
Abstract
To develop new steels that exceed the ballistic resistance, strength and toughness of current naval ship steel plates, we designed optimally quenching–lamellarising–tempering treated low carbon 10Ni steel plates. These plates displayed exceptional properties in all aspects; when compared to the widely used HSLA-100 steel plates, they showed superior toughness and an improvement of over 15 in strength and 20 mm fragment simulation projectile ballistic limit V50. A preliminary vibrating sample magnetometer study on the effect of quenching–lamellarising–tempering process and dynamic deformation on the microstructure evolution of the 10Ni steel during ballistic impact was valuable to our understanding of the steel. The data led us to conclude that dynamic deformation during ballistic perforation induced an austenite to martensite phase transformation, which improves the global dynamic plasticity and ballistic resistance of the steel target. This mechanism, similar to the transformation induced plasticity effect, can be appropriately named ballistic induced plasticity. Characteristics of the microhardness maps of the sectioned craters created by ballistics are consistent with ballistic induced plasticity.
Keywords
Introduction
The ballistic perforation of steel targets is a complex process that includes global dynamic deformation, local instable adiabatic shear deformation, strain hardening, phase transformation and various separation and failure modes.1–3 Targets behave differently depending on the configuration and characteristics of the target and threat, as well as the ballistic impact velocity and striking angle.2,4,5 Consequently, there is no universal relationship among microstructure, conventional mechanical properties and ballistic resistance V50. For example, higher hardness enhances the resistance of steel targets to armour piercing ballistic penetration but weakens their resistance to fragment simulation projectile (FSP) ballistic perforation.6–14 This makes the development of new steels of superior ballistic resistance a difficult task.
We began by conducting extensive chemical composition, processing, structure, mechanical property and ballistic performance studies on a series of existing and newly designed low carbon, 2·5–10Ni steels. An optimally quenching–lamellarising–tempering (QLT) treated low carbon 10Ni–Mo–V steel that substantially outperformed the HSLA-100 steel was developed. More importantly, the key microstructure, i.e. fine and dense austenite precipitates in a strong and ductile ferrite matrix, was identified as the cause of the improvement in ballistic resistance. However, only a few highlights of the steel development will be described here. Instead, the focus will be on presenting how analysis of the microhardness maps of sectioned craters of ballistic samples coupled with vibrating sample magnetometer (VSM) austenite volume fraction measurements resulted in the development of the underlying theory of how this optimally QLT treated low carbon 10Ni steel can exhibit superior overall properties.
Materials and QLT process
Four optimally QLT treated ballistic test plates of the low carbon 10Ni steel were cut from 200 kg vacuum induction melted laboratory heats with a nominal composition of 0·10C, 10Ni, 1·0Mo, 0·08V, 0·60Mn, 0·60Cr and other trace elements.15 The ingot dimensions were ∼20×20×64 cm. The ingot was homogenised at 1260°C for 7 h in a gas fired furnace under a flow of protective nitrogen gas. It was then hot rolled into a 25 mm thick and 203 mm wide plate with a finish rolling temperature of 815°C. The hot rolled plate was air cooled to ambient temperature and cut into 305 mm long pieces.
After an extensive QLT process optimisation study utilising metallographic characterisation as well as tensile and Charpy impact tests, an optimal process was determined and used to heat treat the four ballistic testing plates. The optimal QLT treatment consists of water quenching from 800°C, a first intercritical heating (L process) at 630–660°C, a water cool, a second intercritical heating (T process) at 570–600°C and a final water cool.
The group of low carbon 2·5–10Ni steel samples with various compositions used in the present study for comparison was heat treated with either quenching and tempering (QT), quenching and lamellarising (QL) or suboptimal QLT process. Some of the samples were designed by Concurrent Technologies Corporation and QuesTek Innovations.16
Results
Ballistic and mechanical test results
The FSP ballistic tests (20 mm) were conducted on a group of four ballistic test plates of the optimally QLT treated low carbon 10Ni steel and a group of >50 ballistic plates cut from non-QLT 2·5–10Ni steels and QLT 4·5–6·5Ni steels. The nominal dimensions of the ballistic test plates were 25×203×305 mm, and one 20 mm FSP ballistic limit V50 was obtained from each test plate. The tests were performed by the US Army Aberdeen Test Center in accordance with MIL-STD-662E17 and MIL-DTL-12560J.18 The ballistic limit V50 may be defined as the average velocity of an equal number of the highest partial penetration velocities and the lowest complete penetration velocities that occur within a specific velocity spread. In the data presented here, the measured ballistic limit V50 was normalised to the ballistic limit of a baseline HSLA-100 (2·5Ni) steel sample and termed the V50B. Tensile properties and low temperature (−120°F) impact toughness data were measured either on small pieces cut from the tested ballistic plates or small coupons heat treated with the ballistic plates.
