
Abstract
Pistons with reinforced cast iron ring are produced to meet the increasing performance requirement of internal combustion engines with high power. The intermetallic bonding between piston alloys and cast iron ring must be able to withstand the high pressure and high temperature environment of internal combustion engines. Consequently, the quality and strength of the intermetallic bonding are very important in piston manufacturing. In the present work, the effects of Si content variation in the hot dipping aluminium bath on interface reaction and the intermetallic bonding strength between the cast iron ring and the piston alloys are investigated. The results indicate that bonding strength increases with the increase in Si in the hot dipping aluminium bath to eutectic composition and decreases with excess Si. The mechanism for the variation of bonding strength is also discussed.
Introduction
With the development of current internal combustion engines with high power, pistons (Fig. 1a) with reinforced cast iron ring (Fig. 1b) are produced. The piston combines the high strength, good creep resistance and wear resistance of cast iron with the low density, high thermal conductivity and good corrosion resistance of Al alloys in one hybrid, which is better to withstand prolonged exposure to the high pressure and high temperature environment of an internal combustion engine. As stated by Acar et al.,1 the most important thing about manufacturing the piston is that the cast iron material must be bonded by the piston alloys during the casting of the piston, so a special casting procedure derived from the so called Al–Fin process2,3 is carried out. The Al–Fin process consists of two successive steps. The first step is immersing the cast iron ring in a hot dipping aluminium bath for a certain time, and in the second step, the coated ring is immediately placed in a metallic mould and then piston alloys are poured into that mould. An intermetallic compound layer would form at the interface of the cast iron ring and piston alloys during the process, whose thickness, composition and morphology are closely related with the joint properties between cast iron ring and piston alloys.1,2
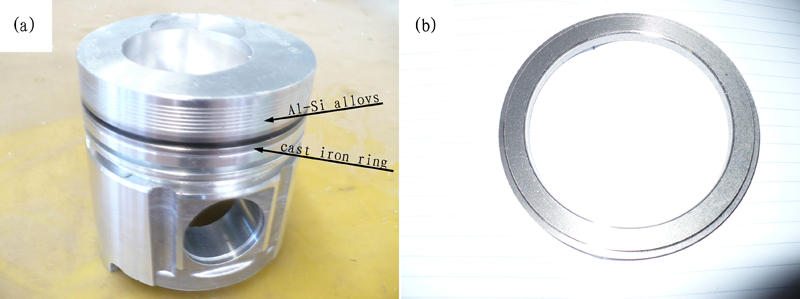
Digital images of a piston reinforced with cast iron ring and b austenitic cast iron (ACI) ring
Currently, silicon containing aluminium melts are often used as hot dipping aluminium bath. It is well known that the composition of hot dipping aluminium bath has a significant effect on the formation and structure of the intermetallic layer. A lot of researchers have studied, when ferrous materials are hot dipped in Al–Si alloys, the effect of silicon as an addition to the aluminium melts on the intermetallic layer. They have found that silicon can change the types of intermetallic layers formed and decrease their thickness.4–9 Therefore, it can be imagined that changing the Si content in hot dipping aluminium bath would be an effective measure to improve the bonding between cast iron ring and piston alloys. For these reasons, the purpose of the present paper is to make a systematic analysis about the effect of Si content in hot dipping aluminium bath on the interface reaction and bonding strength of piston alloys and cast iron ring.
Experimental
Manufacturing of piston
The ring sample shown in Fig. 1b was made of ACI, which was used for the piston manufacturing. In a first step, each ring was degreased, shot blasted using small balls and finally dipped into the hot dipping aluminium bath. Five different components of aluminium melt were chosen as hot dipping aluminium bath: pure aluminium, Al–2Si, Al–6Si, Al–11Si and Al–16Si. The detailed composition of the ACI ring and that of the hot dipping aluminium bath is given in Tables 1 and 2 respectively. The temperature of the hot dipping aluminium bath was maintained at 730±5°C, measured by a K type thermocouple. In a second step, after 330±10 s, dipping rings coated with a thin liquid layer were pulled out of the hot dipping aluminium bath. Then, the hot aluminised ring was immediately placed in a metallic mould, and fresh piston alloy (AlSi12Cu1Mg1Ni1) was poured into that mould (under air). It took ∼20 s from pulling the ring out of the hot dipping aluminium bath to the fresh piston alloys filling the mould and 150 s more for complete solidification of the casting. Finally, the casting was taken out of the metallic mould and air cooled to room temperature.
