
Abstract
The effect of solute Mg on grain size in Al–Mg alloys was investigated. Mg provides a grain refining effect for aluminium alloys that is retained until the eutectic point. While the inverse relationship between the grain size and the growth restriction factor is confirmed for hypoeutectic Mg concentrations, the monotonic increase of the latter even when the growth restriction effect gradually deteriorates evidences a rather poor correlation with the grain size in Al–Mg alloys. The correlation between the grain size and the solidification interval in Al–Mg alloys is not a good one, either. Hence, the solute effect depends on the system and appears to be too complex to be accounted for by a single parameter.
Introduction
Solute elements contribute to grain refinement as their partitioning between the liquid and solid phases during solidification slows down the growth process, thus allowing a higher fraction of these particles to initiate nucleation.1–7 The partitioning process leads to either solute enrichment or depletion, which in turn produces a constitutionally undercooled zone, activating the nuclei in front of the solidification front.1,8 The solutal effect is often described in terms of a universal growth restriction factor (GRF), which correlates well with the as cast grain size in dilute alloys.5,9–12 Other parameters have also been proposed for predicting the effect of solute elements on grain refinement.13–15 The present work was undertaken to investigate the effect of solute Mg on grain size of Al–Mg alloys and to check the correlation between the grain size and the GRF as well as the solidification interval.
Experimental
Aluminium ingot with a purity of 99·85 wt-Al and commercial purity Mg were melted in an induction furnace under flowing argon to prepare a series of Al–Mg alloys with different solute Mg concentrations. The temperature of the melts were brought to 720°C before they were finally cast into copper based permanent moulds, with a diameter of 25 mm and a height of 50 mm, for rapid solidification in order to avoid segregation. The cast samples were sectioned 20 mm from the bottom surface. Standard metallographic procedures were employed to prepare these sections for grain size measurements with the linear intercept method. Differential scanning calorimetry was employed at the same cooling rate, 30 K min−1, experienced by the samples cast for grain size measurements for a sound estimation of the solidification interval of the investigated alloys.
Results and discussion
Macro- and micrographs of the grain structures of Al–Mg alloys with different Mg concentrations, cast under identical conditions, are illustrated in Figs. 1 and 2 respectively. The coarse and columnar grains of the commercial purity aluminium are replaced with smaller equiaxed grains when alloyed with Mg, improving the grain structure in a profound way. The reduction in average grain size from over 2 mm in the former to ∼500 μm implies over a fourfold refinement of the grain structure already at 2 wt-Mg. In the meantime, the dendritic features are predominant, suggesting that the growth morphology has changed from planar to dendritic (Fig. 2). Increasing Mg concentration offers further grain refinement. However, it takes much more, as much as 30 wt-Mg, to achieve in the Al–2Mg alloy the same level of grain refinement produced in the commercial purity aluminium with 2 wt-Mg. Finally, the average grain size in the Al–32Mg alloy is 106±14 μm. The primary α(Al) grains appear as discrete particles separated by the eutectic phase owing to the marked increase in the volume fraction of the eutectic phase in this Mg rich alloy. The underlying issue in Figs. 1 and 2, however, is the decreasing grain size with increasing Mg until the eutectic composition.

