
Abstract
The effects of thermal aging and step cooling embrittlement on the impact toughness of a reactor pressure vessel steel SA533B quenched and tempered (QT) with and without post-weld heat treatment (PWHT) have been studied. Charpy impact testings were conducted on the aged plates at 350°C for 5000 h to evaluate whether the embrittlement was induced by step cooling heat treatment. The results show that thermal aging increases the ductile–brittle transition temperature in both QT and PWHT states but dramatically decreases the upper shelf energy in QT state and has less effects on the PWHT state. By comparing the correlation between thermal aging embrittlement and step cooling embrittlement for both QT and PWHT states in steel, it is found that the step cooling heat treatment can obviously promote further embrittlement of the base metal in QT state but has little influence on the impact toughness in PWHT and thermal aged state. Further analysis indicates that the step cooling heat treatment cannot promote steel embrittlement at some heat treatment states. Finally, a new method is proposed to evaluate the degree of step cooling embrittlement of the pressure vessel steel.
Introduction
It is well known that thermal aging embrittlement is the main reason for the failure of boilers and other pressure vessel steels, and the degree of embrittlement directly determines the service life of the vessel.1 Conventionally, the treatment of long time thermal aging in some temperature was often used to obtain the embrittlement tendency of the vessel steel by comparing the changes in impact toughness.2–5 However, an obvious problem of this method is that it is very time consuming, requiring thousands of hours, or even several years. Step cooling heat treatment, as an accelerating temper embrittlement method, can make steel embrittled within 200 h and therefore is widely applied in engineering to evaluate the embrittlement tendency.6,7 In view of the mechanism of step cooling embitterment, most of the works attributed it to the segregation of P, As, Sn, etc. impurities, especially P, into grain boundaries, which directly leads to the initiation of mircocrack at the grain boundaries and consequently results in embrittled fracture along the grain boundary.6–9 The study of Yoshino and McMahon8 showed that the step cooling brittlement in low P steel is mainly because of the relatively coarse grain size (>200 μm), which was also reported by Vatter et al.,9 who found the step cooling embrittlement occurrence in coarse grain heat affected zone. Generally, under modern metallurgical conditions, the average grain size of pressure vessel steel is always controlled within 30 μm.9 It is known that the grain boundary area decreases with the grain size increasing. Therefore, the degree of segregation in grain boundaries in steel with definite impurity element concentration is relatively much higher for larger size grain, which is much likely to cause intergranular cleavage. Most recent studies involving step cooling heat treatment indicated that intergranular cleavage is caused by phosphorus segregation.7,10,11 However, it should be noted that these works all artificially add excessive amount of phosphorus (0·017–0·025 wt-) in order to explain the impurity induced step cooling embitterment. The grain size or the impurity element concentration in the above mentioned studies is far inferior to the current metallurgy level. With the metallurgy and heat treatment technology improvement in recent years, especially high purity reactor pressure vessel (RPV) steel development, the mechanism of step cooling heat treatment accelerating the steel embrittlement has obviously become a debatable issue. In the present work, a typical RPV steel SA533B was applied to investigate the correlation of thermal aging embrittlement and step cooling embrittlement, and the mechanism of step cooling embrittlement in pressure vessel steel under modern metallurgical condition is discussed. Moreover, a new method was put to attempt to evaluate the effect of step cooling embrittlement.
Experimental
Materials preparation
Steel plates were produced by Baoshan Iron & Steel Co., Ltd, in accordance with ASTM A533/A533M-09. The hot rolled plate of 130 mm thickness was reheated to 890°C, holding for 25 min and then quenched to room temperature, followed by tempering at 650°C for 0·5 h. The chemical composition and conventional mechanical properties of the steel are listed in Tables 1 and 2 respectively. The samples for tensile and impact testing were cut from the position of 1/4 or 3/4 t in the as received steel plate. The longitudinal specimens were taken.