Composition of ACI ring specimens/wt-

Composition of hot dipping aluminium baths/wt-
Characterisation
In order to observe the interface morphology between cast iron and piston alloys, the casting specimen was cut parallel to its axis (i.e. normal to the Fe/Al interface) with a diamond disc saw for minimizing damage at the interface. They were then polished down to 1 μm, and the characteristics of the cross-sectional aluminide layer were examined by optical microscopy and S4800 scanning electron microscope (SEM) using both secondary electron imaging and backscatter electron imaging. The phases were chemically characterised to evaluate the nature of the intermetallic formed using energy dispersive X-ray spectroscopy (EDS).
Testing for interface bonding strength
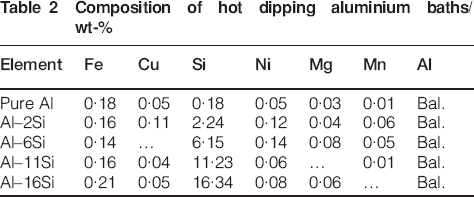
After the ultrasonic inspection, the regular samples were tested for bonding strength, which was carried out with the universal tensile testing machine shown in Fig. 2a. Before the testing, the piston would be machined to show the bonding interface. The process of machining must be precise to ensure that the interface is not damaged. Figure 2b shows the schematic diagram of a bonded specimen for testing. The steel disc is used for fixing the piston alloys. The cast iron ring and piston alloys would be fractured when the forcing power increased to a certain value F. Finally, measuring the external diameter of the fractured bonding interface d2, the inner diameter d1 and the bonding strength between cast iron ring and piston, pistons can be calculated from the formula  .
.
a universal tensile testing machine used for testing bonding strength and b schematic diagram highlighted by black rectangle in a
Results and discussion
Morphology of bonding zone
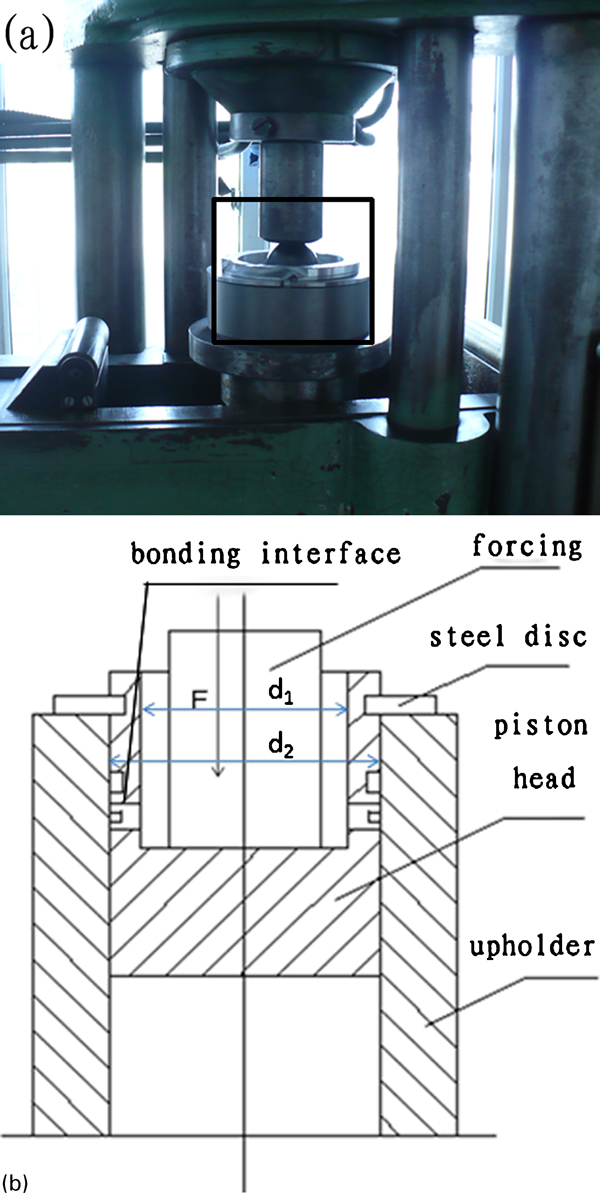
Figure 3 shows optical cross-sectional micrographs at the interface between cast iron and piston alloys of samples manufactured using pure aluminium, Al–6Si and Al–11Si hot dipping molten aluminium. It can be observed that all the cross-sectional micrographs can be divided into three areas, as shown in Fig. 3a: cast iron zone, piston alloy zone and intermetallic