
Abstract
The manufacture of mechanical devices such as microelectromechanical systems from thin films can lead to circumstances where the scale of the mechanical deformation induced by device operation is comparable with the scale of the microstructure of the materials from which they are made. A similar observation occurs when using indentation tests to assess the hardness of thin films, where the plastic zone dimensions may be comparable with the grain size. The present paper highlights the effect of grain size, shape and orientation on the indentation response of copper thin films used for semiconductor metallisation. The conditions under which continuum behaviour is observed are discussed, and the effect of crystallographic anisotropy on the choice of appropriate design data will be highlighted for copper coatings. The choice of test conditions such as control method and loading protocol required to generate reliable data is also discussed.
Introduction
The use of copper as an interconnect material has resulted in a number of advantages in silicon device manufacturing technologies, including lower resistivity and losses and better electromigration reliability than the aluminium interconnects that they replaced.1,2 As devices are being aggressively scaled, the individual grains within interconnect lines may now have dimensions comparable with the line width, and this can have a considerable effect on line performance leading to premature failure. For instance, one important failure mechanism can be due to void formation due to electromigration, where current flowing through a conducting line causes preferential diffusion of atoms in the direction of electron motion; this is due to the effect of ballistic impacts between electrons and atoms and causes both void and hillock formation at opposite ends of the wire. When a residual stress is present in the line, atoms may preferentially diffuse from a high stress to a low stress region. This can also lead to void and hillock formation in a process known as stress migration, which can act to increase or decrease the effects of electromigration. Mechanical stresses may also initiate dislocations, which can have detrimental effects on the functionality of the components. Hence, it is important to reliably measure the mechanical properties in the materials under study.
The mechanical properties of thin metal lines are often different from those of the bulk material due to differences in their grain structure and the presence of their attached substrates and surrounding dielectrics. Thin lines typically have higher yield strengths than bulk material and can thus handle high residual stresses, but during device operation, this residual stress can be relieved through plastic deformation. Thermal expansion and elastic modulus mismatch with the substrate are also factors affecting stress generation and device performance.3,4
Several measurement methods for the mechanical properties of thin film have been developed to accurately estimate the stress–strain relations, such as the microtensile test and the microcantilever beam bending test,5,6 but these are not easy to apply to submicrometre metal films. Nanoindentation is a widely established method in determining mechanical properties like hardness and Young's modulus of such thin films and small volumes of bulk materials on the nanometre scale. In the present study, nanoindentation has been used to assess the properties of 800 nm thick copper thin films deposited onto thermally oxidised silicon as a function of annealing conditions and the results compared with tests on bulk copper. The correlation between the nanoindentation results and the coating microstructure has been investigated using electron backscatter diffraction (EBSD) to map the distribution of grain orientations.
Experimental
Materials
Copper samples with different grain sizes were made by rapid thermal annealing of 5 μm thick electrodeposited ultrafine grained copper coatings on silicon at 600°C. The silicon had previously been coated with a thin copper seed layer of 20 nm thickness by sputtering before plating. The initial copper grain size was 100 nm, and after annealing for different times, grain sizes of up to 6 μm were produced. Grain size was measured by EBSD.
An 800 nm thick blanket copper metallisation was deposited on thermally oxidised silicon at IMEC in Belgium, and then samples were annealed at 100°C for 60 min, 180°C for 30 s and 350°C for 1 min. One control sample was not annealed. The copper layers were coated with a ∼2 nm TiW layer to prevent oxidation during annealing and subsequent storage. These anneals are designed to remove defects without having a major effect on the grain size, but they change the grain size and orientation distribution of the copper by a small amount. This was again characterised by EBSD.
The mechanical properties of bulk rolled copper were also investigated for comparison. The sample was better than 99·9 pure but contained some oxygen impurities (0·03). The sample was rolled to 8 reduction and then vacuum annealed at 300°C for 1 h to reduce the defect density and promote recrystallisation and grain growth. After this process, the grain size was ∼10 μm, and the grains were approximately equiaxed with a few annealing twins. All hardness tests were performed in grains that did not contain twins.
Nanoindentation
Nanoindentation tests were performed using a Hysitron triboindenter fitted with a Berkovich indenter, which produces well defined plastic deformation in the surface of the sample in all tests carried out in the present study. The tip on any indenter is not perfectly sharp, and tip end shape calibration procedures were performed according to the Oliver and Pharr method, which involved making indentations in fused silica. 7 The average radius of curvature for the Berkovich tip is between 100 and 200 nm. After each indentation (and in some cases before), atomic force microscopy (AFM) images of the surface around the impression were made with the indenter tip; the images produced were used to select the positions where indents were to be made and to assess the contact area for pile-up correction. In the present study, the experiments were carried out in open loop control mode, i.e. indentation segments were controlled by time only and no feedback system was used, or under displacement control when a fixed indenter displacement was required. A 2 s peak load hold was used to allow creep run-out in single indentation tests.
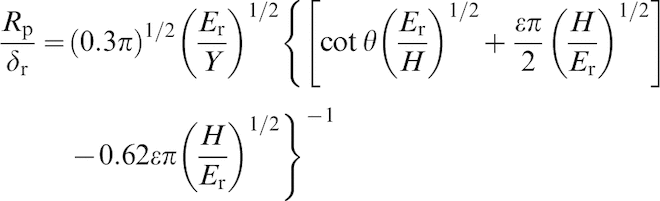
In an elastic–plastic indentation, an approximately hemispherical zone of plastic deformation forms beneath the indenter once plasticity is well established. The radius of this plastic zone may be bigger than that of the impression. The relationship between the radius of the plastic zone Rp and the residual depth of indent δγ is given by
8
The properties of a material derived from indentation can be measured continuously by the continuous stiffness measurement (CSM) technique, which is accomplished by imposing a small dynamic oscillation on the force signal, where a small, sinusoidally varying signal on top of a dc signal is applied during the loading of the indenter. 9 The unloading stiffness is determined at each unloading cycle of the minor oscillation, and the Oliver and Pharr method 7 can be used to determine the hardness as reduced modulus at each depth determined by the dc load. However, use of CSM at low penetrations leads to problems of loss of contact and impact loading in highly plastic materials when there is a steep unloading curve (as in the case of copper), and the indenter may come out of contact if the CSM behaviour is achieved by a large displacement oscillation. The CSM method is useful because it can give properties as a function of indent depth in a single indentation cycle; to mimic this without problems of loss of contact, a multicycling indentation approach was adopted here since the thin film data need to be obtained at contact scales where loss of contact in CSM cannot be guaranteed.
