
Abstract
Additions of Sc and Zr were introduced into Al–15 vol.-B4C composites, and eight experimental composites with different Sc and Zr levels were prepared via a conventional cast process. Optical microscopy, SEM and TEM were applied for observing the as cast microstructures, including the interfaces between the Al matrix and the B4C as well as the evolution of the precipitates. It was found that Sc involved the interfacial reactions with B4C that partially consumed the Sc. On the other hand, no major Zr reaction products were found in the interfaces, and the major part of Zr remained in the matrix for precipitation strengthening. The Sc addition yielded considerable precipitation strengthening in the as cast and peak aged conditions. The combination of Sc and Zr significantly enhanced the precipitation strengthening. Nanoscale precipitates Al3Sc and Al3(Sc,Zr) were found in the as cast microstructure and contributed to the significant increase of matrix hardness.
Introduction
Particulate reinforced aluminium metal matrix composites (MMCs) have been widely used for various structural and functional applications in automotive, marine, aerospace and nuclear industries.1,2 Requirements for a more efficient composite material to function within unfriendly environments (high temperature and pressure, radioactivity, etc.) constitute the main driving force for developing advanced aluminium MMCs that can offer enhanced strength at elevated temperatures. One example is to develop high temperature Al–B4C composites that are used as neutron absorber material for the transport and storage of spent nuclear fuels in the nuclear industry.3–5 In this application, the Al–B4C composite materials are placed between spent fuel assemblies and serve the following functions: neutron absorption, structural strength to support fuel assemblies and heat removal. When in use, the absorption of thermal neutron generates heat and increases the material temperature, where Al–B4C composites may experience long term exposure at evaluated temperatures (250–350°C). This requires Al–B4C composites capable of surviving at such temperatures.6
However, commercial aluminium MMCs commonly use 2xxx, 6xxx and 7xxx series aluminium alloys as matrixes, which have limited strength at elevated temperatures. Their strength degrades quickly as the temperature approaches towards 300°C due to an overage effect, where rapid coarsening of the strengthening precipitates occurs.7,8 For high temperature applications, Al–Sc alloys offer a significant strengthening effect and a reasonable stability of mechanical properties up to 300°C due to the formation of a number of hard and coherent Al3Scs that exhibit an ordered and face centred cubic structure (L12).9,10 Above this temperature, however, the Al–Sc alloys displayed a rapid coarsening process of the precipitates and led to a weak thermal stability of the alloys.10,11 To improve the thermal stability, Zr was introduced into Al–Sc binary alloys. The Al–Sc–Zr alloys show better precipitation strengthening and enhanced stability by forming more stable Al3(Sc,Zr) precipitates.12–14 It is therefore considered that Al–Sc and Al–Sc–Zr based matrixes are potential candidates to develop advanced Al–B4C composites having multiple merits of excellent high temperature strength, thermal stability, good castability and hot deformation properties.
Because of the high affinity of Sc and Zr with B4C in aluminium, it remains a challenge to alloy Sc and Zr in Al–B4C composites to achieve the expected precipitation strengthening effect. It was reported that liquid aluminium had poor wettability on boron carbide and that severe interfacial reactions occurred between B4C and Al during the melting and casting processes.15,16 A certain amount of Ti was therefore added into the composite to prevent B4C decomposition by forming in situ a TiB2 barrier layer around the B4C surfaces, which offered enhanced wettability and castability of Al–B4C composites.15 In our prior study,17 it was found that when introducing individual Sc, Zr or Ti into a B4C/Al system, each element reacted with B4C and was mainly consumed in the interfacial reaction products. However, in the case of a combined addition of all three elements, most of the Ti but few of the Sc and Zr were enriched at Al/B4C interfaces to prevent the B4C decomposition. It was concluded that Ti could reduce the consumption of Sc and Zr in the reaction products, consequently increase the amount of Sc and Zr retained in the Al matrix and therefore provide the possible precipitation strengthening of matrix alloys. However, public information related to interface reaction and possible precipitation strengthening effect in commercial Al–B4C composites is very scarce.
In the present study, Sc and Zr are introduced into an Al–15 vol.-B4C composite presaturated by Ti. Several composites with different Sc and Zr levels are prepared via a conventional casting process. The present study focuses on the microstructural and precipitation evolution in the as cast condition. Attentions are paid to the interfacial reactions, the nature of the precipitates as well as the precipitation strengthening effect of the composite materials.