layer. Obviously, the thickness of the intermetallic layer is the biggest when pure aluminium is chosen as hot dipping aluminium bath, which ranges 30–40 μm, and it increasingly decreases when the alloy with higher Si content is used as hot dipping aluminium bath. In each case, the interface between intermetallic layer and piston alloy zone is ragged, while the morphology at the cast iron interface is flat, which denotes that the intermetallic phases are mainly growing outside through diffusion of elements in the cast iron. In fact, the graphite in the cast iron can be deemed markers to confirm the diffusion process. Because of the element diffusion, graphite is trapped in the intermetallic layer, which affects the aluminide morphology at the interface, so some regions of the interface are not covered with intermetallic phase, as shown in Fig. 3a–c. In the second step manufacturing the piston, after the fresh piston alloy pours into the mould, the reaction conditions between the cast iron ring and piston alloys are similar to that of the ring dipped into hot dipping aluminium in the first step. The only difference is the ring has been coated with the residual hot dipping molten aluminium. Owing to the transfer of the ring from the hot dipping bath to the metallic mould at a sufficiently fast rate, the residual molten aluminium pasted on the ring does not have enough time to solidify. Thus, it is not strong enough to withstand the shear stresses generated by the piston alloys poured into the mould. A cotton shaped transition structure shown in Fig. 3a in the piston alloy zone is finally formed to adjoin the intermetallic layer, which is a kind of cast structure composed of residual hot dipping aluminium and piston alloys. It is evident that the intermetallic layer and the cotton shaped structure are the link of bonding, which decides the bonding quality between cast iron and piston alloys.
Optical micrographs at interface between cast iron ring and piston alloys of samples manufactured using hot dipping aluminium baths in different Si contents
Phase formation of bonding zone
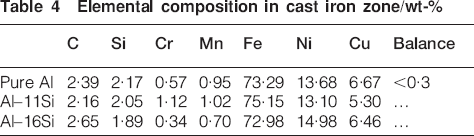
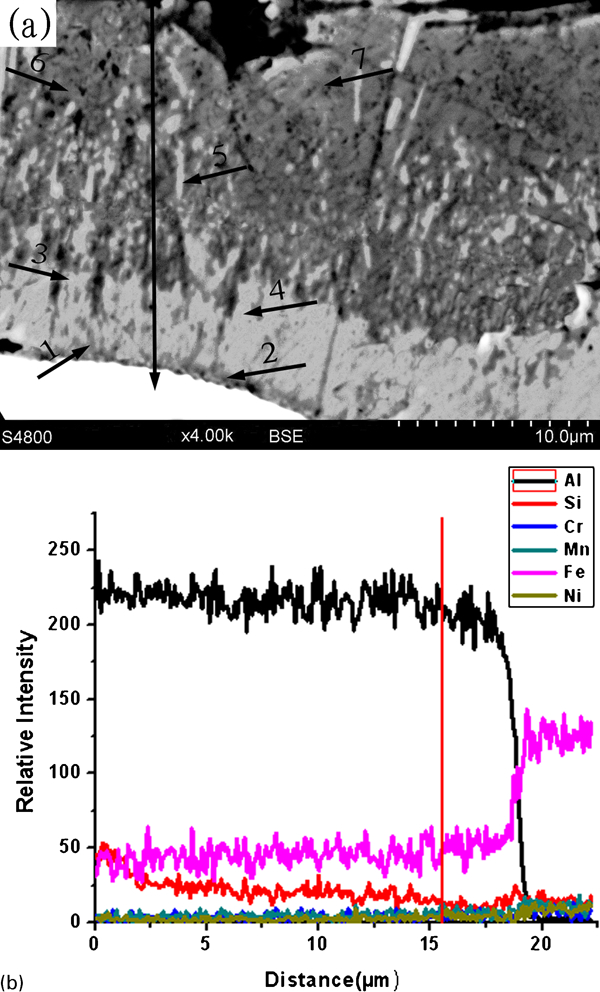