Experiments with one loading and unloading cycle and multicycling (load–partial unload) tests were used to obtain hardness and Young's modulus as a function of penetration depth using the method first proposed by Oliver and Pharr. 7 Multicycling testing was used to get depth dependent mechanical properties and to examine the reversibility of the deformation. To assess a potential problem with multicycling testing, the percentage of partial unloading in the present study was set at 20, 50 and 90 of the maximum load of an individual test segment, and then the indenter was reloaded to a higher load in each loading cycle. Figure 1 shows a typical load–displacement curve used for bulk copper under the condition of 90 unloading of maximum load in each cycle. The load versus time graphs for the single cycle and multicycling tests used in the present study are shown in Fig. 2. A 4 s peak load hold was used to allow creep run-out in all the multicycling tests.
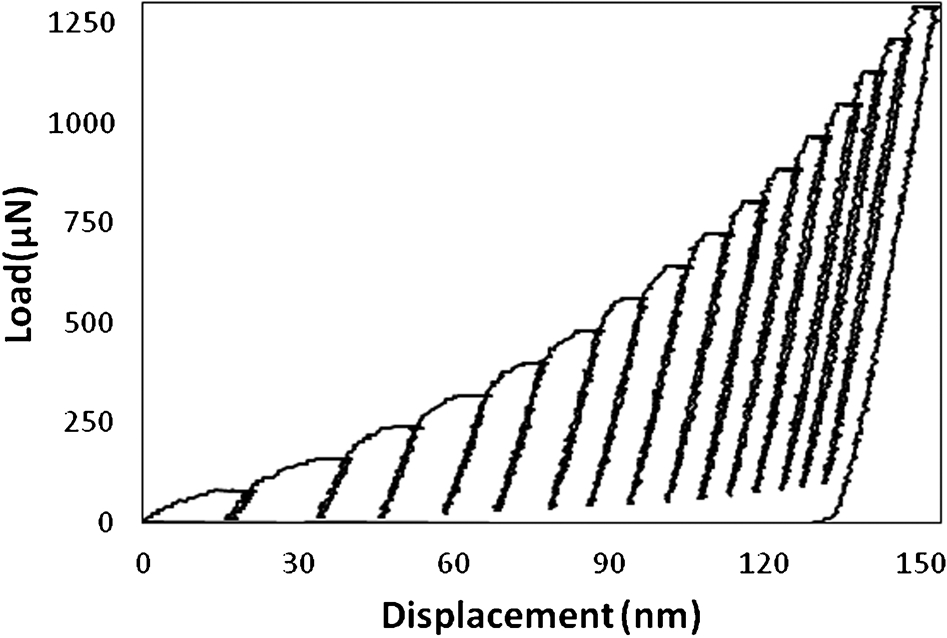
Load–displacement curve for multicycling test (90 unloading test)
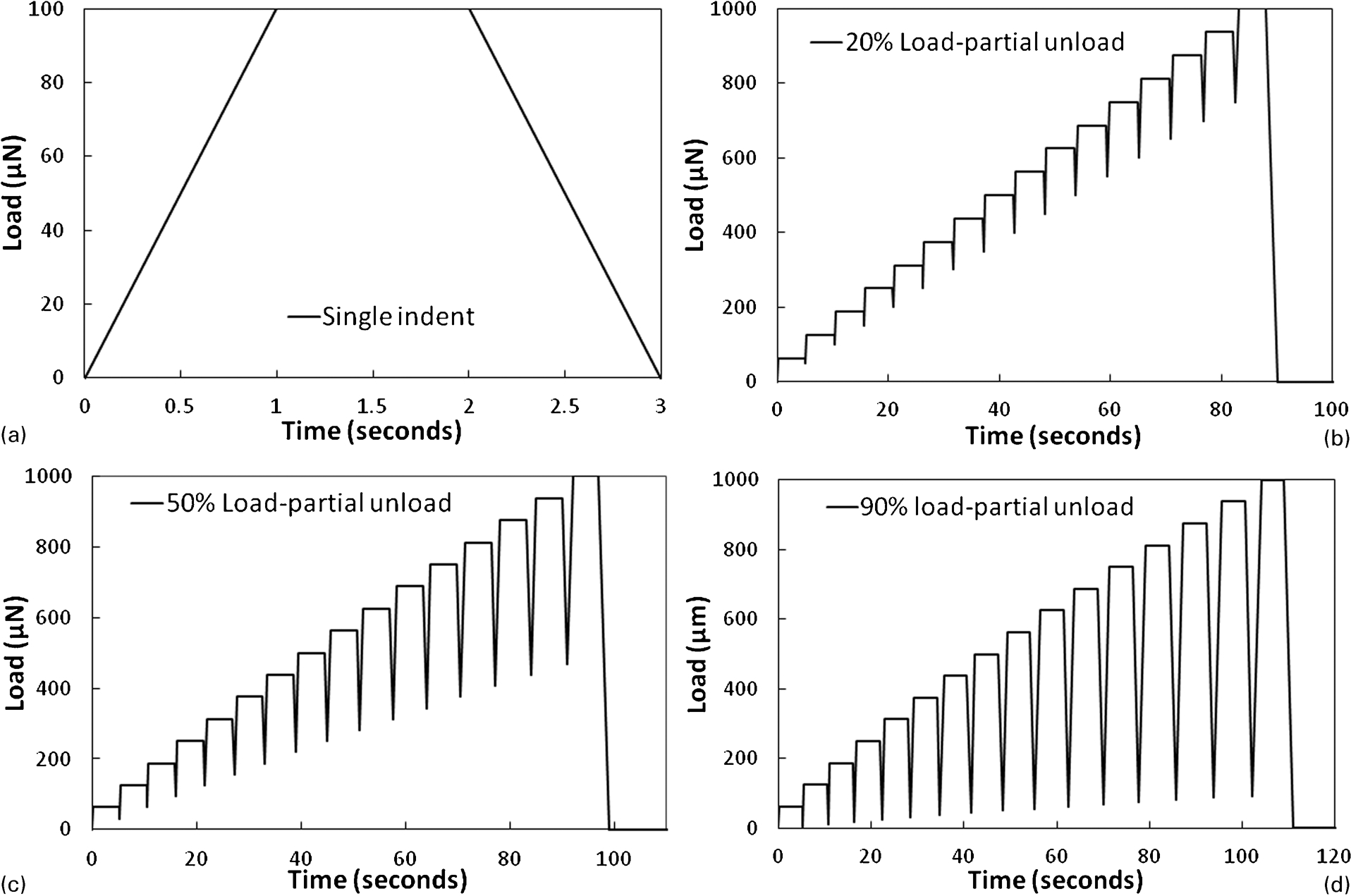
a single cycle for low load; b–d multicycling tests under different conditions to investigate properties of bulk copper for open loop control
Results
Indentation size effect in copper
When indenting bulk copper at a range of contact scales, an indentation size effect is observed (Fig. 3); the hardness increases as the contact scale is reduced. In Fig. 3, the hardness was determined by dividing the peak load by the area of the impression measured by AFM as this reduces the problems of pile-up around the impression, which renders the data obtained from the standard Oliver and Pharr analysis inaccurate for soft material such as copper. Although there are many mechanisms that contribute to the indentation size effect
10
in the annealed copper samples tested here, it is the need to introduce geometrically necessary dislocations to accommodate the shape of the indenter at low loads that controls this behaviour. This has been modelled by Nix and Gao,
11
who proposed that the hardness would be given by
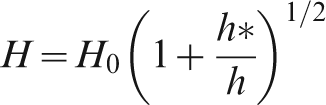
a indentation size effect in copper thin film on silicon and b replot of data in a to allow linear fit of Nix–Gao equation showing importance of strain gradient plasticity in form of geometrically necessary dislocations
