
Abstract
A theoretical model has been developed to investigate the effects of fluid flow on the dendrite coarsening. The accelerated convective solute transport due to convection is considered by incorporating the new apparent diffusivity parameter into the classical coarsening model for stagnant melts. The model predicted that the dendrite arm coarsening followed the  and
and  relationships under laminar and turbulent fluid flow conditions respectively. The model predictions are found to be in good quantitative agreement with experimental data in literature.
relationships under laminar and turbulent fluid flow conditions respectively. The model predictions are found to be in good quantitative agreement with experimental data in literature.
List of symbols
liquid concentration
dendrite tip diameter
dendritic particle size
mass diffusivity
apparent mass diffusivity
secondary dendrite arm spacing
heat of fusion
coarsening factor
mass transfer coefficient
partition coefficient
slope of liquidus line
coarsening parameter
coarsening exponent
dendrite tip radius
Reynolds number
Schmidt number
Sherwood number
local solidification time
liquidus temperature
Taylor number
slip velocity
arbitrary constants

shear rate
gap width in Couette viscometers
parameter defined in equation (4)
kinematic viscosity
solid/liquid interface energy
angular velocity
concentration boundary layer thickness
Introduction
One of the most fundamental and all pervasive microstructures produced during the solidification of metals is the dendrite.1 Usually two length scales used to characterise the dendritic solidification. One is the tip radius R, the other is the secondary dendrite arm spacing DAS. While R is a function of the growth conditions, it is well established that DAS is determined primarily by the coarsening processes.2
The term coarsening is referred to the growth of solid regions of low curvature in a liquid–solid mixture, at the expense of regions of higher curvature.3 Coarsening manifests itself in solidification of metals and alloys through three phenomena, i.e. ripening (growth of larger particles or dendrite arms with simultaneous dissolution of smaller particles or arms), coalescence (filling in of spaces between particles or dendrite arms) and dendrite multiplication (breakup of dendrites).4
The influence of fluid flow on the dendrite coarsening has a major effect on the development of solidification microstructure during many solidification processes especially semisolid metal processing, in which metal alloys are processed at a temperature between their solidus and liquidus temperature.5 The main feature of semisolid alloys is the globular morphology of dendrite arms formed during solidification under forced convection5,6 which is completely different from those observed in solidification under static conditions.
As a general rule, it is accepted that for the same local solidification time tl, dendrite arm coarsening rate with melt stirring is consistently larger than that without melt stirring.6–12 For example, the study of Ichikawa et al.7 on the growth of primary particles in mechanically sheared semisolid Al–4Cu (wt-) alloy showed that for a given solidification time, the average particle (dendrite tip) radius was slightly greater than the secondary dendrite arm spacing in dendritic alloy and increased at a slightly greater rate than the secondary dendrite arm spacing. Molenaar et al.8 showed that for stir cast Al–6Cu alloy, the cell spacing of coarse primary particles were considerably greater than the secondary dendrite arm spacing in unstirred solidified alloy at equal solidification times. Other researchers have also reported similar trend of accelerated coarsening of primary particles under forced fluid flow.9–12
Browsing the literature reveals that most of theories proposed for the growth kinetic of solid crystals in solid–liquid mixture under fluid flow, are confined to systems with a distribution of spherical particles and are based on Lifshitz–Slyozov–Wagner (LSW) theory.13,14 Wan and Sahm, for example, analytically studied the Ostwald ripening of spheres in laminar flow using modified LSW theory.15,16 Their analysis indicated that the ripening under this condition follow the equation d = ktln, where coarsening exponent n is equal to 3/7 and coarsening factor k is proportional to  (
( is the shear rate). Akaiwa et al.17 investigated the effects of forced convection on Ostwald ripening of spherical particles in solid–liquid mixtures of Sn–Pb alloy at low solid volume fractions. Their results show that convection alters the coarsening exponent from classical value of 1/3 to 0·37. It should be noted that according to the assumed conditions,18 LSW theory is more suitable for the coarsening of isolated spherical particles than for coarsening with dendritic or rosette particles19 normally observed in the microstructure of the semisolid processed alloys.
is the shear rate). Akaiwa et al.17 investigated the effects of forced convection on Ostwald ripening of spherical particles in solid–liquid mixtures of Sn–Pb alloy at low solid volume fractions. Their results show that convection alters the coarsening exponent from classical value of 1/3 to 0·37. It should be noted that according to the assumed conditions,18 LSW theory is more suitable for the coarsening of isolated spherical particles than for coarsening with dendritic or rosette particles19 normally observed in the microstructure of the semisolid processed alloys.
The purpose of this paper is to develop a model for the coarsening of dendrites in forced fluid flow based on the existing model for the coarsening of dendrites in stagnant liquid.
Model description
Coarsening models
Modelling in the present work is based on the classical equation derived by Kattamis et al.20 and Flemings21 for diffusion controlled condition. It has the following form