Figure 4 shows the SEM cross-section micrographs at the interface between cast iron and piston alloys of samples with reinforced cast iron ring dipped in pure aluminium, Al–11Si and Al–16Si. The EDS analysis results of the bonding area highlighted by the red rectangle are presented in Tables 3 and 4. From Table 3, it is worth noting that the O element is detected in the piston alloy zone beside the intermetallic layer (cotton shaped structure in optical micrographs), which illustrates that oxidation occurs during the process that the rings coated with liquid molten aluminium are transferred to the metallic mould. Oxide is harmful to the bonding between cast iron and piston alloys.2 Relevant measures should be taken to avoid it, such as shortening the transferring time as soon as possible. Moreover, the C element in the cast iron is also detected in the cotton shaped zone, but no aluminium element is found in the cast iron zone from Table 4, which further confirms that the Al–Fe reaction is mainly through diffusion of elements in the cast iron. However, regardless of cast iron zone and cotton shaped zone, it is roughly the same for the content of each corresponding element in pure aluminium or Al–Si alloy cases. In addition, it can be seen that the composition of the cotton shaped structure is mainly consistent with the piston alloys from the EDS analysis results.
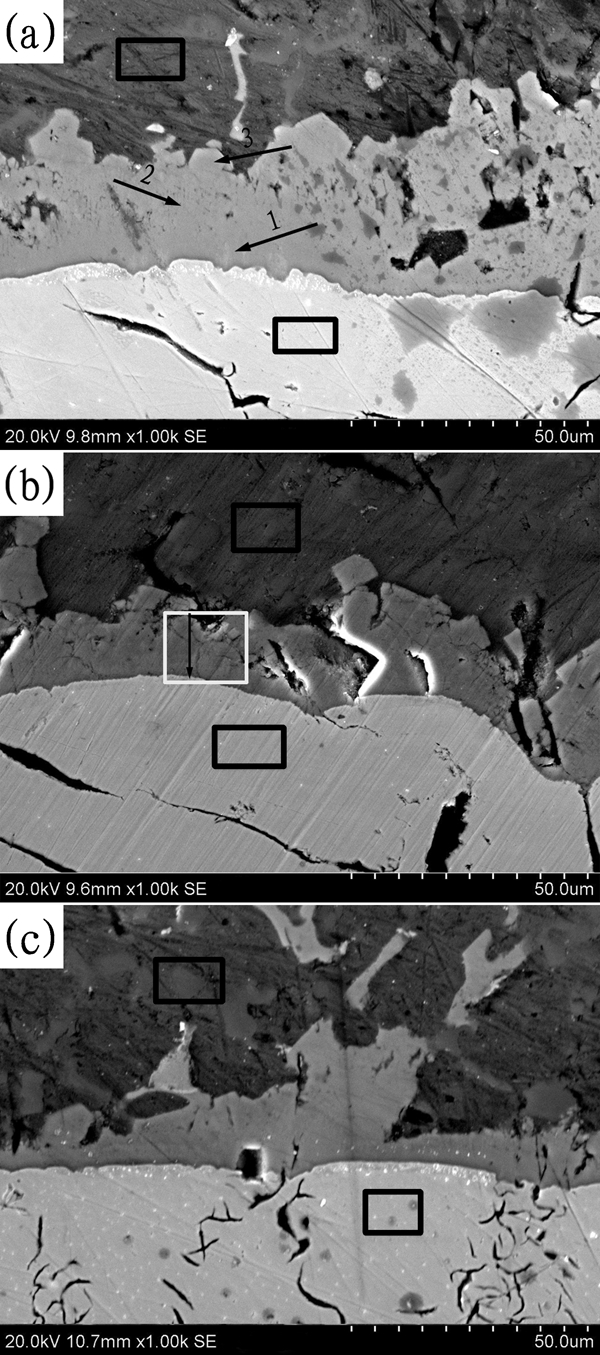
Images (SEM) at interface between cast iron ring and piston alloys of samples with reinforced cast iron ring dipped in pure aluminium, Al–11Si and Al–16Si baths (red rectangle showing area analysed by EDS)
Elemental composition in piston alloy zone (cotton shaped structure in optical micrographs)/wt-
Elemental composition in cast iron zone/wt-
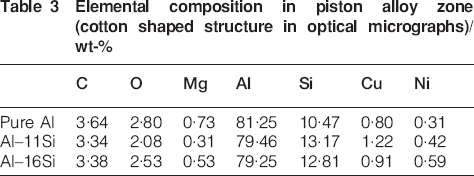
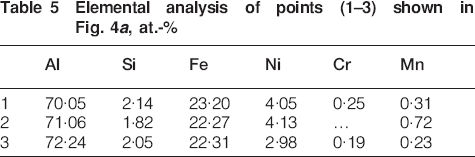
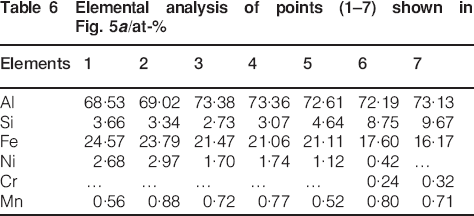