The test results are summarised below (Fig. 1, ballistic limit V50 results versus mechanical properties). The optimally QLT treated 10Ni steel outperforms all the other plates, displaying a substantially higher ballistic limit V50 at a substantially higher strength level, contradicting a commonly observed reverse correlation between FSP ballistic limit and strength of steel plates.5,9,10,14,15 These plates displayed exceptional overall properties, including an improvement of >15 in both 20 mm FSP ballistic limit V50 and strength, as well as superior toughness, when compared to the widely used HSLA-100 steel plates.

Comparison of 20 mm FSP ballistic limit V50 versus mechanical property plots for optimally QLT treated 10Ni steel and various other steels illustrating superiority of optimally QLT treated 10Ni steel
Effect of microstructure on ballistic limit
From the metallographic observations, it was clear that the austenite precipitates were controlling the ballistic performance. Figure 2 shows the microstructures of three low carbon 10Ni steel ballistic samples treated with a QT process, a QL process and an optimal QLT process. There are obvious differences in the amount, size, shape and distribution of austenite precipitates, which correlate with the significant differences in the ballistic limit V50. The QT treated sample has a microstructure consisting of tempered lath martensite (Fig. 2a) and exhibits a low 20 mm FSP ballistic limit of 82V50B. The QL sample (Fig. 2b) shows long rods consisting of mixtures of martensite and austenite (M+A), which indicate that austenite rods first formed during intercritical heating (L process) and then partially transformed to martensite (not revealed in the SEM image) in the subsequent cooling, improving the ballistic limit to 99V50B. In the optimally QLT treated sample, the long (M+A) rods that formed at the first intercritical heating process (L process) further decomposed into finer austenite particles and a ferrite matrix in the second intercritical heating process (T process), as shown in Fig. 2c, resulting in a superior ballistic limit of 118V50B. The trend described here is the first to directly and quantitatively correlate the amount and morphology of a single microconstituent, i.e. the austenite precipitates, with the FSP ballistic limit of steel targets. This correlation was also observed among QT, QL and QLT samples of 4·5 and 6·5Ni steels. Extensive microstructure evolution analyses using various techniques (optical microscopy, SEM, TEM, X-ray diffraction, electron backscatter diffraction, energy dispersive spectroscopy, electron energy loss spectroscopy, 3D atom probe, etc.) have been performed in the present study by the author and collaborators and will be presented elsewhere.
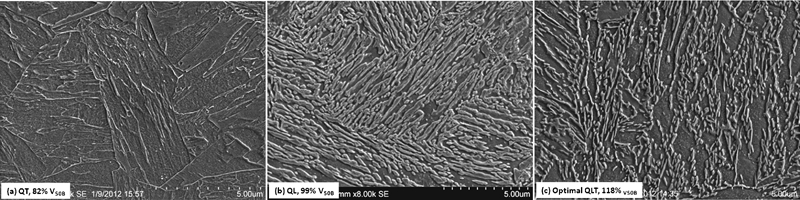
a QT treated 10Ni ballistic sample (tempered lath martensite), b QL treated 10Ni ballistic sample [long (M+A) rods in ferrite matrix] and c optimal QLT treated 10Ni ballistic sample (fine austenite precipitates in ferrite matrix)
Ballistic induced austenite to martensite transformation
The exceptional performance of our candidate steel warranted further study of the role of microstructure evolution during ballistic impact and deformation behaviour of each microconstituent in determining the ballistic resistance of the sample.