Apparent diffusivity parameter
Vogel and Cantor developed mathematical model to investigate the stability of a spherical particle growing from a stirred melt.22 They introduce an apparent mass diffusivity parameter Dapp to consider the convective solute transport. This parameter was defined as


The ratio of the convective to diffusive mass transfer can be conveniently expressed as the dimensionless Sherwood number Sh defined as23





In general, the form of the relationship has been fairly well established for mass transfer between fluids and solid surfaces of a regular geometry.24 For example, Sh is given in Table 1 as a function of Re and Sc for the special case of single spheres.24–28
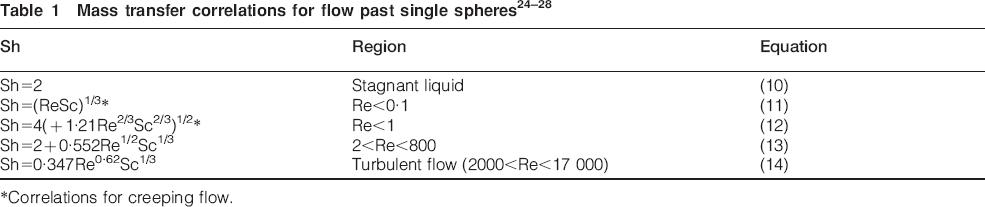
*Correlations for creeping flow.
The constant 4 in equation (12) and constant 2 in equation (13) (frequently referred to as the Froessling equation24) are the limiting value of Sh as Re→0, representing mass transfer in the absence of natural convection and are the molecular diffusion contribution. However, for reasonably high values of Sc (Sc>50), it is common practice to ignore the molecular diffusion.29 For almost all liquid metals the Schmidt number is between 100 and 500.30 Therefore, Sh can be approximated by

Combining equation (7) with equation (15) leads to


Reynolds number for coarsening particles
To derive the expression for Re of a particle with dendritic morphology the following assumptions is made:
an equiaxed primary particle experiences a moment of inertia, exerted by the shear rate, and will consequently rotate with an angular velocity of ωP around its axis. The angular velocity may be expressed by equation (18)31

the maximal velocity difference between the particles and the fluid occurs at the dendrite tip indicated by P in Fig. 1. The slip velocity Vl at point P is equal to

the characteristic particle dimension which determines the local boundary layer thickness at P, is the tip diameter d. This is defined as the diameter of an imaginary sphere with a radius equal to the radius of the curvature of the dendrite tip, as shown in Fig. 1.
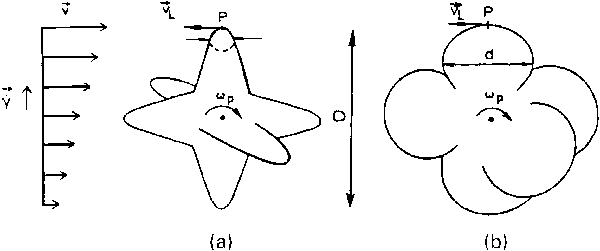
Equiaxed dendrite at two different stages of coarsening: a few seconds after a nucleation and b coarsening; definitions of diameter D and dendrite tip diameter d of such particle are shown
With these assumptions, Re in equation (8) can be rewritten as

