
Abstract
Through mixing the hypoeutectic and semisolid hypereutectic Al–Si alloy melts at different temperatures, this paper studies the changes in solidification microstructure of the melt mixture. It is indicated that the microstructure of the solidified melt mixture has the structural characteristics of both hypoeutectic and hypereutectic Al–Si alloys, i.e. the primary silicon is distributed in the matrix composed of primary α(Al) phase and eutectic (α+Si) phase and has undergone apparent refinement and passivation. Higher temperature of hypoeutectic melt and longer holding time of melt will be more favourable for the refinement and passivation of primary silicon and meanwhile, its quantity decreases. The solidification structure of the melt mixture can be controlled through controlling the mixing temperature and holding time.
Keywords
Introduction
Aluminium–silicon alloy is widely applied in aviation, aerospace, automotive, shipbuilding as well as other industries due to its advantages of low density, good wear resistance, low thermal expansion coefficient, easy casting into shape, etc. Compared with hypoeutectic or eutectic Al–Si alloy, hypereutectic Al–Si alloy has good wear resistance, heat resistance and low thermal expansion properties due to its high content of silicon. However, primary silicon and eutectic silicon are coarse so that the toughness and plasticity of the alloy are inferior to those of the hypoeutectic Al–Si alloy, the brittleness increases and the alloy is hard to be processed and shaped. Therefore, in recent years, material researchers mainly focus on how to use advanced preparation process to refine the structure of high silicon aluminium alloy, better the shape, size and distribution of silicon grains and improve mechanical performances so as to obtain high silicon aluminium alloy that has excellent comprehensive performance and meets various demands. Currently, the treatment methods for structural refinement of aluminium–silicon alloy, especially refinement of silicon phase, include chemical modificator method, ultrasonic vibration method, chilling method, low temperature casting method, compression casting method, electromagnetic mixing method, rapid solidification, solid–liquid mixture casting, electrical pulse technology,1–8 etc. The method studied and applied widely is modification treatment, which means adding sodium, phosphonium salts, rare earths, etc. to Al–Si melting alloy to improve the size, shape and distribution of primary silicon and eutectic silicon. However, modification process is very complicated and difficult to control. The addition of modification elements will also cause pollution to alloy and environment. The performance of post-treated alloy is still limited. Although better effects might be obtained with other methods, complicated technical conditions and high cost are not suitable for large scale industrial production. In recent years, in light of the influence of Al–Si alloy melt structure theory and thermal history on solidification structure, researchers have investigated effects of overheating or speed heating treatment of melt9,10 on the refinement of primary silicon, i.e. high silicon Al–Si melt alloy was heated to 900–1100°C and casted directly after a holding time, or the melt was mixed with low temperature hypoeutectic Al–Si alloy liquid to obtain hypereutectic Al–Si melt alloy and casted after being held for a certain period of time. The results indicated that this method was significantly effective for the refinement of primary silicon. However, the application is still restricted by such factors as high superheating temperature, high energy consumption, gas absorption and serious melting loss of melt alloy. Therefore, research and development of high silicon aluminium alloy with comprehensive performance, preparation technology of simple process, being energy conservative, environmentally friendly and applicable to industrial protection are still problems confronted by researchers.
This paper, proceeding from controlling the dissolution of primary silicon, studied and concluded that the solidification microstructure of melt mixture obtained by mixing hypoeutectic Al–Si melt at certain superheating temperature and semisolid high silicon aluminium alloy and cooling under conventional conditions possessed fine primary silicon distributed equally in the matrix. The melt mixture possessed features of hypoeutectic and hypereutectic structures. And the influence of superheating temperature and holding time on solidification microstructure of melt mixtures is also studied so as to understand the change rules of alloy structure and primary silicon and lay a foundation for the preparation of new Al–Si alloy.