Chemical composition of experimental steel A533B/mass-

Mechanical properties of experimental steel A533B (20°C)

Heat treatment
Post-weld heat treatment (PWHT), long thermal aging and step cooling heat treatment were carried out in an electric resistance furnace. The temperature of the PWHT was 615±5°C, holding for 16 h and then air cooled to room temperature. The heating and cooling rates above 400°C are less 55°C h−1, as shown in Fig. 1. Before PWHT, the SA533B steel is in quenched and tempered (QT) state. The detail process of step cooling heat treatment is illustrated in Fig. 2. In order to maintain temperature uniform distribution in the plate, the heating rate was no >150°C h−1.
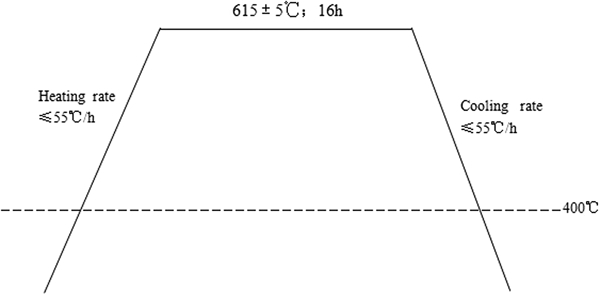
Thermal cycles of PWHT
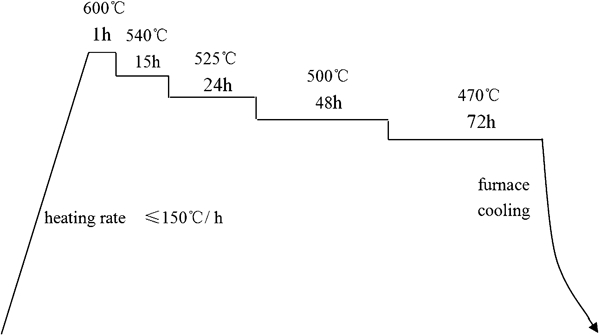
Thermal cycles of step cooling heat treatment
Mechanical property testing
Impact testing with Charpy V notch specimens of 10×10×55 mm dimension was carried out using an impact testing machine with capacity of 450 J. The testing temperature range was from −196 to 20°C. In order to have effective impact values, at least three specimens were tested at each temperature, and the average was taken as the effective value.
A hyperbolic tangent function was adopted to fit Charpy V notch impact data12,13

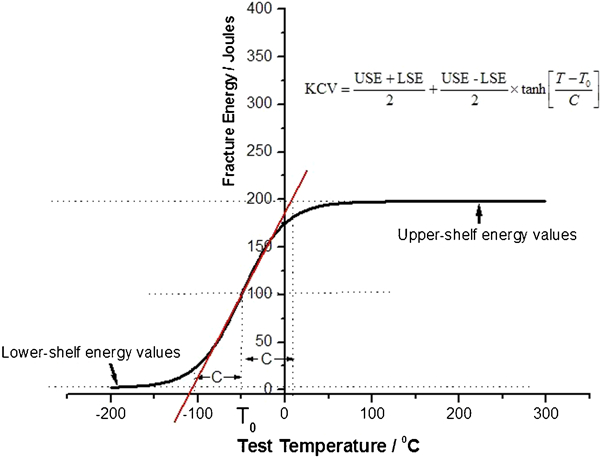
Example of tanh fitting of Charpy impact energy versus temperature transition curves
Results and discussion
Figures 4 and 5 show the evolutive tendency of USE of SA533B at 350°C aging for 5000 h for QT and PWHT states respectively. All USE values for each state material were fit with base 2 logarithm function. Clearly, they both exhibit well linear relations. The USE of SA533B QT and PWHT states decreases with the prolonging of aging time in conformity with the following two equations respectively