Grain structures of Al–Mg alloys with different Mg concentrations
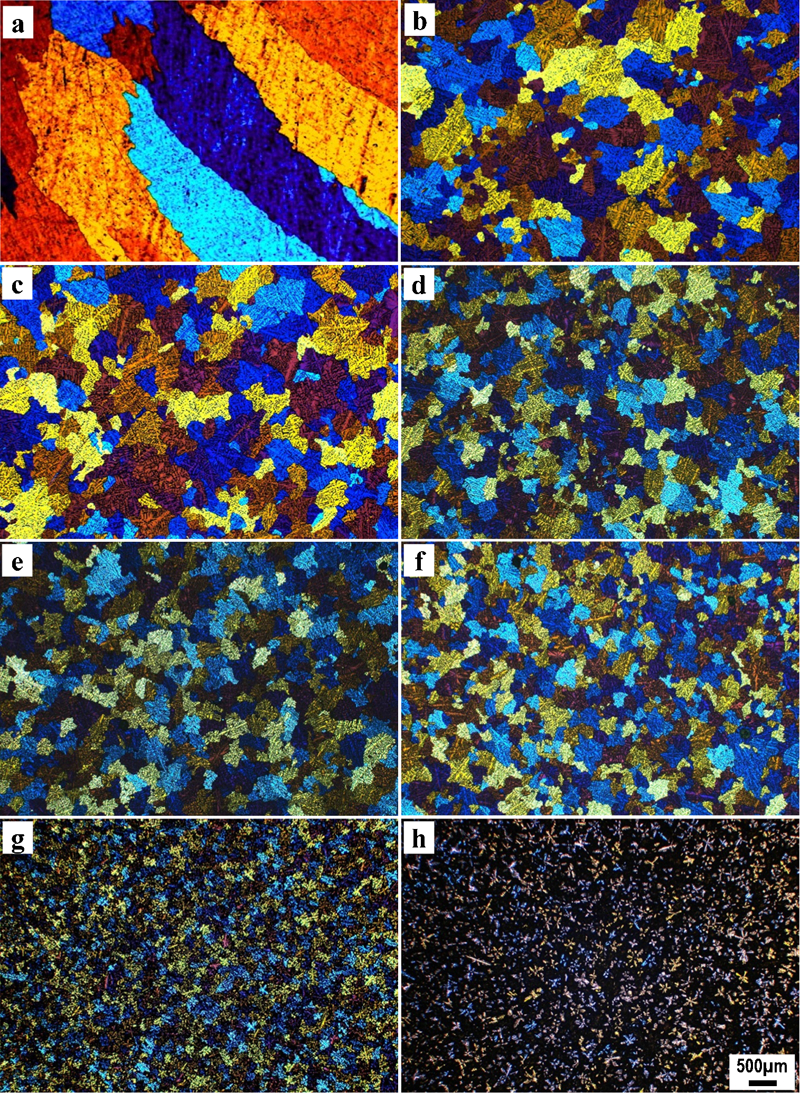
Grain structures of Al–Mg alloys with a 0·06, b 2, c 3·6, d 7·7, e 10·2, f 17·3, g 23·3 and h 32·0 wt-Mg
The favourable impact of Mg on grain size is clearly that of a solute since α(Al) is the first phase to crystallise out of the melt during solidification in the present series of Al–Mg alloys. The solutal effect is often described in terms of GRF,1–3,9–11 a measure of the growth restricting effect of solute elements on the rate of the solidification front as it advances into the melt. For an alloy with a bulk composition of c0, GRF is expressed as GRF = mc0(k–1), where m is the slope of the liquidus, and k is the partition coefficient between the equilibrium concentrations of the solid and liquid at the solid/liquid interface.10,11 A large GRF evidences the potential of a growing α(Al) grain to generate sufficient constitutional undercooling to facilitate further nucleation in the surrounding melt more quickly than an alloy with a small GRF. The rate of spherical grain growth is, thus, inversely proportional to the GRF.
The change in the measured grain size in Al–Mg alloys with the GRF, estimated by taking m and k values of −6·2 and 0·51,2 respectively is illustrated in Fig. 3. The inverse relationship between the grain size and the GRF is evident. The grain size exhibits a rapid initial decrease and then stays more or less steady at GRF>5. It is thus fair to claim that the growth restriction effect of Mg is substantial for Mg<2 wt- but deteriorates with increasing Mg concentration. The d versus GRF curves of Al–Si and Al–Cu alloys are markedly different with an increasing grain size beyond a critical GRF value. The claims of various researchers2,6 that the level of grain refinement is the same for the same GRF values cannot be confirmed in Fig. 3.
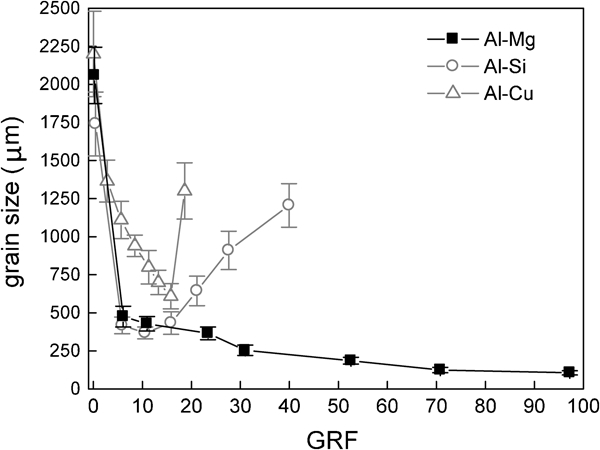
Change in grain size with GRF in Al–Mg alloys
The decrease in grain size with increasing GRF is typical in dilute alloys.2,9 Much of the earlier work claims, however, that the growth restriction effect of solutes is impaired above a critical GRF value.2 This was claimed to be due to a change in the growth mechanism of dendrites.16 The solute slows down the interface at low GRF values, as it is more or less uniformly distributed in front of the interface while at higher solute concentrations, the dendrite tips become much sharper and reject solute normal to, rather than, in the growth direction, as shown by Hutt et al. for Al–Si alloys.17 The minimum in grain size was shown to occur in a range of binary Al–Si alloys when the growth morphology changed from cellular to dendritic.18 While its link with the growth morphology was not evident, such a transition in grain size with increasing solute concentration, i.e. GRF value, was confirmed recently for Al–Si and Al–Cu binary alloys.19 One exception to this trend has been the Al–Zn system, which exhibits no increase in grain size as more Zn is added up to a GRF of 50, after the minimum grain size is achieved.20,21 The present work shows that Al–Mg system is another exception with no evidence of such a transition in grain size up to a GRF of 100. The growth restriction effect of Mg is apparently retained, albeit at a much reduced rate at >2 wt-Mg until the eutectic composition.