Effect of convection on coarsening
To include the increased solute transport due to convection in the coarsening equations, (equations (1) and (2)), the mass diffusion coefficient Dl is replaced by the apparent diffusion coefficient Dapp, in the expression for the coarsening parameter M (equation (2)). By using equations (2) and (17) for M and Dapp respectively, equation (1) becomes

From the theoretical modelling of Huang and Glicksman,2 it can be concluded that the dendrite tip diameter d has the same order of magnitude as DAS. Therefore, knowing that the difference between d and DAS only influences the value of constant c1, DAS can be simply replaced by d. Substituting equation (20) into equation (21) and taking the logarithm of d, one obtains

 ≠0. In fact the shear rate has to exceed a certain value to fulfil the conditions which justify equation (15). Since for single spheres 1/3⩽κ⩽0·62, the limits of the following two coefficients at the right hand side of equation (22) become
≠0. In fact the shear rate has to exceed a certain value to fulfil the conditions which justify equation (15). Since for single spheres 1/3⩽κ⩽0·62, the limits of the following two coefficients at the right hand side of equation (22) become
as a function of parameter κ. From equation (22) one can see that



as a function of the shear rate  . From equation (22) it follows that
. From equation (22) it follows that



In summary, the coarsening model developed in the present study predicted that the dendrite arm coarsening followed the  and
and  relationships under laminar and turbulent fluid flow conditions respectively. In following section an attempt was made to compare the experimental results in the literature with the model prediction.
relationships under laminar and turbulent fluid flow conditions respectively. In following section an attempt was made to compare the experimental results in the literature with the model prediction.
Model verification
Browsing the literature shows that although extensive works were conducted on the growth of primary particles in semisolid slurries under forced convection, but only a few of these works present their data in the form of power low equation (d = ktln). Therefore, it cannot compare most of the data with our suggested model. Only Molenaar et al.8 in their work on rheocasting of Al–6Cu and Smeulders and his co-workers35 which conducted experiments on the semisolid processing of transparent neopentyl alcohol (NPA) with water present their results on the coarsening of dendrite arms under forced convection in the form of power law equation. The results for these two studies are summarised in Table 2.

*d = ktln
It should be noted that NPA is an organic material that due to its characteristic non-faceted solid/liquid interface can be used as a model material for metallic alloy in the study of solidification. Its Jackson α factor, defined by the ratio of the solid/liquid interfacial energy and the entropy of fusion,36 is ∼1·4.37 This is slightly greater than that of succinonitrile (1·34),38 an organic substance which is often used as an analogue for metals.
For these two experiments a co-cylinder set-up was used in which the inner cylinder rotated and the outer was at rest. For such configuration, a dimensionless number indicating the stability of the flow is the Taylor number Ta defines as23