Effect of copper grain size
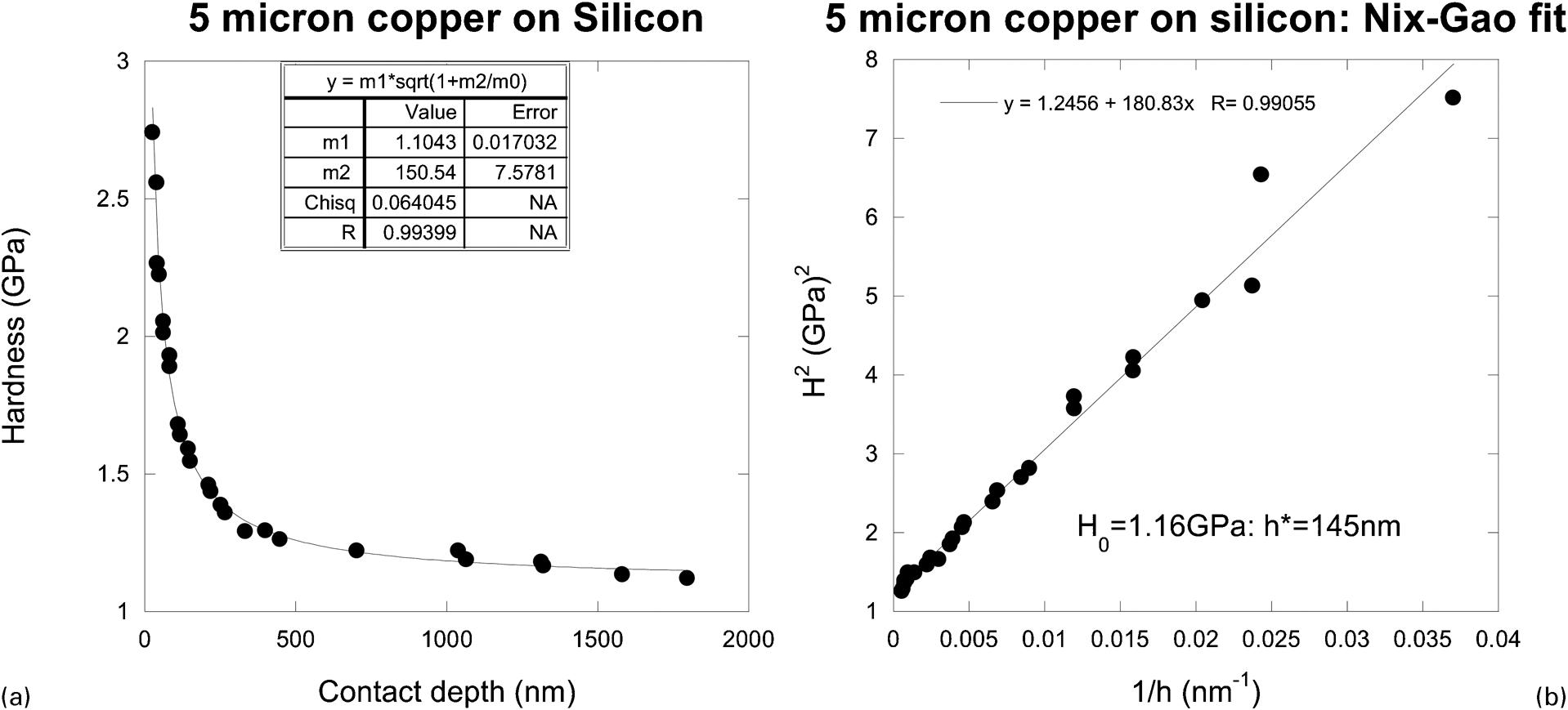
The hardness of the annealed ultrafine grained copper as a function of grain size is shown in Fig. 4; AFM scans of the surface were made before testing, and indentations were positioned as close to the centre of each grain as possible. The data in Fig. 4 were obtained under displacement control and are presented at two different maximum displacement values, i.e. 50 and 200 nm. At small grain size, the hardness increases as the grain size is reduced, as might be expected from the Hall–Petch behaviour, but remains relatively constant at large grain size. The transition between the two regimes takes place at a higher grain size for larger indenter penetration. Plotting hardness against the inverse of the square root of grain size (Fig. 4b) shows that a linear fit may be made to the data for small grains for both indenter displacements, showing a polycrystalline behaviour, but that there is also a constant hardness regime for both test conditions that implies single crystal behaviour. The transition between the regimes occurs at a grain size of 250 nm for the 50 nm displacement test. At this point, the diameter of the impression is ∼280 nm, and the radius of the plastic zone determined from equation (2) is 418 nm. For the 200 nm displacement tests, the transition occurs at ∼1·6 μm grain size. In this case, the radius of the plastic zone is 880 nm, and the width of the impression is 1·2 μm. These data are consistent with the material showing single crystal-like behaviour when the plastic zone associated with the indentation is confined within an individual grain and then Hall–Petch behaviour when multiple grains are included in the plastic zone. Taking the indentation response at the first data point with clear polycrystalline behaviour at both indentation depths, the plastic zone size only increases by 20, which takes it into the nearest neighbour grains but not beyond. Thus, the continuum behaviour implied by the Hall–Petch behaviour is achieved by 6–10 grains in a typical polycrystalline copper sample tested here. For the lower penetration tests where the indentation size is smaller, errors with aligning the indentation in the middle of the grain make the comparison of grain size and plastic zone radius more unreliable.