Experimental
Eight experimental composites were prepared for the present investigation, and their nominal compositions are listed in Table 1. Prefabricated AA 1100–25 vol.-B4C with 2·0 wt-Ti cast billets, supplied by Rio Tinto Alcan, was used to prepare the experimental composites. The average B4C particle size was ∼23 μm. In the composite preparation, commercially pure aluminium (99·7) was first melted in an electric resistance furnace. The preheated master alloys Al–2 wt-Sc, Al–15 wt-Zr and Al–10 wt-Ti were then added into the liquid aluminium and held at 800°C for 40 min to encourage the dissolution of the master alloys. The prefabricated Al–B4C billet was introduced into the alloyed melt. The composite melts were held at 730–740°C for 30 min under mechanical stirring to ensure a uniform distribution of the B4C particles in the melts. They were then cast into a preheated rectangular permanent steel mould. The cast ingots measured 30×40×80 mm.
Nominal chemical composition of experimental composites
*Z represents Zr, S represents Sc and SZ represents Sc plus Zr.
To measure the cooling rates of the cast ingots during casting, a K type thermocouple was fixed at the centre of the permanent mould. This thermocouple was connected to a computer based data acquisition system with 200 data per second to record the temperature change as a function of time.
For the evolution of the precipitation behaviour, cast ingots of Sc containing composites were homogenised at 635°C for 24 h, while the homogenisation of Zr containing composites was set at 640°C for 96 h. After homogenisation, the ingots were directly water quenched to room temperature. A series of samples were cut from the homogenised ingots and aged at 300°C for 24 h for peak values. Vickers hardness measurements on samples of as cast, as homogenised and peak aged conditions were performed with a load of 25 g and a 15 s application time on metallographically polished surfaces following the ASTM E92 standard. The mean values and standard deviations were reported for a minimum of 20 measurements.
An optical microscope and an SEM (JSM-6480LV) equipped with an energy dispersive spectrometer (EDS) were applied to examine the interfaces, particles and phases in the composites. Metallographic samples were deep etched with 2·5 HF for 10 min to reveal a three-dimensional morphology of the phases, and etched for 10 s to show the interfaces. A TEM (JEM-2100) was used to identify the interfacial reaction phases and observe the precipitates in the composites. For the precipitate observation, centred dark field images of the precipitates were formed using superlattice reflections (100) of the precipitates near the [110] or [100] directions with two-beam diffraction conditions. For the TEM specimen preparation, a piece of the 500 μm thick composite was first sliced from the cast samples directly, and then 3 mm diameter discs were punched. The discs were prepared by metallographic grinding and polishing as well as dimpling, followed by ion milling to perforation using a Gatan PIPS (model 691). The TEM centred dark field microimages were used to determine precipitate dimensions and areal fraction using an image analyser software (Clemex). To ensure the accuracy, a minimum of 1100 precipitates in TEM images were counted. For precipitate volume fraction evaluation, the thicknesses of the TEM specimens were measured using the electron energy loss system, which has an accuracy within 8 for most aluminium alloys.18 Moreover, the diameter of the precipitates with different morphologies was determined by means of an area equivalent circle, while the precipitate volume fraction was calculated by the method described by Kelly.19
Results
Microstructure of prefabricated material
Figure 1 represents the optical micrographs of the prefabricated AA 1100–25 vol.-B4C with 2·0 wt-Ti cast billets, produced by a liquid mixing process.4 The B4C particles were uniformly distributed in the Al matrix (Fig. 1a). All of the B4C particles had a straight interface with the Al matrix, and a few reaction particles were observed attached or near the B4C particles, which were identified as TiB2 and Al3BC in the previous work.15 It can be seen that the B4C particles were well protected from an aluminium attack, and no serious B4C degradation occurred during the casting process.
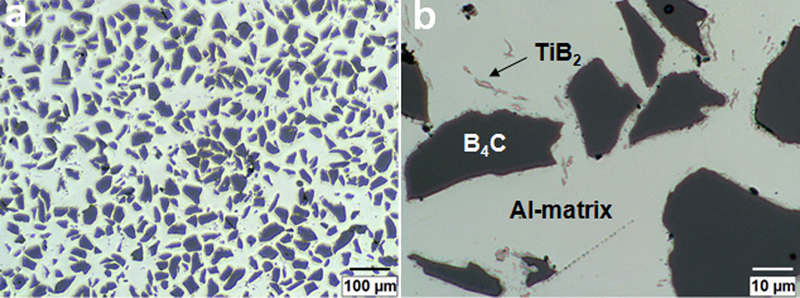
Optical micrographs of prefabricated AA 1100–25 vol.-B4C with 2·0 wt-Ti cast billets
Microstructures of as cast composites
Optical microstructure
Figures 2 and 3 show typical microstructures of as cast Al–B4C experimental composites. After alloying and remelting, the B4C particles are still homogenously distributed in the Al matrix, and particle agglomeration (cluster) is rarely found. At a high magnification (Figs. 2b, d and f and 3b, d and f), some small reaction particles (be identified later) around and near the B4C particles generated during the melt preparation can be observed. In Sc only containing composites (Fig. 2), a careful examination showed no sign of primary Al3Sc intermetallic phase in the matrix. However, in all Sc–Zr containing composites (Zr fixed at 0·24 wt-), a few primary Al3Zr intermetallic particles occurred in the matrix and showed a similar size to the B4C particles (Fig. 3). The EDS analysis detected that a small amount of Ti was retained in those primary Al3Zr intermetallics, where Ti could substitute some Zr atoms in the Al3Zr crystals during solidification. The appearance of primary Al3Zr particles indicated that the concentration of Zr in the matrix was slightly above the maximum solubility of Zr in aluminium, even though some Zr atoms were consumed at the interfaces between B4C and Al (see the section on ‘Interfaces between aluminium and B4C’).