Experimental
According to Al-Si phase diagram (Fig.1), the 99·99 mass- pure aluminium cast ingot and 99·76 crystalline silicon are melted to produce Al–6Si (mass-) hypoeutectic melt and Al–30Si (mass-) hypereutectic Al–Si alloy. Two kinds of alloys are respectively melted in two SG2-8-12 model graphite crucible electric resistance furnaces (I) and (II) with a rated temperature of 1300°C. Pure aluminium cast ingots were put into electric resistance furnaces (I) and (II) and were heated to 750 and 900°C respectively. The crystalline silicon with particle size of 8–10 mm was added to furnaces (I) and (II) for preparing Al–6Si hypoeutectic melt and Al–30Si hypereutectic Al–Si alloy respectively. The 0·6 non-toxic refining agent was added to molten alloy for 15 min after silicon was fully melted. The melt of Al–30Si alloy was poured into the permanent mould (preheating temperature is 250–300°C), put into the electric resistance furnace (II), heated to 600°C and held for 1 h, which made the alloy in semisolid state. Meanwhile, the melt of Al–6Si alloy was overheated to 800, 900 and 1000°C respectively. After a holding time of 10 min, the melt of Al–6Si alloy was respectively added into the semisolid Al–30Si alloy contained in the electrical resistance furnace (II) (the mixing ratio is 1∶1). The melt of Al–6Si alloy and the melt of semisolid Al–30Si alloy were mixed evenly. The mixed alloy was poured into the melt mould at 700, 750 and 800°C respectively after holding times of 10, 20, 30 and 40 min at each temperature. The schematisation of the heat treatments is shown in Fig. 2.
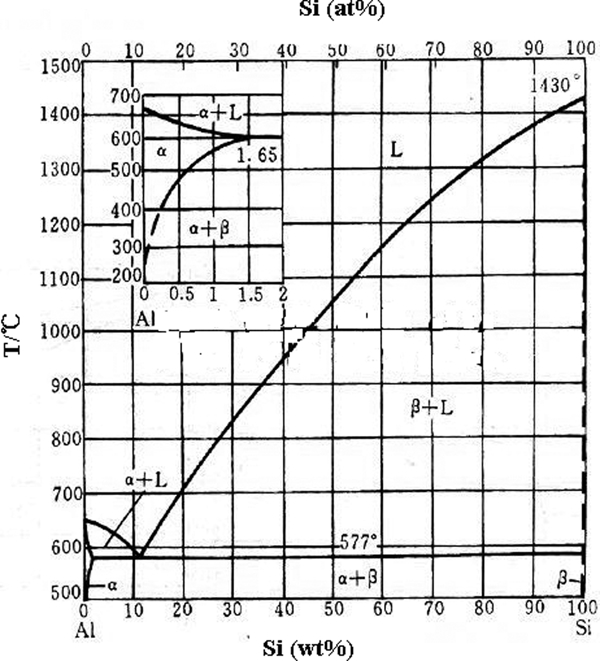
Phase diagram of Al–Si alloy
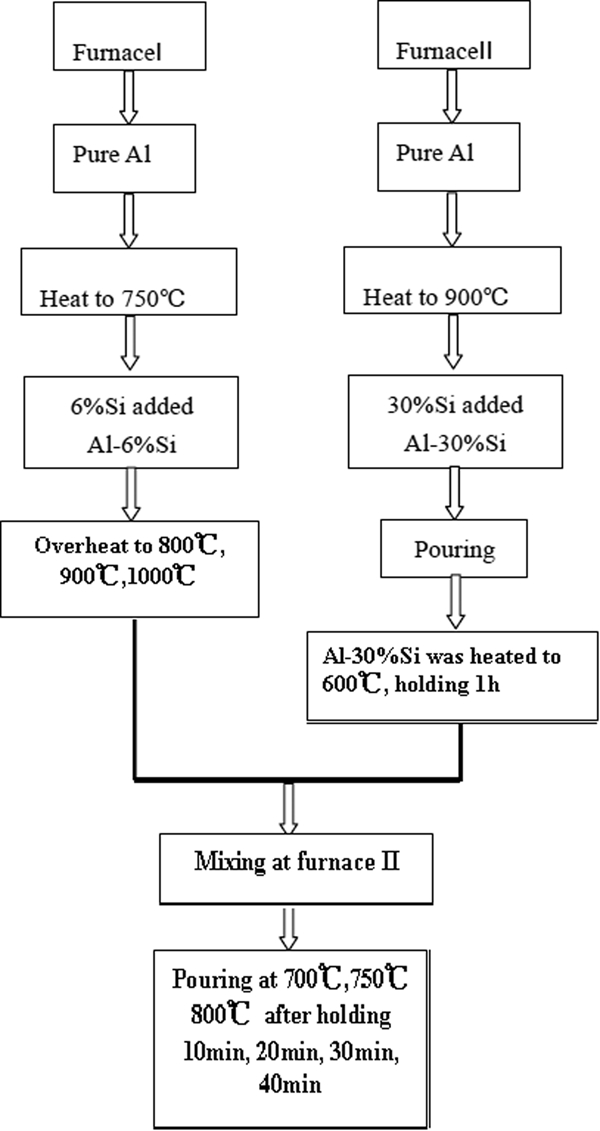
Schematisation of heat treatments
The microstructure of the solidified melt alloy was observed by means of metallographic microscopy. The samples cut at the same position of the cast ingot were corroded using 0·5 HF solution after being polished. The structure was observed at 5–10 fields of view on the same polished surface. The size of primary Si was calculated using Image-Pro software, i.e. the length of linear intercept was measured through the primary silicon grain at each 2° interval and rotated for one circle, and then the average value of all the length of linear intercept was calculated. The average value is considered as the average diameter of the primary silicon grain.
