
Abstract
Corner cracking in medium C electric arc steel was experienced after continuous casting of square billets. This led to the investigation of the influence of high N levels on hot ductility. Steels microalloyed with V, Ti and B were subjected to in situ melting followed by cooling according to typical off-corner temperature profiles. Steels containing moderate amounts of V resulted in good ductility at the estimated off-corner temperature during unbending of 900°C due to the suppression of precipitation. Ti additions to V, Al, Si and B containing steels, although beneficial at low N levels, are detrimental to hot ductility when the N content is high due to a higher precipitate volume fraction. High Ti–B steels produced the worst hot ductility in medium C steels containing high N.
Introduction
Nitrogen has been shown to be very important in influencing the hot ductility of steel and the incidence of transverse cracking during continuous casting.1–3 This is because nitrides form in the temperature range of the straightening operation where they can encourage crack formation, crack propagation and eventual intergranular failure. Aluminium nitride precipitation is particularly detrimental with regard to transverse cracking but can be generally avoided in low N steels provided the Al is kept below ∼0·02.1 However, high N steels produced via electrical steelmaking carry considerably more risk of transverse cracking. Cracking in high N steel grades, particularly with Ti additions, has received limited attention. Most hot ductility work1 has been carried out on high strength low alloy steel steels having C contents below 0·2C. Only two references3,4 were found for the influence of N on the hot ductility of medium carbon steels. Zhao et al.3 found a detrimental effect of N from reheated (unmelted) hot ductility specimens tested at 10−2 s−1 in medium C–Mn–Ti–V steels. The work of Alvarez de Toledo et al.4 has clearly showed the detrimental influence of N on the incidence of intergranular cracking of medium C, Ti–Nb steels, and the cracking was attributed to a combination of fine precipitates and a large grain size at billet corners. In low N microalloyed steels, good ductility can be achieved by ensuring that all the N that is combined with Ti and Ti/N ratios should be above stoichiometry.2,4 However, if the N is increased,5 the volume fraction of complex carbonitride precipitates increases both at grain boundaries and within the matrix, leading again to poor ductility.
In Nb steels, V additions are beneficial when added in moderate amounts to low C steels6 as V delays the fine precipitation of Nb(CN), which is detrimental to hot ductility.2 Because V is regarded as a good microalloying element to add to avoid transverse cracking in low N steels,7 much of the present work has centred on using V additions to improve the hot ductility of high N steels. Boron has also been found to help in avoiding transverse cracking, but casting conditions must be closely controlled.1
Not only is it important to study the influence of composition on hot ductility, but also, to be creditable, the conditions of testing must be closely monitored. Recently, the laboratory test method used to simulate the conditions on straightening of the strand has been thoroughly explored.8 For Ti containing steels, not only is it necessary to melt the tensile specimens, but also the cooling conditions before tensile testing must be closely controlled. An acceptable strand thermal path simulation involves relatively fast cooling (600 K min−1) in the water cooled copper mould down to typical temperatures encountered by the surface at the foot rolls. This is followed by an increase in the surface temperature due to conduction from the hotter core followed by slow cooling (12 K min−1) to the test temperature typically found at the off-corner during unbending. This type of thermal cycle was recently used to study the influence of N level on Nb–Ti peritectic C steels2,7 and will be used in the present investigation.
Because a systematic study on the hot ductility of medium C, high N steels containing various amounts of Mn, Ti, V, S and B could not be found in the literature, the present investigation examines their influence on hot ductility under typical continuous casting conditions for 150 mm2 square billets.