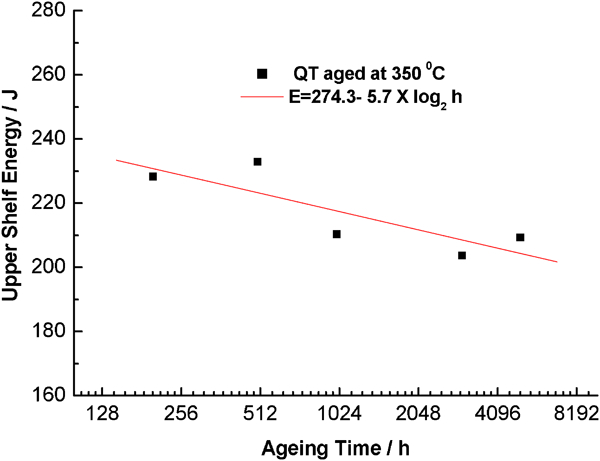
Effect of aging time at 350°C on USE of QT SA533B
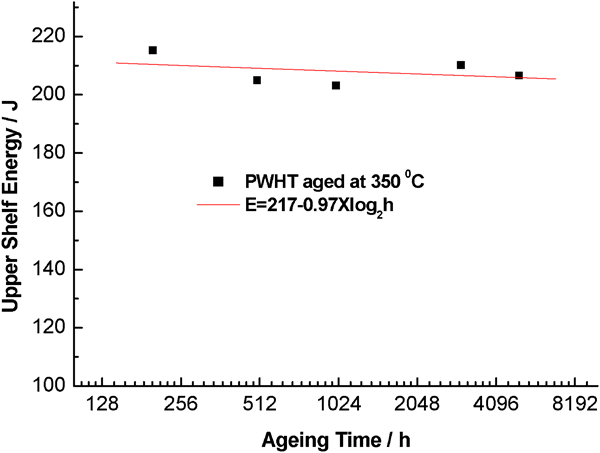
Effect of aging time at 350°C on USE of PWHT SA533B
The data 5·7 and 0·97 are the slopes of the lines of equations (2) and (3) respectively. Obviously, the USE of SA533B QT state declines faster than the PWHT state with increasing aging time.
Figures 6 and 7 show the evolutive tendency of DBTT for SA533B QT and PWHT states respectively. It indicates that the DBTT of SA533B in both QT and PWHT states increases notably with aging time, which conform to the following two relations respectively


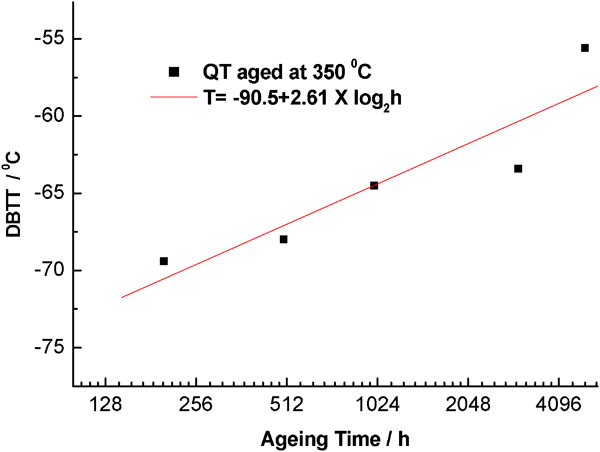
Effect of aging time at 350°C on DBTT of QT SA533B
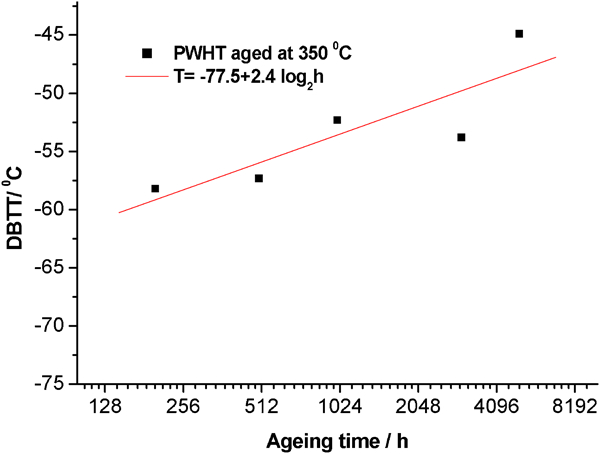
Effect of aging time at 350°C on DBTT of PWHT SA533B
It is seen from Figs. 4 7 that the thermal aging treatments at 350°C, to some extent, have effects on the USE and DBTT in both QT and PWHT states. The DBTT of both QT and PWHT states increases with the prolonging of aging time, which is quite similar to the studies of Fukakura et al.2 and Druce et al.3 Furthermore, the USEs of PWHT state are less affected by thermal aging, which is also identical to the investigation of Hudson et al.14
The impact energy as a function of temperature for QT steel and QT+step cooling (in brief as QSC) steel is shown in Fig. 8. It shows that the USE reduces to ∼12 J and DBTT approximately increases by 26°C after step cooling heat treatment. It is indicative that the step cooling heat treatment can promote QT state SA533B steel embrittlement.