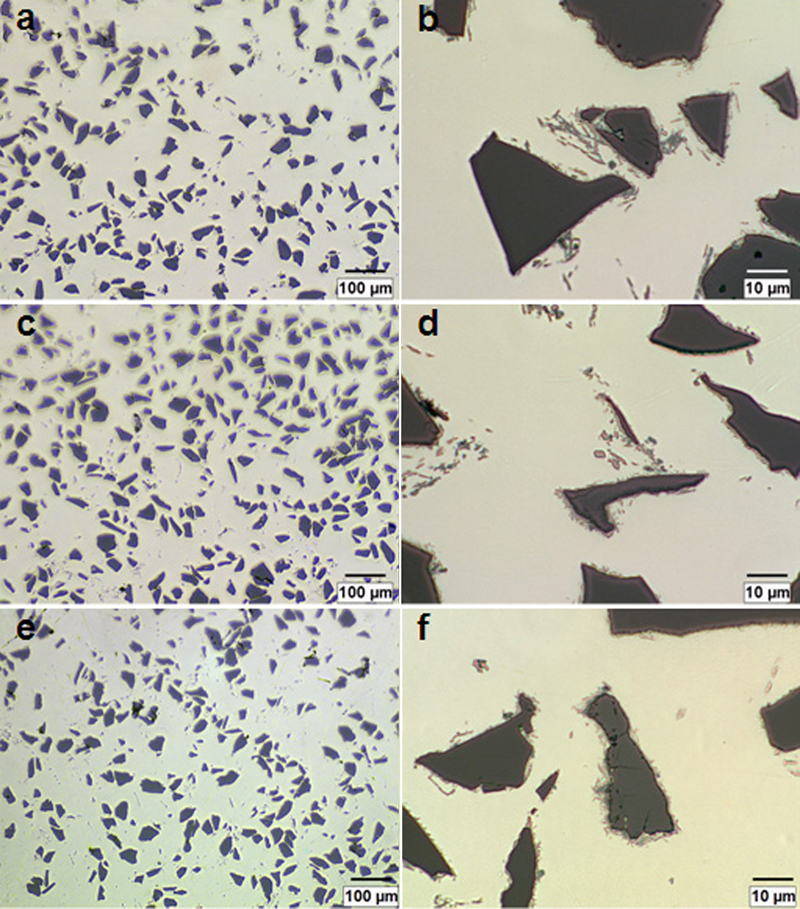
Optical microstructures of as cast samples

Optical microstructures of as cast samples of a, b SZ58, c, d SZ40, e, f S29 and g, h Z24: arrows in a, c, e and g show primary Al3Zr intermetallic particles
Interfaces between aluminium and B4C
The surface of each B4C particle was covered by a thin interfacial reaction layer (usually <1 μm), composed of many reaction induced particles (Fig. 4). The majority of these particles were TiB2 type particles. In a three-dimensional view revealed by deep etching (Fig. 4b and d), it was evident that the thin reaction zone was a continuous layer covering the entire B4C surface. Moreover, in the interfacial reaction zone, there were some coarse particles (mainly TiB2) that grew directly from the reaction zone with random orientation and extended into the Al matrix. The EDS analysis detected that these TiB2 type particles often contained trace amount of Sc or Sc and Zr in the Al–Sc and Al–Sc–Zr composites respectively.