a variation in hardness with grain size for 5 μm thick copper films tested under displacement control for two different maximum penetrations and b Hall–Petch plot of data in a
Effect of load function and hardness measurement method
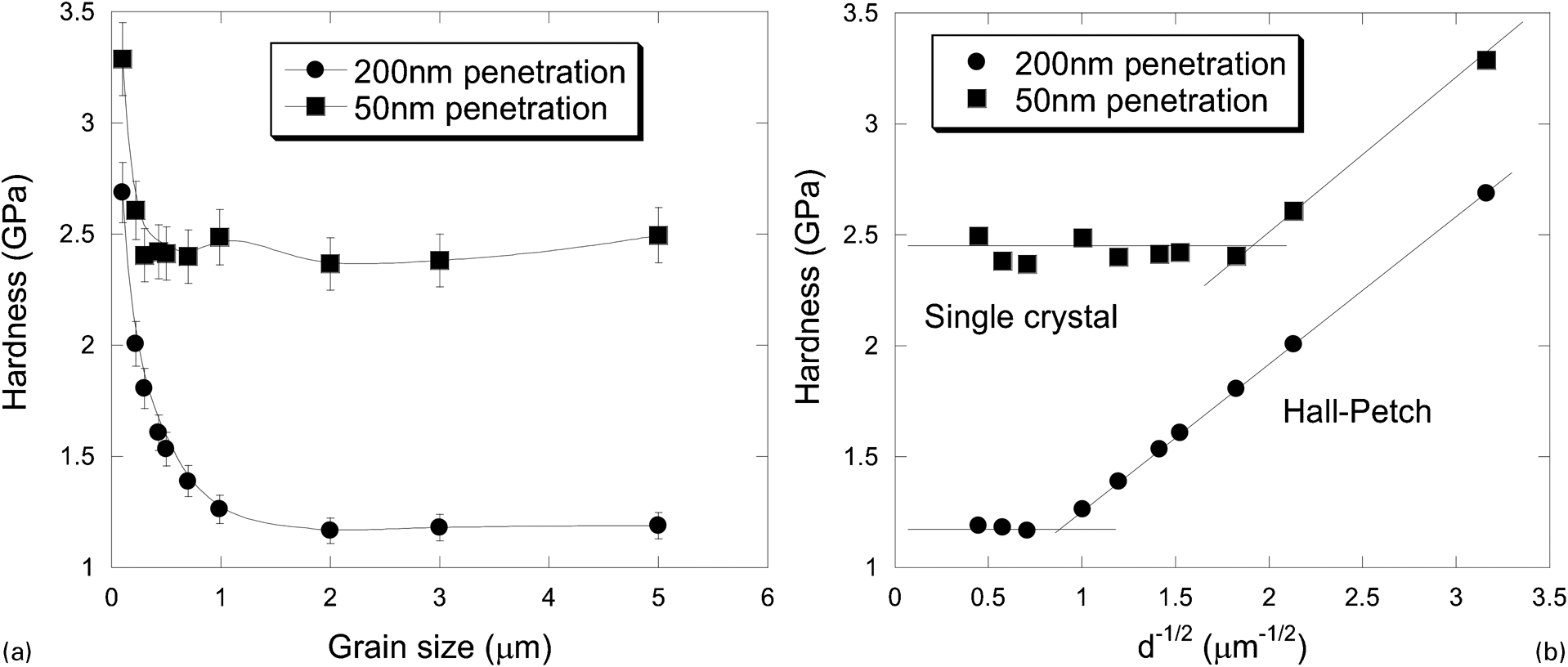
In order to test the hardness of the 800 nm thick copper coatings on silicon tested here independent of the substrate, the maximum penetration of the indenter needs to be <10 of the coating thickness (i.e. 80 nm). In fact, a reasonable measure of hardness is achieved when the maximum indenter penetration is 185 nm, i.e. 23 of the coating thickness, but only if the hardness is determined from AFM measurements of the contact area rather than by the Oliver and Pharr method. 7 The reason for this is the effect of pile-up together with an elastic contribution to the hardness from the substrate elastic properties when determined by the Oliver and Pharr method since this relies on the stiffness of the unloading curve to determine the contact depth. 12 At 50 nm indenter penetration, the diameter of the plastic zone is 280 nm, as mentioned in the previous section. Since the mean grain size for the copper coatings on silicon is ∼450 nm, this means that at this contact scale, it is likely that individual grains will be tested, and there will be considerable scatter in the results from single indents. This is illustrated in Fig. 5. Thus, to get a smooth curve of hardness versus indentation depth, a multicycling approach was adopted where all indents in a single test are in the same position in one grain. In the present study, 10 multicycling indents were performed on 10 typical grains, and the results were averaged to give the curves in Figs. 5–7.