Results and analysis
Influence of temperature of melt mixture on solidification structure
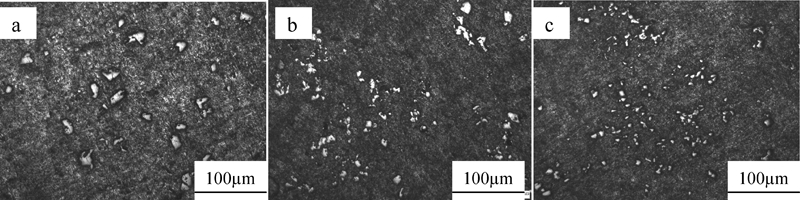
Figure 3 represents the microstructure of the sample before mixture which was obtained by casting Al–30Si alloy at 900°C. The primary silicon is coarse plate and its thickness is about 40–60 μm and the length is no less than 700 μm. The matrix is severely broken due to the uneven distribution of primary silicon. The structural characteristics are identical with the primary silicon in common unmodified high silicon aluminium alloy. Figure 4 represents the microstructure of the sample obtained by mixing Al–6Si melt with Al–30Si semisolid alloy in a mixing ratio of 1∶1. Figure 4a–c represents the solidification microstructures of both kinds of melts after a holding time of 20 min at 700, 750 and 800°C respectively. Seen from Fig. 4, the microstructures are all composed of dendritic α(Al) solid solution, eutectic silicon (α+Si) and primary silicon (white grains), i.e. they have the structural characteristics of both hypoeutectic and hypereutectic Al–Si alloys, as shown in Fig. 5. The primary silicon has been obviously refined, passivated and spheroidised. The primary silicon is distributed evenly and the sizes of primary Si are 32 μm (Fig. 4a), 30 μm (Fig. 4b) and 26 μm (Fig. 4c) respectively. In addition, some very small primary silicon grains are mixed with matrix structure, which are not easy to distinguish. It is indicated that with the increasing temperature of melt mixture, the size of primary Si decreases and the refinement, passivation and sphericisation effects become more obvious. But the quantity reduces.

Microstructure of Al–30Si alloy with casting temperature of 900°C
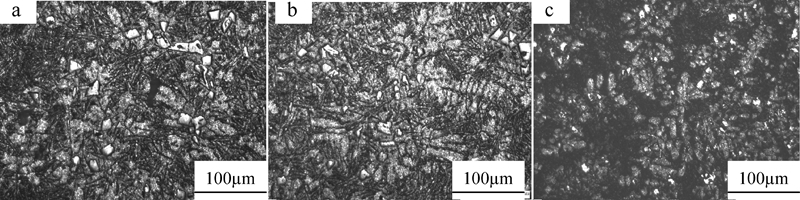
Solidification microstructure of melt mixture after holding time of 20 min
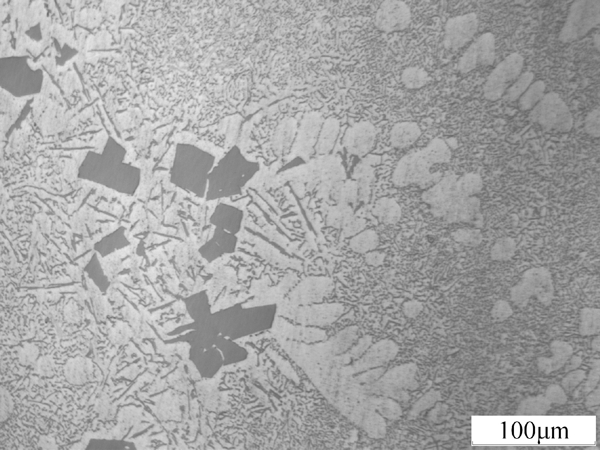
Solidification microstructure of melt mixture (at 700°C for 20 min)
Influence of holding time on solidification microstructure of melt mixture
Figure 6a–c represents the microstructure of the samples obtained by casting the melt mixture of Al–6Si melt at 800°C and Al–30Si semisolid alloy at 600°C and holding the temperature of the mixture at 700°C for 10, 20 and 30 min respectively. The matrix structure displays the state of primary silicon without HF solution corrosion of the samples. Seen from Fig. 6, the primary silicon undergoes continuous size reduction, refinement, passivation or sphericisation with the prolonging of holding time, which is similar to the change rules of the solidification microstructure of melt mixture with the increasing temperature. However, when the holding time is further prolonged (such as 100 min), the small primary Si disappears and the structural characteristics of solidified melt mixture are similar to those of common unmodified high silicon aluminium alloy (Fig. 3), mainly composed of plate shaped primary silicon and eutectic structure.