Experimental
Chemistry
The composition and applicable critical temperatures of the tested as cast steels are given in Tables 1 and 2 respectively. The Ae3 was calculated using the formulae of Gavard et al.,9 and the liquidus TL and solidus TS temperatures were calculated by Thomas et al.10 from


Compositions of as cast steels
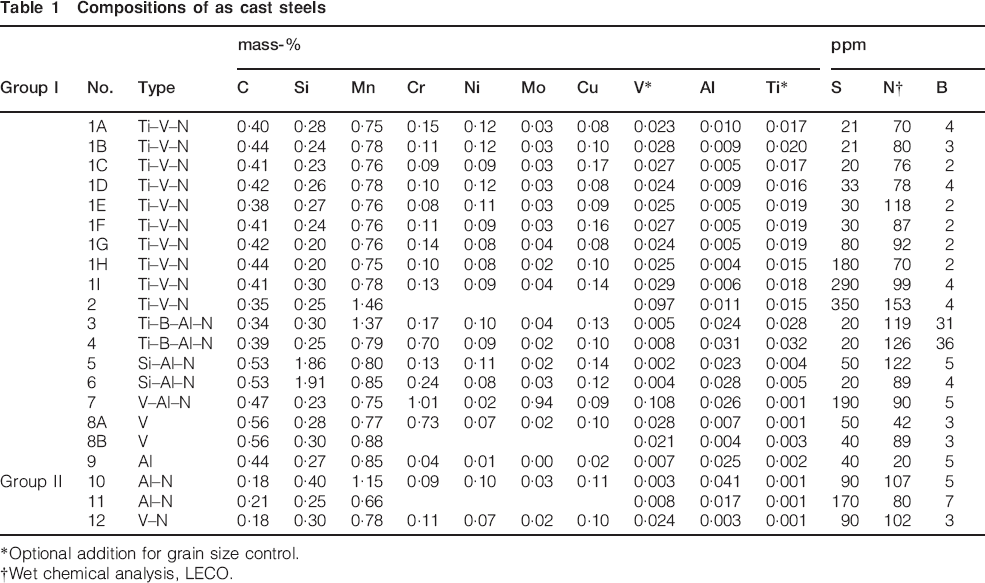
*Optional addition for grain size control.
†Wet chemical analysis, LECO.
Calculated TSOL, TLIQ and Ae3 temperatures (°C) and Ti/N ratios for steels in Table 1
Group I: 0·35–0·55C:
Ti–V–N: steels designated 1 in Table 1 (steels A–I) and steel 2
Ti–B–Al–N: steels 3 and 4
high Si–Al–N: steels 5 and 6
V: steels 7 and 8
plain C: steel 9
Group II: 0·2C
plain C: steels 10 and 11
V: steel 12.
The Al content was between 0·003 and 0·041. Sulphur varied between 20 and 350 ppm.
The calculated Ae3 for group I all lie between 790 and 802°C, except for high Si steels 5 and 6, where the equilibrium start of ferrite transformation is ∼830°C. The Ae3 for group II was 840–850°C. All these steels are expected to experience some form of precipitation during unbending at ∼900°C. Thus, the ductility at the high temperature end of the trough should be controlled more by particle size and distribution than by transformation.1
Billet casting simulation
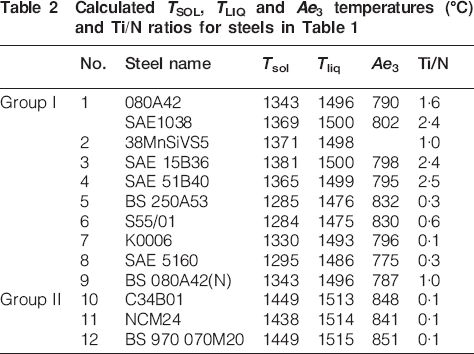
The calculated11 thermal path for a continuously cast 150 mm2 billet is shown in Fig. 1 for a withdrawal speed of 2·2 m min−1. The temperature between the surface centre and the corner varies between 1000 and 800°C during bending/unbending. It was thus assumed that 900°C represents an approximate off-corner temperature at this stage of casting, and the ductility at this temperature would be used to assess the likelihood of cracking.
Temperature profiles for 150 mm2 billet continuously cast at 2·2 m min−1: modelled11 corner, surface and centre and off-corner temperature simulation using Gleeble 1500D
Hot ductility testing
The laboratory simulation of off-corner temperature on a Gleeble 1500D is also shown in Fig. 1. Cylindrical tensile specimens, 120 mm long×10 mm diameter, were heated in the ‘mushy’ zone but below the liquidus, held at temperature for 2 min with a slight compression of 1 kN to simulate the ferrostatic pressure experienced by the strand. The specimens were then initially cooled at 600 K min−1 to simulate billet passage through the mould and down to the foot rolls. After reaching Tmin, the specimen temperature was increased to Tmax to simulate reheating of the surface region due to the liquid centre. This was followed by cooling at 12 K min−1 to approximate secondary cooling down to test temperatures between 800 and 1100°C. The specimens were then pulled to fracture at 1×10−3 s−1, which is a strain rate typically experienced during unbending. The reduction in area (RA) was measured and used to construct the hot ductility curves.