As for the phase formation of intermetallic layer, Table 5 presents the EDS point analysis result of the intermetallic layer shown in Fig. 4a. According to the aluminide mode proposed by Barbier et al.,10 they have considered that the alloying element in the ferrous matrix does not modify the nature of intermetallic phases whose structure is based on the binary iron aluminide in which some of the Fe sites are occupied by the alloying element. Thus, it can be concluded that if Fe, M (M = Ni, Cr, Mn, etc.) contents are considered simultaneously, the value of Fe, M: Al is obtained, which corresponds to the composition (Fe, M)2 Al5 for the intermetallic layer. In the case of Al–Si alloys, so far, there is little published research found with respect to cast iron hot dipping Al–Si alloys. Figure 5a shows the higher magnification (BSE) micrograph showing the area highlighted by the white rectangle in Fig. 4b. It can be observed that the intermetallic layer mainly consists of two layers: dark grey layer (close to the piston alloys) and light grey layer (next to the cast iron matrix). Furthermore, there exist a lot of polyhedric crystals in the dark grey layer, whose atom contrast is similar to that of the light grey layer, and a narrow darker area in the light grey layer. Figure 5b is an EDS linescan analysis image obtained along the black arrow in Fig. 5a, which shows the element distribution corresponding with the BSE morphology. The relative intensity profile of aluminium remains more or less constant across the intermetallic layer. Nevertheless, the Fe concentration increases, and the Si concentration decreases and then increases towards the cast iron respectively. It can be expected the ternary Al–Fe–Si and binary Al–Fe intermetallic phases form close to the piston alloys and cast iron matrix interfaces respectively. Equilibrium ternary diagrams and EDS point analysis become useful tools to determine the types of intermetallic compound formed. The detailed elemental analysis result of points 1–7 shown in Fig. 5a is presented in Table 6, which indicates the following phase sequence from cast iron to aluminium alloy matrix: (i) a scattered (Fe, M)2Al5 phase layer, (ii) a 2–3 μm Al3(Fe,M) layer and (iii) a thick Al8(Fe,M)2Si intermetallic layer. The analysis of five points indicates that the polyhedric crystals have roughly the same composition with Al3(Fe,M). They are formed during the solidification of the melt containing higher dissolved Si.
