
Abstract
We report the impact of room temperature forging on microstructure evolution and mechanical properties of hot extruded Mg pipes with a special focus on twinning behaviour and texture. The twinning is identified as an important deformation mechanism. The amount of twins are first increased with the increase in forging strain and then reduced remarkably, followed by a sudden increase until the saturation state. Different types of twins are identified, and the role they play in the deformation process is discussed. The basal planes are found to be rotated by a right angle from the extrusion direction during the room temperature forging. The Vickers hardness is increased drastically once imposing the room temperature forging, thereby demonstrating that this technique is effective in modifying microstructures and mechanical properties of metals.
Introduction
Magnesium and alloys hold substantial promise in a wide range of engineering applications, e.g. in automobile, aerospace and electronics due to their lighter weight over many structural materials.1,2 Nowadays, die casting remains a popular processing technique for Mg and its alloys. However, such a casting method can produce defects of many species such as porosity, dendritic segregation and inclusions, which along with low ductility restricts the wide use of Mg as practical components.3 Recently, to avoid defect formation, much effort has been devoted to the processing of Mg and its alloys using plastic forming techniques.4–6 However, owing to the limited slip systems for the less symmetric hexagonal close packed structure, they still show poor plasticity, in particular at room temperature. For example, the most favourable slip system (0002) can provide two independent slip directions only, precluding therefore the possible strain accommodation in the out of plane (c) axes.7,8
can provide two independent slip directions only, precluding therefore the possible strain accommodation in the out of plane (c) axes.7,8
It is known that deformation twinning can provide the required strain component along the c axis for a generalised deformation. The two common twinning modes for Mg are the 
 extension twinning and the
extension twinning and the 
 contraction twinning, which play a different role in reorientation of crystal lattice.9 Extension twinning exhibits 86°
contraction twinning, which play a different role in reorientation of crystal lattice.9 Extension twinning exhibits 86° rotation relation between twin variants and untwinned matrix, while contraction twinning allows a rotation of the crystal lattice by 56·2° along the
rotation relation between twin variants and untwinned matrix, while contraction twinning allows a rotation of the crystal lattice by 56·2° along the  axis.10,11 These twinning deformation modes are crucial to deformation of Mg because twinning allows a sudden shift in orientation, which reactivates other slip systems, although the twinning itself contributes to total plasticity in a limited manner.
axis.10,11 These twinning deformation modes are crucial to deformation of Mg because twinning allows a sudden shift in orientation, which reactivates other slip systems, although the twinning itself contributes to total plasticity in a limited manner.
Owing to the importance of twinning, extensive research has been focused on the clarification of deformation mechanism.12–14 Barnett et al.15 have investigated the Hall–Petch behaviour of the extruded Mg–3Al–1Zn (wt-) alloys in compression as a function of temperature. They have successfully applied a model to predict the critical grain size in the transition from slip to twining dominated flow. In addition, the relationship between the presence of twinning and Schmid factor has been discussed during the compression tests.16 Moreover, Wang et al.17 have conducted plane strain compression experiments and revealed that all prominent peaks in the misorientation angle distribution for the c axis extension samples can be identified as the  twinning. They attribute the other small peaks to the
twinning. They attribute the other small peaks to the  –
– double twins. However, detailed information on the influence of twinning on the deformation and texture formation during the room temperature forging remains limited. We therefore examine microstructure and property evolution during the room temperature forging of hot extruded pure Mg pipes with a {0001} fibre texture. We select purposely the extruded Mg pipes over the extruded bars because the former have thin tube walls, and their microstructure distribution is more homogeneous. In this respect, one can basically avoid the severely inhomogeneous microstructures and their influence on the forging deformation behaviours. The changes in misorientation angle, texture, twinning mode and microhardness are analysed thoroughly in the room temperature forging deformation.
double twins. However, detailed information on the influence of twinning on the deformation and texture formation during the room temperature forging remains limited. We therefore examine microstructure and property evolution during the room temperature forging of hot extruded pure Mg pipes with a {0001} fibre texture. We select purposely the extruded Mg pipes over the extruded bars because the former have thin tube walls, and their microstructure distribution is more homogeneous. In this respect, one can basically avoid the severely inhomogeneous microstructures and their influence on the forging deformation behaviours. The changes in misorientation angle, texture, twinning mode and microhardness are analysed thoroughly in the room temperature forging deformation.