Transmission electron microscopy
The precipitate characteristics within group I were examined for a test temperature of 900°C for the steel with poor ductility Ti–V–N steel, 1C. This was compared to the steel with good ductility, V low N steel 8A. Carbon extraction replicas were mounted on Cu grids from cross-sections close to the point of fracture. The TEM work was carried out using a Philips CM200 electron microscope equipped with energy dispersive spectroscopy.
Results
Hot ductility curves
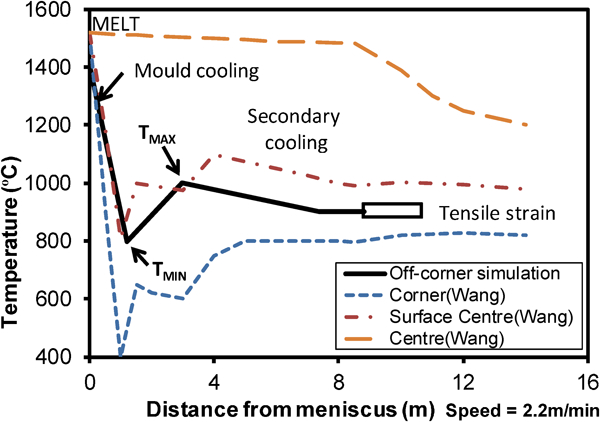
The Ti–V–N steels 1A–1I (Table 1) all showed similar hot ductility, and the average curve is shown in Fig. 2. However, S variation of between 20 and 290 ppm had no significant influence on RA [see dotted curves in Fig. 2 for steels 1I (high S) and 1A (low S)]. Surprisingly, the worst and best ductilities at 900°C were found in high S steels 1I and 1H respectively. N in the range of 0·007–0·012 had little influence on ductility at a constant Ti level of 0·02.
Hot ductility of Ti–V–N steels A–E: these steels all show similar hot ductility
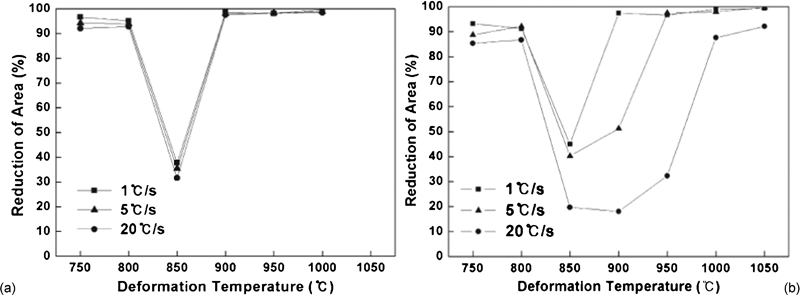
In Fig. 3a, for the steels 1A–1I, the average hot ductility (RA) at each temperature (thick curve) was compared with steels in group 1. The grey area region in Fig. 3a covers steels with better ductility than the ∼0·018Ti, 0·025V steels, i.e. the Ti free V–Al–N, V and Al containing steels are in this area, while the dashed curved region contains the steels showing worse ductility, i.e. the Ti, high V (.094) steel, the Ti–B steels and high Si steels, particularly in the temperature range of 800–900°C. At 1100°C, the RA in all steels was above 75. At 1000°C, the RA was generally higher in the V–N steels 7–8 and plain C steel 9. At 900°C, steels 7–9 had RA values above 50 compared to steels 1–6, where RA was well below 50. The hot ductility curves for group II are shown in Fig. 3b. As with the medium C grades, ductility is generally above 75 at 1100°C. At 1000°C, the RA in V steel 12 and plain C steel 11 was above 50, but that of Al–N steel 10 was below 50. At 900°C, the only grade with RA above 50 was the V–N steel 12.