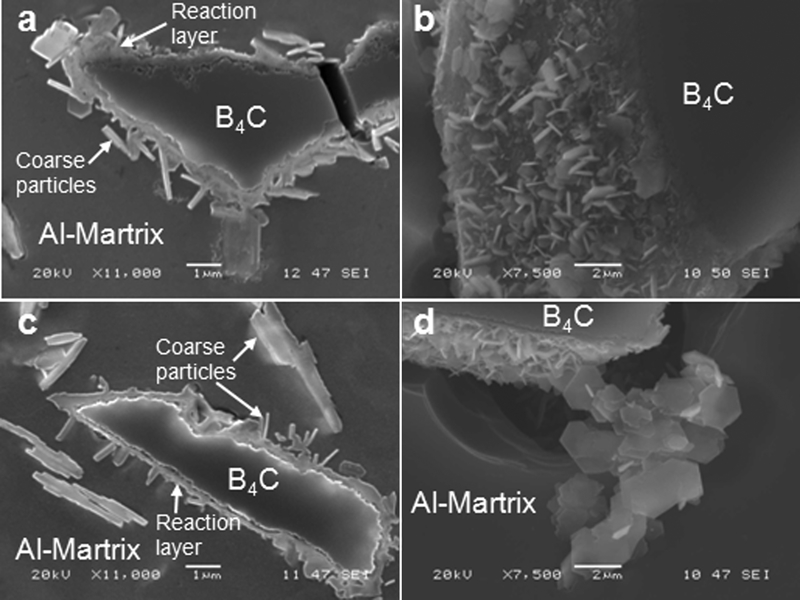
Micrographs (SEM) of S58 (a light etched and b deep etched) and SZ58 (c light etched and d deep etched)
Figures 5 and 6 show more details of the interfacial microstructures obtained by TEM in the composites S58 and SZ58 respectively. In the case of the Al–Sc composite (S58), it can be seen from Fig. 5a and b that the B4C surface was covered with a layer of fine crystals attached on the B4C surface as well as a layer of coarse crystals extending from the fine crystal layer toward the Al matrix. The fine crystal layer could be divided into two sublayers. Identified by a light grey colour, the sublayer beside B4C was enriched with Al, B and C and consisted of fine Al3BC crystals (Fig. 5a and c), which were identified and confirmed in other Al–B4C composites.15,20 The second polycrystalline sublayer, identified by a dark grey colour, consisted of two types of fine crystals, namely, TiB2 and ScB2. Both phases were confirmed by selected area electron diffraction (SAED) in location I (Fig. 5a and d). The EDS results (Fig. 5c) clearly show that both Ti and Sc were enriched in the interface, but the amount of Ti was much higher than that of the Sc, indicating that the second polycrystalline sublayer mainly consisted of fine TiB2 crystals. In the coarse crystal layer, two compounds were identified. In location II, the plate-like particle was recognised as TiB2 (Fig. 5a and e). The facetted particle in location III, growing toward the Al matrix, was identified as Al3ScC3 (Fig. 5b and f).

a, b bright field STEM images of typical interfacial morphologies in as cast composite S58; c composition profiles along arrow indicated in a; d SAED ring pattern from selected area I: 1, ScB2(100); 2, TiB2(101); 3, TiB2(110); 4, TiB2(201); 5, TiB2(112); 6, ScB2(211); e TiB2 phase electron diffraction patterns corresponding to selected area II at zone axis
; f Al3ScC3 phase electron diffraction patterns corresponding to selected area III at zone axis 

a, b bright field STEM images of typical interfacial morphologies in as cast composite SZ58; c composition profiles along arrow indicated in b; d SAED ring pattern from selected area I: 1, TiB2(001); 2, ScB2(100); 3, TiB2(101); 4, TiB2(002); 5, ScB2(102); 6, ScB2(201); e TiB2 phase electron diffraction patterns corresponding to selected area II at zone axis
; f Al3ScC3 phase electron diffraction patterns corresponding to selected area III at zone axis 
The typical microstructure of reaction layers in the Al–Sc–Zr composite (SZ58) is shown in Fig. 6. On the interface between B4C and Al, a layer of fine crystals was attached on the B4C surface, and a layer of coarse crystals, beside the Al matrix (Fig. 6a and b), was very similar to that of the Al–Sc composite (S58). In the fine crystal layer, a great number of tiny nanoscale crystals covered the entire B4C surface. Two existing sublayers, one exhibiting a light grey colour and close to the B4C consisted of Al3BC crystals, and the other, with a dark grey colour, consisting of polycrystalline TiB2 and ScB2, were both identified by SAED in location I of Fig. 6a and d. As the results of EDS line scanning revealed that the dark grey sublayer was enriched with a large amount of Ti and a small amount of Sc (Fig. 6c), this suggested a majority of TiB2 and a minority of ScB2 fine crystals in this sublayer. Moreover, a trace level Zr was also detected at the interface. Since the possible reaction product ZrB2 had the same crystal structure as ScB2 and that both compounds had similar lattice constants [ZrB2: a = 3·170 Å, c = 3·530 Å (Ref. 21) and ScB2: a = 3·148 Å, c = 3·515 Å (Ref. 22)], it was difficult to distinguish them from each other by SAED. Therefore, the trace Zr in the interface may come from a small amount of ZrB2 or Zr atoms that substituted some Ti or Sc in the TiB2 and ScB2 crystals.