Influence of holding time on solidification microstructure of melt mixture (750°C; HF corrosion is unused)
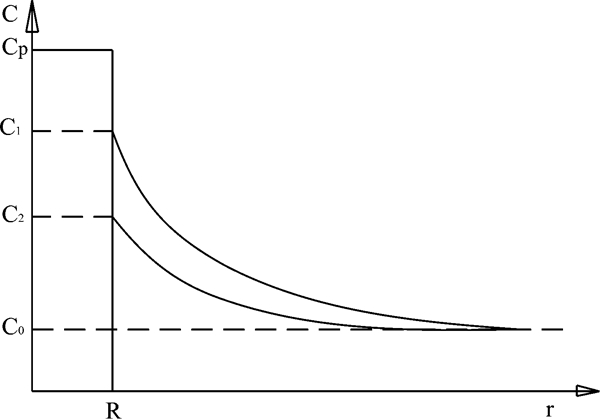
Schematic diagram of dissolution of primary silicon
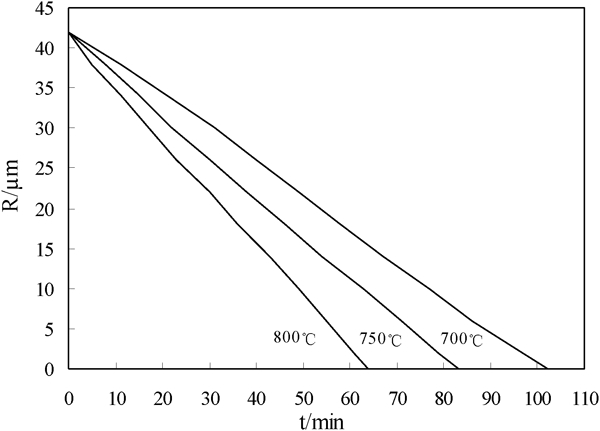
Relationship between primary silicon and holding time
Microstructure of solidified melt mixture
Seen from the Al–Si binary phase diagram (Fig. 1) and structural evolution, when the Al–30Si hypereutectic Al–Si alloy is heated to 600°C and held for a certain period of time, the matrix structure (mainly eutectic structure) is first dissolved into liquid phase and the primary silicon is also melted between the two phase regions. However, due to the low heating temperature (23°C higher than eutectic temperature), the amount of dissolved primary silicon is small. The amount of Si melted in the liquid phase is close to eutectic composition and after being mixed with the same amount of high temperature hypoeutectic Al–6Si melt, the two kinds of melts interact with each other and the total silicon content (silicon in the primary silicon and melted in the liquid phase) in the melt mixture should be 18. At the initial period of mixture, it is obtained through calculation that the amount of melted Si in the liquid phase is ∼9, i.e. the liquid phase of the mixture is hypoeutectic melt. However, the melt mixture is different from common Al–18Si melt, which is composed of hypoeutectic liquid phase and unmelted primary silicon. Therefore, the solidification microstructure of melt mixture is also different from common Al–18Si alloy, which is composed of primary silicon, a large amount of α(Al) solid solution phase and eutectic (α+Si) phase, as shown in Fig. 4. With the increasing temperature of melt mixture, the quantity of primary silicon phase and α(Al) solid solution phase decreases and eutectic (α+Si) phase increases.