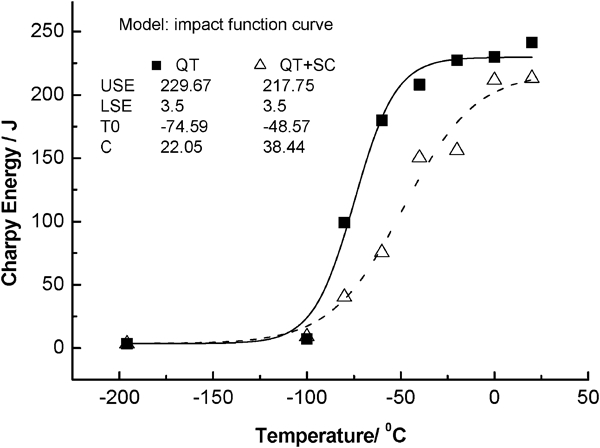
Charpy energy versus transition temperature curves of QT A533B with and without step cooling
The effects of step cooling heat treatment on the impact toughness of PWHT (in brief as SR) and PWHT then aged at 350°C for 5000 h (in brief as SRA) of the steel are shown in Figs. 9 and 10 respectively. It shows that the USE of PWHT steel decreases by ∼12 J and its DBTT decreases by 6·5°C approximately after step cooling heat treatment, as shown in Fig. 9. However, the USE of the SRA steel increases only 0·7 J, and its DBTT for step cooling heat treatment decreases to ∼6·8°C (Fig. 10). Compared with the relevant data in QT state, the step cooling heat treatment in SR and SRA states shows almost no effect on embrittlement.
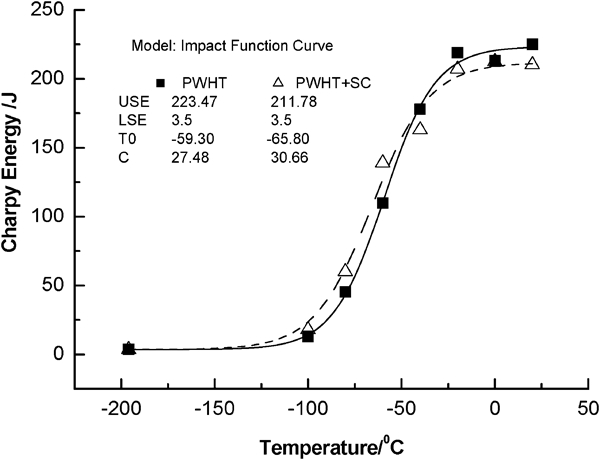
Charpy energy versus transition temperature curves of PWHT A533B with and without step cooling
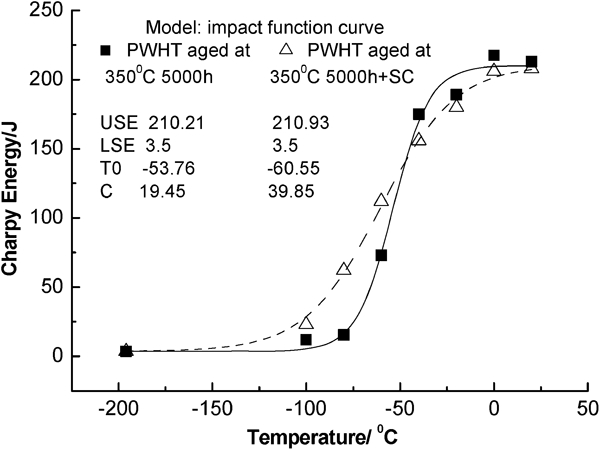
Charpy energy versus transition temperature curves of aged PWHT SA533B with and without step cooling
On the basis of the microscopic fracture model, a local fracture stress σF, which is related the microcrack size χ, can be expressed by a modified Griffith equation12,15

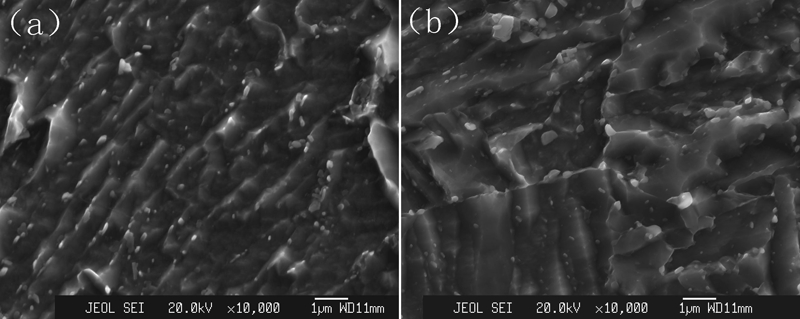
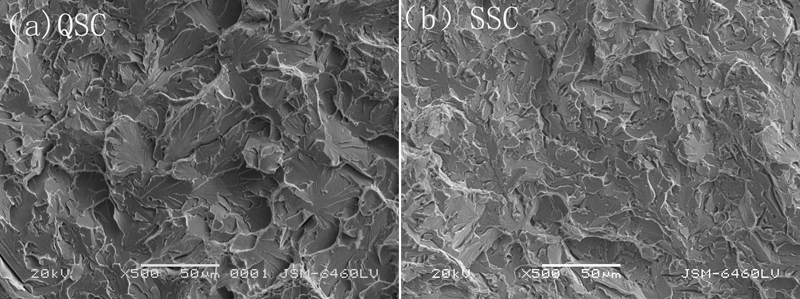
Micrographs of different heat treatment of SA533B steel
Essentially, the tempering of steel is a process of dislocation elimination and carbon diffusion. When the tempering temperature of alloy steels is below 600°C, alloy carbides do not form, because below the temperature the metallic alloying element cannot diffuse sufficiently rapid to allow alloy carbides to nucleate.17 