show that excellent upsettability with the upsetting reduction in height of 70–85 and low upsetting force could be obtained in semisolid state ranging from 1000 to 1100°C, which is better than that in conventional processing. Die forging tests also show excellent workability with a forging ratio of 75 at the temperature range of 1000–1050°C. It can be concluded that the existence of liquid may serve to relax the stress concentrations caused by solid deformation, which causes low deformation resistance and results in improvement of forgeability. Furthermore, dynamic recrystallisation occurred during thixoforging, and the grain refinement was attained, which also results in the improvement of the semisolid formability.
Introduction
Lightweight metals are always attractive for many applications. Although aluminium alloys and magnesium alloys are used for a considerable number of components, the extensive applications of titanium alloys, which are structural materials with high strength and excellent corrosion resistance, are limited by their poor formability in the solid state and high processing cost.1 Most titanium alloy products are processed in a solid state by rolling and forging, and these processes are difficult to machine in such state for their poor formability, i.e. high strength, relatively low modulus of elasticity, low thermal conductivity and high chemical reactivity.2 Improving the formability and reducing the processing cost of Ti alloys is therefore an important topic.
Fruitful achievements on improving the formability as well as reducing the processing cost are seen in main titanium industrial countries.3 In all approaches, semisolid processing is one of the most promising methods. Much research on semisolid deformation and processing behaviour of Mg alloy, Al alloy and steel has been carried out, and the main results showed that semisolid processing is an effective way to improve the formability.4–7 Owing to the presence of a small volume of liquid, the alloy in a semisolid state can be processed more easily with lower deformation resistance and lower energy cost than in a solid state. Recent research on the semisolid deformation behaviour of Ti14 alloys also shows that the much lower deformation resistance is obtained in semisolid state during compression,8,9 which suggests that the formability could be improved in semisolid state. In the present study, upsetting and die forging tests were performed to carry out a comprehensive study on the semisolid formability of Ti14 alloy (Ti–13Cu–0·5Al–0·5Si) and explain their effect on microstructure evolution, which may consummate the processing base theory.
Materials and processing
The Ti14 alloy used in the present paper is a new α+Ti2Cu type burn resistant Ti alloy (Ti–13Cu–0·4Si–0·6Al).10 The solidus temperature of Ti2Cu is 990°C, which means that the Ti14 alloy will change to a semisolid state when the deformation temperature rises above 990°C.
Formability is investigated by upsetting and die forging tests. In the upsetting test, a cylindrical specimen of 15 mm diameter and 22 mm height is compressed between concentrically grooved platens on a mechanical press. The occurrence of surface cracking is checked at each reduction in height by the naked eye. The flow stress of the material is also calculated from the upsetting load.
The Ti14 alloy used in the present paper is 30 kg.
A die made of WC having a 120° approaching angle is used for the die forging tests. Specimens with a diameter of 40 mm and then conventional warm forg at 950°C and thixoforg at 1000, 1050 and 1100°C respectively, at a forming speed of 500 mm min−1, are prepared. The change in reduction of area (forging ratio), ranging from 45 to 75, is preformed by changing the die hole diameter from 30 to 20 mm. The specimens are heated by an induction heater before the test, and the dies are coated with an oil lubricant. The surface temperature of the specimen just before the test is measured using a radiation pyrometer.
The microstructures were analysed by optical microscopy (Olympus GX71), and the grain size was calculated using Olympics 3M software and mean transversal method.11 The shape factor of grain ξ is defined as11

Results and discussion
Upsettability
In the case of the semisolid process, the critical reduction in height at which cracks occur on the lateral surface of the upsetting specimen is 75–85 within the temperature range from 1000 to 1100°C, whereas in the case of the warm forging process, it is lower (60) (Fig. 1a). In 1150°C, liquid seems to seep from the outside to the lateral surface of the specimen at the critical reduction of ∼40.