a higher magnification BSE micrograph showing area highlighted by white rectangle in Fig. 4b and b EDS linescan result obtained along black arrow in a
Elemental analysis of points (1–3) shown in Fig. 4a, at.-
Elemental analysis of points (1–7) shown in Fig. 5a/at-
Bonding strength testing
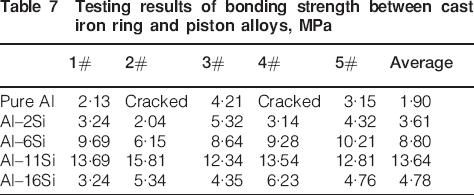
A total of 25 sample testing results of bonding strength between cast iron ring and piston alloys in the present work are shown in Table 7. From the table, we can see that the testing value of bonding strength is lowest when pure aluminium is used as hot dipping aluminium bath. Some of them are even cracked without any bonding strength. For those specimens with reinforced cast iron ring dipped in Al–Si alloy bath, better bonding strength is obtained. The average bonding strength has already been >13 MPa when Al–11Si alloy is used as the hot dipping aluminium bath. In the case of Al–16Si, however, the bonding strength decreases significantly.
Testing results of bonding strength between cast iron ring and piston alloys, MPa
Obviously, whatever the microstructure and mechanical property between the cast iron and piston alloys, a great change takes place with the variation of Si content in the hot dipping baths. The mechanism on the effect of Si content variation for the interface morphology and the bonding quality will be explored and discussed in the following sections.
Mechanism analysis
According to the casting process, in the first step, a chemical reaction takes place during immersing the cast iron ring in the hot dipping aluminium bath to produce an intermetallic layer at the interface of hot dipping aluminium and the cast iron. For different hot dipping aluminium baths, the composition of intermetallic layer formed would be different. Bouché et al.11, Shahverdi et al.12 and Bouayad et al.13 have studied the reactions about pure iron hot dipping in pure molten aluminium. They have detected that the Fe–Al intermetallic layer formed is composed of an outer minor FeAl3 and an inner major Fe2Al5. More recently, Lin and Wang14 have researched the interaction about cast iron dipping in a pure aluminium bath, which obtains the same conclusion. In a word, a wealth of work indicates that Fe2Al5 intermetallic phase is the main component of intermetallic layer formed when a ferrous material is dipped in a pure molten aluminium bath. However, with the addition of Si to Al melt, the intermetallic layer has totally changed, which is no longer a simple Fe–Al intermetallic compound, and consists of an outer major Al–Fe–Si layer and inner minor Fe–Al layer.5,7,9,15 Moreover, the thickness and interface morphology of the intermetallic layer formed have also changed with silicon addition, as found by ElMahallawy et al.4
In the second step, when molten aluminium is quickly transferred into the casting mould, the cast iron ring is encompassed by inner intermetallic layer and outer residual hot dipping hot dipping alloys. Whatever the Fe–Al or Fe–Al–Si intermetallic phases, they are relatively stable at the current casting temperature, which has the ability to inhibit the diffusion of different elements across the joint.16 However, the residual molten aluminium would remelt with the piston alloys to form a cotton shaped casting structure. Apparently, the intermetallic layer and the cotton shaped structure permit a metallurgical bonding between the cast ring and piston alloys. According to EDS analysis, no big element discrepancy is found in the cotton shaped zone in different hot dipping aluminium bath cases. Thus, it can be inferred that the variation of bonding strength between cast iron and piston alloys is mainly caused by the different intermetallic phases formed in each case. In fact, it is impossible that the intermetallic phases formed in the first step would not react with the piston alloys at all. Nevertheless, it is sure that the composition, morphology and thickness of the final intermetallic phases formed are mainly determined by the aluminizing stage, as introduced by Guenther,2 which is also confirmed by the EDS analysis results that the composition of the final intermetallic layer in the present work is similar to that of the aluminizing stage.