The SAED pattern in location II (Fig. 6e) confirmed that large plate-like particles extending into the Al matrix are TiB2 type crystals and contained traces of Sc and Zr. The facetted particles toward the Al matrix were identified as Al3ScC3 (Fig. 6f). It is also interesting to observe that the highest peak of Sc in both composites (S58 and SZ58) was very close to B4C and was in front of the fine TiB2 layer (Figs. 5c and 6c). This suggests that Sc atoms were able to diffuse over the existing TiB2 layer formed in the prefabricated cast billets.
Precipitates in as cast condition
Figure 7 shows TEM images of as cast precipitates of Al3Sc and Al3(Sc,Zr) in the Al–Sc (S58) and Al–Sc–Zr (SZ58) composites. The Al3Sc precipitates in the S58 composite exhibited spheroidal morphology and distributed homogeneously in the Al matrix (Fig. 7a). In the SZ58 composite, most Al3(Sc,Zr) precipitates had a spheroidal shape, and occasionally, some precipitates showed a cellular cubic morphology (Fig. 7b). After measuring the local thickness of TEM specimens using electron energy loss system, an image analysing program (Clemex) was applied to the TEM microimages to determine the precipitate size and volume fraction. The Al3Sc precipitates in the S58 composite had an average radius of 3·0±0·9 nm and a volume fraction of 0·14, while the Al3(Sc,Zr) precipitates in the SZ58 composite exhibited an average radius of 3·4±1·7 nm and possessed a volume fraction of 0·29. It should be mentioned that smaller precipitates with 1–2 nm radii are close to the conventional TEM resolution limit. It is therefore reasonable to believe that both composites produce a similar average precipitate radius at the as cast condition. However, at the same Sc level, the Al–Sc–Zr composite produced approximately twice the volume fraction of precipitates as the Al–Sc composite, which could have a significant impact on precipitation hardening.
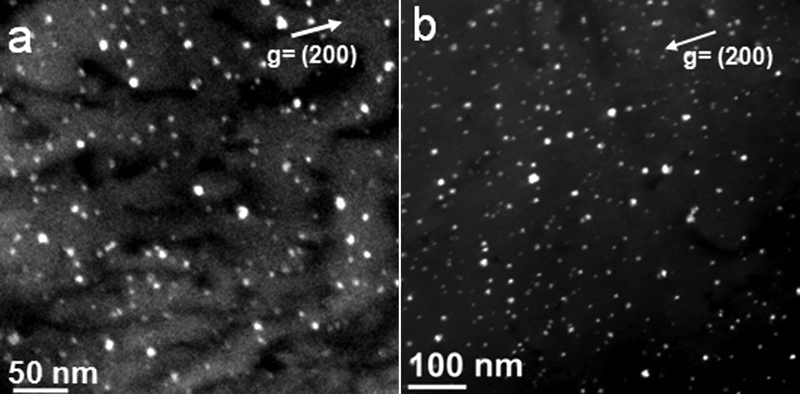
Dark field TEM images showing precipitates in matrix of composites a S58 and b SZ58
In general, such nanoscale precipitates distributed uniformly in the Al matrix. However, a precipitate free zone (PFZ) was observed both near the grain boundaries (Fig. 8) and close to the front of the ceramic/Al interfaces (Fig. 9). The width of the PFZ near the grain boundaries in the Al–Sc and Al–Sc–Zr composites (S58 and SZ58) varied in the range of 50–200 nm. As the formation of a PFZ at the grain boundaries can generally be explained by the depletion of solute elements or vacancies, the lack of these solute elements or vacancies resulted in the difficulty of precipitate nucleation.23,24