Therefore, the carbides formed in SA533B steel are cementite in the process of step cooling treatment. The microzone distribution of elements Fe, Mo and C for SSC steel by electron probe also confirm no Mo carbide formation in the steel, as shown in Fig. 12. The growth of carbide during tempering process is related to the tempering temperature and tempering time. The higher temperature and longer time will result in larger carbide formation during the tempering process. As for the QT steel, the excellent comprehensive mechanical properties are because of most of the dislocation elimination and the fine carbide dispersible distribution in the matrix.9,18,19 It is known that the toughness of the QT HSLA steel increases with the tempering temperatures increasing in the range of 350–650°C. However, when other heat treatment was carried out at the QT steel, e.g. PWHT, the toughness will decrease.8 Evidently, the steel for QT state among all of heat treatments actually posses the best toughness. Therefore, any treatment in tendency to carbide growth will make the toughness deteriorate because the relatively larger carbides facilitate microcrack nucleation. The Holloman–Jaffe parameter, as a function of time and temperature, is commonly used to express the degree of tempering.4,17,20 However, this parameter is unable of fully describing the material's composition and heat treatment before tempering, consequently limiting its extensively application. In order to explore the correlation between step cooling embrittlement and the temper parameters, a repeated accumulating tempering parameter equation proposed by Inoue21 is adopted in the present work.