Experimental
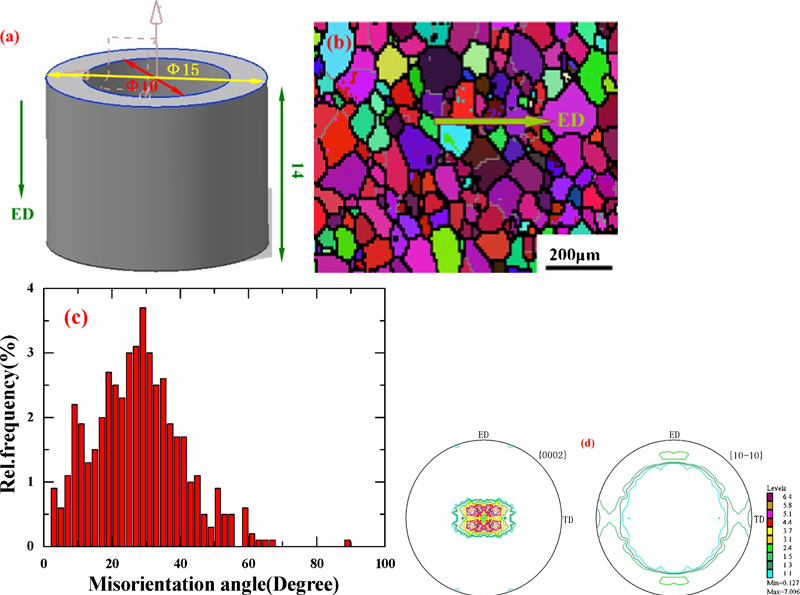
The materials used in the present study were commercial hot extruded pure Mg pipes with 10 mm inner diameter and 15 mm outer diameter. The long pipes were first cut into samples 14 mm in length (Fig. 1a) and then annealed at 573 K for 30 min as starting materials for the forging process. The forging was performed at room temperature along the direction parallel to extrusion direction (ED). To better control strain, the prepared samples were placed in dies which have an inner diameter of 18 mm and a series of height to ensure reduction effect. The radial direction allows the specimens to expand around the radial circle, and the final pipes have almost identical length as the dies. A series of strains 6, 12, 16 and 20 were obtained. Because deformation homogeneity is important for the microstructure evolution and the microstructure of the compressed Mg with a grain size of 5·1 μm under a plastic strain of 0·65 consists of twinned area and untwinned and transition regions,18 we controlled the ratio of length/diameter for the pipes in <1 and forged the pipes from the two ends alternately. However, strains were still likely to be distributed differently over the parts of the pipes. The centre location of all samples was observed in order to make a straightforward comparison.
Initial stage of extruded pure Mg pipes
Microstructures of all samples extruded along the ED were observed by the electron backscatter diffraction (EBSD) technique using a JEOL JSM 7600 field emission gun scanning electron microscopy equipped with Nordlys II detector and HKL Technology Channel 5·0 acquisition system. Specimens for EBSD observation were ground on progressively finer grades of emery papers up to 2000 grit and cleaned with ethanol, followed by a chemical polishing in a mixed solution of 80 ethanol, 10 perchloric acid and 10 glycerol for 15 s. The samples were cleaned once again with ethanol and loaded instantly to the SEM chamber. The EBSD data were collected using an EBSD camera attached to field emission gun scanning electron microscopy under a voltage of 20 kV and a current of 73·6 μA. The working distance was set to 12 mm, and the tilt angle was 70°. The step size ranges from 1 to 1·3 μm, and the successful index rate of all the EBSD samples is >65. In addition, the extruded pure Mg pipes were also examined by the X-ray diffractometer (Rigaku D/Max 2500), with Cu Kα radiation at a voltage of 40 kV and a current of 100 mA. Microhardness was measured over 10 readings for each sample using a digital tester DMH-1 (Matsuzawa Seiki Co., Ltd) under an indenter load of 100 g for 8 s.