As a preliminary effort, a VSM was used to measure the austenite volume fraction of several small samples cut from a tested ballistic plate BP76, which was optimally QLT treated and displayed a 20 mm FSP ballistic limit of 118V50B. The VSM sample BP76S was cut from a shoulder section of a statically tested tensile sample taken from an unimpacted area of the plate and thus represented the original microstructure formed by the optimal QLT process. For comparison, sample BP76G was cut from the elongated section of the same tensile sample and therefore was representative of a statically deformed condition. Sample BP76D was removed from a severely deformed area in the ballistic crater 1P, representing the condition caused by a projectile striking at the plate's V50 speed. Sample BP76N was cut from the other shoulder section of the tensile sample, reaustenitised and liquid nitrogen quenched. The locations of these four VSM samples are indicated in Fig. 3. The optimally QLT treated BP76 contains an initial austenite volume fraction of 19. The content decreased to 9·5 after deformation in a static tensile test and was nearly undetectable after the ballistic test (Table 1). These changes in austenite volume fraction are informative of the phase transformation and deformation mechanism of the ballistic testpiece. The dynamic deformation caused by ballistic impact likely induced an austenite to martensite phase transformation that enabled improved ballistic performance of the target plate.
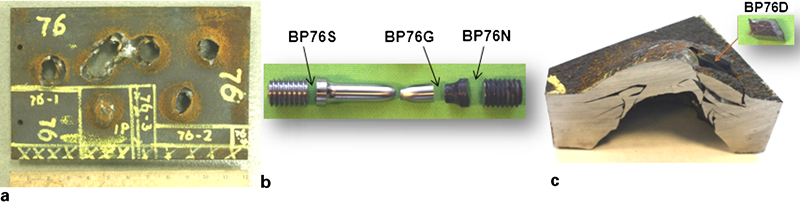
Locations of VSM samples cut from optimally QLT treated ballistic plate BP76 of low carbon 10Ni steel
Vibrating sample magnetometer measurements of volume fraction of austenite

Ballistic induced plasticity (BIP) intuitively revealed by microhardness maps
These magnetometer results indicate that there must be a critical time window during the microstructure evolution that affects the deformation behaviour of targets. The spatial microhardness distribution of deformed targets was measured by mapping microhardness measurements onto the transverse sections of ballistic craters. One crater from each of the two ballistic plates was selected for the mapping. Crater BP76-1P was cut from ballistic plate BP76, which was optimally QLT treated and exhibited a ballistic limit of 118V50B. Crater BP05-9 was cut from ballistic plate BP05, which was QL treated with a ballistic limit of 89V50B. In other words, the 33 higher 20 mm FSP ballistic resistance of BP76 relative to that of BP05 is due solely to the differences in their heat treatments (both samples are low carbon 10Ni steels with nearly identical chemical composition). The crater for each plate was created by a projectile at its respective V50 speed, meaning that the striking speed of the projectile for crater BP76-1P was 33 higher than that of crater BP05-9. Microhardness measurements were made 250 μm apart with a load of 300 gf. Results were binned in 25 HV increments indicated in the key (Fig. 4).
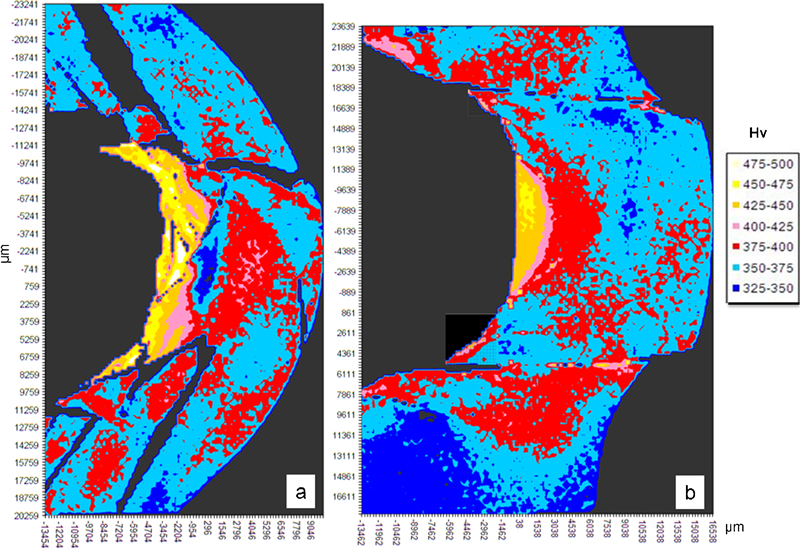
Microhardness map of sectioned crater a BP76-1P and b BP05-9 of 10Ni steel. To view a colour version of this image, please refer to the online article
These maps are plotted on the same scale, allowing for intuitive dimensional comparisons. Table 2 summarises pertinent information about these two craters before and after ballistic testing; it should be noted that these two plates had identical initial hardness.