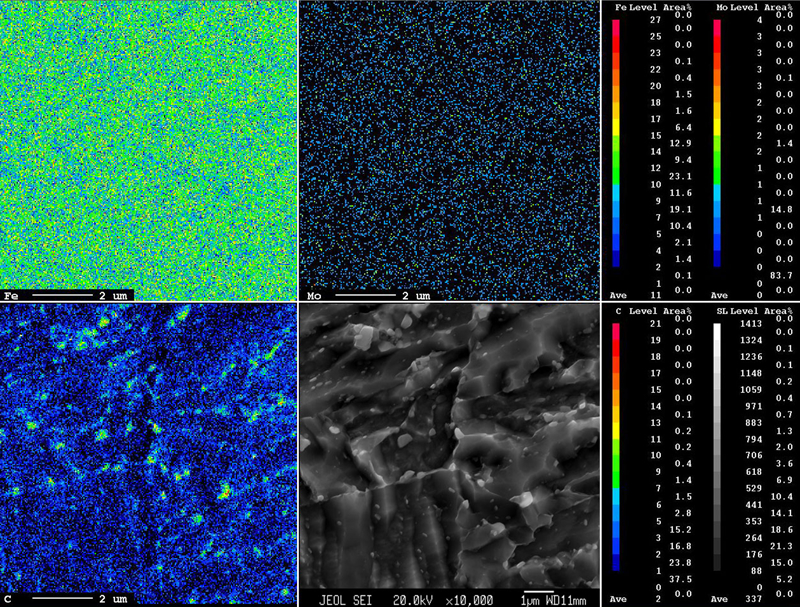
Atom distribution of Fe, Mo and C in SSC steel
The diffusivity of carbon is a function of time and temperature, which is the most important factor to decide the growth of carbide in the tempering process. The diffusion equation of carbon in the tempering process can be express by the Arrhenius equation as


According to the chemical composition of SA533B, the activation energy Q = 198·4 kJ mol−1. Therefore


Calculated tempering parameters for different heat treatments*

*A: aged at 350°C for 5000 h; SC: step cooling heat treatment; SR: stress relief = PWHT; D = difference.
From the above deduction, it is known that the amount of diffused carbon in the tempering process can be expressed by the value of the temper parameter. The increasing value of temper parameter implies more carbon atom diffusion in the tempering process, as a consequence causing the carbide coarsening. The toughness of steel is thus decreased, as depicted in equation (6).
The calculated tempering parameters for different treatments in the present study are listed in Table 3. The value of the tempering parameters of QT steel, i.e. 38·445, is the lowest among all the treatments in the present paper. The present results reveal that the QT state processes the best toughness of steel, and the step cooling treatment can make QT steel embrittled but little affects the embrittlement tendency of SR and SRA steels. Further analysis of Table 3 found that the tempering parameter difference (D) between with and without step cooling treatment for QT steel is 0·62, which is significantly higher than the value of 0·086 for SR steel and 0·085 for SRA steel respectively, the latter two kinds of treatments. This reveals that the increment of the tempering parameter can be well used for the quantitative evaluation of the effect of step cooling on material embrittlement.
Figure 13 shows the impact fracture morphs the SA533B at −80°C after step cooling treatment. The fractographs exhibit a typical characteristic of the transgranular fracture. In the past few decades, it was well recognized that step cooling heat treatment can make steel embrittlement because the impurity segregation at grain boundaries weakens the binding energy between grain boundary, resulting in steel intergranular cracking in Charpy impact testing.3,4 However, intergranular fracture was not observed in QSC steel from Fig. 13a, although the above experimental results in Fig. 8 have shown that step cooling heat treatment makes it embrittled in the present paper. Therefore, it is believed that step cooling embrittlement is mainly attributed to carbides coarsening rather than the impurity segregation at grain boundaries in modern metallurgy conditions. The present study shows that the increment of tempering parameter is closely associated with the degree of carbide coarsening during the process of step cooling heat treatment. Consequently, the degree of step cooling embrittlement can be evaluated by the increment of the temper parameter. The large tempering parameter increment implies the strong step cooling embrittlement tendency. Correspondingly, the small tempering parameter increment shows that the step cooling treatment has little effect on material embrittlement or no obvious embrittlement occurrence.
Impact fracture surface of SA533B specimen at −80°C
Conclusions
The plates of RPV material ASME SA533B steel QT and PWHT states were thermal aged at 350°C for 5000 h with and without step cooling heat treatment. The effects of step cooling heat treatment and thermal aging on the impact properties and the microstructure of the base metal were investigated. The following conclusions can be drawn.
The DBTT obtained by Charpy impact testing increases with prolonging aging time at 350°C for 5000 h for both QT and PWHT states.
The USE of QT steel decreases obviously with the prolonging of aging time, but the thermal aging at 350°C for 5000 h has relatively little influence on USE in PWHT steel.
Step cooling heat treatment can promote embrittlement in QT state but has little effect on aged and PWHT state steel in embrittlement.
A temper parameter was proposed to evaluate the effect of step cooling heat treatment embrittlement in pressure vessel steel SA533B.