Results and discussion
Microstructure of as received materials
Figure 1 shows orientation and grain boundary (GB) of the as received pure Mg pipes. The grains are coarse and equiaxed with an average grain size of ∼80 μm (Fig. 1b). The experimental pole figures for the pure Mg pipes with the reflecting surface parallel to ED are given in Fig. 1d, where one can see intense basal textures where the c axis of the hexagonal close packed unit cell is basically perpendicular to the ED. Further investigation into the distribution of misorientation angle (Fig. 1c) reveals that the misorientation frequency is dominant when the angle is beyond >15°, especially for 30° where a large fraction of boundary is gathered, indicating that full dynamic recrystallisation takes place during the extrusion.19
Microstructure evolution
Figure 2 illustrates typical microstructures of the pure Mg forged under various strains, where grain orientations are indicated in colour. The twin density is increased first and then reduced sharply, followed by a final sudden increase to a saturation state. The morphologies of samples are also modified substantially with the rise of strain. The grain orientations of the forged sample differ from that of the as received sample (Fig. 1b). However, there is almost no difference between grain orientations of the samples forged at high strains, e.g. 12 and 16, while changes in grain orientation for the samples processed at low strains are substantial.
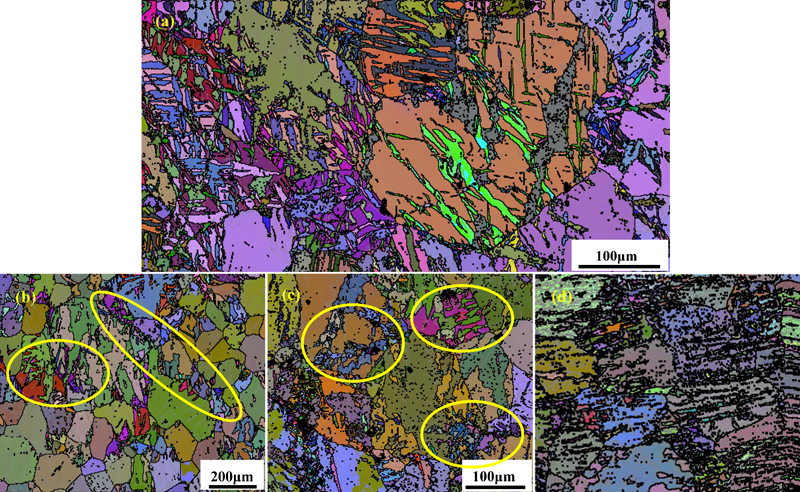
Microstructures of Mg forged under series of strains
A large number of twins are formed at the coarse GBs in the sample forged at the strain of 6. The deformation at 298 K is attributed to the basal slip and twinning, where the basal planes are almost parallel to the ED and the c axis is tension stressed. This renders the tensile twinning easier to be activated. It should be noted that small grains emerge (ellipses in Fig. 2b and c), which are identified as twinning (Fig. 4b and c). This is because many extension twins grow with the increase in plastic strains from 6 to 16. Some small twins join together, forming large ones with different orientations, which leave behind a few small twins only on the ED plane for the lamellae structure.
Demarcation of twinning boundaries for Mg forged under strains of a 6, b 12, c 16 and d 20
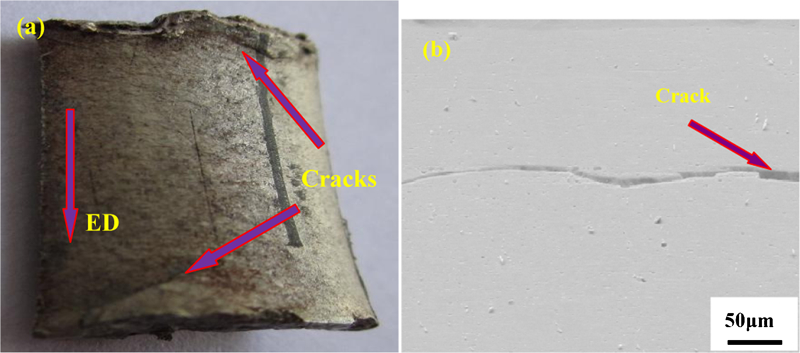
The twins appear at discontinuous sections, and the number of twins reaches a saturation level as the strain increases to 20. In addition, cracks turn up at the two ends (Fig. 3), which is ascribed to the saturated twins that cannot provide shear strain and orientation variation in order to reactivate the basal slip systems. It is noted that all microstructures are observed from the centre of the ED plane, thereby minimising the influence of stress near cracks on the microstructure observation.