Pertinent information about craters BP76-1P and BP05-9

The following ballistic perforation characteristics of craters BP76-1P and BP05-9 were observed:
using global thickness reduction 1–tm/ti as a simple indicator of the total amount of global dynamic deformation, crater BP76-1P underwent significantly more global deformation than crater BP05-9. In other words, crater BP76-1P absorbed far more kinetic energy of the striking projectile via global deformation than crater BP05-9
the hardness distribution map directly reflects the degree of strengthening and its spread in the crater. The strengthening can occur through either martensite phase transformation strengthening or dynamic strain hardening. Both mechanisms occur during the ballistic perforation process of a crater with substantial austenite content. As the two maps clearly indicate, the strengthening was significantly greater and spread over a larger area in crater BP76-1P than in crater BP05-9. The microhardness map findings are consistent with VSM measurements, which showed that almost all the austenite precipitates (19 vol.-) in the QLT treated crater BP76-1P have transformed into martensite during the ballistic testing. The martensite transformation enhanced the dynamic plasticity and strengthening effect, thus absorbing more kinetic energy, resulting in higher ballistic limit V50 of BP76. In comparison, based on magnetometer measurements of similar samples, the BP05 austenite volume fraction was only 5–8. This was likely the key reason it exhibited lower ballistic limit V50
the hardness map of crater BP09-5 showed local adiabatic shear bands (ASBs) that caused a plugging failure. More importantly, because the strengthening surrounding the ASBs was moderate and localised, it is evident that this type of process cannot dissipate a substantial amount of energy and results in a lower ballistic resistance for BP05. In comparison, there is no indication of the formation of ASB in crater BP76-1P, and the projectile was stopped by extensive plastic bulging of the strengthened target as it absorbed more energy
the microhardness maps were also informative of the deformation and failure sequence of the ballistic perforation process. Dynamic global deformation must occur before local ASB formation. The more dissipated the target deformation is, the less likely ASB is to occur. If the target deforms and strengthens spontaneously upon a strike, the deformation spreads quickly and widely, absorbing much of the energy of the projectile. Because there is less projectile potential energy remaining to cause ASB, the target bulges instead of forming a plug, resulting in a significantly higher ballistic resistance V50. The austenite precipitate content in BP76 was sufficient to allow the ballistic induced austenite to martensite transformation to occur. This phenomena, i.e. BIP, is the key to the improvement in the ballistic behaviour of the optimally QLT treated low carbon 10Ni steel.
Conclusions
Microhardness map analysis, coupled with VSM measurements, led to the understanding of the mechanisms underlying the superior overall properties of the optimally QLT treated low carbon 10Ni steel plates. Global dynamic deformation is initiated at the impact area and then spreads forwards and laterally. This dynamic deformation instantaneously induces an austenite to martensite transformation. These two processes mutually reinforce one another and strengthen the target. However, at a certain point during impact, the local strain and strain rate along the extended lines from the projectile edges may reach a critical combination that can cause the initiation of ASB. The target global deformation and local ASB formation are competing events of the ballistic perforation process. If the former develops quickly and extensively, the latter can be delayed or eliminated. Consequently, the target absorbs a greater amount of kinetic energy of the striking projectile and fails by ductile bulging. This type of steel target displays a higher ballistic limit V50, as was observed in the optimally QLT treated low carbon 10Ni steel target BP76. Ballistic induced martensite phase transformation and dynamic plasticity (BIP) are the key mechanisms behind the remarkable improvement in 20 mm FSP ballistic performance of the optimally QLT treated low carbon 10Ni steel.
Footnotes
Acknowledgements
Support for the present research from Dr W. M. Mullins, Programme Manager of the Office of Naval Research, Structural Metals Naval Materials Science and Technology, is greatly appreciated. The author would also like to thank Mr D. Gessleman of the Aberdeen Test Center, Dr J. B. Restorff and Mr A. V. Brandemarte of NSWCCD for their assistance with ballistic tests, VSM tests and metallography respectively.