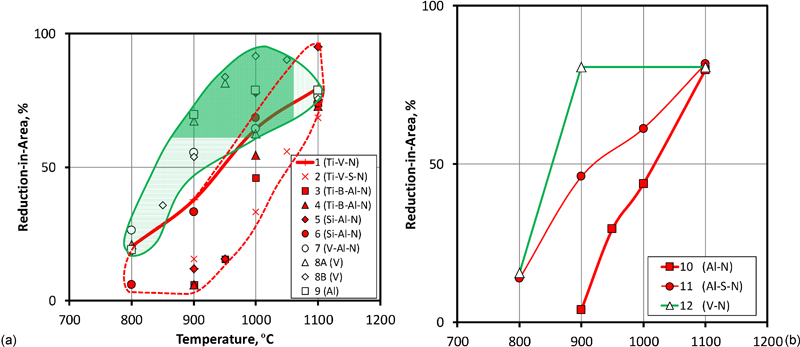
Hot ductility curves for a group I (0·35–0·55C) and b group II (0·2C) steels
Equilibrium precipitation
Figure 4 shows equilibrium nitride precipitation plots at 900°C calculated from a multicomponent austenite model.12 The nitrides considered in the model were TiN, BN, AlN and VN. In Fig. 4a, group I steels were ranked with regards to their hot ductility (RA) from poorest as follows: Ti–B–N, Si–Al–N, Al–N, Ti–V–N, V–N and Al–low N. Excluding the VN contribution, it is clear that as the total mass percentage of nitride precipitates decreases, i.e. TiN+BN+AlN, the RA increases. Generally, steels showing marginal to good ductility at 900°C either (1) contained negligible amounts of TiN, BN and/or AlN nitrides or (2) the nitride content was dominated by moderate amounts of VN. Owing to excess solute V after VN formation in the high V steels 2 and 7, a significant amount of VC would also be expected to form in the lower austenite. The group II steels in Fig. 4b show a similar trend for the nitrides in group I. Significant AlN precipitation was predicted to occur in steels 10 and 11, while negligible nitrides form in steel 12.
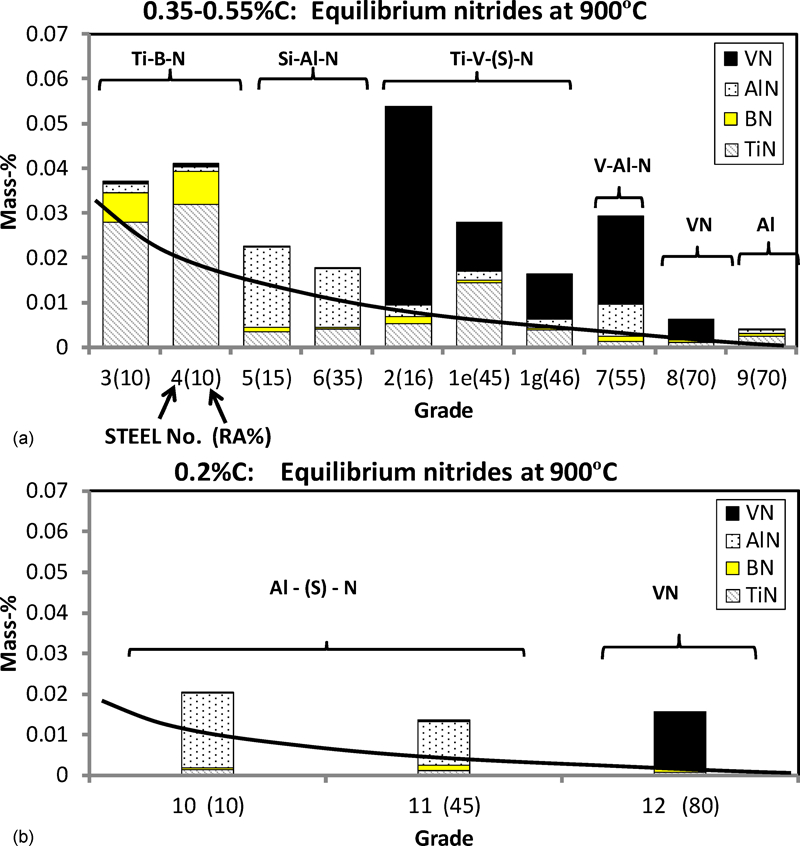
Equilibrium nitride precipitates12 at 900°C for a group I (0·35–0·55C) and b group II (0·2C) steels: solid trend line shows mass percentage of precipitates excluding VN
Transmission electron microscopy
At 900°C, V steel 8A did not reveal significant amounts of fine precipitation; only occasional coarse VN precipitates being present (Fig. 5). Figure 6 shows fine, copious precipitation of TiN in the Ti–V–N steel, 1C.