Based on above analysis, the reasons for Si affecting the bonding quality can be attributed to these: when pure aluminium is chosen as the hot dipping bath, cast iron reacts with hot dipping aluminium to form (Fe,M)2Al5. The structure of (Fe,M)2Al5 is based on the binary iron aluminide Fe2Al5, whose c axis of the crystal structure exists 30 vacancy rate, causing Fe–Al atoms to diffuse much more rapidly. A thick intermetallic layer is finally formed as shown in Fig. 3a. In the case of Al–Si alloys, the silicon in the aluminium baths being incorporated into the intermetallic layer has the ability to restrain the growth of intermetallic layer by occupying the vacancies in the c axis of the crystal structure of Fe2Al5.8 Hence, with increasing Si content in hot dipping aluminium bath, the total thickness of the intermetallic layer decreases. The intermetallic phase is essentially hard and brittle. The thinner intermetallic layer is in favour of better bonding between piston alloys and cast iron ring since it is much more deformable, which can reduce the accumulation of stress during the drawing processes.16 Meanwhile, because of Si inhibiting Fe–Al diffusion, the dissolution of alloying element in cast iron would be more difficult when hot dipping aluminium bath contains more Si, which leads that in Al–Si alloy cases the number of graphite trapped in the intermetallic layer is less, as shown in Fig. 3b and c. The graphite is equal to the cavity, which is harmful to the joint between cast iron and piston alloys.1 Therefore, better bonding strength is obtained with higher Si content in the hot dipping aluminium bath. However, the ability on silicon hampering the growth of intermetallic phases is definite. As stated by Cheng and Wang, the tendency to diminish the thickness of intermetallic layer will slow down when hot dipping aluminium bath contains >10 wt- silicon. As the result of the large amount of Si content in the hot dipping aluminium bath, the oxidation resistance of the hot dipping aluminium is greatly decreased. This makes oxidation easier to occur during the process that the rings coated with liquid molten aluminium are transferred to the metallic mould. In the present experiment, a lot of oxide is found at the fracturing surface of the testing samples using Al–16Si hot dipping aluminium bath, which is very harmful to the intermetallic bonding. Therefore, the bonding strength finally decreases significantly in the case of Al–16Si. In addition, for Al–Si alloys, 12 wt- Si content in the aluminium bath is the eutectic composition in which the liquidity of molten aluminium is the best. Better liquidity of molten aluminium is good for the spreading of liquid aluminium on the cast iron ring to enhance the adhesive powder. Compared with the case of Al–11Si, a reactive wetting process can then be hard established at the reactive interface in the case of Al–16Si, so the possibility to form an uneven intermetallic layer at the bonding interface would be higher as shown in Fig. 4c. It is obvious that a continuous and uniform intermetallic layer would be more favourable to acquire good bonding.
Conclusions
The variation of Si content in hot dipping aluminium bath had a significant effect on the Al–Fe bonding layer between piston alloys and cast iron ring. The composition, thickness and morphology of the final intermetallic phases were mainly determined in the first step, immersing the cast iron ring in baths of hot dipping aluminium. In the case of pure aluminium, the main component of intermetallic layer was Fe–Al phase. With the addition of Si in hot dipping aluminium bath, the intermetallic layer consists of an outer major Al–Fe–Si layer and an inner minor Fe–Al layer, and its thickness decreased. The results of bonding testing indicated that the bonding strength increases until the increase in Si content in the hot dipping aluminium bath to eutectic composition. However, when hot dipping aluminium bath contained excess Si, oxidation would be easier to occur at the transferring process, and it is more likely to form an uneven intermetallic layer. As a result, the bonding strength decreased significantly in the case of Al–16Si.
Footnotes
Acknowledgements
The authors would like to thank the support of the National Natural Science Foundation of China (grant no. 51101109), the third batch of support projects of Sichuan Province of China (grant no. 2009GZ0101) and the technical staff's programme of the Ministry of Science and Technology on serving enterprises (grant no. 2009GJF00026). Thanks are also presented to Chengdu Galaxy Power Co., Ltd of China for the facilities.