Variation in hardness with contact depth for a number of single indents in an array on sample surface when compared with multicycling indentation in single grain: there is much greater scatter in single indent case
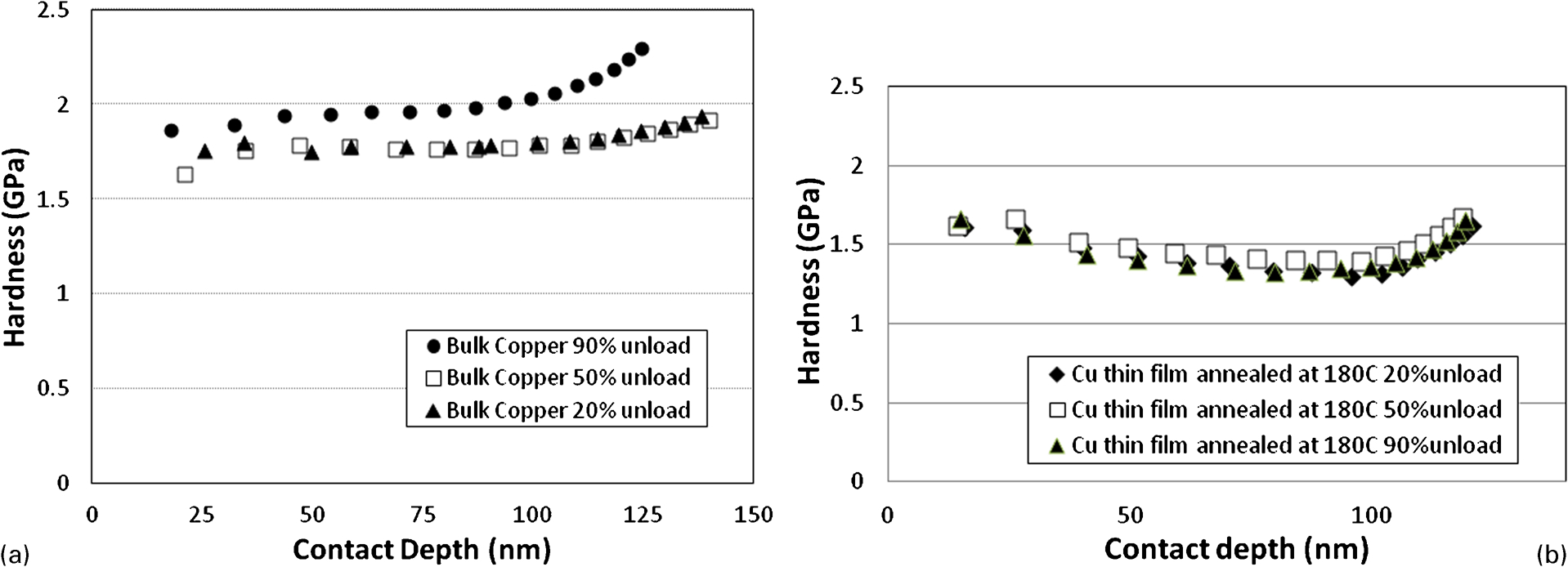
Variation in hardness with contact depth for a large grained bulk copper and b 800 nm copper coating on silicon annealed at 180°C as function of multicycling load–unload function: unloading to >50 results in increase in hardness due to changes in pile-up geometry
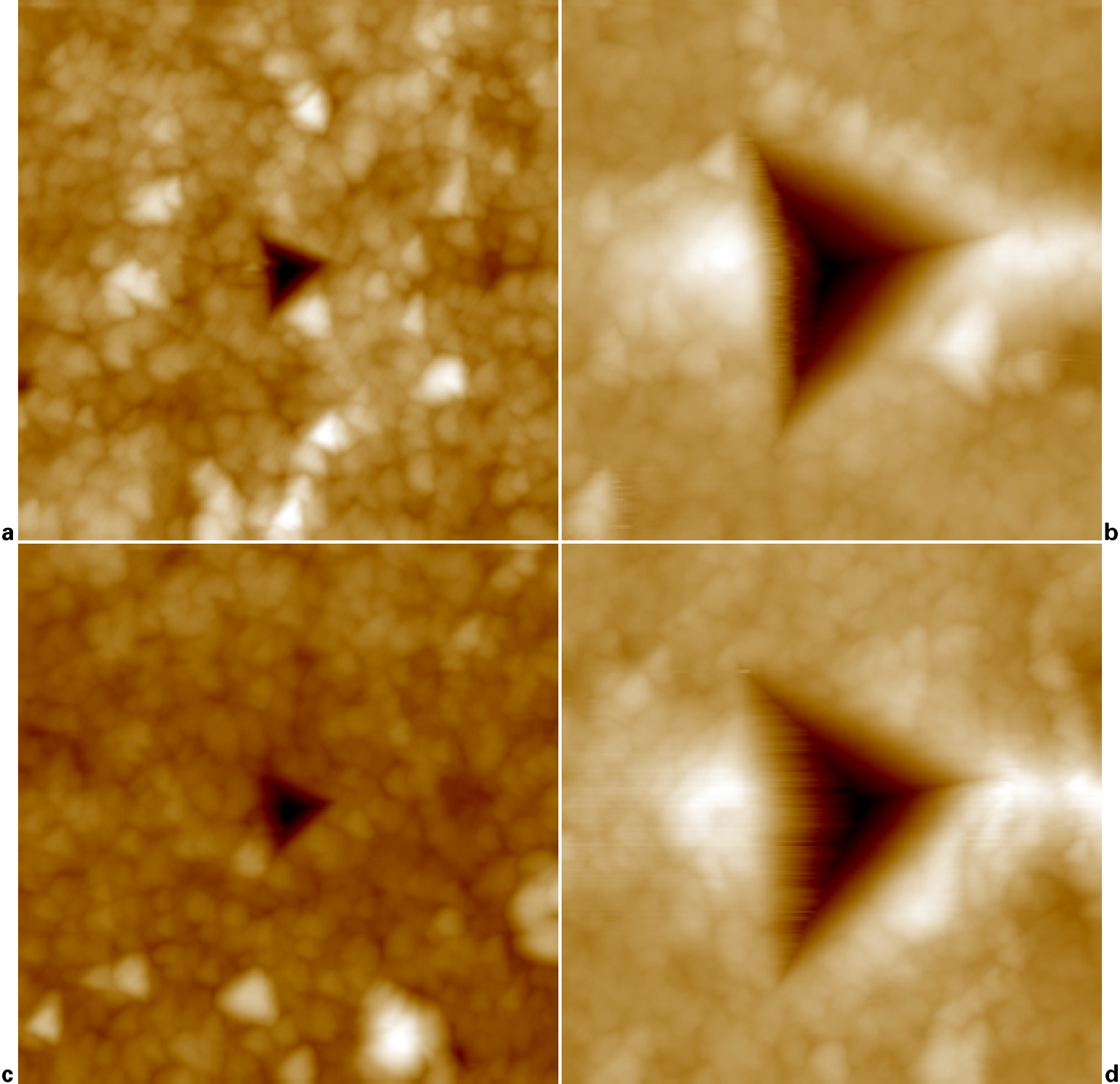
Images (AFM) of indents in 180°C annealed 800 nm copper on silicon in a, b 20 and c, d 90 unloading multicycling: low load indents a and c are 60 nm deep and show little pile-up, whereas higher load indents are 120 nm deep and show considerable pile-up; pile-up is enhanced in 90 unload samples compared with those tests with 20 unload
The effect of pile-up on the measurement is not clear in the single indent data due to the amount of experimental scatter. However, in the multicycling data, there is an increase in hardness at the highest contact depths, which is attributed to pile-up. The pile-up increases the load supporting area of the impression, but this occurs above the original sample surface. The Oliver and Pharr method only accounts for elastic depression of the surface from the original surface position in calculating the contact depth and, hence, contact area, thus underestimating both, leading to an overestimated hardness value.
The extent of pile-up and the value of hardness measured also depend on the percentage unloading used in the multicycling test (Fig. 6). Unloading to 20 or 50 peak loads produces almost identical results in bulk copper, whereas unloading to 90 results in an increase in hardness (Fig. 6a). This is probably due to the fact that the backstresses on dislocations during 90 unloading allow a greater degree of rearrangement than for lower percentage unloading. There is some evidence for this in Fig. 6a, since the hardness at 90 unload increases at higher penetrations to a much greater extent than for the other percentages, and post facto AFM analysis shows that the extent of pile-up has increased. The hardness of this bulk copper sample is higher than that often observed for pure bulk copper. This is because oxidation has occurred during sample storage before nanoindentation testing; the testing was performed almost a year after the samples were originally prepared. Since copper does not have a protective oxide, oxygen diffuses into the surface of the bulk copper sample, providing a barrier to dislocation motion and resulting in an increase in hardness.