Crack initiated from ends in sample forged at 20
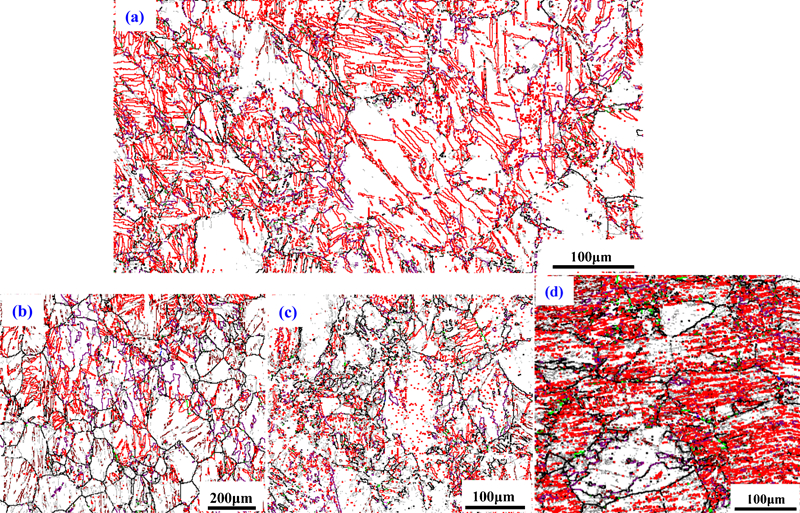
Figure 4 shows the twins in the forged sample, which are indicated in colour lines. Misorientations between the matrix and primary (secondary) twins are listed in Table 1. Noted that not all the EBSD patterns are indexed for the difficulty in indexing those within the contraction twins.20 The basal slip and twinning dominate the deformation mechanism during the room temperature forging. Table 2 summarises the frequency of twin boundaries for the sample forged at the strain of 6, where one can see that the tensile twinning 
 boundaries dominates (53·3). In addition, the deformation twinning on the
boundaries dominates (53·3). In addition, the deformation twinning on the  planes is also important because it allows the modification in the inelastic shape along the c axis.21
planes is also important because it allows the modification in the inelastic shape along the c axis.21
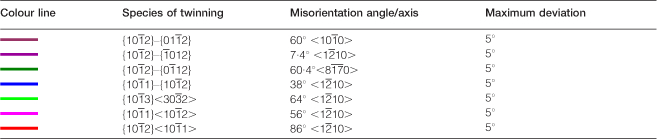
Misorientations between matrix and primary (or secondary) twins
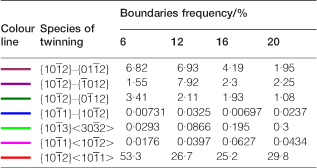
Frequency of various twin boundaries in the samples forged under strains of 6, 12, 16 and 20
The secondary  –
– and
and  –
– twinning boundaries have a frequency of 6·82 and 3·41 respectively. However, frequency for the contraction twinning and its secondary twinning is rather low because of the following reasons: (1) the magnitude of shear γ0 (0·137) is larger than that of tensile twinning (0·1289); (2) a large critical resolved shear stress (112 MPa) is required as compared to the tensile twinning (3 MPa);22,23 and (3) the c axis is longer because it is perpendicular to the forging direction. The tensile twinning is therefore easier to take place. Moreover, the contraction twinning is slim with a high density of dislocations at its boundaries (the statistics of contraction twinning boundaries is used only for qualitative analysis). However, the
twinning boundaries have a frequency of 6·82 and 3·41 respectively. However, frequency for the contraction twinning and its secondary twinning is rather low because of the following reasons: (1) the magnitude of shear γ0 (0·137) is larger than that of tensile twinning (0·1289); (2) a large critical resolved shear stress (112 MPa) is required as compared to the tensile twinning (3 MPa);22,23 and (3) the c axis is longer because it is perpendicular to the forging direction. The tensile twinning is therefore easier to take place. Moreover, the contraction twinning is slim with a high density of dislocations at its boundaries (the statistics of contraction twinning boundaries is used only for qualitative analysis). However, the 
 twinning boundaries are reduced, while the
twinning boundaries are reduced, while the  –
– secondary twinning boundaries are increased as the strain is increased from 6 to 12. In general, the Schmid factor (cos λcos φ , where λ is the angle between twinning plane and force axis and φ is the angle between twinning direction and force axis) can be used as a criterion to determine the forming priority of twinning and twin variant types. Since twinning takes place in an easier way for the larger Schmid factor, some extension twins join together, forming large twins with the increase in plastic strain, which makes the extension twin boundaries vanish. In addition, the frequency of contraction twinning
secondary twinning boundaries are increased as the strain is increased from 6 to 12. In general, the Schmid factor (cos λcos φ , where λ is the angle between twinning plane and force axis and φ is the angle between twinning direction and force axis) can be used as a criterion to determine the forming priority of twinning and twin variant types. Since twinning takes place in an easier way for the larger Schmid factor, some extension twins join together, forming large twins with the increase in plastic strain, which makes the extension twin boundaries vanish. In addition, the frequency of contraction twinning 
 and
and 
 boundaries is somewhat increased as well (Table 2), which is due to the shift in the c axis from the normal of forging direction at low strains (e.g. 6). The basal slip cannot be completely initiated, and hence, the contraction and secondary twinning are favoured. However, the magnitude of contraction twinning is much lower than that of the tensile twinning.