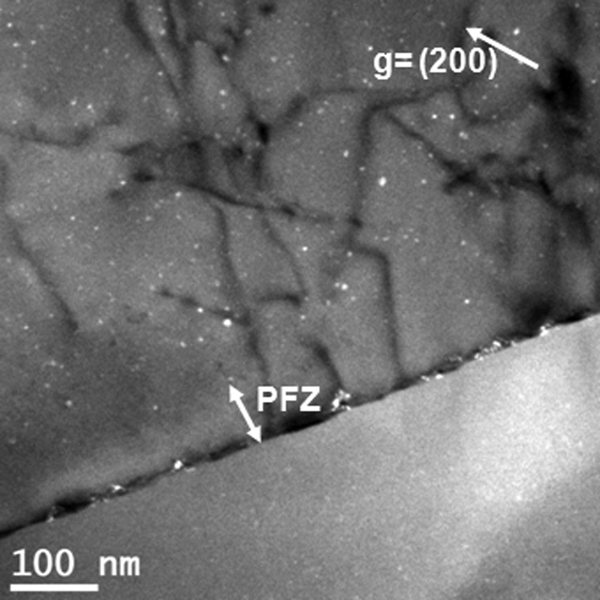
Precipitate free zone existed near grain boundary (S58) using superlattice reflection (100) of Al3Sc particles near [100] zone axis
Precipitate free zone at interface of composite S58
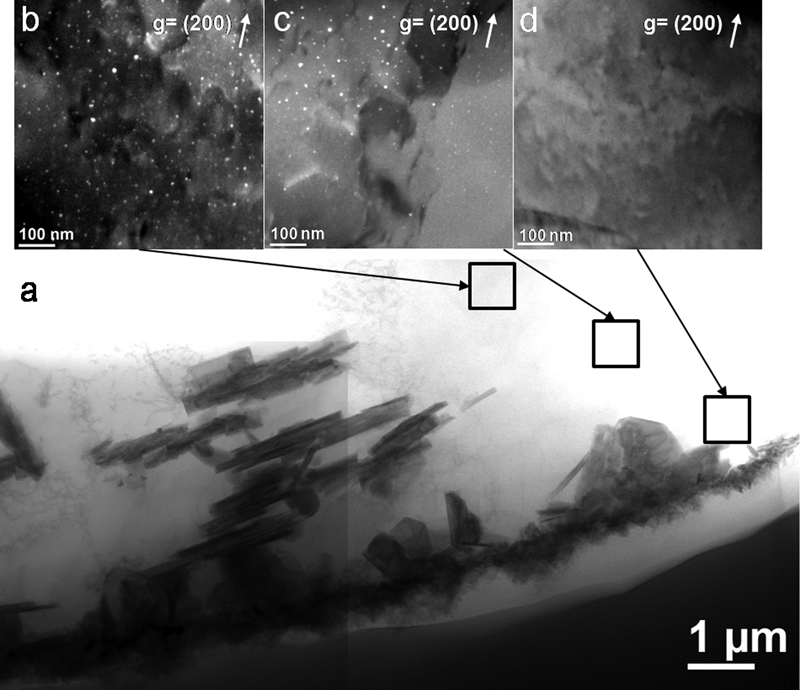
At the area beside the interface of the ceramic particles, a PFZ with a width of 2–2·5 μm could be identified (Fig. 9). A similar PFZ was also observed in the Al–Sc–Zr composite (SZ58). It is worth mentioning that the width of the PFZ at the interface was much wider than that at the grain boundaries. It was found that a considerable amount of Sc was enriched at the interfaces to react with B4C in both composites (Figs. 5 and 6). The consumption of Sc atoms in the interface could remove sufficient Sc solutes from the adjacent region and lead to a broad PFZ.
Precipitation strengthening
The precipitation strengthening effect on the Al matrix of experimental composites was monitored by Vickers hardness measurements. The hardness values of the composites in as cast, as homogenised and peak aged conditions are illustrated in Fig. 10. No precipitation strengthening was observed in the base composite due to the absence of any precipitate in its matrix. The addition of Zr in the base composite (Z24) produced no strengthening effect in both as cast and homogenised conditions. A limited precipitation hardening occurred at the peak aged condition, probably due to the precipitation of a small amount of Al3Zr precipitates in the matrix.25 The Al–Sc composites (S29, S40 and S58) exhibited an obvious strengthening effect in both as cast and peak aged conditions. The higher the scandium level was, the higher the strengthening effect exhibited in the composites. Moreover, a synergistic effect on precipitation strengthening was observed in the combination of Sc and Zr additions (SZ29, SZ40 and SZ58). At the same Sc level, the Zr containing composite displayed higher hardness values than the composite containing only Sc in both as cast and peak aged conditions. For example, the microhardness values of composite S29 were 38 and 45 HV in the as cast and peak aged conditions respectively, while composite SZ29 exhibited hardness values of 42 and 60 HV respectively at the same conditions. Compared to composite S29, the hardness values of composite SZ29 were increased by 11 in the as cast condition and 33 in the peak aged condition.