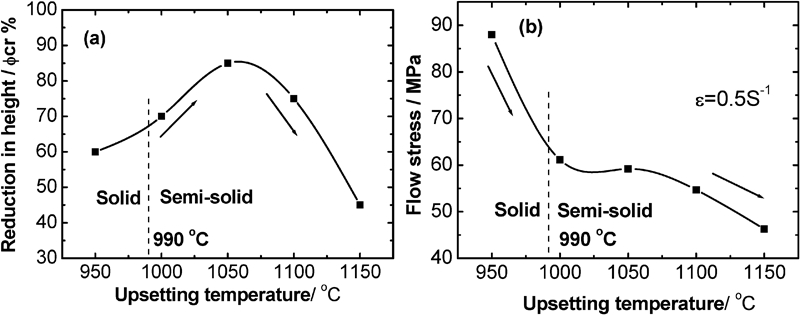
Difference with upsetting temperature in a critical reduction in height and b flow stress
Figure 1b shows the temperature dependence of the flow stress at a strain rate of 0·5 s−1. It is found that all the semisolid upsetting specimens exhibit lower flow stress compared with warm forging ones. The maximum flow stress after upsetting at 1000°C is ∼60 MPa, which is only two-thirds of that in warm forging. This suggests that the upsetting force required in the semisolid state is much lower than that required in conventional processing, and the semisolid forming brings out the excellent upsettability of the alloy at the temperature range of 1000–1100°C.
Characteristics of die forging test
Figure 2 shows the results of die forging tests at 950, 1000, 1050 and 1100°C with forging ratios of 45, 60 and 75 at the forging speed of 500 mm min−1. All the specimens can be forged at all the test temperatures with a 45 forging ratio. Obvious surface cracks were observed in the solid forged specimens with forging ratio of 60, and fracture occurs when the forging ratio is 75. After thixoforging at 1100°C with a forging ratio of 75, cracks were found in the specimens. The reason for this phenomenon is that more liquid flows and leaks in the surface under compressive stress. The forging process can be completed without significant surface cracks at 1000 and 1050°C with all forging ratios and at 1100°C with 45 and 60 forging ratios, which indicates that the formability was improved during the semisolid process. It is noticed that the temperature and forging ratio affected the formability of titanium alloy; in particular, the formability is strongly dependent on the temperature.
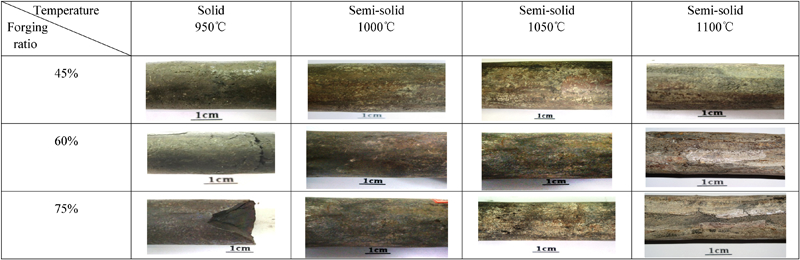
Results of die forging tests at 950, 1000, 1050 and 1100°C with forging ratios of 45, 60 and 75 at forging speed of 500 mm min−1
Microstructure characteristics after semisolid die forging
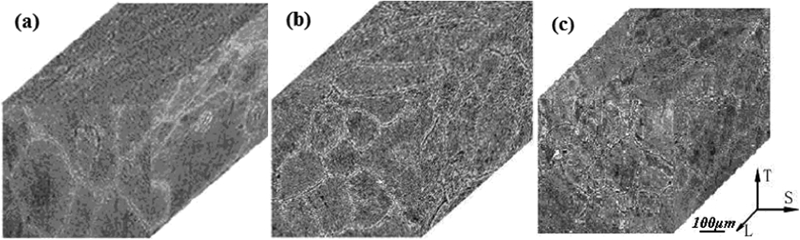
The microstructures of the specimens are shown in Fig. 3, where the specimens were thixoforged at 1000, 1050 and 1100°C with the forming speed of 10 mm min−1. The relationship of the grain size and the shape factor ξ with different temperatures and forging ratios is shown in Fig. 4. The average grain size in semisolid state increases with increasing thixoforging temperature. All thixoforged specimens had smaller grain sizes than the specimen before thixoforging ( = 700 μm) (Fig. 5), which indicates that dynamic recrystallisation occurred during thixoforging, and grain refinement was attained by forging in a semisolid state. The ξ increases with increasing forging temperature. This is because the grain grows via a coalescence mechanism controlled by atom diffusion at 1000°C, which made the grain shape more irregular (Fig. 3a). While at 1100°C, more liquids were obtained and distributed in the grain boundaries to the formed thin film around the grains (Fig. 3c), which is beneficial for the grain to grow by the broken-off mechanism and results in a large degree of globularity.