boundaries is somewhat increased as well (Table 2), which is due to the shift in the c axis from the normal of forging direction at low strains (e.g. 6). The basal slip cannot be completely initiated, and hence, the contraction and secondary twinning are favoured. However, the magnitude of contraction twinning is much lower than that of the tensile twinning.
The contraction twinning boundaries of 
 and
and 
 are increased substantially at the forging strain of 16 as compared to those at the strain of 12. However, the secondary twinning boundaries of
are increased substantially at the forging strain of 16 as compared to those at the strain of 12. However, the secondary twinning boundaries of  –
– and
and  –
– are decreased rapidly in comparison to the sample forged at the strain of 6 (Table 2). These are due to the discrepancy between the tilt extent of the c axis and the deformation hindered by the accumulated dislocations. When the strain reaches 20, the frequency of tensile twinning boundaries
are decreased rapidly in comparison to the sample forged at the strain of 6 (Table 2). These are due to the discrepancy between the tilt extent of the c axis and the deformation hindered by the accumulated dislocations. When the strain reaches 20, the frequency of tensile twinning boundaries 
 is increased from 25·2 to 29·8 (Table 2), despite the decrease in frequency of secondary twinning boundaries. The contraction twinning
is increased from 25·2 to 29·8 (Table 2), despite the decrease in frequency of secondary twinning boundaries. The contraction twinning 
 boundaries are increased owing mainly to the subsequent large forging force that meets the required critical resolved shear stress. Of all the twins, the contraction twinning
boundaries are increased owing mainly to the subsequent large forging force that meets the required critical resolved shear stress. Of all the twins, the contraction twinning 
 is always formed at a late deformation stage.
is always formed at a late deformation stage.
The twins are almost saturated as the strain is increased from 16 to 20, where the dislocation density is high and the strength is enhanced greatly, thereby requiring a larger forging force. In addition, cracks are produced easier as the contraction twins 
 and secondary twins
and secondary twins 
 are increased, which as a result renders the basal plane rotate to the direction where the glide is much more favourably oriented.24,25
are increased, which as a result renders the basal plane rotate to the direction where the glide is much more favourably oriented.24,25
Distribution of misorientation angle
To shed further light on the GBs, we calculate the distribution of misorientation angle based upon the EBSD, as shown in Fig. 5. The majority of GBs in the as forged samples are high angle grain boundaries (HAGBs) with a misorientation angle of >15°. Two peaks are seen at the misorientation angles of 56 and 86° for the as forged Mg, which correspond to the 
 extension twins and
extension twins and 
 contraction twins respectively. The sample processed at a strain of 6 has the largest frequency at a misorientation angle of 86°, indicating that the extension twinning
contraction twins respectively. The sample processed at a strain of 6 has the largest frequency at a misorientation angle of 86°, indicating that the extension twinning 
 is prone to be formed at an initial stage during room temperature forging. The average frequencies of misorientation angle <10° are calculated to be 0·004, 0·02, 0·016 and 0·014 for the samples forged at the strains of 6, 12, 16 and 20 respectively, demonstrating again that a large amount of defects is injected during forging. When the strain is beyond 12, average frequency of misorientation angle <10° tends to decrease even if the defect is increased with the rise of strain, meaning that some low angle grain boundaries are evolved into the HAGBs. Such a transformation may be due to the energy produced during the severe forging.