Based on this criterion, it can be seen that in experiment with Al–6Cu, the flow pattern is completely turbulent. (The values for Ri, δ and ν were extracted from Ref. 8). The coarsening exponent under this condition is 0·421 which is in good agreement with the present model.
Based on Ri, δ and ν values extracted from Refs. 35 and 37, for the experiments with NPA–1·3H2O at the lowest stirring speed of 10 rev min−1 the flow is laminar. However, the coarsening coefficient is lower than that predicted by the model. Considering the large standard deviation, this result is still in accordance with the model. For 100 rev min−1, which induces laminar flow with Taylor vortices, coarsening exponent is 0·36, close to the value predicted by the model for laminar flow condition. At the highest stirring speed of 1000 rev min−1, based on the calculated Taylor number, a completely turbulent flow is expected. Under this condition, the coarsening exponent increases to 0·42 and is in good agreement with the model. An important result, to which the attention must be drawn here, is the quantitative similarity between the coarsening in the organic NPA–H2O and metallic Al–Cu alloys during semisolid processing. This striking accordance between metallic and organic alloys deserves some further investigation. On the bases of equations (1), (2) and (21), a comparison between these alloys can be made for which relevant materials constants have been collected in Table 3.
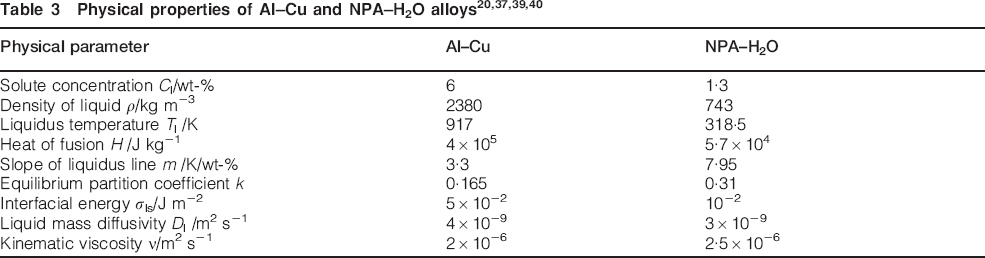
With the constants from Table 3, the coarsening parameter M and Schmidt number (Sc) can be calculated by equations (1) and (9) respectively, the results are presented in Table 4.
Coarsening parameter M and Schmidt number (Sc) for Al–Cu and NPA–H2O alloys
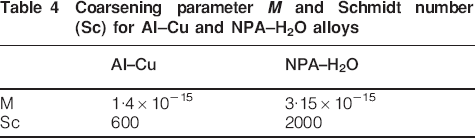
From Table 4 it can be concluded that M and Sc for Al–6Cu and NPA–1·3H2O are of the same order of magnitude. This explains the similarity between the coarsening of these materials under forced fluid flow.
For Sn–15Pb alloy, flemings plotted the variation of the primary particles size with a cooling rate (solidification time).5 The best fit with these data is a straight line in the log–log scale with the slope of 0·4. For the same alloy, the data of Ramati et al.41 followed the line with the slope of 0·41. Although the details of the set-ups and shearing rates used have not been presented in the corresponding references, the presented coarsening exponents is also in good agreement with that proposed in the present model.
It should be mentioned that it is not possible to compare of the k values in Table 2 with the model prediction, because according to equation (22) the coarsening factor k is a function of both c2 (alloy physical constants) and the shear rate  and it is not possible to compute the shear rate values for all of the experiments in Table 2. The relationships derived for the estimating of the shear rate in the Couette type rheocast systems are only correct for laminar flow condition23 and considering the Ta values in Table 2, it can be concluded for the majority of the experiments in Table 2 the fluid flow is not laminar and thus it is not possible to estimate the shear rate based on available relationships in the literature.
and it is not possible to compute the shear rate values for all of the experiments in Table 2. The relationships derived for the estimating of the shear rate in the Couette type rheocast systems are only correct for laminar flow condition23 and considering the Ta values in Table 2, it can be concluded for the majority of the experiments in Table 2 the fluid flow is not laminar and thus it is not possible to estimate the shear rate based on available relationships in the literature.
Conclusions
A model was proposed for the coarsening of dendrites in shear flow. This model took into account the accelerated convective mass transport due to convection by incorporating the apparent mass diffusivity parameter into the coarsening model of Kattamis and his co-workers. The model predicted that the coarsening of dendrite arm follows the  relationship under laminar fluid flow condition. Under turbulent fluid flow, the coarsening equation follows the
relationship under laminar fluid flow condition. Under turbulent fluid flow, the coarsening equation follows the  relationship. The comparison between the calculated results and the experimental results in the present study and also in the literature showed quantitative agreement in respect to the coarsening rate under different fluid flow conditions.
relationship. The comparison between the calculated results and the experimental results in the present study and also in the literature showed quantitative agreement in respect to the coarsening rate under different fluid flow conditions.