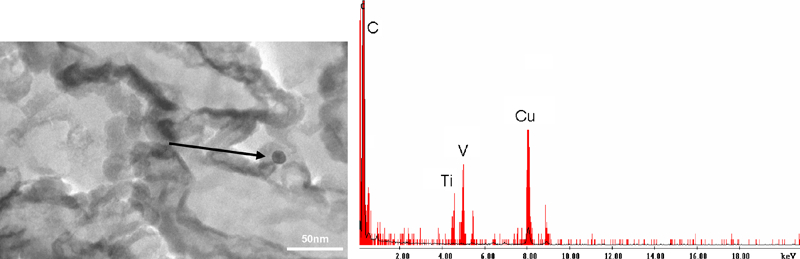
Analyses (TEM and EDS) for isolated precipitates seen in V steel 8A: lack of fine precipitation accounts for good ductility (70 RA) at 900°C
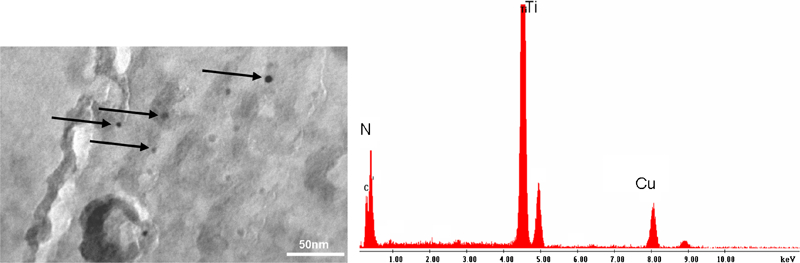
Image (TEM) and EDS analysis for 4·6±1 nm diameter TiN precipitation in Ti–V–N steel 1C: poor ductility (33 RA) at 900°C can be attributed to copious, fine TiN precipitation
Discussion
Ti–B–Al–N steels
In the current experiments, steels 3 and 4 displayed the poorest ductility at 900°C despite slow cooling after Tmax at 12 K min−1. B additions are reported to improve hot ductility1,13,14 provided that the cooling rate is below 100 K min−1 (Fig. 7). The positive influence of B has been attributed to the strengthening of austenite grain boundaries due to segregation of solute boron.1
Influence of cooling rate on hot ductility in boron steels16
It has, however, been shown that fast cooling rates encourage fine BN precipitation, which can lead to cracking.4,15,16 In the present work, the Ti content was insufficient to precipitate all N as TiN, and the formation of BN and AlN might be expected (Fig. 4a). However, 60 of the precipitates are TiN by mass percentage, significantly more than any other type of precipitate and can be expected to reduce ductility.17 If the total N content is restricted according to equation (3), then excessive, fine, detrimental BN precipitation can be avoided.15 Equation (3) gave 63 and 114 ppm excess nitrogen for steels 3 and 4 respectively, well above the limit of 30 ppm, which may contribute to the poor ductility in these steels at 900°C

Si–Al–N steels
The poor hot ductility performance at 900°C can be attributed to (1) the relatively high volume fractions of AlN (Fig. 4a for predicted amount under equilibrium conditions) due to high N and (2) the formation of thin ferrite films at high temperatures since Si increases the start of transformation, especially when deformation is applied. While the AlN precipitation at austenite grain boundaries18 is suspected to be fine and dendritic, this was not observed with TEM. This was not surprising, as it is known19 that AlN is only observed at the fracture surface with TEM techniques.
Ti–V–N steels
In low N steels (N<60 ppm), it is thought that TiN is less detrimental to transverse cracking than AlN, since AlN precipitates preferentially at the austenite grain boundaries. In high N steels (N>60 ppm), larger precipitate volume fractions, even if coarser, can be detrimental to ductility.1 At these high Ti contents, N combines with Ti to form fine TiN, as confirmed by the TEM (Fig. 6). Hence, it is beneficial to restrict the Ti content in high N steels. Ductility is almost always poor in Ti–high N steels,1 and evidence supporting this is clearly seen in the industrial billet rejection histogram compiled by Alvarez de Toledo et al. (Fig. 8).4 Increasing the N level leads to a greater rejection rate even when the Ti/N ratio is above stoichiometry. A high volume fraction of precipitates increases the strength of the matrix (Fig. 9), which encourages grain boundary sliding and cracking.