is prone to be formed at an initial stage during room temperature forging. The average frequencies of misorientation angle <10° are calculated to be 0·004, 0·02, 0·016 and 0·014 for the samples forged at the strains of 6, 12, 16 and 20 respectively, demonstrating again that a large amount of defects is injected during forging. When the strain is beyond 12, average frequency of misorientation angle <10° tends to decrease even if the defect is increased with the rise of strain, meaning that some low angle grain boundaries are evolved into the HAGBs. Such a transformation may be due to the energy produced during the severe forging.
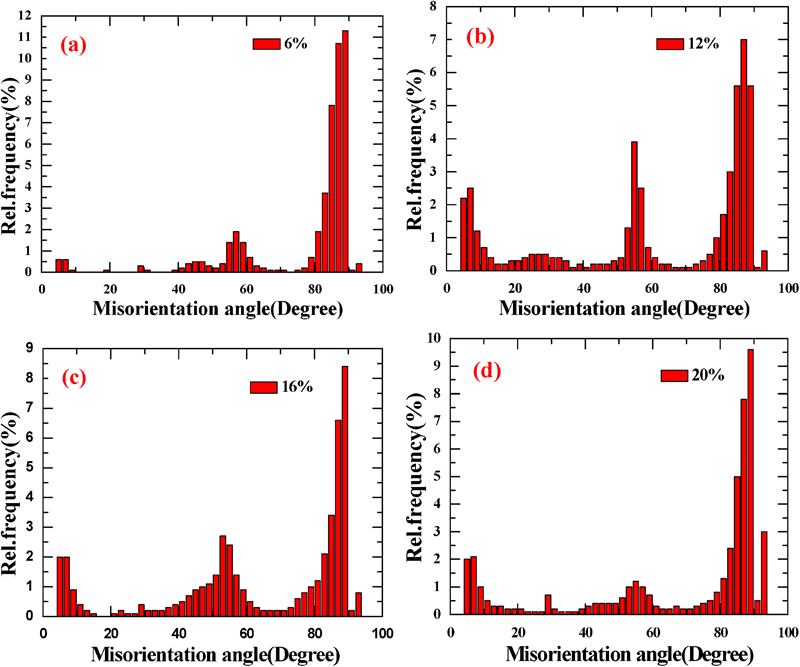
Misorientation histogram of forged Mg under series of strains: measurement starts from 5°
Texture evolution
Figure 6 presents the {0001} and  poles for the samples forged under the strains ranging from 6 to 20, where one can see that the c axes of most grains are approximately vertical to the ED. The c axes are, however, small angle away from the ND when strain is free (Fig. 6a). The basal texture is modified in order to rotate the c axes of most grains to the ED for the samples forged at room temperature at the strains of >6. When the strain is increased to 6, a large amount of
poles for the samples forged under the strains ranging from 6 to 20, where one can see that the c axes of most grains are approximately vertical to the ED. The c axes are, however, small angle away from the ND when strain is free (Fig. 6a). The basal texture is modified in order to rotate the c axes of most grains to the ED for the samples forged at room temperature at the strains of >6. When the strain is increased to 6, a large amount of 
 twinning emerges, and the (0001) pole is also rotated by ∼90° (Fig. 6a and b). In the 6 sample, the majority of basal plane is approximately located by 45° from the ED (Fig. 6b). However, there is almost no change in the strain cases of 12, 16 and 20: the c axes of most grains are still almost parallel to the ED (Fig. 6c–e). In addition, two different peaks are observed at ∼8° from the ED. These indicate that the texture is modified until the strain of 12 and that further deformation under stains of >12 does not affect the texture significantly. The basal plane is inclined to rotate before it is perpendicular to the ED during the room temperature forging along the ED, which reduces the Schmid factor, affecting thereby mechanical properties of the Mg pipes.
twinning emerges, and the (0001) pole is also rotated by ∼90° (Fig. 6a and b). In the 6 sample, the majority of basal plane is approximately located by 45° from the ED (Fig. 6b). However, there is almost no change in the strain cases of 12, 16 and 20: the c axes of most grains are still almost parallel to the ED (Fig. 6c–e). In addition, two different peaks are observed at ∼8° from the ED. These indicate that the texture is modified until the strain of 12 and that further deformation under stains of >12 does not affect the texture significantly. The basal plane is inclined to rotate before it is perpendicular to the ED during the room temperature forging along the ED, which reduces the Schmid factor, affecting thereby mechanical properties of the Mg pipes.