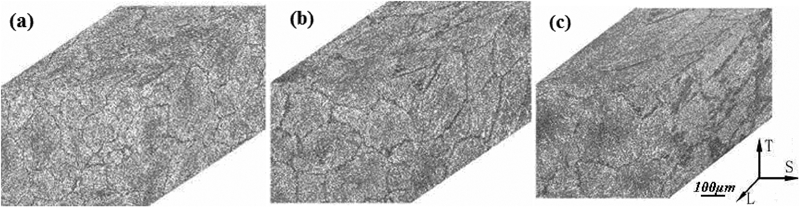
Triplanar collages of optical micrograph of Ti14 alloy with different forging temperatures (forging ratio = 60)
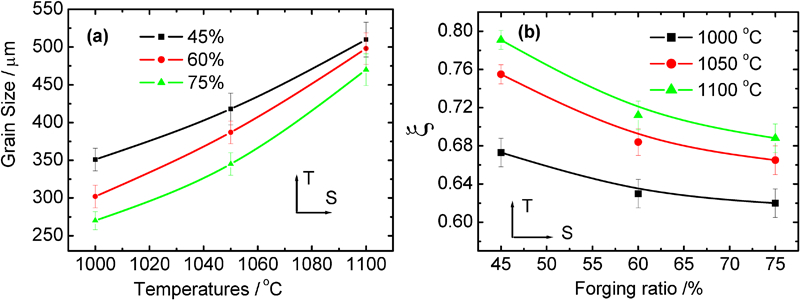
Differences with forging temperature and forging ratio in a grain size and b shape factor of grain ξ
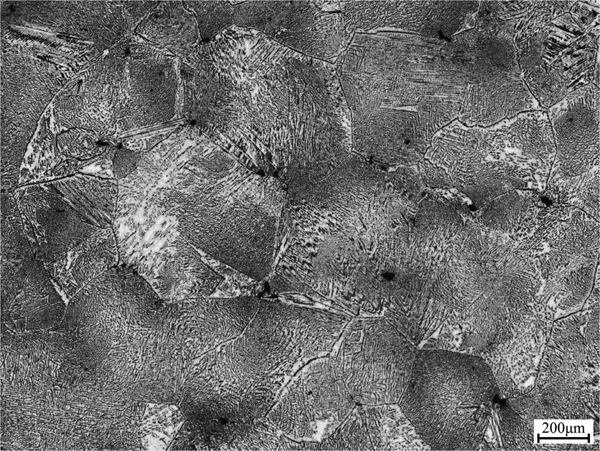
Microstructure of Ti14 alloy before forging
The microstructures of the specimens thixoforged at 1050°C with forging ratios of 45, 60 and 75 are shown in Fig. 6. The grain size reduced evidently with increasing forging ratio in all the thixoforging temperatures, and ξ increases with decreasing forging ratios (Fig. 4), which indicated the high compressive rate accelerated dynamic recrystallisation and made the grains finer. This is considered to be favourable for the formability.12,13
Triplanar collages of optical micrograph of Ti14 alloy with different forging ratios (forming temperature = 1050°C)
General discussion
Previous research on the semisolid formability of Mg–Al alloy claimed that the liquid distributed on the grain boundaries could serve to relax the stress concentrations caused by the dominant deformation process and accelerate the flow of the solid. 14 14,15 A similar result of upsetting and die forging was obtained in the present study, which is also attributed to the existence of liquid. In addition, more liquid could flow and leak in the surface under higher compressive stress (75 forging ratio) and/or higher temperature (1100°C), which might be harmful for thixoforging because of the macrosegregation of Ti2Cu. Thus, in our test, the thixoforging temperature between 1000 and 1050°C in all forging ratios could lead to excellent formability.
Conclusions
Formability and microstructure evolution of the Ti14 alloy after solid forging at 950°C and thixoforging at 1000, 1050 and 1100°C were investigated. The conclusions are as follows:
The cylindrical specimens can be set up to almost 70–85 reduction in height in the semisolid temperature range of 1000–1100°C without the occurrence of cracking, but required much lower upsetting force, whereas the upsettability by conventional warm forging is inferior to that.
Die forging tests show that excellent workability was attained at semisolid temperatures between 1000 and 1050°C. This is attributed to the relaxation of stress concentrations caused by liquid existing at grain boundaries, resulting in improvement of forgeability.
Dynamic recrystallisation occurred during thixoforging, and grain refinement was attained, which was also a benefit for the formability.
Footnotes
Acknowledgements
The authors wish to thank the support from the Project of 973 Program (grant no. 2007CB613807), the State Key Laboratory for Mechanical Behavior of Materials (grant no. 0111201) and the Natural Science Basic Research Plan in Shaanxi Province of China (grant no.20110474).