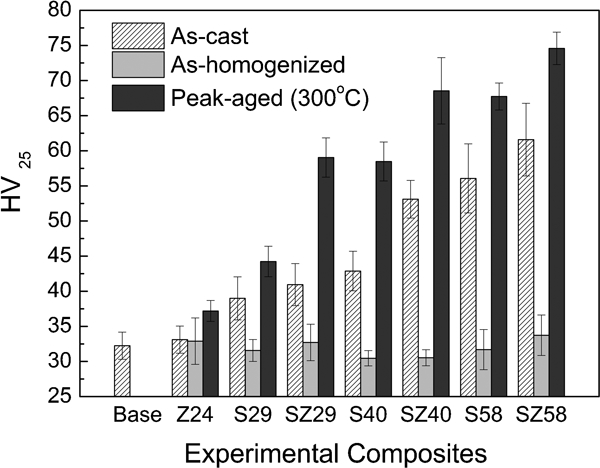
Vickers microhardness of experimental composite matrixes in as cast, as homogenised and peak aged conditions
It is worth mentioning that the hardness values of all homogenised composites were similar to the low level of the base composite, indicating that all precipitates formed in the as cast condition were completely dissolved during homogenisation. During the aging process, the nanoscale Al3Sc and Al3(Sc,Zr) precipitated from the supersaturated Al–Sc and Al–Sc–Zr solid solutions and acted as effective precipitation strengtheners.
Discussion
Interfacial reactions
In the Al–B4C system, B4C is not stable in liquid aluminium.16,20 During melting and casting, B4C continues to decompose and worsens the fluidity during casting and deteriorates the mechanical properties.15,20 With the addition of Ti into the Al–B4C composites, Ti is enriched at the interfaces between Al and B4C and the following reaction takes place20

Sc and Ti are adjacent transition elements in the periodic chart and have a similar behaviour in liquid aluminium. As Sc is introduced into the Ti presaturated composites, it is found that Sc enriches at the interfaces and is involved in interfacial reactions with B4C. In addition to reaction (1), the following reaction with Sc occurs17

Solute concentration of Sc and Zr in matrix
The precipitation strengthening of the composite relies on the solute concentration of Sc and Zr in the matrix. However, there is no effective method to precisely quantify the amount of alloying elements retained in the matrix of an MMC. It is well known that during the aging process, precipitation strengthening depends on the volume fraction and the size of the precipitates in the materials, which are, in turn, controlled by the solute concentration and the aging temperature.26,27 Therefore, materials with the same peak hardness value at a given aging temperature should have a similar solute concentration. Based on this principle, the peak hardness values of the experimental composites at the same aging temperature (300°C) are compared with the values of a series of binary Al–Sc alloys reported in the literature.9,10,28–31 The equivalent concentration of Sc and Zr in the matrix is therefore assessed (Fig. 11).
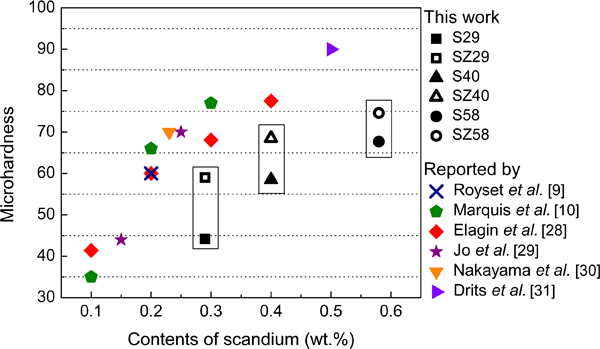
For the Al–Sc composites, the peak microhardness values of the S29 (0·29 wt-Sc), S40 (0·40 wt-Sc) and S58 (0·58 wt-Sc) composites are equivalent to those values exhibited by binary Al–0·15, 0·2 and 0·29 wt-Sc alloys. This suggests that approximately half the Sc is retained in the matrix for precipitation hardening, while the other half is consumed at the interfaces. In other words, a double amount of Sc is necessary in Al–B4C composites to achieve the same strengthening effect as in binary Al–Sc alloys.
In the case of Al–Sc–Zr composites, and since few primary Al3Zr particles appeared in the cast microstructure (Fig. 3), this indicates that some Zr is bound in the primary Al3Zr crystals upon solidification. According to the Al–Zr binary diagram, primary Al3Zr will form when the Zr content is >∼0·11 wt- at the peritectic reaction.32 Under the non-equilibrium solidification condition with high cooling rates, the peritectic reaction shifts towards a high Zr concentration, and more Zr can enter the Al matrix. In the present experimental cast condition using permanent mould casting, the cooling rate in liquid state is ∼12°C s−1. At this non-equilibrium condition, the solute content of Zr can reach up to 0·15 wt- after solidification.