{0001} and
pole plots for samples forged at room temperature under strains of a 0, b 6, c 12, d 16 and e 20: x, y and z indicate extrusion, transverse and normal directions respectively
Microhardness
Figure 7 shows microhardness (HV) as a function of forging strains. The HV is increased gradually and reaches a maximum of 48·2. For the samples forged at strain of 6, the HV can still increase substantially from 31·8 to 43, although the texture is located at an easy orientation. This is mainly because the basal slip results in a large amount of dislocations tangled at twin or grain boundaries, inducing workhardening. However, when the strain is beyond 6, the dislocation density is increased gradually before saturation, leading to a slight increase in the HV, although the basal texture is at difficult orientations.
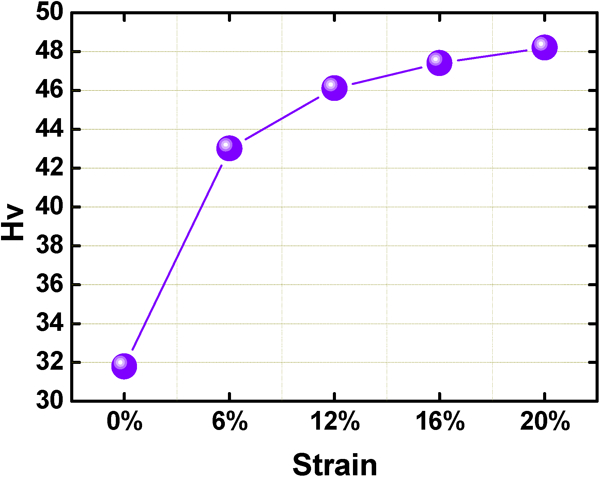
Microhardness as function of strain for room temperature forged samples
Conclusions
We have applied the room temperature forging to the as extruded Mg pipes and investigated in detail microstructure and mechanical property. We find that twins can be formed in the forged pure Mg at room temperature and that the tensile twinning 
 dominates the forging process. The c axis is found to be substantially rotated as the strain is increased, which promote the formation of the
dominates the forging process. The c axis is found to be substantially rotated as the strain is increased, which promote the formation of the 


 twinning. Moreover, the frequency of misorientation angle <10° is found to be much higher for the forged Mg than for the as received Mg. Some low angle grain boundaries are evolved into HAGBs once the strain is beyond 12. The majority of basal planes are found to be approximately located at 45° from the ED after forging under strain of 6 at room temperature, and the c axes of most grains are nearly parallel to the ED. Two peaks are observed at ∼8° around the ED for the samples forged under strains of 12, 16 and 20, and the texture variation occurs mainly in the samples forged under strain of <12. The microhardness is improved sharply from 31·8 to 48·2 via the room temperature forging, implying that forging is critical to modifying dislocations and hence mechanical properties of Mg.
twinning. Moreover, the frequency of misorientation angle <10° is found to be much higher for the forged Mg than for the as received Mg. Some low angle grain boundaries are evolved into HAGBs once the strain is beyond 12. The majority of basal planes are found to be approximately located at 45° from the ED after forging under strain of 6 at room temperature, and the c axes of most grains are nearly parallel to the ED. Two peaks are observed at ∼8° around the ED for the samples forged under strains of 12, 16 and 20, and the texture variation occurs mainly in the samples forged under strain of <12. The microhardness is improved sharply from 31·8 to 48·2 via the room temperature forging, implying that forging is critical to modifying dislocations and hence mechanical properties of Mg.
Footnotes
Acknowledgements
The present work is supported in part by the Internal S&T Cooperation Program of China (grant no.2011DFR50010) and by A*STAR SERC of Singapore (grant no. 092 137 0018). L. L. thanks the financial support of the China Scholarship Council. Z. W. appreciates the financial supports from the Grant-in-Aid for Young Scientists (A) (grant no. 24686069) and Challenging Exploratory Research (grant no. 24656376).