A similar effect is seen for the copper coating on silicon annealed at 180°C (Fig. 6b). The difference between the results from different unloading percentages is less marked, but in this case, the 50 unload produces slightly higher hardness. The behaviour is very dependent on the grain structure of the coating, which is now of smaller size than the indent, and will affect the dislocation relaxation processes (Fig. 7). Again, there is little or no pile-up at low indentation depths. At high contact depths, the pile-up dramatically increases the hardness compared with bulk copper; this is because the silicon substrate beneath copper does not plastically deform, and copper is extruded from beneath the indenter during the indentation cycle. There is a slight increase in hardness at low penetration depths due to the indentation size effect, which can be seen because these copper films exhibit minimal oxidation.
Effect of annealing
In general, as might be expected, the hardness of copper metallisation on silicon is reduced as the annealing temperature is increased (Fig. 8). Electron backscatter diffraction measurements of the grain size of the coatings show that there is little or no change in the average grain size of the coatings after annealing, so this softening is expected to be dominated by the reduction in defects within copper grains.
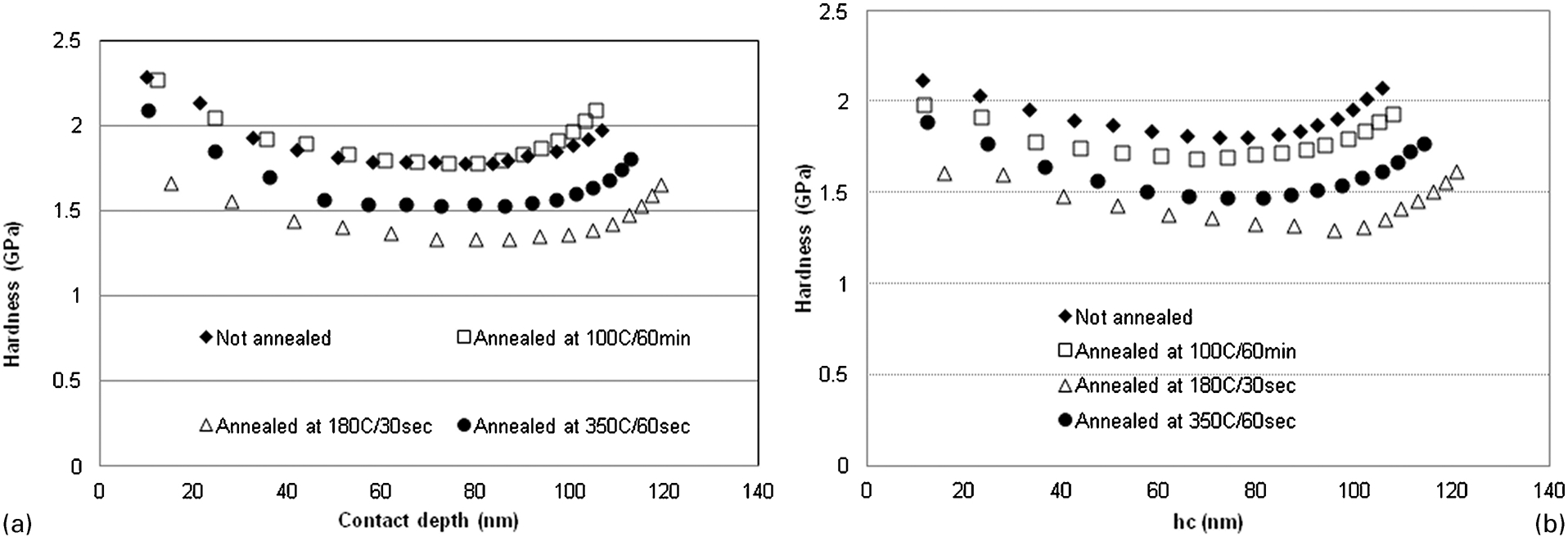
a 90 unload multicycling analysis; b 20 unloading multicycling analysis
In fact, there is a slight change to the microstructure of the coatings that is apparent with a more detailed analysis of the EBSD data. Although the average grain size is not changed, the grain size distribution is affected. There is a reduction in the amount of fine grained material as the annealing temperature is increased to 180°C but little or no change in crystallographic texture (Fig. 9). At 350°C, there is an increase in the {111} component of the coating texture, implying that some grain growth of (111) oriented grains has occurred at the expense of other orientations. Since the recrystallisation temperature of copper is between 200 and 400°C, depending on defect content, this is not surprising.