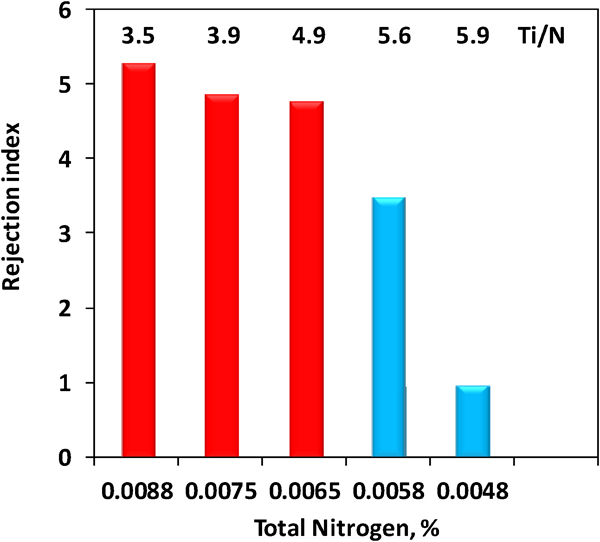
Influence of N and Ti/N ratio on crack index (0·025–0·035Ti)4
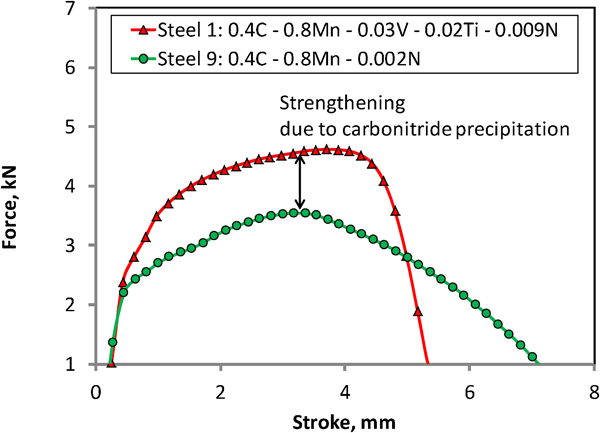
Force stroke curves of steels 1 and 9 showing strengthening of matrix in medium C steel due to microalloying with Ti and V: tested at 900°C and strained at rate of 1×10−3 s−1
Sulphur has been reported to only mildly impair the hot ductility of plain C steels with relatively high Mn contents.20 This may also be applicable to Ti–V–N steels (Fig. 2), where little influence of S was found for 20–290 ppm levels. A possible reason is that, at high S contents, MnS forms in the melt rather than at grain boundaries, where they can impair ductility.1,20
Al–N steels
The [Al][N] product is significant to ductility as it determines the amount of AlN precipitated.19 There is a marked drop in ductility18 when the [Al][N] product exceeds 1·5×10−4. Of all the nitride particles, AlN are probably the most detrimental for ductility as they precipitate out at the austenite grain boundaries, often as thin films which are difficult to detect microscopically. AlN do, however, precipitate sluggishly and, for low N steels, (0·005N) have only a small influence on hot ductility and transverse cracking as long as (1) the soluble Al level is low and (2) the total Al content is <∼0·04.1 Despite the [Al][N] product in Si–Al–N steel 6 being as high as 2·49×10−4, although ductility was poor, AlN precipitation was not observed by TEM. Surprisingly, some fine TiN precipitation was observed in this nominally Ti free steel, and this might also be contributing to the poor ductility at 900°C.
V–N steels
Good ductility at 900°C was found in V–N steels 7 and 8 in group I and in steel 12 in group II. Since fine VN was not observed in this steel with the TEM, it is likely that rather than AlN precipitating at grain boundaries, VN formed at lower temperatures, thereby mitigating the potentially negative influence of high N contents on cracking. Wilson and Gladman13 showed that VN forms preferentially to more stable AlN. According to Mintz and Abushosa,6 VN precipitation does not have a serious detrimental effect on hot ductility provided that the [V][N] product is restricted to 1·2×10−3, e.g. 0·1V and 0·012N. This was the case for steels 7, 8 and 12, which all showed good ductility at 900°C.
Conclusions
In medium C, high N steel billets, moderate V additions gave the best hot ductility at typical off-corner unbending temperatures.
Ductility deteriorates markedly if there is a high volume fraction of fine TiN when high N levels are present together with additional microalloying elements such as V. This is in contrast to the beneficial effects of Ti when N levels are low. This finding also applies to Al and B steels.
The TEM did not reveal VN and AlN precipitation in V containing steels. Hot ductility results, however, suggest that AlN probably precipitates at temperatures ⩽900°C.
Boron additions resulted in very poor ductility in high N steels probably due to excessive N promoting BN precipitation at austenite grain boundaries.
In the Ti–V high N, medium C steels, there was no significant influence of S in the range of 20–290 ppm.
Footnotes
Acknowledgements
The authors KB and AT thank Arcelormittal (SA) Vaal Works for specimen preparation, data collection and permission to publish. Thanks to P. Gule for performing the hot ductility tests.