The results of Fig. 11 show that in all three Al–Sc–Zr composites (SZ29, SZ40 and SZ58), the presence of Zr generates a strengthening effect that is more or less equivalent to that of 0·1 wt-Sc in binary Al–Sc alloys. Based on the precipitate volume, it is reported33,34 that a double concentration of Zr is needed to achieve a similar precipitation effect of Sc in aluminium alloy, i.e. the precipitation hardening effect of 0·2 wt-Zr in aluminium is equivalent to that of 0·1 wt-Sc. On the other hand, the maximum solid solubility of Zr in Al at 640°C lies ∼0·23 wt- based on the Al–Zr binary diagram.32 All three Al–Sc–Zr composites underwent a long homogenisation treatment at 640°C for 96 h. Considering that only a small part of the Zr is consumed at the interfaces and that the most primary Al3Zrs intermetallic particles are dissolved during long time homogenisation, the solute concentration of Zr in the matrix is estimated ∼0·20 wt- after the homogenisation treatment.
Precipitation strengthening in as cast condition
The cooling conditions of the experimental ingots are listed in Table 2. To achieve precipitation strengthening in the as cast condition, the formation of supersaturated solid solution upon solidification and the precipitation of coherent precipitates during the subsequent cooling are both of importance. The solid solubility of Sc in aluminium is very low, and it decreases sharply with decreased temperature. For example, the solid solubility of Sc lies in 0·30, 0·05 and 0·005 wt- at 640, 500 and 350°C respectively.35 In spite of the partial consumption of Sc at the interfaces, ∼0·15, 0·2 and 0·29 wt-Sc still remain in the matrix of the three composites, which can form the supersaturated solid solution upon solidification.
Cooling rates of cast ingots measured from 730 to 300°C
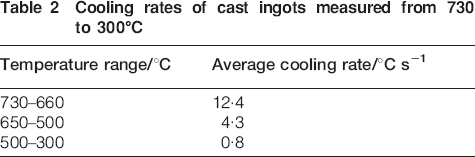
During the subsequent cooling, the supersaturated solid solution will decompose if the cooling rate in the solid state is not high enough to have a quench effect. It was reported that when the cooling rate in the solid state is below 10°C s−1 in Al–Sc alloys, the nanosize precipitates were able to form from the supersaturated solid solution.33,34 The cooling rates of experimental composites in the solid state were well below the values seen in Table 2, and therefore, the Al3Sc and Al3(Sc,Zr) precipitates formed in the matrix (Fig. 7), indicating the occurrence of quick nucleation and growth of both precipitates. In the presence of Zr, the as cast Al–Sc–Zr composite produced a double amount of precipitates as the Al–Sc composite at the same Sc level. Therefore, the precipitation hardening effect of Al–Sc–Zr composites is remarkably higher than that of Al–Sc composites in the as cast condition. It should be noted that the as cast hardness is generally lower than that at the peak aged condition (Fig. 10). This is due to the lack of time during cooling (7 min from 500 to 300°C), which does not allow complete precipitation.
Conclusions
In the present study, B4C particulate reinforced aluminium matrix composites alloyed with Sc and Zr were fabricated via a conventional casting process. The interfacial microstructure, the precipitation of Al3Sc and Al3(Sc,Zr) and the precipitation strengthening effect at as cast and peak aged conditions have been investigated. The following results and findings were obtained and discussed.
As Sc is added into the Ti presaturated Al–B4C composites, a part of the Sc is enriched at the interfaces and involves in the interfacial reactions with B4C. The in situ formed reaction products are Al3BC, TiB2, ScB2 and Al3ScC3. The interfacial reactions consume a considerable amount of Sc, which is no longer available for precipitation strengthening.
A trace level of Zr is detected in the interfacial reaction zone when Zr, in combination with Sc, is added into the Al–B4C composites. No major Zr reaction product is found in the interfaces. Therefore, only a small part of Zr is consumed at the interfaces, while the major part of Zr remains in the matrix for precipitation strengthening.
Precipitation of nanoscale Al3Sc and Al3(Sc,Zr) precipitates is observed in the as cast microstructure. Both precipitates are formed during cooling after solidification and are uniformly distributed in the aluminium matrix except in the areas near the grain boundaries and in front of the Al/B4C interfaces where the PFZs are observed.
The introduction of Sc into Al–B4C composites yields a considerable precipitation strengthening effect in as cast and peak aged conditions. With an increased Sc content, the precipitation strengthening of the composites increases but the consumption of Sc in the interfaces also raises. To achieve an equivalent strengthening effect of Sc as that in binary Al–Sc alloys, approximately double the amount of Sc is required in Al–B4C composites.
The addition of Zr in Sc containing composites produces a high volume fraction of Al3(Sc,Zr) precipitates, which yields a significant increase of precipitation strengthening of Al–B4C composites in both as cast and peak aged conditions.
Footnotes
Acknowledgements
The authors would like to acknowledge the Natural Sciences and Engineering Research Council of Canada (NSERC) and Rio Tinto Alcan for the financial support through the NSERC Industrial Research Chair in Metallurgy of Aluminium Transformation at the University of Québec at Chicoutimi.