It is fair to claim from the foregoing that the correlation between the GRF and the grain size in Al–Mg alloys is a poor one. Other parameters, such as constitutional supercooling parameter and solute grain refining potency, were offered to predict the impact of solutes on grain size.13–15 However, none of these parameters warrant a better correlation with grain size as they are directly related to the GRF. The solidification interval was recently shown to offer a good correlation with the grain size in Al–Si and Al–Cu alloys, the latter decreasing with increasing solidification interval estimated from differential scanning calorimetry solidification scans.19 The solidification scans of the Al–Mg alloys investigated in the present work are shown in Fig. 4. Al–Mg alloys with up to 7·7 wt-Mg shows that the α(Al) solid solution is the only phase that forms during cooling from the molten state with a single exothermic signal for the solidification of the primary α(Al) phase. An additional exothermic peak is noted for the first time in the solidification scan of the Al–7·7Mg alloy, suggesting that the last volume fraction of liquid now undergoes eutectic solidification. The fraction of primary α(Al) solidification is gradually reduced with increasing Mg concentration as inferred from the relative size of the exothermic signals. A simple qualitative analysis of the solidification scans shows that the solidification interval goes through a maximum as expected. While this is consistent with the transition in grain size in the Al–Si and Al–Cu alloys,19 it makes the solidification interval an unlikely parameter to offer correlation with grain size in Al–Mg alloys (Fig. 5).
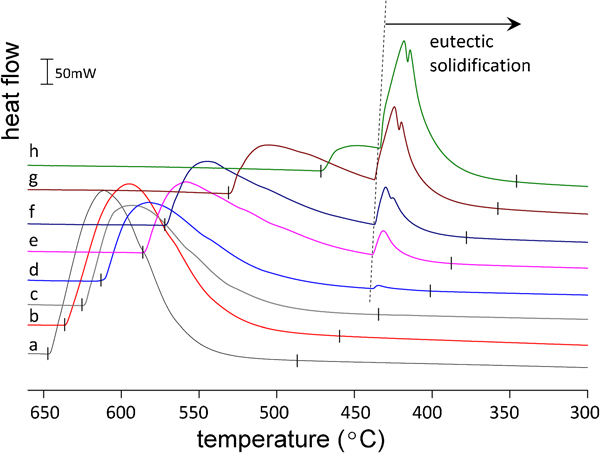
Differential scanning calorimetry solidification scans of Al–Mg alloys with different Mg concentrations
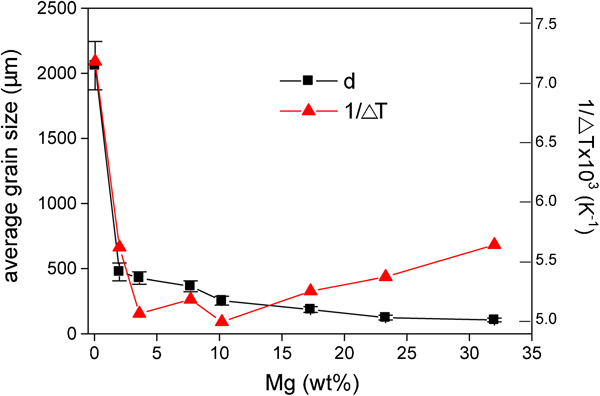
Change in grain size with solidification interval in Al–Mg alloys
Conclusions
In contrast to Al–Si and Al–Cu alloys, Al–Mg alloys do not exhibit a transition in grain size with increasing solute concentration. While the inverse relationship between the grain size and the GRF is confirmed for hypoeutectic Mg concentrations, the monotonic increase of the latter when the growth restriction effect gradually deteriorates implies a poor correlation with the grain size in Al–Mg alloys. The correlation between the grain size and the solidification interval in Al–Mg alloys is not a good one, either. It is fair to conclude that the solute effect depends on the system and appears to be too complex to be accounted for by a single parameter.
Footnotes
Acknowledgements
The financial support of TUBITAK is acknowledged.