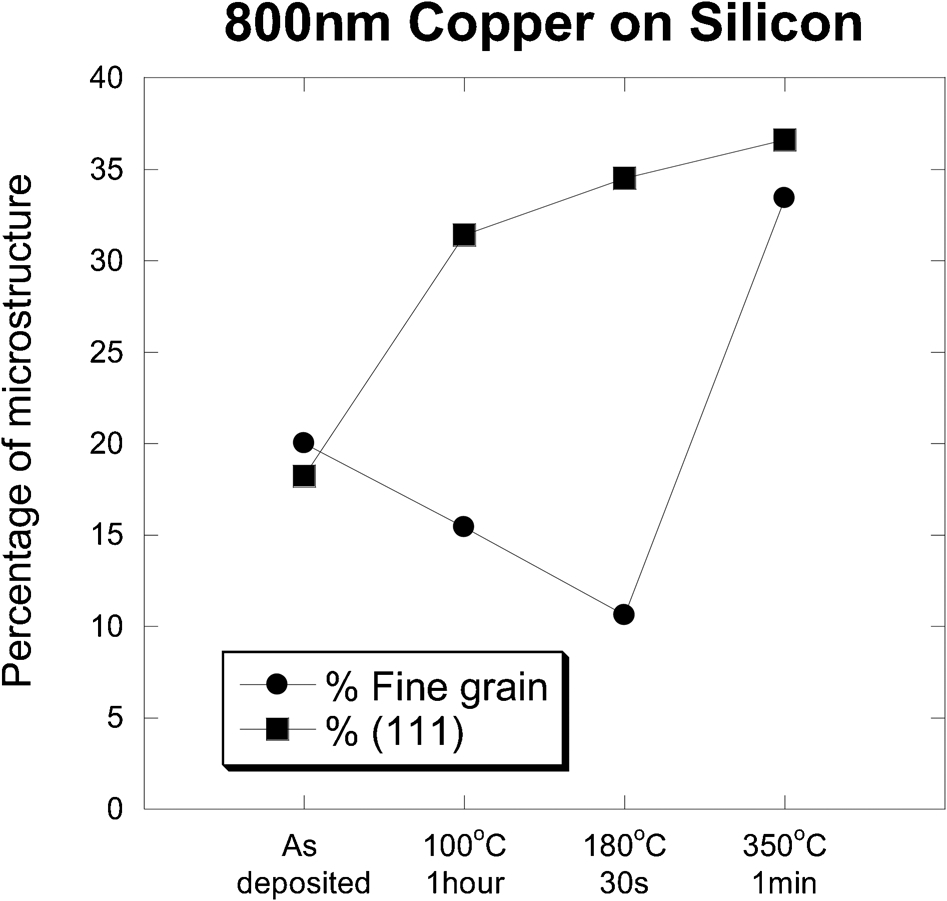
Percentage fine grain material and (111) texture in copper films as function of annealing conditions: data were obtained from 10×10 μm areas using EBSD
Effect of sample dimensions
One micrometre wide lines were patterned into 800 nm copper coatings on silicon by two different process routes, etching of blanket copper films and a damascene process involving etching of 800 nm deep trenches into silicon, filling with copper and then chemomechanical polishing. The copper deposition process was identical in each case. A line of 30 nm deep displacement control indentations was made at a small angle (10°) to the line axis to produce a hardness profile starting at the middle of the line and moving to its edge (and into silicon in the case of the damascene sample). Distances from the edge of the line (either the copper/air or copper/silicon interface) were determined from the indent positions, and Fig. 10 shows the variation in hardness with this distance. In the middle of the line, the hardnesses of the surface and damascene lines are identical, but for both samples, the hardness changes at ∼400 nm from the edge. In the case of the damascene line, the hardness increases slightly as the interface is approached and then very rapidly once the surrounding silicon is indented. This is a result of the increased constraint from the stiffer silicon. In the case of the surface line, the hardness is reduced as the edge is approached, and the constraint to deformation for material under the indenter is reduced.
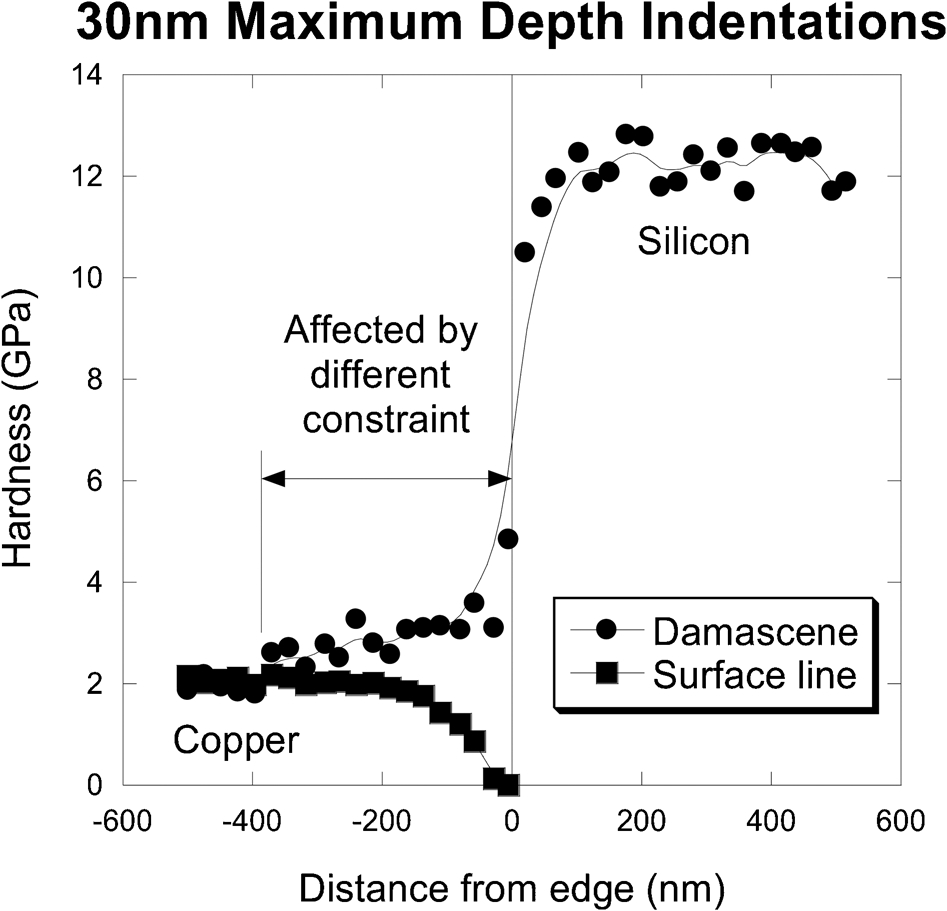
Variation in hardness with distance from edge for 1 μm wide, 800 nm thick copper lines as function of process route
For a 30 nm deep indentation, the plastic zone size according to equation (2) is ∼80 nm. Thus, the effect of the surrounding material on the indentation is apparent when the indents are spaced less than five plastic zone radii from the edge of a sample. The normal rules for the spacing of Vickers microindentations state that the minimum spacing should be three indentation diagonals to avoid interactions (i.e. six times the indentation radius). In the copper films tested here, the plastic zone radius is 50 bigger than the impression radius, so indents need to be spaced at least four times the plastic zone radius to avoid interaction. The data in Fig. 10 are consistent with this criterion. The practical consequence of this is that it is impossible to measure the hardness of lines with widths of <250 nm with a 30 nm maximum displacement indent in the copper deposited in the present study. Impressions that show a minimal indentation size effect have a maximum depth of 60–80 nm and a plastic zone radius of 264–352 nm, and the minimum line width that can accurately be measured is ∼1 μm.