From the perspective of thermodynamics, when two kinds of melts are mixed, the primary silicon will be dissolved and the melting process is subject to the influence of such factors as melt temperature and distribution, holding time, shape of primary silicon, etc. The stability of the long film shaped primary silicon with more defects is poor in the melt.11,12 During the heating and holding time, some parts (such as the defect part of crystalline structure) at the middle section are first dissolved or decomposed to form short film shaped or polygon shaped blocks. Owing to local melting, the silicon crystal is separated into several silicon crystals and the quantity of free silicon crystals increases, i.e. the silicon crystal proliferates. The reason is that the atoms at some parts of the crystalline silicon have higher energy compared with atoms at other parts. The high energy atoms are first detached from the parent phase which causes the decomposition of long film shaped silicon. Meanwhile, due to the difference of surface curvature, the primary silicon has different dissolution rates. It has higher dissolution rate at tapered angle and defects and lower dissolution rate at plane surface, which presents the trend of passivation and spheroidisation at the tapered angles of primary silicon. Along with the increase in melt mixture temperature and holding time, the size of primary silicon reduces and the refinement, passivation and spheroidisation effects are more obvious, as shown in Figs. 4 and 6.
Seen from Figs. 4 and 6, the dissolution of primary silicon requires certain period of time in terms of dissolution kinetics. When the long film shaped primary silicon is dissolved into short film shaped or polygon shaped blocks, if the grains of primary silicon are spherical (R), the diffusion coefficient D of silicon atoms in the melt remains unchanged during the holding time and the melt mixture has even concentration. Without considering the impact of melt convection, the distribution of silicon atoms in the melt is shown in Fig. 7. CP and C0 represent the concentrations of primary silicon and melt mixture respectively. C1 and C2 represent the theoretical equilibrium concentration and actual concentration of melt at phase interface respectively. According to Fick law and solute balance relation at interface, equations (1)–(3) can be obtained through interfacial reaction13–17
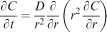

Equation (4) can be obtained based on equations (1)–(3)

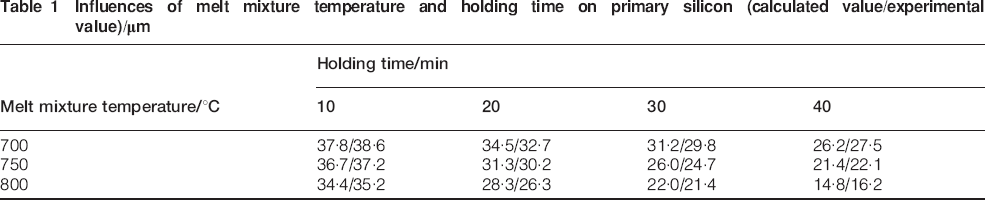
Numerical solutions for equation (4) are calculated with related parameters of melt mixture. On the basis of it,17 the relationship (Fig. 8) between the size of primary silicon grain and temperature and holding time can be obtained. Figure 7 indicates that the change in primary silicon size R has a roughly linear relationship with the holding time. Although there is certain difference between the theoretically calculated value and the experimental value, as shown in Table 1, all of them reflect that there is a dynamic process during the dissolution of primary silicon in the melt mixture and the solidification structure of melt mixture can be controlled by controlling the mixing temperature and holding time.
Influences of melt mixture temperature and holding time on primary silicon (calculated value/experimental value)/μm
Conclusions
Al–18Si melt mixture is obtained by mixing Al–6Si melt and semisolid Al–30Si alloy; however, the liquid phase in the melt has hypoeutectic structure, and the melt solidification structure has structural characteristics of both hypoeutectic and hypereutectic Al–Si alloys, i.e. the primary silicon is distributed in the matrix composed of primary α phase and eutectic (α+Si) phase and the primary silicon Si has undergone apparent refinement and passivation.
Owing to local melting, the silicon crystal is separated into several silicon crystals, and the free silicon crystals increases in quantity and proliferates; meanwhile, a trend of passivation and spheroidisation appears at the tapered angles of primary silicon and with the increasing temperature of melt mixture and the prolonging of holding time, the refinement, passivation and sphericisation effects become more obvious, but the quantity reduces.
Both theoretically calculated value and the experimental value reflect that there is a dynamic process during the dissolution of primary silicon in the melt mixture and the solidification structure of melt mixture can be controlled by controlling the mixing temperature and holding time.
Footnotes
Acknowledgements
This work was supported by Fund on Key Laboratory Project for Hydrodynamic Force, Ministry of Education, China and Materials Process, Xihua University, under grant nos. 2011-10-0 and SZD0502-09-0 respectively.