Discussion
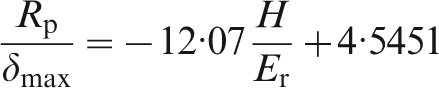
The original Nix and Gao analysis 11 for copper was based on indentations, which were >100 nm deep in copper. The results for bulk copper in Fig. 1 cover a similar load range but include some lower penetration data. The h* values reported by Nix and Gao for bulk copper single and polycrystalline materials are considerably higher than reported here, being 1·6 μm for copper single crystal and 464 nm for a polycrystalline sample. The value of h* is proportional to the reciprocal of the statistically stored dislocation density,11,13 so the lower value reported here suggests that the annealing process used was not sufficient to remove the majority of cold work introduced during rolling. In fact, it has been observed that the increase in hardness as the contact depth is reduced in nanoindentation tests is slower than that predicted by the Nix and Gao model. 13 This can be seen in a plot of H 2 versus 1/h for one of the annealed copper coatings tested here (Fig. 11). At high penetration depth (low 1/h), pile-up affects the data, but an approximately linear region consistent with Nix and Gao is observed at intermediate values. For the smallest indents, the Nix and Gao model greatly overestimates the measured data; this is the region where rounding of the tip distorts the data.
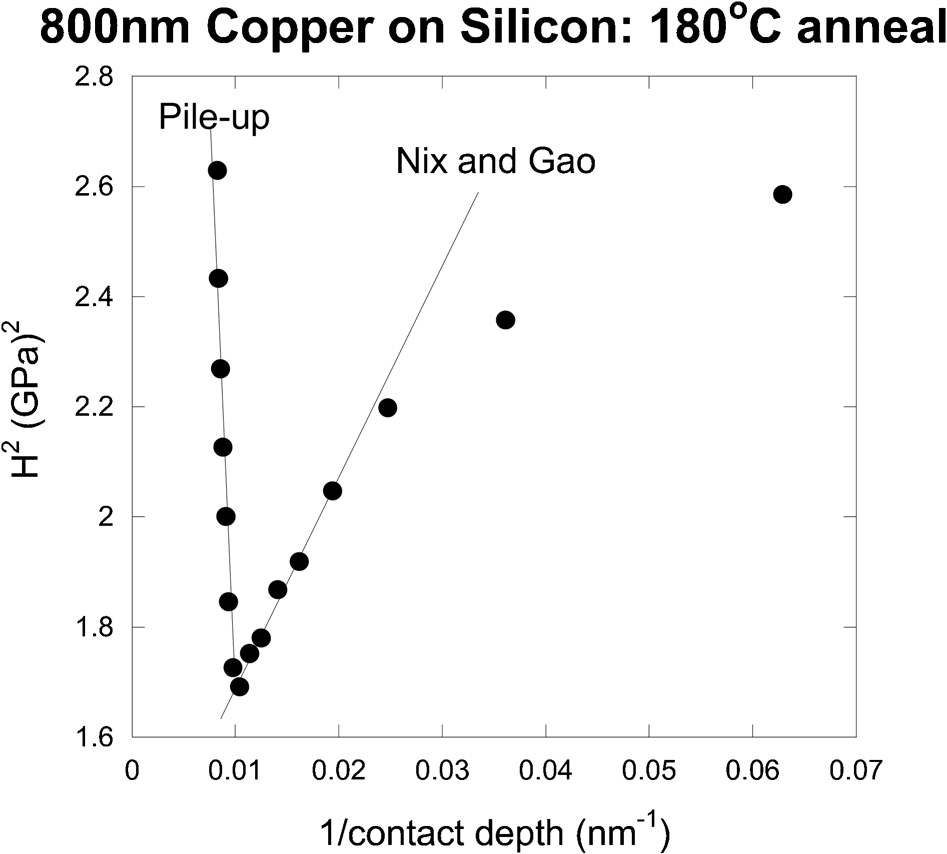
Plot of hardness squared against reciprocal of contact depth for 800 nm copper on silicon after annealing at 180°C for 30 s: data were obtained in multicycling tests using 20 unload
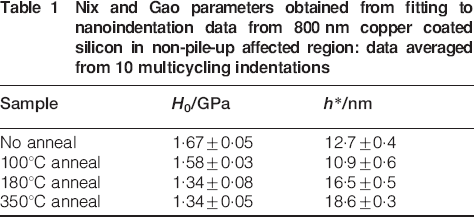
Values of h* obtained from linear fits to the higher load indentation data not affected by pile-up in these coated samples increase with annealing temperature, which is consistent with the removal of dislocations by annealing, a fact that is confirmed by the concomitant reduction in constant hardness (Table 1). The absolute values for h* are even lower than observed for the bulk material tested here, implying that the dislocation density remains high even after annealing.
Nix and Gao parameters obtained from fitting to nanoindentation data from 800 nm copper coated silicon in non-pile-up affected region: data averaged from 10 multicycling indentations
The effect of contact size on the Hall–Petch behaviour of polycrystalline copper was previously observed by Hou et al. for spherical indentations. 14 In their work, there was a clear transition from single crystal-like behaviour to polycrystalline behaviour when the size of the impression was equal to the size of the grain. The use of a sharp indenter in the present study modifies the behaviour a little; the size of the impression remains smaller than the grain size, but it is now the size of the plastic zone (which is bigger than the impression size), which controls behaviour.
The observation that the hardness behaviour in a multicycling study depends on the amount of unloading in each cycle raises a key question if the data obtained by the continuous stiffness method are to be compared with that from static indentations at different contact scales. The fact that 20 and 50 unloading give similar results for bulk copper and are, perhaps, the closest to the CSM suggests that valid comparisons can be made between CSM and multicycling tests. However, the increased hardness and enhanced pile-up when multicycling with 90 unloading is used imply that no valid comparison with CSM is possible, but it does allow comparison with single indents up until the time that pile-up becomes significant (Fig. 5).
Pile-up is greatly enhanced when testing soft coatings on a hard substrate such as silicon. In such circumstances, there is a tradeoff between the reduction in indentation size effects as the contact scale increases and the increase in hardness as determined by the method of Oliver and Pharr as pile-up increases at higher contact sizes. For 800 nm copper thin films, it is unlikely that the constant hardness regime between contact depths of 60 and 80 nm represents the bulk copper behaviour; rather, it is the regime where the two processes exactly counteract each other.
Conclusions
When testing copper metallisation, the scale of the contact and the plastic zone produced around the impression is critical in dictating behaviour. Small impressions can give plastic zones that are entirely confined within a single grain, and approximately single crystal behaviour is observed. At larger contact scales, when plasticity propagates into neighbouring grains, then polycrystalline behaviour is observed; only 6–10 grains need to be sampled for such continuum behaviour to be seen. At low contact depths, the hardness of copper is dominated by indentation size effects, whereas at greater depths, pile-up dominates the response. To test the properties of submicrometre copper coatings on a hard substrate, it is likely that the test conditions used will produce data that are strongly affected by size effects, and these must be included in any analysis of the data.
Footnotes
Acknowledgements
The authors would like to thank P. Carrick for assistance with the EBSD measurements. The present work was supported, in part, by the EU Pullnano programme.